金属注射成型(MIM)是一种使用金属粉末作为原材料制造金属零件的工艺。它使用一种称为粉末冶金的技术。这种工艺将塑料注塑成型工艺的灵活性与金属的完整性和强度相结合,可生产出几何形状复杂的零件。这种工艺主要适用于 100 克以下的微小零件,产品既可大批量生产,也可小批量生产。
它可用于对精度和质量要求较高的领域,如航空航天、汽车和医疗设备领域。


工艺流程概览
金属注射成型的生产流程与塑料注射成型(PIM)的生产流程十分相似,因为塑料注射成型涉及的是金属,但稍显复杂。微小金属颗粒和塑料粘合剂(聚合金属原料)的混合物在高压下注入模具。冷却后变硬,然后脱模,必要时进行修整。
然而,这还没有结束!生产出来的是 "绿色部分",需要进行脱粘处理。在下一道工序中,塑料粘合剂被去除,留下的是易碎多孔的金属碎片,称为 "棕色部分"。
该过程包括多个步骤,如原料制备(混料)、注塑成型、脱脂和烧结。每个阶段对于生产出具有最佳形状、材料特性和尺寸的零件都至关重要。
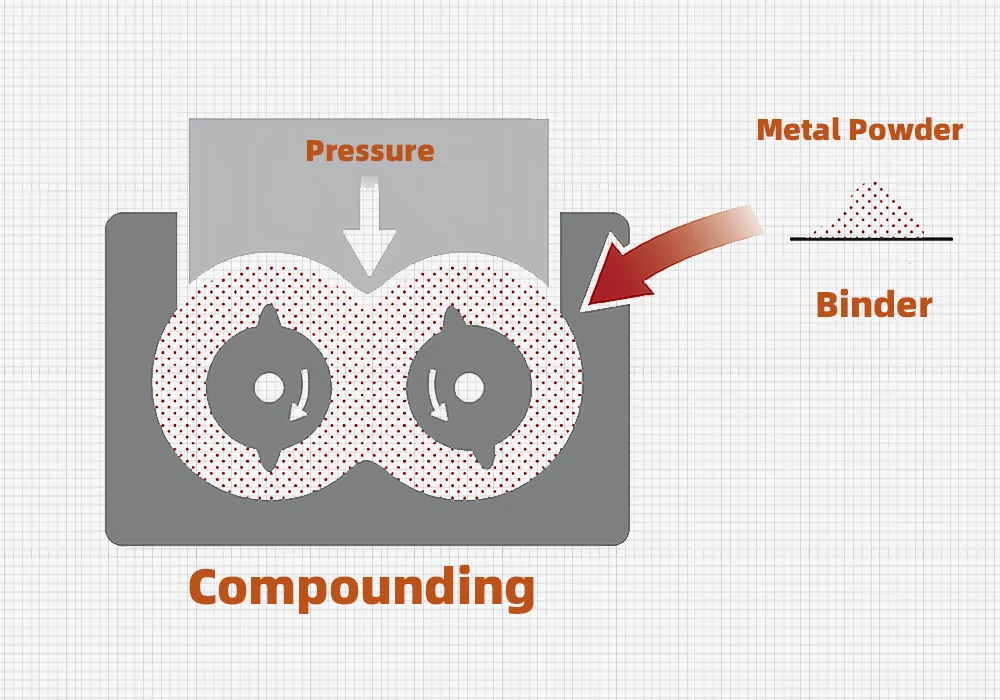
1.复合
也称为原料制备,是 MIM 工艺的第一步。在这一阶段,将尺寸在 4-25µ 之间的金属粉末与蜡粘合剂或热塑性塑料按体积 60:40 的比例混合。混合物在专用混合设备(如西格玛叶片混合器)中加热熔化,颗粒在整个过程中均匀分布。这种分布对于确保材料粘度至关重要,而材料粘度会影响注塑成型工艺和最终部件的密度。然后,将物料冷却并造粒,成为 MIM 机器的原料。
金属粉末决定了最终部件的结构特性。这种粘合剂有助于注塑成型过程中的流动,也会影响脱脂和烧结过程。原料的一致性对于确保注塑成型过程中材料的均匀流动至关重要,这将使整个部件具有一致的性能。
2.注塑成型
该工艺类似于注塑成型工艺。将制备好的原料注入模腔,生产出所需的部件。造粒原料首先在特定温度下加热,然后在高压下注入模腔。
机筒内的螺杆旋转推动原料前进,压力使喷嘴进入空腔。填满后,冷却并凝固粘合剂,通过压缩空气或顶针将粘合剂从固体中顶出,从而保持零件的形状。
出来的部分就是 "绿色部分",然后继续加工。模具必须包括适当的浇口和通风口位置,以方便模具腔的持续填充,从而保证高质量的产品。
为了补偿烧结过程中产生的收缩,空腔要做得更大 20%,这种收缩变化取决于每种材料。.

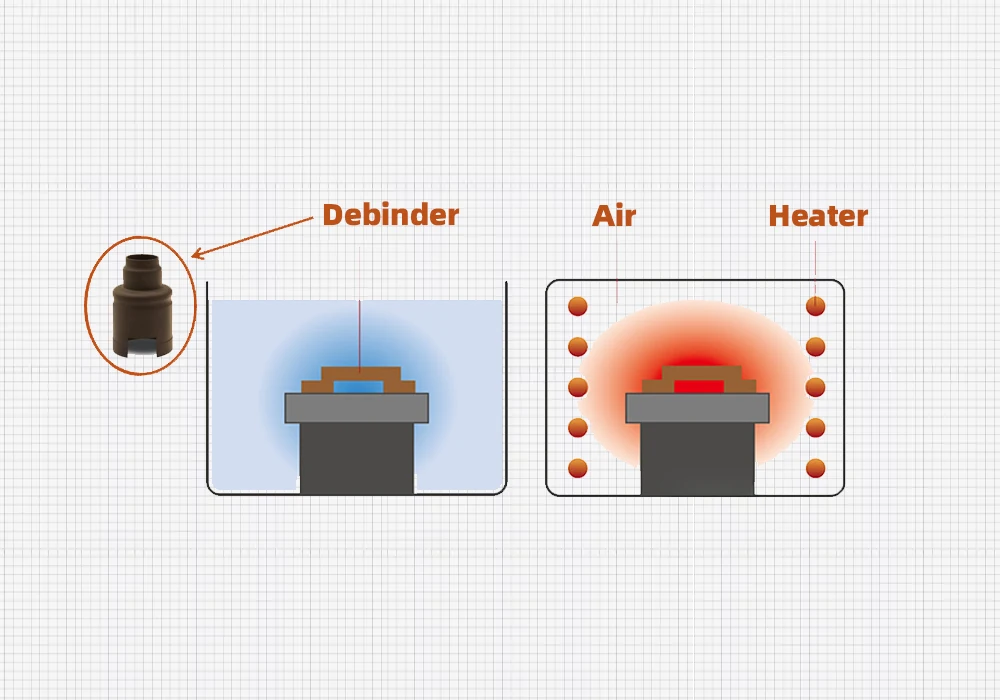
3.排胶
脱粘是将粘合剂从 "绿色部分 "喷出,留下多孔金属部分(即 "棕色部分")的过程。该过程分为几个步骤,大部分粘合剂被清除,只留下足够的粘合剂将部件固定在烧结炉中。
粘合剂的清除可通过三种方式实现;
Ⅰ.溶剂脱胶
在此过程中,将绿色部件浸入液体溶剂中,以溶解和提取粘合剂。粘合剂材料决定了所用溶剂的类型。例如,如果粘合剂是水溶性的,则使用水性溶剂。如果不是,则最好使用有机溶剂。部件可以在溶剂中浸泡一段时间,从几小时到几天不等。
Ⅱ.热脱胶/热解
是最简单的脱脂方法之一。注塑成型的部件在低于金属粉末烧结温度的条件下加热。粘合剂分解后蒸发,留下多孔金属碎片。在这种情况下,必须控制的一些关键参数包括加热速率、停留时间和峰值温度。这些参数可确保粘结剂完全去除,并减少缺陷和变形。
Ⅲ.催化结合
这种工艺非常有效,但有些复杂。它包括将绿色部件暴露在酸性蒸汽中,如草酸或浓硝酸。在这种情况下,酸性蒸汽是一种催化剂,可确保粘合剂从零件的内部结构中分解出来。该过程在受控环境下进行,由于该过程涉及酸的使用,因此金属的兼容性测试至关重要。
在某些情况下,为了最大限度地减少部件变形,可采用热粘合和溶剂粘合相结合的两步排胶工艺。
脱胶后剩下的 "棕色部分 "是由相连的金属粉末颗粒组成的脆弱多孔结构。此时,该部件就可以进行最后的烧结工序,使颗粒具有所需的机械性能,并将其固化。
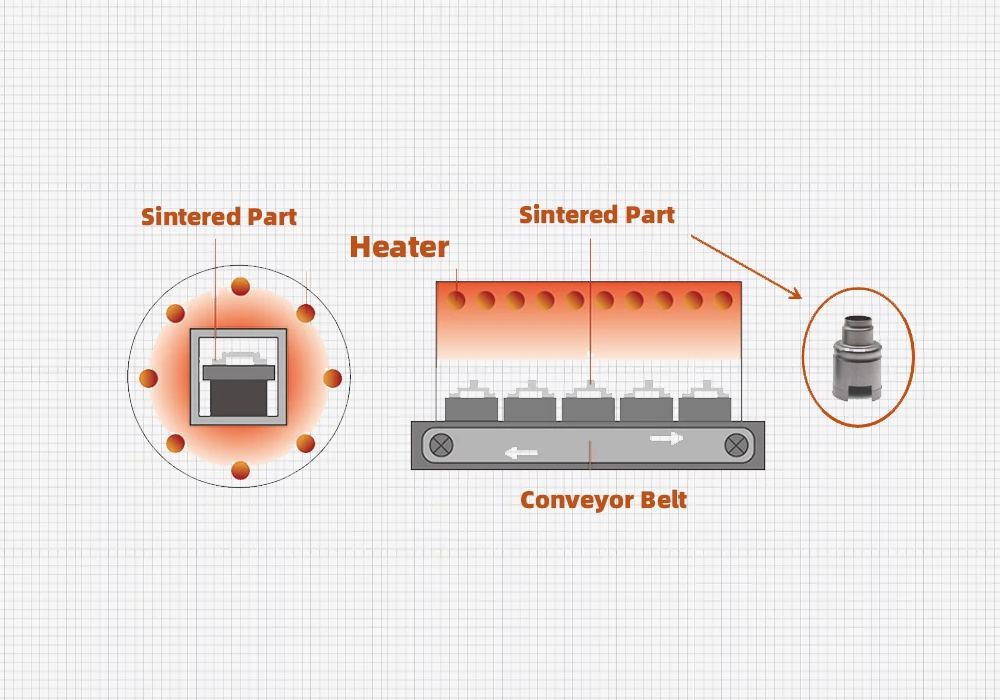
4.烧结
烧结过程是将棕色金属置于低于金属粉末熔点的温度下。去毛刺部件被装入高温、气氛控制的烧结炉,并放置在陶瓷固定器上。一旦粘合剂接近熔点,粘合剂就会液化并蒸发。然后将金属部件加热到高温,消除颗粒之间的空隙,使其熔化。零件收缩,变成致密的固体,达到所需的尺寸。在烧结阶段,零件的收缩率可达 20%。不过,这在设计和模具生产阶段就已经考虑到了。
金属注射成型材料
适合 MIM 的金属材料非常普遍。理论上,任何可在高温下浇铸的粉末材料都可以通过 MIM 工艺制成零件,包括传统制造工艺中的难加工材料和高熔点材料。可通过 MIM 加工的金属包括低合金钢、不锈钢和工具钢、, 镍基合金, 钨合金、硬质合金、, 钛合金, 磁性材料、科瓦合金、精密陶瓷等。此外,MIM 还可以根据用户的性能要求定制材料配方。.
铝和铜等有色合金的 MIM 成形在技术上是可行的,但它们通常采用其他更具成本效益的方法进行加工,如压铸或机械加工。材料实例包括 SUS316L、SUS420J2、SUS440C、SUS630、SNCM415、SKD11、SKH51、钛合金等。
| 材料系统 | 合金成分 | 应用领域 |
|---|---|---|
| 碳 - 合金钢 | 铁₂镍、铁₈镍 | 汽车,机械结构部件 |
| 不锈钢 | 316L、17 - 4PH、420、440C | 医疗器械、手表零件 |
| 硬质合金 | WC - Co | 切割工具、钟表、手表 |
| 陶瓷 | Al₂O₃、ZrO₂、SiO₂ | IT 电子产品、钟表、日用产品 |
| 重型合金 | W - Ni - Fe、W - Ni - Cu、W - Cu | 军事工业、电信、日用产品 |
| 钛合金 | Ti, Ti - 6Al - 4V | 医疗、军事结构部件 |
| 磁性材料 | Fe、NdFeB₃、SmCo₅、Fe - Si | 磁性元件 |
| 工具钢 | CeMo₄, M₂ | 各种工具 |
金属注射成型 (MIM) 与传统注射成型 (TIM) 的区别
传统注塑成型 (TIM) 和金属注射成型 (MIM) 都是用于生产高精度复杂零件的制造工艺。但是,它们在材料、使用的设备和生产工艺上有很大的不同。
MIM 和 TIM 比较表
| 方面 | 传统注塑成型(TIM) | 金属注射成型 (MIM) |
|---|---|---|
| 所用材料类型 | 热塑性塑料,如 ABS(丙烯腈-丁二烯-苯乙烯)、PP(聚丙烯)、PE(聚乙烯)、PC(聚碳酸酯 | 金属动力与粘合剂(原料)相结合 |
| 原材料的形式。 | 塑料颗粒。 | 与聚合物(热塑性塑料)或蜡粘合剂(原料)混合的金属粉末 |
| 模具设计 | 它的重点是塑造熔融塑料的形状,因此设计应使塑料易于流动,并能塑造出复杂而细致的形状。它应能适应塑料的较低收缩率(0.5% 至 2%),从而降低几何计算的复杂性。 多腔设计可提高生产效率和速度。 | 模具必须适应高密度原料和烧结过程中较高的金属收缩率(15-20%)。同样,金属射出成型可以有多个型腔,但设计时应考虑更高的收缩率和均匀的粘合剂去除。 |
| 模具材料 | 由铝、钢和其他可承受熔融塑料温度(150°C-300°C)的高强度合金组成 | 从硬化工具钢或碳化钨中提取,可承受高注射压力和金属粉末的严重磨损。 |
| 后期处理 | 只需极少的后期处理,如喷漆、修剪等。 | 通过脱脂和烧结等工艺进行广泛的后处理。 |
| 加工温度 | 工作温度相对较低,在 150°C-300°C 之间。 | 烧结阶段需要更高的加工温度,通常超过 1000°C。 |
| 使用的设备 | 使用标准的注塑机,并配有专为塑料设计的加热和冷却系统。 | 尽管这些机器在结构上有相似之处,但它们需要进行大量改装,以处理高压(30,000-150,000 PSI)和密度更大的原料。 |
金属射出成型与其他金属制造工艺相比的差异和优势
每种制造工艺都有特定的应用领域,都有其优势和局限性。金属射出成型结合了其他制造工艺的多功能性和成本节约,以及金属的耐久性和坚固性。为了深入了解 MIM 是否是最佳的制造途径,我们将深入探讨其主要优势以及与其他制造工艺的不同之处。
- 复杂几何: 需要具有传统金属加工无法实现的复杂形状和材料特性的部件的应用。
- 成本效益: 与其他金属成型方法相比,金属射出成型是一种高度自动化的工艺,可减少对人工的需求。几乎不会产生多余的材料,从而减少了废料量。它的精确性也减少了对二次加工的需求。
- 质量稳定: 这种高度自动化的重复流程可确保生产出的部件具有相似性。由于该工艺是在受控环境中进行的,因此可最大限度地减少缺陷和污染物。
- 材料选择: 钢、钛和某些合金等材料的广泛选择确保了特定应用的灵活性和适用性。这种特性通常优于铸造等工艺。
- 密度和强度: 生产的金属注塑件具有较高的机械性能,如硬度和强度,因此适用于需要承受极端磨损和高应力条件的部件。
金属射出成型与其他制造工艺的比较
用于生产金属零件的其他制造工艺包括传统粉末冶金、锻造、3D 打印和 LQMT(液态金属技术)。下图比较了 MIM 和所列制造工艺在生产中的各个方面。
材料特性在产品功能和外观设计中的作用
材料选择是金属注射成型工艺中的一个重要因素,可直接影响产品的外观、设计、性能和功能。以下是材料选择如何影响设计的展望。
1.机械性能和功能性
钢和钛等材料一起使用时,具有强度和耐腐蚀性能。它们适用于需要机械耐久性的部件。为使用此类材料而设计的部件可以采用较厚的壁几何形状,或使用强度较低的材料进行加固。
2.收缩率和尺寸精度
MIM 在烧结过程中的收缩率介于 15% 和 20% 之间。不过,这取决于材料的特性和行为。设计人员应在模具尺寸中考虑到这一收缩率,按比例放大,以提高精度。
3.耐腐蚀性。
环境恶劣的部件需要使用耐腐蚀材料,如不锈钢(316L)或钛。设计人员采用这些材料可最大限度地减少对保护涂层的需求,并保持几何形状。
4.热性能
铜合金具有高导热性能,可用于热敏性应用。设计人员可以在此类材料上设置通风口和散热片等功能,以提高散热效果。
5.美观和表面处理
不锈钢等材料具有出色的精加工性能。它们更容易进行涂层、镀层和抛光。消费电子等产品需要光滑的表面和优质的外观,因此需要使用此类材料。
基于 MIM 的产品设计优化策略和 MIM 的禁忌
简化复杂几何图形
金属射出成型可以实现复杂的几何形状,而这些几何形状有时具有挑战性或难以实现。这会增加缺陷风险和成本。为了将风险降到最低,设计者可以通过采用薄特征、半径或圆角等策略来减少尖角,从而优化设计。此外,还可以将多个组件集成到一个组件中,以消除装配。
优化壁厚
设计厚度均匀的零件可提高材料流动性,防止翘曲、开裂、空洞和凹痕。使用抽芯等方法可以减少材料和加工时间。
纳入草稿角度
从模腔中顶出零件需要牵伸或轻微的锥度。在需要拔模角的情况下,垂直壁上 0.5° 至 2° 的拔模角足以保证顺利顶出。
融入功能性特点
MIM 优化可与功能特征相结合,以提高性能和减少装配。这些功能可能包括卡接配合、自接合元件或对齐片。设计多功能性,如结构元素和美学亮点。
避免暗切和复杂的模具操作
暗切可以是内部或外部的,是零件功能所必需的。然而,根据位置和类型的不同,它们会增加模具成本并延长加工周期。建议将暗切重新设计成简单的几何形状,并使用侧面动作。
使用 MIM 对箱体产品的全流程设计进行拆解
箱体产品的设计过程分为几个阶段,从概念设计到最终组装/拆卸。拆卸对于产品维修、维护和回收考虑非常重要。以下是使用金属注射成型设计箱体产品的拆卸过程和注意事项的详细介绍。
概念开发: 这是最初的设计分析,用于确定案例产品的设计功能要求--例如,消费品的装饰功能或航空航天组件的轻质外壳。
材料选择: 产品所使用的材料对于确保组装和拆卸的便利性至关重要。在设计需要经常拆卸的箱体产品时,耐用的材料将不会开裂或退化。
模块化拆卸设计 这是将产品细分为模块化组件,以方便生产和简化拆卸。自定位销、燕尾槽和螺纹连接等功能被直接集成到 MIM 部件中。
模具设计: 在设计模具时,必须考虑外壳的几何形状、壁厚和功能要求等方面。浇口和通风口的位置必须合理,使材料易于流动,并尽量减少空隙和焊缝等缺陷。
原型设计: 实物样品可以验证设计的可行性。三维打印技术可在实际产品问世前创建原型进行测试,以确保最终产品达到规定的目标。
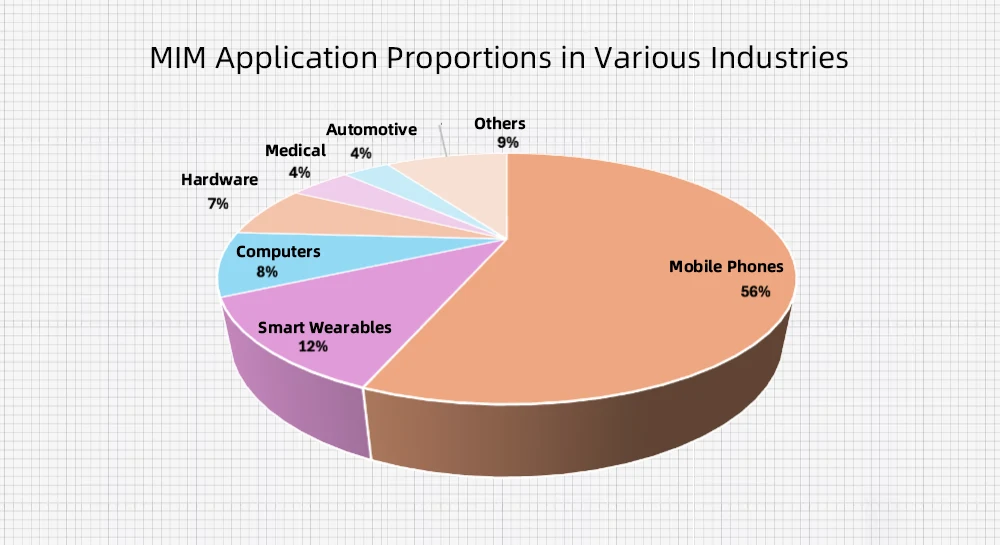
MIM 应用
事实证明,金属注射成型(MIM)在许多应用领域都取得了成功。采用 MIM 的一些主要行业包括
- 汽车应用: 生产用于传动系统的轻质高强度高性能齿轮。
- 医疗设备组件: 为微创设备制造微小而复杂的手术设备。所用材料应具有生物相容性、耐腐蚀性或耐消毒性等特性。
- 航空航天组件: 工业需要高强度和轻质材料,以减轻重量并最大限度地提高燃油效率。发动机燃油喷射器喷嘴具有复杂的几何形状,可实现最佳的燃油混合,这对提高发动机效率至关重要。
- 消费电子产品: MIM 能够生产复杂、高精度的产品,这使它在这一行业中具有不可抗拒的优势。它被用于制造智能手表、计算机硬件和智能手机等设备中的关键产品。