

عيوب حقن القوالب بالحقن من المشكلات الشائعة التي تواجه كل مورد حقن القوالب بالحقن أو مورد القوالب اللقاءات. وهي تأتي في أنواع مختلفة ولها أسباب متنوعة، من بينها الاعوجاج في القولبة بالحقن وهو عيب شائع نسبيًا.
نظرًا لأن حدوث الاعوجاج قد يكون مرتبطًا بهيكل المنتج نفسه، فإنني أحث ليس فقط ممارسي صناعة قوالب الحقن ولكن أيضًا مصممي المنتجات على فهم الاعوجاج. وفي الوقت نفسه، تحتاج شركات تصميم المنتجات إلى وضع معايير مناسبة لقبول القولبة بالحقن بناءً على منتجاتها. يجب أن تحدد هذه المعايير صراحةً اللوائح المتعلقة بالتشوهات المحتملة في قولبة الحقن.
إذا كنت مهتمًا بعيوب القولبة بالحقن الأخرى، فلا تتردد في النقر على الروابط أدناه لقراءة المزيد.
| فهم عيوب حقن القوالب بالحقن المختلفة | ||||
|---|---|---|---|---|
| فلاش | لقطة قصيرة | علامة الحوض | الالتواء/التشويه | علامة الحرق |
| علامة سبلاي مارك/البقعة الفضية | بقعة داكنة/بقعة سوداء/بقعة سوداء | علامة التدفق | فقاعة | خط اللحام |
| اختلاف اللون/لون غير متساوٍ | علامة دبوس القاذف | |||
ما هو الالتواء في القولبة بالحقن؟
يشير الالتواء في القولبة بالحقن (التشوه) إلى انحراف شكل المنتج المصبوب بالحقن عن شكل تجويف القالب. وهو عيب شائع في المنتجات البلاستيكية. من السهل فهم الالتواء، كما هو موضح أدناه. عندما يتم وضع هذا الجزء المصبوب بالحقن أفقيًا على طاولة، من الواضح أن الجانب الأيسر ليس مستويًا مع الطاولة. ونطلق على ذلك اسم الاعوجاج أو التشوه.

أسباب الاعوجاج
تشمل أسباب الاعوجاج في الأجزاء المصبوبة بالحقن بشكل أساسي ما يلي:
1. أسباب التشقق المرتبطة بالعفن
- تأثيرات التبريد غير المتساوية لقنوات مياه القالب، مما يؤدي إلى درجات حرارة غير متساوية عبر القالب وعدم اتساق الانكماش للمنتج
- مشاكل في نظام طرد القالب مما يتسبب في القذف غير المتوازن وتشوه المنتج.
- يجب تبريد قلب القالب المرتفع إلى الأعلى لضمان التبريد المناسب. تجنب التشوه بسبب ارتفاع درجة حرارة القالب الموضعي.
- خشونة في الموضع الهيكلي للمنتج أو الموضع التوجيهي للقالب، مما يتسبب في الالتصاق والتشوه أثناء الطرد.
- اعوجاج البلاستيك بسبب التصاق المنتج بالتجويف أو سحب القلب.
- عدم كفاية دخول الماء في القالب، مما يؤدي إلى ارتفاع إجهاد التدفق وتشوه الإجهاد.
- تؤدي الاختلافات الكبيرة في السُمك في وضع مادة المنتج إلى اختلافات في الانكماش والالتواء.
2. أسباب تشوه البلاستيك في تعديل الماكينة
- متفاوتة درجات حرارة العفن، حيث يحتوي التجويف على خمس نقاط واللب على خمس نقاط (الزوايا بالإضافة إلى المركز)، مما يؤدي إلى انكماش وتشوه غير متناسق.
- الإفراط الضغط المستمرمما يتسبب في انحناء المنتج إلى الخلف.
- ضغط احتجاز غير كاف، مما يؤدي إلى لقطات قصيرة و علامات الحوض للمنتج
- وقت الدورة القصير جدًا، مما يؤدي إلى اعوجاج البلاستيك حيث لا يبرد المنتج ويثبت بشكل صحيح.
- سرعة طرد سريعة جدًا، مما يتسبب في تشويه الأجزاء للمنتج أثناء الطرد.
- إعدادات معلمات الماكينة غير الصحيحة التي تؤدي إلى التصاق المنتج واعوجاجه.
- ظروف صب غير مؤهلة تؤدي إلى ارتفاع الضغط والتشوه في المنتج.
- تم ضبطه بشكل غير صحيح التركيبات للضبط الذي يؤدي إلى الاعوجاج.
- طريقة تغليف غير مناسبة تؤدي إلى تشوه بسبب الضغط.
3. الأسباب التصميمية لتشوه الالتواء
- اختلافات كبيرة في أقسام السُمك في وضع مادة المنتج مما يؤدي إلى انكماش وتشوه غير متناسق.
- تصميم غير صحيح لأضلاع تقوية المنتج، مما يتسبب في التواء البلاستيك بسبب انكماش البلاستيك. تتضح هذه الظاهرة بشكل خاص في المنتجات الصندوقية الشكل المصنوعة من البولي بروبيلين والبولي إيثيلين.
- تصميم غير صحيح لموضع البوابة مما يؤدي إلى عدم اكتمال الملء والانكماش.
- تصميم غير صحيح لنمط البوابة مما يؤدي إلى تدفق غير متساوٍ للمواد والإجهاد.
- تصميم هيكل المنتج غير السليم الذي يؤدي إلى الانكماش.
- تصميم سيء خطوط فواصل التجويف والقلب مما يؤدي إلى اعوجاج المنتج.
- الإعداد غير المناسب لقيم انكماش البلاستيك مما يسبب تشوهًا مفرطًا.
4. أسباب الاعوجاج المتعلقة بالماكينة
- قذف قضيب القاذف غير المتوازن مما يتسبب في اعوجاج المنتج.
- فتحة قالب غير متوازنة تسبب تشوه المنتج.
5. أسباب تشوه الأجزاء المقولبة المتعلقة بالمواد
- معدلات انكماش عالية للمواد التي تؤدي إلى الاعوجاج، والتي يمكن تخفيفها عن طريق تعديل المواد لتقليل معدلات الانكماش.
- الاختلافات في اتجاه السلاسل الجزيئية في اتجاه التدفق وعموديًا على اتجاه التدفق، مما يسبب معدلات انكماش وتشوه مختلفة.
كيفية تجنب تشوه الالتواء بعد التشكيل
يبدأ تجنب الاعوجاج بشكل أساسي بتصميم المنتج وتصميم القالب، كما هو مفصل أدناه:
1. سمك الجدار الموحد
أثناء عملية التصنيع، يجب إيلاء اهتمام خاص لتجنب التغيرات المفاجئة في سمك الجدار. يمكن أن تؤدي مثل هذه التغييرات المفاجئة إلى انكماش تبريد غير متساوٍ، مما يتسبب في تشوه الأجزاء. لضمان ثبات المنتج واتساقه، من الضروري الحفاظ على سمك جدار موحد طوال الوقت.
ولتحقيق هذا الهدف، يمكن استخدام سلسلة من التدابير العملية. في البداية، أثناء مرحلة التصميم، يجب النظر بدقة في توزيع سُمك الجدار للتأكد من أنه معقول. وهذا لا يساعد فقط على الحد من صعوبات التصنيع ولكن أيضًا تحسين جودة المنتج بشكل كبير. بالإضافة إلى ذلك، أثناء مرحلة المعالجة، يمكن استخدام طرق التصنيع المتقدمة مثل الصب الدقيق أو التصنيع الآلي باستخدام الحاسب الآلي يجب استخدامها لتحقيق تحكم دقيق في سُمك الجدار.
علاوة على ذلك، للتخفيف من التغيرات المفاجئة في سُمك الجدار، استخدم طريقة الانتقال التدريجي. يمكن أن تقلل هذه الطريقة بشكل فعال من تركيز الضغط وتمنع التشوه بشكل أكبر. على سبيل المثال، بين قسمين بسماكين مختلفين للجدار، يمكننا تصميم منطقة انتقالية يتغير فيها سمك الجدار تدريجيًا.
وباختصار، فإن الحفاظ على التماثل والاتساق في سُمك الجدار هو المفتاح لضمان جودة المنتج. ومن خلال التصميم المدروس، وتقنيات التصنيع المتقدمة، والتغيرات التدريجية في سُمك الجدار، يمكن تحقيق الوقاية الفعالة من التشوه الناتج عن انكماش التبريد غير المتساوي، وبالتالي تعزيز استقرار المنتج وموثوقيته.
2. تقوية الأضلاع وهياكل الدعم
في المناطق المسطحة ذات الجدران الرقيقة أو المسطحة الكبيرة، تكون إضافة أضلاع أو أضلاع التسليح مهمة بشكل خاص. فهي تعمل كحراس للهيكل، مما يضيف خط دفاع قوي للهيكل العام. وتلعب أضلاع أو أضلاع التسليح هذه دورًا مهمًا من الناحية الميكانيكية، مما يعزز صلابة واستقرار الهيكل بشكل كبير.
تخيل مساحة مسطحة رقيقة الجدران أو مسطحة كبيرة بدون أضلاع تقوية؛ فهي تشبه قطعة زجاج هشة قد تنكسر عند ملامسة بسيطة. ولكن، مع وجود هذه الأضلاع أو الأضلاع، يكون الهيكل مثل ارتداء درع صلب، قادر على الحفاظ على سلامته بغض النظر عن الضغط أو قوة الالتواء التي يواجهها.
لا يمكن التقليل من دور أضلاع أو أضلاع التسليح خاصةً في الحالات التي يكون فيها الوزن الذاتي للأجزاء البلاستيكية أو الإجهاد الداخلي كبير. فهي تعمل كحاجز، مما يقلل بشكل فعال من الالتواء الناجم عن الوزن الذاتي أو الإجهاد الداخلي. لا يؤثر هذا النوع من الاعوجاج على المظهر الجمالي للأجزاء البلاستيكية فحسب، بل الأهم من ذلك أنه قد يؤثر على أداء الأجزاء وعمرها الافتراضي.
ولذلك، من خلال إضافة أضلاع أو أضلاع تقوية في المناطق المسطحة ذات الجدران الرقيقة أو المسطحة الكبيرة، لا يمكننا فقط تعزيز الصلابة والثبات الكلي للأجزاء البلاستيكية ولكن أيضًا تقليل مخاطر الالتواء بشكل فعال. لا تعكس فلسفة التصميم هذه السعي وراء جودة المنتج فحسب، بل تبرز أيضًا سحر الابتكار التكنولوجي. نتطلع في المستقبل إلى رؤية المزيد من تصميمات الأضلاع أو الأضلاع المعززة التي تحافظ على جودة وثبات الأجزاء البلاستيكية.
3. التصميم الهندسي السليم
في عملية تصميم المنتج، من الضروري إجراء معالجة خاصة للأجزاء المعرضة للتشوه لضمان ثبات المنتج ومتانته. تعد حافة فتحة الصندوق إحدى المناطق الشائعة المعرضة للتشوه. لمعالجة هذه المشكلة، يمكننا تصميم هذا الجزء بشكل منحني أو استخدام انتقالات مستديرة.
تتمتع الهياكل المنحنية بخصائص ميكانيكية جيدة حيث يمكنها تشتيت الإجهاد بفعالية وتقليل مخاطر الإجهاد المركز. عند التعرّض لضغط أو صدمة خارجية، يمكن للهيكل المنحني توزيع القوة على مساحة أكبر، وبالتالي تقليل احتمالية التشوه والتشقق. بالإضافة إلى ذلك، يساعد تصميم التحولات الدائرية أيضًا على تحسين توزيع الإجهاد في الهيكل، مما يزيد من صلابة الصندوق وثباته بشكل عام.
لا تعمل طريقة التصميم هذه على تحسين موثوقية المنتج فحسب، بل تعمل أيضًا على تحسين تجربة المستخدم. يمكن للصندوق الثابت غير المشوّه أن يحمي المحتويات الموجودة بداخله بشكل أفضل، ويتجنب التلف أو التسرب الناجم عن التشوه. وعلاوة على ذلك، فإن التصميم المنحني والمستدير يجعل المنتج أكثر جمالية، مما يوفر مظهرًا مريحًا ومتناسقًا.
أخذ التكاليف وجدوى الإنتاج في الاعتبار
عند تنفيذ هذا التصميم، يجب علينا أيضًا مراعاة تكاليف الإنتاج وجدوى العملية. على الرغم من أن التصاميم المنحنية والمستديرة قد تزيد من تكاليف التصنيع، إلا أن التحسينات في الثبات والجماليات وتجربة المستخدم تجعل هذه التكاليف جديرة بالاهتمام. بالإضافة إلى ذلك، من الضروري التعاون الوثيق مع قسم الإنتاج. وهذا يضمن الدقة والاتساق أثناء عملية التصنيع لتحقيق أفضل نتائج التصميم.
وباختصار، فإن تصميم الأجزاء المعرضة للالتواء البلاستيكي، مثل حافة فتحة الصندوق، بشكل منحني أو انتقالات مستديرة هو طريقة فعالة لتعزيز ثبات المنتج ومتانته. من خلال الاستفادة من الخواص الميكانيكية للهياكل المنحنية لتقليل تركيز الإجهاد وتقليل خطر الالتواء في القولبة بالحقن، يمكننا تزويد المستهلكين بمنتجات أكثر موثوقية وجمالية.
4. تخطيط البوابة والعداء
في تصميم القالب البلاستيكي، يعد الترتيب المناسب لموضع البوابة وعددها وحجمها أمرًا بالغ الأهمية. البوابة هي القناة التي تربط بين القالب وتجويف القالب، ويؤثر موضعها وعددها وحجمها بشكل مباشر على حالة تدفق البلاستيك المصهور الذي يدخل تجويف القالب. لضمان ملء البلاستيك بشكل موحد، يلزم التخطيط الدقيق لتصميم البوابة.
أولاً، يجب النظر بعناية في اختيار موضع البوابة. يجب وضع البوابة عند خط فراق القالب أو مركز الضغط في تجويف القالب، مما يضمن تدفق البلاستيك المصهور بالتساوي في تجويف القالب أثناء الملء. وبالإضافة إلى ذلك، يجب أن يتجنب موضع البوابة الهياكل المهمة على الجزء البلاستيكي لمنع التأثير على أداء الجزء ومظهره.
ثانيًا، نحتاج إلى تخطيط عدد البوابات بشكل معقول. قد يؤدي وجود عدد كبير جدًا من البوابات إلى تدفق بلاستيكي فوضوي، مما يزيد من الإجهاد الداخلي؛ وقد يؤدي وجود عدد قليل جدًا من البوابات إلى ملء بلاستيكي غير متساوٍ، مما ينتج عنه أيضًا إجهاد داخلي. ولذلك، فإن اختيار العدد المناسب من البوابات بناءً على حجم وشكل الجزء البلاستيكي هو المفتاح لضمان ملء بلاستيكي موحد.
وأخيرًا، التحكم في حجم البوابة مهم بنفس القدر. فالبوابات الصغيرة جدًا قد تتسبب في ضعف تدفق البلاستيك، مما يطيل دورة الصب؛ وقد تتسبب البوابات الكبيرة جدًا في ملء البلاستيك بسرعة كبيرة، مما يؤدي إلى ملء غير متساوٍ. ولذلك، فإن تحديد حجم البوابة المناسب بناءً على نوع البلاستيك وهيكل القالب ضروري لضمان ملء البلاستيك بشكل متجانس.
باختصار، يعد الترتيب المناسب لموضع البوابة وعددها وحجمها أمرًا بالغ الأهمية لضمان ملء البلاستيك المصهور بشكل موحد في تجويف القالب وتجنب الإجهاد الداخلي الناجم عن الملء غير المتساوي. في تصميم القوالب البلاستيكية، يجب أن نولي اهتمامًا كبيرًا لتصميم البوابات لضمان جودة وأداء الأجزاء البلاستيكية.
5. أنظمة التهوية والتبريد:
عند تصميم أنظمة التنفيس، نحتاج إلى النظر في كيفية الحد من ظاهرة انحباس الغازات، وبالتالي خفض الضغط الداخلي. يمكن لنظام التنفيس الممتاز أن يطرد الغازات من القالب بفعالية ويضمن التفريغ السلس للغازات أثناء عملية التشكيل بالحقن، وتجنب تكوين جيوب غازية أو عيوب أخرى.
بالإضافة إلى ذلك، يجب علينا تحسين نظام تبريد القالب. باستخدام خطوط أنابيب تبريد فعالة، وتوزيع معقول لقناة مياه التبريد، وتدفق سائل التبريد الفعال، يمكننا ضمان تبريد موحد لجميع أجزاء القالب، وبالتالي تقليل الإجهاد الحراري وتحسين جودة المنتج. لا تؤدي هذه التحسينات إلى تقصير دورة الصب وتعزيز كفاءة الإنتاج فحسب، بل تعمل أيضًا على إطالة عمر القالب بشكل فعال.
باختصار، تُعد أنظمة التنفيس وتبريد القوالب المصممة جيدًا أمرًا بالغ الأهمية لقولبة الحقن. ولا يمكن الحصول على منتجات عالية الجودة وزيادة فوائد الإنتاج إلا من خلال ضمان التفريغ السلس للغاز والتبريد المنتظم للقالب. في الأبحاث والممارسات المستقبلية، سوف نستمر في التركيز على تحسين تصميم أنظمة التهوية وأنظمة تبريد القوالب من أجل تطوير تكنولوجيا القولبة بالحقن.
6. اختيار المواد المناسبة
لضمان إتمام عملية التشكيل بالحقن بسلاسة وتقليل معدل تشوه المنتجات، يجب أن نولي اهتمامًا وثيقًا لاختيار المواد البلاستيكية. عند اختيار المواد البلاستيكية، فإن الاستخدام المقصود ومتطلبات العملية من العوامل التي يجب التأكيد عليها. بالنسبة للمنتجات ذات متطلبات دقة الأبعاد العالية، يجب أن نختار المواد البلاستيكية ذات معدلات انكماش أقل. يؤثر مستوى الانكماش تأثيرًا مباشرًا على ثبات أبعاد المنتج؛ فكلما انخفض معدل الانكماش، كان من الأسهل ضمان دقة أبعاد المنتج.
إلى جانب معدل الانكماش، تُعد قابلية الانسيابية أيضًا عاملًا مهمًا يجب مراعاته عند اختيار المواد البلاستيكية. يمكن للمواد البلاستيكية ذات قابلية الانسيابية الجيدة أن تملأ القالب بسلاسة أكبر أثناء عملية القولبة بالحقن، مما يقلل من تكوين عيوب القولبة. بالإضافة إلى ذلك، فإن استقرار الخواص الميكانيكية هو جانب يجب ألا نغفل عنه. إذا كانت الخصائص الميكانيكية للمواد البلاستيكية غير مستقرة، يمكن أن تحدث مشاكل مختلفة مثل الكسور والالتواءات بسهولة أثناء عملية التشكيل بالحقن، مما يؤثر ليس فقط على مظهر المنتج ولكن أيضًا على عمره الافتراضي.
ولذلك، للتكيف مع عملية القولبة بالحقن وتقليل تشوه المنتج، يجب علينا اختيار مواد بلاستيكية ذات معدلات انكماش منخفضة وقابلية تدفق جيدة وخصائص ميكانيكية مستقرة بناءً على الاستخدام المقصود ومتطلبات العملية. لا تضمن هذه المواد دقة أبعاد المنتج فحسب، بل تعمل أيضًا على تحسين كفاءة الإنتاج وتقليل تكاليف الإنتاج. وفي الوقت نفسه، توفر أيضًا ضمان الاستخدام طويل الأجل للمنتج، مما يعزز قدرته التنافسية في السوق.
7. التحكم في حالة القوالب
لتحسين عملية القولبة بالحقن وتقليل تراكم الإجهاد المتبقي، من الضروري ضبط المعلمات ذات الصلة بعناية. سرعة الحقن والضغط هما عاملان رئيسيان يؤثران بشكل مباشر على تأثيرات التدفق والملء للبلاستيك في القالب. من خلال زيادة سرعة الحقن بشكل مناسب، يمكننا تسريع سرعة تدفق البلاستيك في القالب، مما يعزز تأثير الملء وبالتالي تقليل تراكم الإجهاد المتبقي.
وفي الوقت نفسه، يضمن ضبط ضغط الحقن بشكل معقول أن البلاستيك يمكن أن يدخل بسلاسة إلى القالب ويملأ كل ركن، مما يقلل بشكل فعال من الإجهاد المتبقي.
كما أن وقت ضغط التثبيت عامل مهم يؤثر على الإجهاد المتبقي. يؤدي عدم كفاية وقت ضغط التثبيت إلى عدم كفاية تبريد البلاستيك، مما يزيد من الإجهاد الداخلي. يسمح تمديد وقت ضغط الإمساك بشكل مناسب للبلاستيك بالتبريد الكامل في القالب، مما يساعد على تقليل الإجهاد المتبقي.
بالإضافة إلى ذلك، يعد التحكم في وقت التبريد أمرًا بالغ الأهمية أيضًا. يؤدي وقت التبريد القصير جدًا إلى تبريد البلاستيك بشكل غير متساوٍ، مما يتسبب بسهولة في حدوث إجهاد حراري. ولذلك، فإن تحديد وقت التبريد بشكل معقول بناءً على خصائص البلاستيك وهيكل القالب أمر بالغ الأهمية للحد من الإجهاد المتبقي.
باختصار، من خلال ضبط معلمات عملية القولبة بالحقن بعناية مثل سرعة الحقن، والضغط، ووقت تثبيت الضغط، ووقت التبريد، واستخدام التقنيات البلاغية لتعزيز فعالية التعبير، يمكن تقليل تراكم الإجهاد المتبقي بشكل فعال، مما يحسن من جودة واستقرار المنتجات المصبوبة بالحقن.
8. دقة القالب وصيانته:
الدقة عامل حاسم في عملية تصنيع القوالب. ولضمان دقة تصنيع القالب، قمنا بتنفيذ سلسلة من الإجراءات الصارمة لمراقبة الجودة. أولاً، نستخدم معدات تصنيع عالية الدقة ونجري معايرة دقيقة لضمان استقرار المعدات ودقتها. ثانيًا، نختار مواد القوالب ونتحكم فيها بدقة لضمان جودتها واستقرارها. بالإضافة إلى ذلك، نقوم بتعزيز مراقبة الجودة أثناء عملية التصنيع، ونجري عمليات تفتيش وفحوصات صارمة في كل مرحلة لمنع انتقال الأخطاء وتراكمها.
وبالإضافة إلى الدقة، فإن نعومة سطح تجويف القالب هي أيضًا عامل مهم يؤثر على جودة المنتج وعمر القالب. ولتحسين نعومة سطح تجويف القالب، نستخدم تقنيات تلميع متقدمة ونعزز التحكم في عملية التلميع وإدارتها. وفي الوقت نفسه، نجري عمليات فحص وتقييمات صارمة للقالب المصقول للتأكد من أن جودة سطحه ونعومته تفي بالمتطلبات.
لضمان ثبات أبعاد القالب وعمره الافتراضي، نقوم بصيانة القالب وصيانته بانتظام. لقد أنشأنا نظام صيانة شامل، حيث نقوم بتفصيل وتسجيل كل خطوة من خطوات الصيانة. وفي الوقت نفسه، نقوم أيضًا بتعزيز تدريب وإدارة موظفي الصيانة، وتحسين الكفاءة المهنية وجودة أعمال الصيانة. ومن خلال تنفيذ هذه التدابير، فإننا نقوم بإطالة عمر القالب بشكل فعال، وتعزيز كفاءة الإنتاج، وتحسين جودة المنتج.
باختصار، لضمان دقة تصنيع القوالب، ونعومة سطح تجويف القالب، واستقرار الأبعاد، والعمر الافتراضي، قمنا بتنفيذ سلسلة من التدابير الصارمة لمراقبة الجودة وأنظمة الإدارة. لا يؤدي تنفيذ هذه التدابير إلى تحسين جودة القالب واستقراره فحسب، بل يوفر أيضًا دعمًا قويًا لتطوير الشركة.
9. استخدام تقنية التوازن متعدد التجاويف:
في عملية إنتاج القوالب متعددة التجاويف، تعتبر موازنة الضغط ومعدل الملء لكل تجويف أمرًا بالغ الأهمية. نظرًا لأن موضع كل تجويف في القالب وحجمه وهيكله قد يختلف، فإن ضغط السائل ومعدل الملء الذي يتعرضون له أثناء عملية الملء يختلف أيضًا. إذا لم تكن متوازنة، فقد يحدث اعوجاج في المنتجات الفردية.
لمنع هذا الوضع، يحتاج المنتجون إلى مراقبة الضغط ومعدل الملء لكل تجويف عن كثب. ويحتاجون إلى استخدام معدات مراقبة متطورة لمراقبة الضغط ومعدل الملء لكل تجويف في الوقت الفعلي وإجراء تعديلات لضمان الاتساق أثناء عملية الملء. إذا تبين أن الضغط أو معدل الملء للتجويف مرتفع جدًا أو منخفض جدًا، فيجب إجراء التعديلات على الفور لضمان شكل المنتج وجودته.
وبالإضافة إلى ذلك، يحتاج المنتجون أيضًا إلى صيانة القالب وصيانته بانتظام لضمان تشغيله بشكل طبيعي. فهم بحاجة إلى فحص مانع تسرب القالب ونظام التبريد والمكونات الرئيسية الأخرى للتأكد من أنها في حالة عمل جيدة. إذا تم العثور على أي مشاكل، يجب إجراء الإصلاحات أو الاستبدال على الفور لمنع تشوه المنتج الناجم عن أعطال القالب.
وباختصار، فإن موازنة الضغط ومعدل الملء لكل تجويف في القالب متعدد التجاويف هو المفتاح لضمان شكل المنتج وجودته. يحتاج المصنعون إلى اتخاذ سلسلة من التدابير لضمان تعرض كل تجويف لضغط ومعدل تعبئة مناسبين أثناء عملية التعبئة. كما يحتاجون أيضًا إلى صيانة القالب وصيانته بانتظام لضمان تشغيله بشكل طبيعي. وبذلك فقط يمكن إنتاج منتجات عالية الجودة لتلبية احتياجات العملاء.
دراستا حالة توضحان حلولاً للالتواءات
دراسة الحالة الأولى: التواء غطاء صندوق محكم الغلق
يُصنع الغطاء الأسود للعلبة المختومة من مادة PA6+30%GF ويستخدم بوابة نقطية. بعد إزالة القوالب، يؤثر الالتواء على معالجة اللحام اللاحقة.

الأسباب المحتملة والحلول
كانت الخطة الأولية لهذه الحالة هي وضع نقطة واحدة لدخول المواد على الجانب الطويل من الجزء. وهذا يسبب التواءً شديدًا في كلا طرفي المنتج، مما يؤدي إلى ضعف قوة اللحام بالاهتزازات والفشل في اختبارات الضغط. نظرًا لتوجيه الألياف الزجاجية أثناء عملية التدفق مع الذوبان، ينكمش المنتج بشكل غير متساوٍ على طول اتجاه التدفق وعموديًا على اتجاه التدفق، مما يسبب التواءً.
ولذلك، فإن تغيير شكل التدفق الذائب إلى تدفق أحادي الاتجاه يحسن من الالتواء. يؤدي نقل موضع البوابة من منتصف الجانب الطويل من المنتج إلى الجانب القصير إلى تغيير اتجاه الألياف الزجاجية الأصلية بشكل فعال، مما يجعل الاتجاه أكثر اتساقًا. يتم تحسين عيوب صب المنتج بشكل كبير.
دراسة الحالة الثانية: تزييف حامل حامل تلفاز
يستخدم حامل حامل التلفاز الأسود، المصنوع من PBT+30%GF، بوابة نقطية ويتعرض لتشوه في الزاوية، مما يجعل التجميع صعبًا. وباعتباره جزءًا حاملًا للوزن في حامل التلفزيون، فإنه يتطلب قوة ضغط معينة، كما أن استواءه أمر بالغ الأهمية. يؤثر تشوه الالتواء على التجميع والاستخدام العادي.
الأسباب المحتملة والحلول
عملية التشكيل: تضمنت الخطة الأولية لهذه الحالة استخدام نقطتي دخول للمواد، مما أدى إلى سطح تجميع غير متساوٍ واعوجاج في الزوايا. نظرًا لاتجاه الألياف الزجاجية أثناء عملية التدفق مع الذوبان، ينكمش المنتج بشكل أقل على طول اتجاه التدفق وأكثر عمودية على اتجاه التدفق، مما يتسبب في انكماش غير متساوٍ واعوجاج.
عادة، كلما كان وضع التدفق الذائب أكثر تعقيدًا، كلما كان الانكماش أكثر تفاوتًا. يعد تبسيط شكل التدفق لتحسين الالتواء أحد التدابير الفعالة. في هذه الحالة، بعد إزالة بوابة واحدة، تم تغيير طريقة دخول المواد إلى نقطة واحدة، مما يجعل اتجاه الألياف الزجاجية أكثر اتساقًا. أدى شكل التدفق المبسط إلى تحسين حالة تشوه الالتواء بشكل فعال.
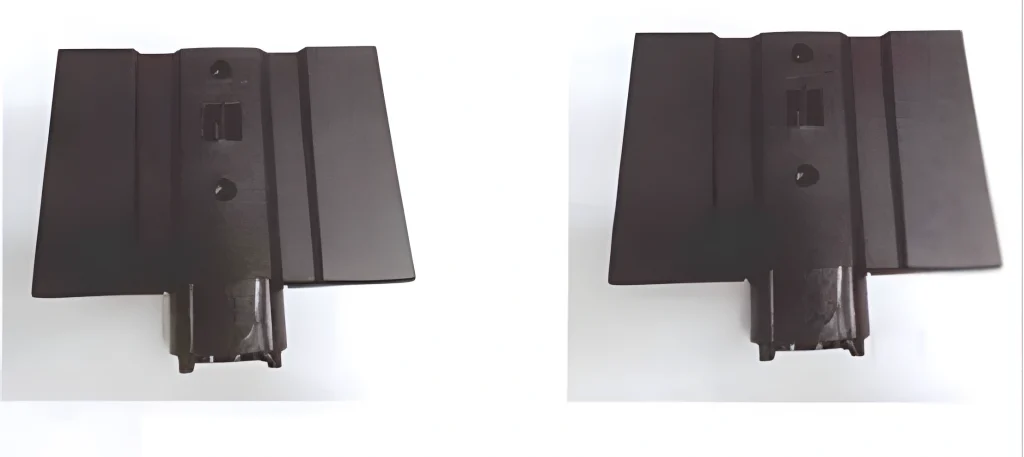
توضح هذه الحالة أن التواء المنتج ناتج عن الاتجاه غير المتساوي لمادة التسليح. حيث تتدفق الألياف الممدودة في ذوبان البلاستيك على طول اتجاه التدفق، مما يسبب انكماشًا أقل على طول اتجاه التدفق وأكثر عموديًا عليه. يؤدي الانكماش غير المتساوي الناجم عن الاتجاه إلى تشوه المنتج. وفي هذه الحالة، يمكن أن يؤدي تغيير موضع البوابة وهيكل المنتج إلى تحسين الالتواء. بالنسبة للمواد المقواة بالألياف الزجاجية، فإن استخدام اتجاه موحد للألياف الزجاجية يمكن أن يحقق في كثير من الأحيان تأثير التواء أقل.
الملخص
يتطلب تجنب الالتواء في الأجزاء المصبوبة بالحقن التعاون بين المصممين والمصنعين. فمن ناحية، يجب على مصممي المنتجات مراعاة خصائص القولبة بالحقن بشكل كامل أثناء مرحلة التصميم ودمج هذه العوامل في التصميم الهيكلي لتقليل الاعوجاج بعد القولبة. ومن ناحية أخرى، يجب على مورّدي القوالب معالجة العيوب المختلفة بخبرة احترافية لتحقيق تكلفة منخفضة وجودة عالية.
إذا كنت ترغب في معرفة المزيد عن الاعوجاج أو التشوه، فلا تتردد في الاتصال بالبريد الإلكتروني للتبادل الفني لدى FirstMold على [email protected].














