Das Metall-Spritzgießen (MIM) ist ein Verfahren, bei dem Metallteile aus Metallpulver als Rohmaterial hergestellt werden. Dabei kommt eine Technik namens Pulvermetallurgie zum Einsatz. Bei diesem Verfahren wird die Flexibilität von Kunststoffspritzgussverfahren mit der Integrität und Festigkeit von Metallen kombiniert, um Teile mit komplexer Geometrie herzustellen. Dieses Verfahren eignet sich vor allem für Kleinstteile unter 100 Gramm, und das Produkt kommt sowohl in großen als auch in kleinen Mengen vor.
Es wird in Bereichen eingesetzt, die ein hohes Maß an Präzision und Qualität erfordern, wie z. B. in der Luft- und Raumfahrt, der Automobilindustrie und der Medizintechnik.


Überblick über den Prozessablauf
Das Produktionsverfahren des Metall-Spritzgießens ist dem des Kunststoff-Spritzgießens (PIM) recht ähnlich, da es sich bei MIM um Metalle handelt, aber es ist etwas komplizierter. Ein Gemisch aus winzigen Metallpartikeln und Kunststoffbindemittel - polymerisiertes Metallmaterial - wird unter hohem Druck in die Form gespritzt. Nach dem Abkühlen härtet es aus und wird dann aus der Form entnommen und bei Bedarf beschnitten.
Doch damit ist es noch nicht vorbei! Es entsteht der so genannte "grüne Teil", der einer Entklebung unterzogen werden muss. Im nächsten Schritt wird das Kunststoffbindemittel entfernt, so dass ein zerbrechliches und poröses Metallfragment, der "braune Teil", zurückbleibt.
Das Verfahren umfasst mehrere Schritte, wie die Vorbereitung des Rohmaterials (Compounding), das Spritzgießen, das Entbindern und das Sintern. Jeder Schritt ist entscheidend für die Herstellung von Teilen mit der optimalen Form, den optimalen Materialeigenschaften und den optimalen Abmessungen.
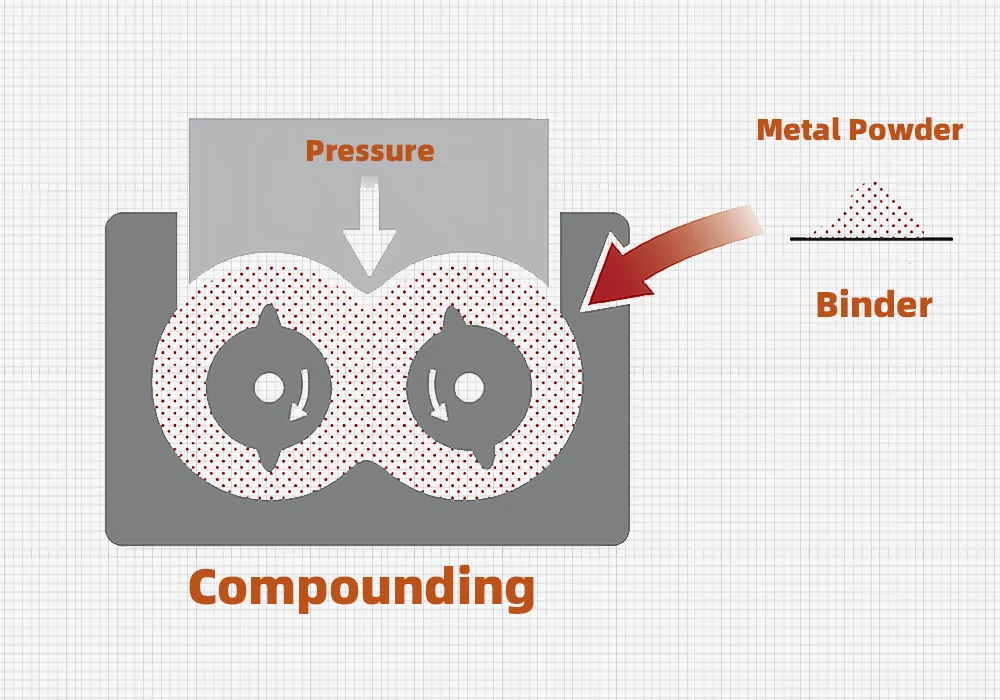
1. Zusammenstellung
Sie ist der erste Schritt im MIM-Prozess und wird auch als Rohstoffaufbereitung bezeichnet. In dieser Phase wird Metallpulver mit einer Größe von 4-25µ mit Wachsbindern oder Thermoplasten im Verhältnis 60:40 nach Volumen gemischt. Das Gemisch wird in speziellen Mischanlagen wie dem Sigma-Blattmischer erhitzt und geschmolzen, und die Partikel werden gleichmäßig verteilt. Diese Verteilung ist entscheidend für die Viskosität des Materials, die sich auf den Spritzgießprozess und die Dichte des fertigen Teils auswirkt. Anschließend wird die Masse abgekühlt und zu einem Ausgangsmaterial für die MIM-Maschine granuliert.
Das Metallpulver bestimmt die strukturellen Eigenschaften des fertigen Teils. Dieses Bindemittel erleichtert den Fluss während des Spritzgießens und wirkt sich auch auf die Entbinderungs- und Sinterungsprozesse aus. Die Konsistenz des Ausgangsmaterials ist von entscheidender Bedeutung, um einen gleichmäßigen Materialfluss während des Spritzgießens zu gewährleisten, was zu einem Teil mit durchgängig konstanten Eigenschaften führt.
2. Spritzgießen
Dieses Verfahren ähnelt dem Kunststoffspritzgussverfahren. Dabei wird das aufbereitete Ausgangsmaterial in den Formhohlraum eingespritzt, um das gewünschte Teil herzustellen. Das pelletierte Ausgangsmaterial wird zunächst auf eine bestimmte Temperatur erhitzt und unter hohem Druck in den Formhohlraum eingespritzt.
Durch die Drehung der Schnecke, die sich im Inneren des Zylinders befindet, wird das Ausgangsmaterial nach vorne gedrückt, und der Druck lässt die Düse in den Hohlraum eindringen. Nach dem Einfüllen kühlt das Bindemittel ab und verfestigt sich, wobei es die Form der Teile beibehält, während es entweder durch Druckluft oder Auswerferstifte aus dem Festkörper ausgestoßen wird.
Das Teil, das herauskommt, ist das "grüne Teil", und der Prozess geht weiter. Die Form muss über einen geeigneten Anschnitt und eine Entlüftungsöffnung verfügen, um eine gleichmäßige Füllung der Formkammer zu ermöglichen und ein qualitativ hochwertiges Produkt zu gewährleisten.
Um die beim Sintern auftretende Schrumpfung zu kompensieren, wird der Hohlraum 20% vergrößert, und diese Schrumpfungsänderung hängt vom jeweiligen Material ab.

3. Entbinden
Beim Entbindern wird das Bindemittel aus dem "grünen Teil" ausgestoßen, so dass ein poröses Metallteil zurückbleibt, das als "brauner Teil" bezeichnet wird. Der Prozess erfolgt in mehreren Schritten, wobei der größte Teil des Bindemittels entfernt wird, so dass gerade noch genug übrig bleibt, um die Teile im Sinterofen zu halten.
Die Entfernung von Bindemitteln erfolgt in drei Kategorien;
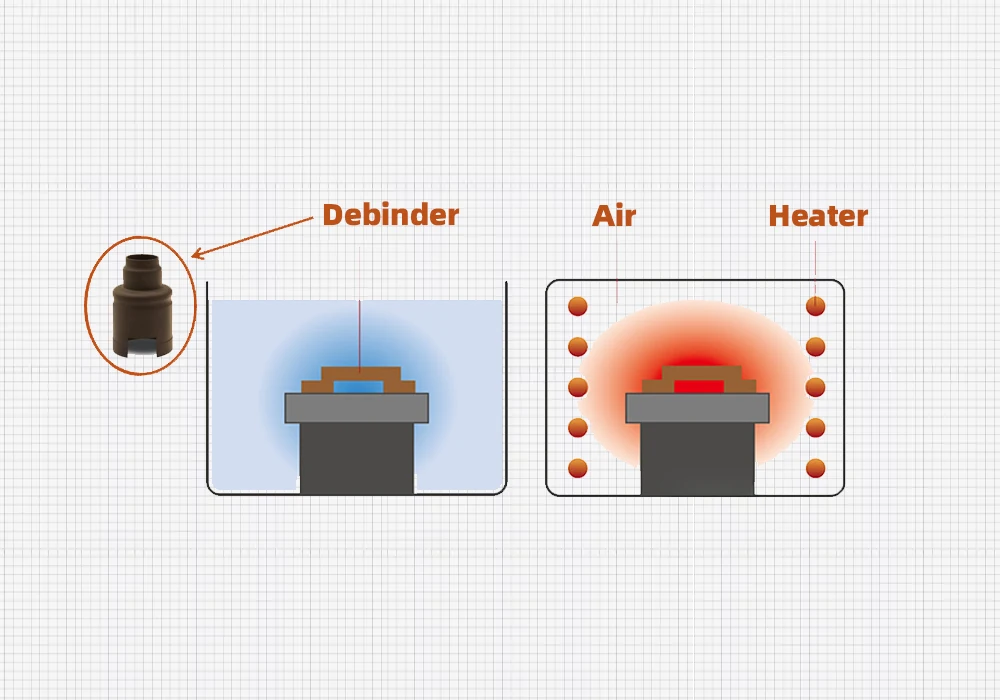
Ⅰ. Lösungsmittel-Entbinderung
Bei diesem Verfahren wird das Grünteil in ein flüssiges Lösungsmittel getaucht, um das Bindemittel aufzulösen und zu extrahieren. Das Bindemittelmaterial bestimmt die Art des zu verwendenden Lösungsmittels. Ist das Bindemittel zum Beispiel wasserlöslich, wird ein wässriges Lösungsmittel verwendet. Ist dies nicht der Fall, werden organische Lösungsmittel bevorzugt. Das Teil kann für einige Zeit in das Lösungsmittel getaucht werden, von einigen Stunden bis zu Tagen.
Ⅱ. Thermische Entbinderung/Pyrolyse
ist eine der einfachsten Methoden zum Entbindern. Das spritzgegossene Teil wird auf eine Temperatur erhitzt, die unter der Sintertemperatur des Metallpulvers liegt. Das Bindemittel zersetzt sich und verdampft dann, wobei ein poröses Metallfragment zurückbleibt. Einige kritische Parameter, die in diesem Fall kontrolliert werden müssen, sind die Heizrate, die Verweilzeit und die Spitzentemperatur. Sie stellen sicher, dass das Bindemittel vollständig entfernt wird und reduzieren Defekte und Verformungen.
Ⅲ. Katalytische Bindung
Dieses Verfahren ist sehr wirksam, aber etwas kompliziert. Dabei wird das Grünteil einem Säuredampf ausgesetzt, beispielsweise Oxalsäure oder konzentrierte Salpetersäure. Der Säuredampf ist in diesem Fall ein Katalysator, der dafür sorgt, dass das Bindemittel aus der inneren Struktur des Teils herausgelöst wird. Das Verfahren findet in einer kontrollierten Umgebung statt, und die Kompatibilitätsprüfung der Metalle ist von entscheidender Bedeutung, da das Verfahren die Verwendung von Säuren beinhaltet.
In bestimmten Fällen wird das so genannte zweistufige Entbinderungsverfahren eingesetzt, das eine Kombination aus Wärme- und Lösungsmittelbindung beinhaltet, um die Verformung der Teile zu minimieren.
Das nach dem Entbinderungsprozess verbleibende "braune Teil" ist eine zerbrechliche poröse Struktur aus vernetzten Metallpulverpartikeln. Jetzt ist das Teil bereit für den abschließenden Prozess des Sinterns, der den Partikeln die gewünschten mechanischen Eigenschaften verleiht und sie verfestigt.
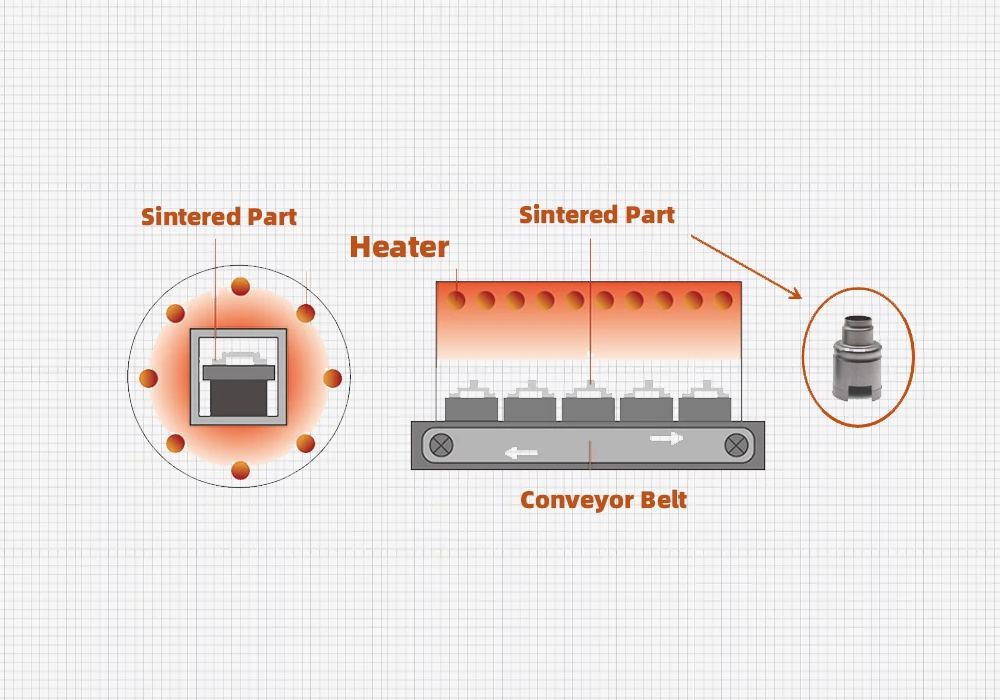
4. Sintern
Beim Sintern wird das Braunmetall einer Temperatur ausgesetzt, die unter dem Schmelzpunkt des Metallpulvers liegt. Die entbinderten Teile werden in einen atmosphärisch gesteuerten Hochtemperatur-Sinterofen geladen und auf keramische Sinterformen gesetzt. Sobald sich die Bindemittel dem Schmelzpunkt nähern, verflüssigen sie sich und verdampfen. Das Metallteil wird dann auf eine hohe Temperatur erhitzt, und der Hohlraum zwischen den Partikeln wird beseitigt, so dass sie verschmelzen. Das Teil schrumpft und verwandelt sich in einen dichten Festkörper mit den gewünschten Abmessungen. Die Schrumpfungsrate des Teils kann während der Sinterphase bis zu 20% betragen. Dies wird jedoch bei der Konstruktion und der Herstellung der Form berücksichtigt.
Materialien für das Metall-Spritzgießen
Die für MIM geeigneten Metallwerkstoffe sind recht weit verbreitet. Theoretisch kann jedes Pulvermaterial, das bei hohen Temperaturen gegossen werden kann, durch das MIM-Verfahren zu Teilen geformt werden, einschließlich schwer zu bearbeitender Materialien und Materialien mit hohem Schmelzpunkt in herkömmlichen Herstellungsverfahren. Zu den Metallen, die durch MIM verarbeitet werden können, gehören niedrig legierte Stähle, rostfreie Stähle und Werkzeugstähle, Nickelbasislegierungen, Wolframlegierungen, Hartlegierungen, Titanlegierungen, Magnetische Werkstoffe, Kovar-Legierungen, Präzisionskeramik und mehr. Darüber hinaus kann MIM auch Materialformulierungen auf der Grundlage der Leistungsanforderungen des Benutzers anpassen.
Die MIM-Umformung von Nichteisenlegierungen wie Aluminium und Kupfer ist technisch machbar, doch werden sie in der Regel durch andere, kostengünstigere Verfahren wie Druckguss oder mechanische Bearbeitung verarbeitet. Beispiele für Materialien sind SUS316L, SUS420J2, SUS440C, SUS630, SNCM415, SKD11, SKH51, Ti-Legierungen usw.
| Material System | Zusammensetzung der Legierung | Anwendungsbereiche |
|---|---|---|
| Kohlenstoff-legierter Stahl | Fe₂Ni, Fe₈Ni | Automobile, mechanische Strukturkomponenten |
| Rostfreier Stahl | 316L, 17 - 4PH, 420, 440C | Medizinische Geräte, Uhrenteile |
| Sinterkarbid | WC - Co | Schneidwerkzeuge, Uhren und Armbanduhren, Armbanduhren |
| Keramik | Al₂O₃, ZrO₂, SiO₂ | IT-Elektronik, Uhren und Armbanduhren, Produkte des täglichen Bedarfs |
| Schwere Legierung | W - Ni - Fe, W - Ni - Cu, W - Cu | Militärindustrie, Telekommunikation, Produkte des täglichen Bedarfs |
| Titan-Legierung | Ti, Ti - 6Al - 4V | Medizinische und militärische Strukturkomponenten |
| Magnetische Materialien | Fe, NdFeB₃, SmCo₅, Fe - Si | Magnetische Komponenten |
| Werkzeugstahl | CeMo₄, M₂ | Verschiedene Tools |
Unterschiede zwischen Metall-Spritzgießen (MIM) und traditionellem Spritzgießen (TIM)
Das traditionelle Spritzgießen (TIM) und das Metall-Spritzgießen (MIM) sind beides Fertigungsverfahren zur Herstellung hochpräziser, komplexer Teile. Sie unterscheiden sich jedoch erheblich in Bezug auf die verwendeten Materialien, die Ausrüstung und die Produktionsverfahren.
Tabelle zum Vergleich von MIM und TIM
| Aspekt | Traditionelles Spritzgießen (TIM) | Metall-Spritzgießen (MIM) |
|---|---|---|
| Art des verwendeten Materials | Thermoplastische Kunststoffe, z. B. (ABS (Acrylnitril-Butadien-Styrol), PP (Polypropylen), PE (Polyethylen), PC (Polycarbonat) | Metallische Energie in Verbindung mit einem Bindemittel (Ausgangsstoff) |
| Form des Rohmaterials. | Kunststoff-Pellets. | Metallpulver gemischt mit Polymeren (Thermoplasten) oder Wachsbindemitteln (Ausgangsmaterial) |
| Gestaltung der Gussform | Der Schwerpunkt liegt auf der Formgebung des geschmolzenen Kunststoffs. Die Konstruktion sollte daher ein leichtes Fließen des Kunststoffs ermöglichen, was komplizierte und detaillierte Formen erlaubt. Es sollte die geringeren Schrumpfungsraten von Kunststoffen (0,5% bis 2%) berücksichtigen, was die geometrischen Berechnungen weniger komplex macht. Mehrere Kavitäten zur Steigerung der Produktionseffizienz und -geschwindigkeit. | Die Formen müssen für dichtes Ausgangsmaterial und höhere Metallschwindungsraten (15-20%) ausgelegt sein, die während des Sinterprozesses auftreten. Ähnlich kann MIM mehrere Kavitäten haben, aber die Konstruktion sollte eine höhere Schrumpfung und eine gleichmäßige Binderentfernung berücksichtigen. |
| Material der Form | Besteht aus Aluminium, Stahl und anderen hochfesten Legierungen, die der Temperatur von geschmolzenen Kunststoffen standhalten (150°C-300°C) | Hergestellt aus gehärtetem Werkzeugstahl oder Wolframkarbid, um hohen Einspritzdrücken und starkem Verschleiß durch Metallpulver standzuhalten. |
| Nachbearbeitung | Es ist nur eine minimale Nachbearbeitung erforderlich, z. B. Malen, Beschneiden usw. | Die Nachbearbeitung ist durch Verfahren wie Entbindern und Sintern sehr umfangreich. |
| Verarbeitungstemperaturen | Funktioniert bei relativ niedrigen Temperaturen zwischen 150°C und 300°C. | Höhere Verarbeitungstemperaturen sind erforderlich, die in der Regel über 1000 °C während der Sinterphase liegen. |
| Verwendete Ausrüstung | Verwendet Standard-Kunststoffspritzgießmaschinen mit Heiz- und Kühlsystemen, die für Kunststoffe ausgelegt sind. | Obwohl die Maschinen strukturelle Ähnlichkeiten aufweisen, müssen sie stark modifiziert werden, um hohe Drücke (30.000-150.000 PSI) und dichteres Ausgangsmaterial zu verarbeiten. |
Unterschiede und Vorteile von MIM im Vergleich zu anderen Metallherstellungsverfahren
Jedes Herstellungsverfahren hat spezifische Anwendungsbereiche mit Vorteilen und Einschränkungen. MIM kombiniert die Vielseitigkeit und Kosteneinsparungen anderer Fertigungsverfahren mit der Langlebigkeit und Robustheit von Metallen. Um herauszufinden, ob MIM der optimale Fertigungsweg ist, werden wir seine wichtigsten Vorteile und die Unterschiede zu anderen Fertigungsverfahren näher beleuchten.
- Komplexe Geometrien: Anwendungen, die Bauteile mit komplexen Formen und Materialeigenschaften erfordern, die mit traditioneller Metallbearbeitung nicht möglich sind.
- Kosten-Nutzen-Verhältnis: MIM ist ein hochautomatisiertes Verfahren, das den Bedarf an manueller Arbeit im Vergleich zu anderen Metallumformungsverfahren reduziert. Es fällt kaum überschüssiges Material an, was die Abfallmenge reduziert. Die Präzision des Verfahrens reduziert auch den Bedarf an Nachbearbeitungen.
- Gleichbleibende Qualität: Der hochautomatisierte und wiederholte Prozess gewährleistet, dass die hergestellten Teile gleich sind. Da dieses Verfahren in einer kontrollierten Umgebung durchgeführt wird, werden Fehler und Verunreinigungen minimiert.
- Auswahl der Materialien: Die große Auswahl an Materialien wie Stahl, Titan und einige Legierungen gewährleistet Flexibilität und Eignung für eine bestimmte Anwendung. Diese Eigenschaft übertrifft oft Verfahren wie das Gießen.
- Dichte und Festigkeit: Die im Metall-Spritzguss hergestellten Teile weisen hohe mechanische Eigenschaften wie Härte und Festigkeit auf und eignen sich daher für Bauteile, die extremem Verschleiß und hohen Belastungen standhalten müssen.
Vergleich zwischen MIM und anderen Fertigungsverfahren
Andere Fertigungsverfahren, die bei der Herstellung von Metallteilen zum Einsatz kommen, sind die traditionelle Pulvermetallurgie, das Schmieden, der 3D-Druck und LQMT (Flüssigmetalltechnologien). Das folgende Diagramm vergleicht verschiedene Aspekte der Produktion zwischen MIM und den aufgeführten Fertigungsverfahren.
Die Rolle von Materialeigenschaften bei der Gestaltung von Produktfunktion und -erscheinung
Die Materialauswahl ist ein wichtiger Faktor im Metall-Spritzgießprozess, der sich direkt auf das Aussehen, das Design, die Leistung und die Funktionalität der Produkte auswirken kann. Hier ein Ausblick darauf, wie sich die Materialauswahl auf das Design auswirkt.
1. Mechanische Eigenschaften und Funktionsweise
Werden Materialien wie Stahl und Titan zusammen verwendet, weisen sie eine hohe Festigkeit und Korrosionsbeständigkeit auf. Sie eignen sich für Teile, die mechanisch haltbar sein müssen. Bauteile, die für die Verwendung solcher Werkstoffe konzipiert sind, können dickere Wandgeometrien aufweisen oder mit Werkstoffen geringerer Festigkeit verstärkt werden.
2. Schrumpfung und Maßgenauigkeit
Die Schrumpfungsrate von MIM liegt zwischen 15% und 20% während des Sinterns. Dies hängt jedoch von den Materialeigenschaften und dem Verhalten ab. Konstrukteure sollten diese Schrumpfung bei den Formabmessungen berücksichtigen, indem sie sie für eine bessere Genauigkeit proportional vergrößern.
3. Korrosionsbeständigkeit.
Bauteile, die rauen Umgebungen ausgesetzt sind, erfordern korrosionsbeständige Werkstoffe, wie Edelstahl (316L) oder Titan. Die Konstrukteure verwenden diese Materialien, um den Bedarf an Schutzbeschichtungen zu minimieren und die Geometrien zu erhalten.
4. Thermische Eigenschaften
Kupferlegierungen haben eine hohe Wärmeleitfähigkeit und können in wärmeempfindlichen Anwendungen eingesetzt werden. Konstrukteure können Merkmale wie Entlüftungsöffnungen und Rippen anbringen, die die Wärmeableitung in solchen Materialien effektiver gestalten.
5. Ästhetik und Oberflächengüte
Werkstoffe wie rostfreier Stahl haben hervorragende Verarbeitungseigenschaften. Sie lassen sich leichter beschichten, beschlagen und polieren. Produkte wie Unterhaltungselektronik verwenden solche Materialien, da sie glatte Oberflächen und ein hochwertiges Aussehen erfordern.
Optimierungsstrategien für das Produktdesign auf der Grundlage von MIM und Tabus für MIM
Komplexe Geometrien vereinfachen
MIM ermöglicht komplizierte Geometrien, die manchmal schwierig oder schwer zu realisieren sind. Dies erhöht das Risiko von Fehlern und Kosten. Um das Risiko zu minimieren, kann ein Konstrukteur dies optimieren, indem er Strategien wie dünne Merkmale, Radien oder Verrundungen einsetzt, um scharfe Ecken zu reduzieren. Außerdem können mehrere Komponenten in eine einzige integriert werden, um die Montage zu vermeiden.
Wandstärken optimieren
Die Gestaltung von Teilen mit gleichmäßiger Dicke verbessert den Materialfluss und verhindert Verzug, Risse, Hohlräume und Einfallstellen. Eine Methode wie das Entkernen kann Material und Bearbeitungszeit reduzieren.
Entwurfswinkel einbeziehen
Für das Auswerfen der Teile aus dem Formhohlraum ist ein Entformungswinkel oder eine leichte Verjüngung erforderlich. Wenn ein Entformungswinkel erforderlich ist, ist ein Winkel von 0,5° bis 2° an vertikalen Wänden für einen reibungslosen Ausstoß ausreichend.
Funktionale Merkmale einbeziehen
Die MIM-Optimierung kann mit funktionalen Merkmalen kombiniert werden, um die Leistung zu verbessern und den Montageaufwand zu verringern. Zu diesen Merkmalen können Schnappverbindungen, selbstverbindende Elemente oder Ausrichtungslaschen gehören. Design für Multifunktionalität, z. B. Strukturelemente und ästhetische Highlights.
Vermeiden Sie Hinterschneidungen und komplizierte Formbewegungen
Hinterschneidungen können intern oder extern sein und sind für die Funktion des Teils erforderlich. Je nach Lage und Art erhöhen sie jedoch die Werkzeugkosten und verlängern die Zyklen. Es wird empfohlen, Hinterschneidungen in einfache Geometrien umzugestalten und Seiteneingriffe zu verwenden.
Demontage der prozessbegleitenden Konstruktion von Gehäuseprodukten mit MIM
Der Entwurfsprozess von Kofferprodukten erfolgt in mehreren Phasen, von der Konzeption bis zur Endmontage/Demontage. Die Demontage ist für die Reparatur, Wartung und das Recycling von Produkten sehr wichtig. Im Folgenden werden der Demontageprozess und die Erwägungen bei der Verwendung von Metallspritzguss für die Konstruktion von Gehäuseprodukten beschrieben.
Konzeptentwicklung: Dies ist die anfängliche Designanalyse, die die funktionalen Anforderungen an die zu entwerfenden Produkte festlegt, z. B. dekorative Merkmale in Konsumgütern oder leichte Gehäuse für Komponenten in der Luft- und Raumfahrt.
Auswahl der Materialien: Das für das Produkt verwendete Material ist entscheidend für eine einfache Montage und Demontage. Bei der Konstruktion eines Koffers, der häufig demontiert werden muss, wird ein haltbares Material ohne Risse oder Abnutzung überstehen.
Modulares Design für die Demontage: Dabei handelt es sich um die Zerlegung von Produkten in modulare Komponenten zur leichteren Herstellung und vereinfachten Demontage. Merkmale wie selbstpositionierende Stifte, Schwalbenschwanznuten und Gewindeverbindungen sind direkt in die MIM-Teile integriert.
Formenbau: Bei der Konstruktion der Form müssen Sie Aspekte wie die Geometrie des Gehäuses, die Wandstärke und die funktionalen Anforderungen berücksichtigen. Anschnitte und Entlüftungen müssen strategisch platziert werden, damit das Material leicht fließen kann und Defekte wie Hohlräume und Schweißnähte minimiert werden.
Prototyping: Physische Muster können die Realisierbarkeit des Entwurfs bestätigen. Mit dem 3D-Druck werden Prototypen erstellt, die vor dem realen Produkt getestet werden, um sicherzustellen, dass die Endprodukte die vorgegebenen Ziele erfüllen.
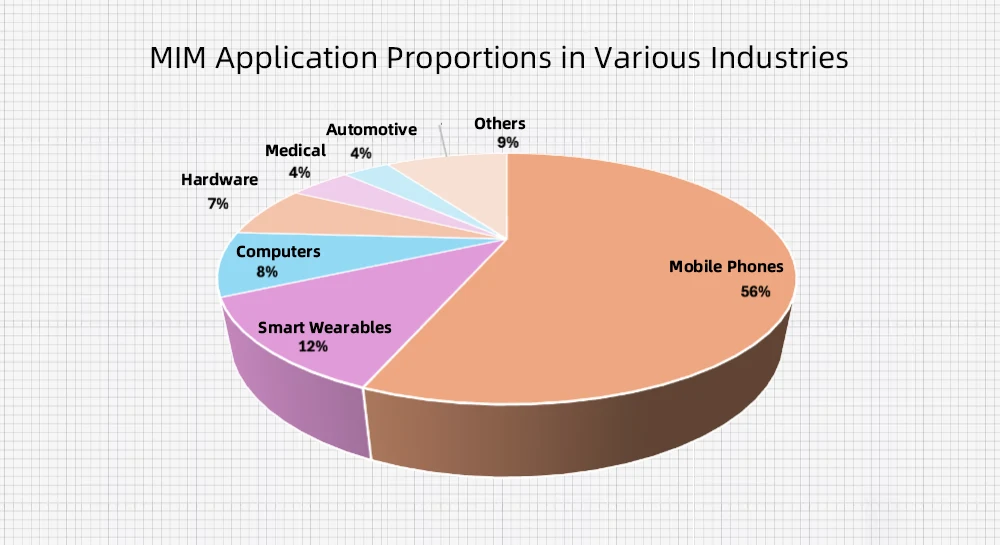
MIM-Anwendungen
Das Metall-Spritzgießen (MIM) hat sich in zahlreichen Anwendungen bewährt. Einige der wichtigsten Branchen, in denen MIM eingesetzt wird, sind:
- Automobilanwendungen: Herstellung von leichten, hochfesten Hochleistungsgetrieben für Getriebesysteme.
- Komponenten für medizinische Geräte: Herstellung winziger und komplizierter chirurgischer Geräte für minimalinvasive Eingriffe. Das verwendete Material sollte Eigenschaften wie Biokompatibilität und Korrosions- oder Sterilisationsbeständigkeit aufweisen.
- Komponenten für die Luft- und Raumfahrt: Die Industrie fordert hochfeste und leichte Materialien, um das Gewicht zu senken und die Kraftstoffeffizienz zu maximieren. Die Kraftstoffausstoßdüsen haben eine komplizierte Geometrie für eine optimale Kraftstoffmischung, die für die Effizienz des Motors entscheidend ist.
- Unterhaltungselektronik: Die Fähigkeit von MIM, komplexe, hochpräzise Produkte herzustellen, macht es in dieser Branche unwiderstehlich. Es wird zur Herstellung von Schlüsselprodukten in Geräten wie Smartwatches, Computerhardware und Smartphones verwendet.