
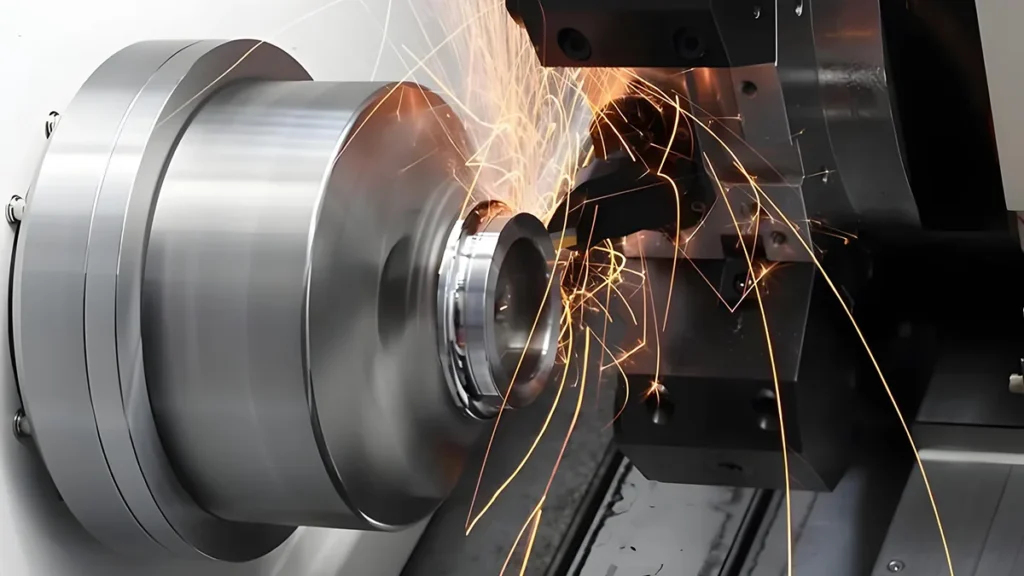
الخراطة باستخدام الحاسب الآلي هي عملية تصنيع شائعة جدًا في التصنيع الدقيق الحديث. وللتوضيح، فإن نظام التحكم الرقمي باستخدام الحاسب الآلي هو اختصار للتحكم العددي بالكمبيوتر، وهو استخدام ماكينات يتم التحكم فيها بالكمبيوتر. من الناحية العملية، تتضمن الخراطة باستخدام الحاسب الآلي استخدام أداة قطع لإزالة المواد من قطعة عمل دوارة لإنتاج أجزاء مستديرة أو أسطوانية بدقة عالية وقابلية للتكرار.
The automotive, aerospace, electronics, medical equipment, oil and gas, and industrial machinery sectors are among the most popular applications for the CNC turning process. Manufacturers prefer CNC turning for its high dimensional accuracy, speed of manufacturing, and consistency of quality in high volume production. Whether it’s a basic shaft and bushing or a more intricate threaded part, utilizing professional custom CNC turning services ensures these parts are manufactured efficiently and with high precision.
ما هي أساسيات الخراطة باستخدام الحاسب الآلي؟
المبدأ الأساسي لعملية الخراطة باستخدام الحاسب الآلي هو إزالة المواد باستخدام حركة دورانية. تختلف عمليات الخراطة عن الطحن لأن قطعة العمل تدور بدلاً من أداة القطع. يتم تثبيت أداة القطع ثابتة أثناء توجيهها على طول المحاور التي يتم التحكم فيها لقطع المكوّن.
المحور “X” والمحور “Z” هما المحوران الرئيسيان لماكينة الخراطة بنظام التحكم الرقمي. المحور "X" للتحكم في عمق القطع، والمحور "Z" للتحكم في عمق القطع، والمحور "Z" للحركة الطولية على طول قطعة العمل المقطوعة. تحتوي بعض ماكينات الخراطة المتطورة على محاور إضافية من أجل الأشكال الهندسية الأكثر تعقيدًا وميزات إضافية متعددة المهام.
تلعب البرمجة دورًا مهمًا في الخراطة باستخدام الحاسب الآلي. تساعد برامج CAD و CAM المشغلين في تطوير النماذج الرقمية وإنتاج التعليمات الخاصة بالماكينات (G-code). تُستخدم هذه التعليمات لضبط سرعة المغزل ومعدل التغذية وعمق القطع وحركة الأدوات في الماكينة.
ما هي مراحل الخراطة باستخدام الحاسب الآلي؟
اختيار المواد
The first step of a CNC turning process is to choose the right material to use for the application. Common materials are: aluminum, stainless steel, carbon steel, brass, titanium, copper and engineering plastics. The selection of materials will depend on their strength, resistance to corrosion, machinability, and thermal properties.
يعد الألومنيوم مادة شائعة الاستخدام بسبب خفة وزنه وانخفاض تكلفة التصنيع الآلي. ويتميز الفولاذ المقاوم للصدأ بمقاومة عالية للتآكل وهو متين للغاية، ويتميز التيتانيوم بنسبة عالية من القوة إلى الوزن، مما يجعله مناسبًا للاستخدام في صناعات الطيران والصناعات الطبية.
تحضير قطعة العمل
بمجرد اختيار المواد، يتم تقطيع المواد الخام إلى طول مناسب للتشغيل الآلي. يتم تثبيت قطعة العمل بإحكام في ظرف أو كوليت ماكينة الخراطة بنظام التحكم الرقمي. مفتاح تجنب الاهتزاز وخطأ الأبعاد أثناء التشغيل الآلي هو التشبيك المناسب.
ومن الاعتبارات المهمة الأخرى الموازنة والمحاذاة أيضًا. ستؤدي المحاذاة الخاطئة إلى تشطيب سطح رديء أو تآكل مفرط للأداة أو أخطاء في الأبعاد.
إعداد الأداة
Before starting the machine, cutting tools are set into the machine turret. Many different tools can be used on various operations like facing, rough turning, finishing, threading, drilling, and grooving.
كما أن اختيار مادة الأداة له أهمية كبيرة أيضًا. تُستخدم أدوات الكربيد بشكل جيد لأنها شديدة الصلابة ومقاومة للتآكل. كما تعزز الأدوات المطلية أيضًا من كفاءة القطع من خلال تقليل الاحتكاك وتوليد الحرارة.
البرمجة باستخدام الحاسب الآلي الرقمي
يحدد برنامج ماكينة التحكم الرقمي بنظام التحكم الرقمي عملية التصنيع الآلي ومعلمات التشغيل. يحدد المبرمج مسار الأداة وسرعة عمود الدوران ومعدل التغذية وعمق القطع وسائل التبريد حسب نوع المادة وهندسة القِطع.
تستخدم برامج المحاكاة للتحقق من البرنامج قبل بدء الإنتاج. يمكن أن يساعد ذلك في منع التصادمات أو أخطاء التصنيع وتقليل هدر المواد.
عملية التصنيع
في عملية التصنيع الآلي، يتم استخدام المغزل لتدوير قطعة العمل، وتقوم أداة القطع بقطع المادة المعدنية طبقة بعد طبقة. تعمل عمليات التخشين على إزالة كميات كبيرة من المواد في وقت قصير، وتؤدي عمليات التشطيب إلى الوصول بالقطعة إلى الشكل الصحيح والتشطيب السطحي الصحيح.
غالبًا ما تُستخدم أنظمة سائل التبريد لتقليل الحرارة وتليين منطقة القطع. يطيل التبريد الصحيح من عمر الأداة ويمنع أي تشويه حراري لقطعة العمل.
التفتيش ومراقبة الجودة
All machined parts are then inspected. Measurements like micrometers, calipers, coordinate measuring machine and surface roughness testers ensure that the part conforms to the design requirements.
في الخراطة باستخدام الحاسب الآلي، تلعب مراقبة الجودة دورًا حاسمًا في التصنيع، نظرًا لوجود العديد من الأجزاء المتضمنة في التطبيقات الحرجة التي قد تؤدي إلى فشل النظام.
ما هي أنواع عمليات الخراطة باستخدام الحاسب الآلي؟
الانعطاف المستقيم
Straight turning is one of the simplest and most common CNC turning processes. During this operation, the tool is fed parallel to the axis of the work to remove material from the work uniformly in diameter. The typical applications for the operation are in the manufacture of cylindrical shafts, rods, pins, and spacers.
يمكن إجراء الخراطة المستقيمة إما كعملية خراطة خشنة أو كعملية خراطة نهائية. الخراطة الخشنة هي طريقة لإزالة كميات كبيرة من المواد بسرعة لإنتاج الشكل الأساسي للجزء. استخدم عمليات قطع أدق وتغذية أبطأ للحصول على أبعاد دقيقة وتشطيبات سطحية ناعمة عند الإنهاء. تتميز الخراطة المستقيمة بالدقة العالية، وهي مناسبة للقطع ذات الدقة العالية والقطر المنتظم.
عملية المواجهة
يتم إجراء المواجهة للحصول على نهاية مستوية وناعمة لقطعة العمل. يتم تغذية أداة القطع بشكل عمودي على محور الدوران، ويتم تدوير قطعة العمل في الظرف. عادةً ما تكون الماكينة الأولى هي المواجهة، وتُستخدم لإنشاء سطح مرجعي نظيف ودقيق لعمليات التشغيل اللاحقة.
إن استخدام هذه العملية مهم لإنتاج الأجزاء ذات الأطراف المسطحة تمامًا التي تُستخدم للتجميع أو الختم. تخلق عملية التقابل الدقيق ثبات الأبعاد وتضمن المحاذاة الصحيحة للأنظمة الميكانيكية.
الخراطة المستدقة
تُحدث عملية الخراطة المستدقة تغييرًا تدريجيًا للقطر في طول المنتج، مما يشكل مخروطًا. وهي مهمة بشكل خاص للأعمدة المستدقة وحوامل الأدوات وتجهيزات الأنابيب ومغازل الماكينات.
يتم إجراء الخراطة المستدقة على ماكينة خراطة بنظام التحكم الرقمي باستخدام الحاسب الآلي عن طريق تحريك الأداة بزاوية. تُستخدم البرمجة بنظام التحكم الرقمي باستخدام الحاسب الآلي للتحكم بعناية في زاوية الاستدقاق والطول للحفاظ على دقة الأبعاد.
بالنسبة للخراطة المستدقة، يجب أن تكون هناك حركة متزامنة بين الأداة وعمود الدوران. قد يؤدي عدم المحاذاة إلى سوء هندسة الاستدقاق أو تشطيب السطح. يمكن عمل مستدقات مستدقة عالية الدقة باستخدام نظام ماكينات بنظام التحكم الرقمي المتقدم للتطبيقات الصناعية الصعبة.
الخراطة الكنتورية
الخراطة الكنتورية هي طريقة تُستخدم لإنتاج مقاطع منحنية أو غير منتظمة على قطعة دوارة. وهي نوع من الخراطة التي تتطلب من الأداة القيام بحركات أكثر تعقيداً، مبرمجة بواسطة ماكينة التحكم الرقمي باستخدام الحاسوب.
يتم تطبيقه بشكل متكرر في مجالات صناعات الطيران والسيارات، وكذلك في التصنيع الطبي، حيث تحتاج الأجزاء في كثير من الأحيان إلى حواف منحنية وأشكال معقدة. وفيما يلي بعض الأمثلة على ذلك: مكونات التوربينات، والأغلفة الدقيقة، وزرعات تقويم العظام.
قطع الخيط
القطع اللولبي هو عملية خراطة لعمل أخاديد حلزونية على سطح أسطواني. يمكن أن تكون الخيوط إما من الخارج، مثل تلك الموجودة على المسامير، أو من الداخل، مثل الخيوط الموجودة في التركيبات والصواميل.
Metric, unified, trapezoidal, pipe threads are just some of the many forms of threads that can be created with a CNC turning machine. The machine can match spindle rotation speeds to tool movement, ensuring accurate thread pitch and depth.
يعد التحكم في معلمات القطع مهمًا جدًا عند صنع الخيوط، حيث يجب إعطاء الخيوط تفاوتات أبعاد ضيقة. جودة اللولبة مهمة للتجميع أو التسرب أو العطل الميكانيكي.
عملية الحفر
Grooving is a process of making narrow channels or recesses in the surface of the workpiece. Grooves can be either outside or inside, depending on the design of the component. It is used extensively for the manufacture of retaining ring seats, O-ring grooves, snap ring grooves, and decorative features..
أثناء الحزّ، من المهم بشكل خاص الانتباه إلى التحكم في البُرادة بسبب القدرة على تراكم البُرادة والسخونة الزائدة في منطقة القطع المحصورة. يتم ضمان ظروف القطع المستقرة من خلال الاستخدام المناسب لسائل التبريد وتحسين سرعة القطع.
تتطلب التطبيقات التي تتطلب موانع تسرب أو عناصر الاحتفاظ لتلائم بإحكام في أبعاد الأخدود حزًا دقيقًا.
عملية الحفر
يستخدم الثقب لتوسيع وصقل الثقوب بدقة أكبر من الحفر. هذه عملية تقوم فيها أداة القطع أحادية النقطة بإزالة المواد من القطر الداخلي لقطعة العمل.
يزيد الثقب من دقة الثقوب وتركيزها وتشطيب سطحها. ويُستخدم على نطاق واسع في إنتاج أسطوانات المحركات، وأغطية المحامل، والأجزاء الهيدروليكية، والأجزاء الميكانيكية عالية الدقة.
يمكن أن تنحرف قضبان الثقب الطويلة تحت قوى القطع، ويلزم وجود أدوات مستقرة ومحاذاة دقيقة للثقب الداخلي. يمكن أن يؤدي الانحراف الزائد إلى ثقوب مدببة أو كبيرة للغاية.
وبفضل دقة الثقب باستخدام الحاسب الآلي، يمكن تحقيق تفاوتات تفاوتات ضيقة حسب الحاجة ومناسبة للتطبيقات الهندسية الحرجة.
عملية الحفر
في حين أن العملية الرئيسية لمراكز الخراطة بنظام التحكم الرقمي هي التشكيل الأسطواني، فإن العديد منها يقوم أيضًا بالثقب. يتم تغذية لقمة الحفر في الجزء الدوار لتشكيل ثقوب في المركز.
CNC drilling processes are frequently combined with turning processes to minimize setup times and enhance production efficiency. Today, you can center drill, deep-hole drill, and multi-diameter hole machine in one setup on the modern turning center.
أثناء الحفر، على وجه الخصوص، يعد توصيل سائل التبريد أمرًا بالغ الأهمية حيث يلزم إزالة البُرادة بكفاءة من الثقوب العميقة. إذا لم يحدث ذلك، يمكن أن يتلف المثقاب، أو يمكن أن يكون له تأثير على جودة الثقب.
معدات الخراطة بنظام التحكم الرقمي باستخدام الحاسب الآلي
People carry out CNC turning with special machinery equipment that has the precision material removal function. مخارط CNC are the most frequent machine used, as they are machines that perform rotational cutting automatically.
مراكز الخراطة أكثر تطورًا من المخارط بنظام التحكم الرقمي التقليدية، والتي تسهل عددًا من الأدوات وميزات التصنيع الإضافية. وعادةً ما تكون هذه الماكينات مجهزة أيضًا بمبدلات أدوات أوتوماتيكية وأنظمة أدوات حية ومغازل فرعية تعمل على تحسين الإنتاجية.
النوع الرئيسي الآخر هو مخرطة بنظام التحكم الرقمي من النوع السويسري. تُستخدم هذه الماكينات لتصنيع الأجزاء الصغيرة ذات الدقة العالية والدقة العالية في الأبعاد. وهي شائعة في صناعة الأجهزة الطبية وصناعة الإلكترونيات.
مخارط الخراطة العمودية مناسبة لخراطة الشُّغْلَة الكبيرة والثقيلة. لا يتم تدوير قطعة العمل أفقيًا ولكن يتم تدويرها عموديًا، وهذا يساعد على الحفاظ على ثبات العناصر الكبيرة.
معلمات القطع في الخراطة باستخدام الحاسب الآلي
تتأثر جودة وإنتاجية عملية الخراطة بشكل كبير بمعلمات القطع. المعلمات الرئيسية هي سرعة عمود الدوران ومعدل التغذية وعمق القطع. تحدد سرعة عمود الدوران مدى سرعة دوران الشُّغْلَة (تقاس بعدد الدورات في الدقيقة أو قدم السطح في الدقيقة). تنتج سرعات القطع الأعلى عمومًا تشطيبًا أفضل للسطح، ولكن مع زيادة في توليد الحرارة وتآكل الأداة.
معدل التغذية هو سرعة تغذية أداة القطع مقابل قطعة العمل. قد تؤدي معدلات التغذية السريعة للغاية إلى إنتاج أسطح خشنة، وقد يؤدي معدل التغذية البطيء للغاية إلى تقليل الإنتاجية. عمق القطع هو كمية المواد التي تتم إزالتها لكل قطع. عمليات التخشين لها عمق قطع أكبر لإزالة المواد بمعدل أسرع، وكذلك عمق قطع أصغر للدقة والسلاسة أثناء عمليات التشطيب.
يجب التحكم في هذه المعلمات بشكل صحيح لضمان كفاءة أداء الماكينات.
أهمية الأدوات في الخراطة باستخدام الحاسب الآلي
أدوات القطع الحديثة مصممة لتكون متينة ومقاومة للحرارة وتتمتع بدرجة عالية من الدقة في القطع. يشيع استخدام إدخالات الكربيد لأنها تتحمل درجات الحرارة العالية وتحافظ على حواف القطع الحادة. تُستخدم أدوات السيراميك ونيتريد البورون المكعب في تصنيع المواد المقواة.
تؤثر هندسة الأداة أيضًا على أداء التشغيل الآلي. سيساعد الإعداد بزوايا أشعل النار الصحيحة، وأنصاف أقطار المقدمة، وقواطع البُرادة على تفريغ البُرادة وتقليل قوى القطع.
في ورشة الخراطة الآلية بنظام التحكم الرقمي باستخدام الحاسب الآلي، أصبح نظام مراقبة تآكل الأدوات حلاً أكثر شيوعًا. يمكن استخدام هذه الأنظمة لتحديد الأدوات البالية بمجرد أن تضعف جودة المنتج.
التحديات في الخراطة باستخدام الحاسب الآلي باستخدام الحاسب الآلي
على الرغم من أن الخراطة باستخدام الحاسب الآلي لها مزاياها، إلا أن هناك أيضًا عددًا من التحديات التي يجب مراعاتها. من أكثر المشاكل التي تحدث بشكل متكرر هي تآكل الأداة، خاصةً عند قطع المواد الصلبة واستخدام ظروف القطع القاسية.
The immense friction and material deformation during cutting generate severe heat, which directly impacts dimensional accuracy. For instance, when turning hard aerospace materials like Titanium (Ti-6Al-4V), localized temperatures at the cutting edge can rapidly exceed 800°C to 1000°C [1]. Such extreme thermal effects must be strictly controlled through optimized cutting parameters and advanced high-pressure coolant systems to prevent rapid tool wear and workpiece distortion.
يعد التحكم في البُرادة أيضًا مشكلة حرجة. قد تنحشر البُرادة الطويلة أو المتشابكة في الماكينة أو تتسبب في تلف الجزء الذي يتم قطعه أو الأداة. يتم حل هذه المشكلة أحيانًا باستخدام قواطع البُرادة المتخصصة وأنظمة سائل التبريد.
اهتزاز الماكينة أو الرفرفة أمر غير مرغوب فيه لأنه يقلل من السطح وعمر الأداة. تقليل مشكلة الاهتزاز عن طريق زيادة صلابة الماكينة وتغيير ظروف القطع.
فهم الخراطة والتصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي
ما هي العلاقة بين الخراطة باستخدام الحاسب الآلي والتصنيع الآلي؟
The concepts of CNC turning and machining are closely related to each other. Machining is a general term for material removal processes that can be used to produce parts of various shapes, and CNC turning is one of the main processes within broader custom CNC machining solutions used to manufacture mostly cylindrical parts.
الطحن، والحفر، والطحن، والطحن، والتفريغ الكهربائي للقطع، والخراطة هي بعض الطرق المستخدمة في التصنيع الآلي. العمليات المختلفة لها وظائف مختلفة، اعتمادًا على هندسة ووظيفة المكون.
نظرًا لأن العديد من المكونات الصناعية متناظرة دورانيًا، يلعب تطبيق الخراطة باستخدام الحاسب الآلي دورًا رئيسيًا في التصنيع الآلي. تُستخدم عمليات الخراطة لصنع الأعمدة والدبابيس والوصلات والصمامات والبطانات.
أحدثت الماكينات بنظام التحكم الرقمي ثورة في عالم الماكينات التقليدية. تُستخدم أنظمة الماكينات بنظام التحكم الرقمي اليوم لزيادة كفاءة عمليات التصنيع وتقليل التدخل البشري وأتمتة حركة الأدوات. وهذا يمكن المصنعين من صنع أجزاء معقدة بشكل أسرع وأكثر اتساقًا.
دمج الخراطة والطحن
واليوم، تم تصميم العديد من مراكز الخراطة باستخدام الحاسب الآلي (التحكم العددي المحوسب) لتنفيذ عمليات الخراطة والطحن في نفس الماكينة. يمكن لهذه الأنظمة متعددة المهام تنفيذ العديد من المهام دون نقل الجزء من ماكينة إلى أخرى.
يعني الخراطة والطحن المدمجان أن قطعة العمل ثابتة في نفس الموضع أثناء عمليتي الخراطة والطحن، مما يقلل من وقت الإعداد ويحسن دقة الأبعاد. وهذا يقلل أيضًا من تكاليف التصنيع والإنتاج ويعزز كفاءة التصنيع والإنتاج.
تسمح أنظمة الأدوات الحية بتدوير أدوات القطع للسماح بالطحن والحفر والاستدقاق على مركز الخراطة. وهذا مفيد بشكل خاص للمكونات المعقدة في صناعات الطيران والسيارات.
أتمتة التصنيع الآلي باستخدام الحاسب الآلي
أحد أهم الإنجازات في تكنولوجيا الخراطة والتشغيل الآلي باستخدام الحاسب الآلي هو الأتمتة. تتيح الأنظمة الروبوتية ومغذيات القضبان الآلية تشغيل الماكينات دون الحاجة إلى المراقبة والتحكم البشري.
Automation systems drastically enhance productivity by minimizing idle loading and unloading times. According to industry analyses, integrating robotic loading systems and automatic bar feeders can increase a CNC machine’s actual spindle utilization rate from a traditional 40%-50% to over 80% [2]. This shift not only maximizes throughput but also improves workplace safety by reducing direct operator contact with moving machine parts.
تعمل تقنيات التصنيع الذكي على تحسين عملية التصنيع باستخدام الحاسب الآلي. تتحكم المستشعرات في أداء الماكينة وتآكل الأدوات ومعلمات القطع في الوقت الفعلي. تُمكِّن هذه البيانات المصنّعين من التنبؤ باحتياجات الصيانة وتجنب التوقف غير المرغوب فيه.
الخراطة والتصنيع الآلي الدقيق باستخدام الحاسب الآلي
One of the hallmarks of CNC machining is precision. The tolerances of advanced turning machines can be as small as microns, which is appropriate for high-performance industries. For critical aerospace and medical applications, high-performance CNC turning can reliably achieve IT5 to IT6 tolerance grades under the ISO 286-1 standard, often holding dimensional accuracy within ±0.005 mm (5 microns) [3].
The dimensional accuracy is influenced by various factors such as machine rigidity, the quality of cutting tools, cutting parameters, and thermal stability. To ensure accuracy, consistency is essential when manufacturing by precision machining.
كما أن جودة تشطيب السطح عامل حاسم أيضًا. تقلل التشطيبات الدقيقة من الاحتكاك، وتجعلها أكثر إرضاءً من الناحية الجمالية، وتزيد من أداء المكونات. يمكن أن تؤدي ظروف القطع وعمليات التشطيب المحسّنة إلى تشطيبات ناعمة للغاية في الخراطة باستخدام الحاسب الآلي.
ما هي الاتجاهات المستقبلية في الخراطة باستخدام الحاسب الآلي؟
يرتبط مستقبل الخراطة باستخدام الحاسب الآلي ارتباطًا وثيقًا بالتطورات في الأتمتة والتصنيع الرقمي. يتم اعتماد تقنيات الذكاء الاصطناعي والتعلم الآلي أكثر فأكثر في مجال أنظمة التشغيل الآلي.
تكتشف أنظمة الصيانة التنبؤية المشاكل المحتملة في الماكينات قبل حدوثها من خلال تفسير بيانات الماكينة. سيؤدي ذلك إلى تقليل وقت التعطل وزيادة موثوقية الإنتاج.
كما يتم تطوير أنظمة التصنيع الهجينة التي تجمع بين التصنيع الإضافي والخراطة باستخدام الحاسب الآلي. ويتم إنتاج الأجزاء ذات الشكل شبه الصافي باستخدام هذا النوع من الأنظمة عن طريق الطباعة ثلاثية الأبعاد ثم الخراطة الدقيقة. تبرز الاستدامة كمحور تركيز جديد. ولتقليل الأثر البيئي، يعتزم المصنعون استخدام المبردات الصديقة للبيئة والآلات الموفرة للطاقة والمواد القابلة لإعادة التدوير.
تستمر تقنية التوأم الرقمي في إحداث ثورة في عمليات الخراطة باستخدام الحاسب الآلي. تساعد عمليات محاكاة الماكينات الافتراضية المصنعين على تحسين عمليات التشغيل الآلي قبل تصنيع المنتجات.
الخاتمة
إن دقة الخراطة بنظام التحكم الرقمي وكفاءتها وتعدد استخداماتها تجعلها جزءًا أساسيًا من عمليات التصنيع الحديثة. تساعد هذه العملية المصنعين على إنشاء قطع أسطوانية عالية الجودة لمختلف التطبيقات، بما في ذلك السيارات والفضاء والطيران والطب والإلكترونيات.
يتم إكمال عملية الخراطة باستخدام الحاسب الآلي من خلال عمليات متعددة خاضعة لرقابة صارمة، والتي تشمل اختيار المواد، وكتابة البرنامج، والخراطة، وفحص الجودة. أصبح من الممكن الآن إجراء عمليات متعددة في إعداد واحد على مراكز الخراطة المتقدمة، مما يؤدي إلى تحسين الإنتاجية والدقة.
لا تزال الأتمتة، وتقنيات التصنيع الذكية، وأنظمة الأدوات المتقدمة تقود تطور الخراطة والتصنيع الآلي باستخدام الحاسب الآلي. تتيح هذه الابتكارات للمصنعين إنتاج المكونات بشكل أسرع وأكثر دقة وكفاءة.
المراجع
[1] Ezugwu, E. O., & Wang, Z. M. (1997). Titanium alloys and their machinability—a review. Journal of Materials Processing Technology, 68(3), 262-274. https://doi.org/10.1016/S0924-0136(96)00030-1
[2] International Federation of Robotics (IFR). (2023). World Robotics 2023 Report: Industrial Robots adapting to automated manufacturing. https://ifr.org/worldrobotics/
[3] International Organization for Standardization. (2010). ISO 286-1:2010 Geometrical product specifications (GPS) — ISO code system for tolerances on linear sizes — Part 1: Basis of tolerances, deviations and fits. https://www.iso.org/standard/42079.html











