

عيوب حقن القوالب بالحقن هي المشكلات التي تواجه كل مصنع القولبة بالحقن قد تواجهها أثناء عملية التشكيل. عيوب الطلقة القصيرة في القولبة بالحقن هي عيب شائع في القولبة بالحقن. ومع ذلك، على عكس عيوب الوميض، يتم حل معظم عيوب الطلقات القصيرة قبل التشغيل التجريبي للقالب.
بالنسبة لمصانع القوالب والقولبة بالحقن، يعد تحليل هذه المشكلة القصيرة وحلها بشكل مثالي مهارة أساسية. تقع على عاتق كل ممارس في مجال القوالب والقولبة بالحقن مسؤولية والتزام بإتقان جميع عيوب القولبة بالحقن.

فيما يلي جدول بالعيوب الشائعة في قولبة الحقن وقنواتها التفصيلية، والتي يمكن للأصدقاء المهتمين النقر عليها لفهمها بشكل متعمق:
| فهم عيوب حقن القوالب بالحقن المختلفة | ||||
|---|---|---|---|---|
| فلاش | لقطة قصيرة | علامة الحوض | الالتواء/التشويه | علامة الحرق |
| علامة سبلاي مارك/البقعة الفضية | بقعة داكنة/بقعة سوداء/بقعة سوداء | علامة التدفق | فقاعة | خط اللحام |
| اختلاف اللون/لون غير متساوٍ | علامة دبوس القاذف | |||
ما هي اللقطة القصيرة في القولبة بالحقن؟
تشير اللقطة القصيرة إلى الملء غير المكتمل في نهاية تدفق المواد أو الملء غير المكتمل في القوالب متعددة التجاويف، خاصةً في المناطق رقيقة الجدران أو في نهاية مسار التدفق. ويتجلى ذلك في تصلب الذوبان قبل ملء التجويف بالكامل، مما يؤدي إلى نقص في المادة في المنتج.
السبب الرئيسي للطلقات القصيرة هو مقاومة التدفق المفرطة، مما يمنع الذوبان من الاستمرار في التدفق. تشمل العوامل التي تؤثر على طول تدفق الذوبان سُمك جدار الجزء، ودرجة حرارة القالب، وضغط الحقن، ودرجة حرارة الذوبان، وتركيب المادة. يمكن أن يؤدي سوء التعامل مع هذه العوامل إلى لقطات قصيرة.


نصائح: انقر فوق أي مصطلح رئيسي أدناه للتعرف على تأثيره: “سرعة الحقن وضغط الحقن“، “سُمك الجدار" و "درجة حرارة العفن“
12 سبباً شائعاً للطلقات القصيرة
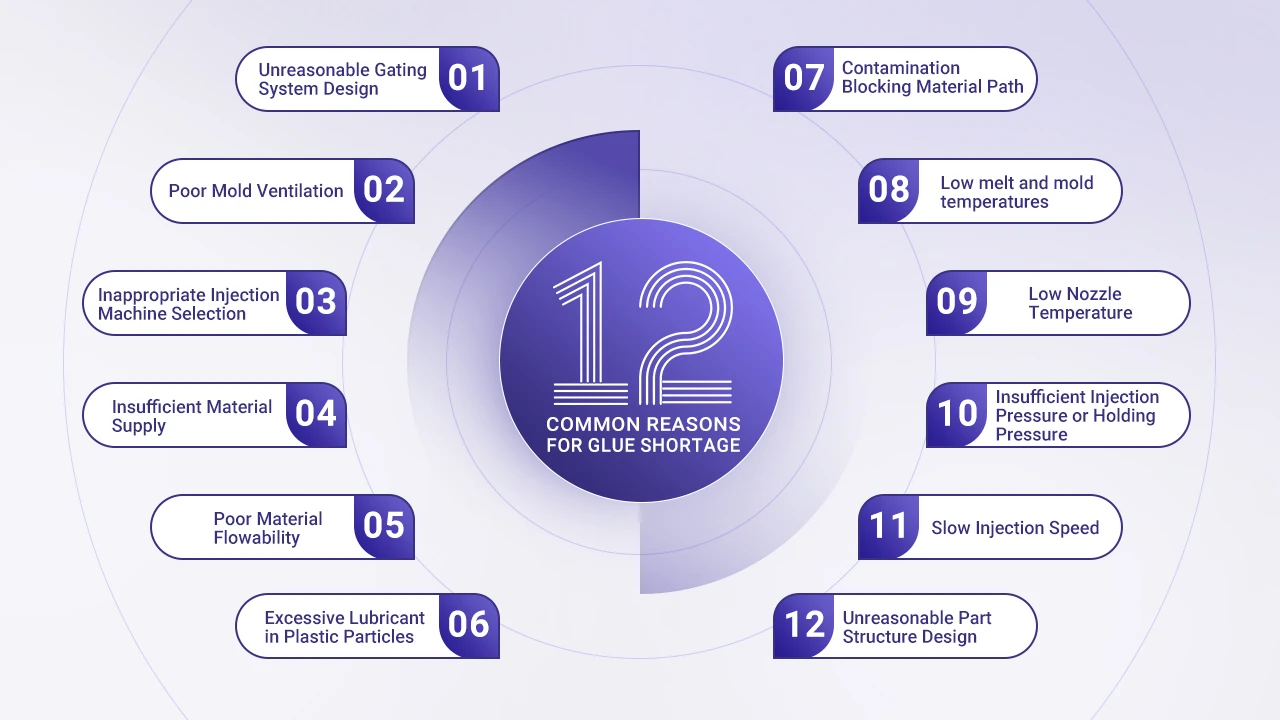
1. تصميم نظام البوابات غير معقول.
في القوالب متعددة التجاويف، غالبًا ما تنشأ عيوب المظهر من تصميمات البوابات والعدّاءات غير المتوازنة. عند تصميم نظام البوابات، يجب التأكد من توازن البوابة ووزن الأجزاء في كل تجويف يجب أن يكون متناسبًا مع حجم البوابة، بحيث يمكن ملء كل تجويف في وقت واحد. يجب وضع البوابة عند الجدار السميك، ويمكن أيضًا اعتماد تصميم عداء متوازن. إذا كانت البوابة أو العداء صغيرًا ورفيعًا وطويلًا، فإن ضغط الذوبان أثناء التدفق سيؤدي إلى فقدان الضغط الزائد، مما يؤدي إلى مشاكل في الملء. لمعالجة ذلك، قم بتوسيع المقطع العرضي للعداء ومساحة البوابة، واستخدم نقاط تغذية متعددة إذا لزم الأمر.
نصائح: انقر للحصول على مزيد من المعلومات حول “تصميم البوابة في القولبة بالحقن" و "تصميم عداء القالب والعداء الفرعي“.
2. سوء تهوية العفن
إذا بقيت كمية كبيرة من الغاز في القالب بسبب سوء التهوية وتم ضغطها بواسطة تدفق المواد إلى ضغط أكبر من ضغط الحقن، فسوف تعيق الذوبان من ملء التجويف، مما يتسبب في حدوث قصور في الحقن. لمعالجة هذه المشكلة، تحقق مما إذا كانت هناك آبار باردة أو إذا كانت موضوعة بشكل صحيح. بالنسبة للتجويفات العميقة، قم بإضافة أخاديد تنفيس أو فتحات تنفيس في موقع الطلقة القصيرة؛ على سطح الفراق، قم بإنشاء فتحات تنفيس بعمق 0.02-0.04 مم وعرض 510 مم، وضع فتحات تنفيس عند آخر نقطة ملء للتجويف.
كما أن استخدام المواد الخام ذات الرطوبة الزائدة أو المحتوى المتطاير سينتج كميات كبيرة من الغاز، مما يؤدي إلى سوء تهوية العفن. في هذه الحالة، جفف المواد الخام وأزل المواد المتطايرة.
بالإضافة إلى ذلك، في عمليات معالجة نظام القالب، تحسين التهوية السيئة عن طريق زيادة درجة حرارة القالب، وتقليل سرعة الحقن، وتقليل مقاومة تدفق نظام البوابات، وتقليل قوة التشبيك، وزيادة خلوص القالب.

3. اختيار ماكينة حقن غير مناسبة
عند اختيار المعدات، يجب أن تتجاوز سعة الحقن القصوى لماكينة الحقن 120% من الوزن الإجمالي للقطعة والذراع، بينما يجب ألا يتجاوز الوزن الإجمالي للحقن 85% من قدرة الماكينة على التلدين.
4. عدم كفاية إمدادات المواد
الطريقة الشائعة للتحكم في التغذية هي التغذية الحجمية. تحقق مما إذا كان حجم جسيمات البلاستيك متجانسًا وما إذا كان "التجسير" يحدث في منفذ التغذية. إذا كانت درجة حرارة منفذ التغذية مرتفعة للغاية، فسوف تعيق التغذية أيضًا. لمعالجة ذلك، قم بتنظيف منفذ التغذية وتبريده.
5. ضعف انسيابية المواد
عندما تكون قابلية تدفق المواد الخام ضعيفة، تؤثر المعلمات الهيكلية للقالب على اللقطات القصيرة. قم بتحسين عيب ركود نظام البوابات من خلال وضع العدّائين بشكل معقول، وتوسيع البوابة والعدّاء وأحجام ذرب القالب، واستخدام فوهة أكبر. أضف أيضًا إضافات مناسبة إلى تركيبة المواد الخام لتحسين أداء تدفق الراتنج.
6. مواد التشحيم الزائدة في جزيئات البلاستيك
إذا كانت تركيبة المادة الخام تحتوي على الكثير من مواد التشحيم وكانت الخلوص بين حلقة فحص لولب الحقن اللولبي والبرميل كبيرًا، سيؤدي التدفق العكسي الشديد للذوبان في البرميل إلى عدم كفاية التغذية وقصر اللقطة. لمعالجة هذا الأمر، قلل من استخدام مواد التشحيم واضبط الخلوص بين البرميل وبرغي الحقن وحلقة الفحص، بالإضافة إلى ضبط المعدات.
7. التلوث الذي يعيق مسار المواد الملوثة
عندما تسد الشوائب الموجودة في الذوبان الفوهة أو تسد المواد الباردة البوابة والعداء، قم بتنظيف الفوهة أو قم بتوسيع البئر البارد للقالب والمقطع العرضي للعداء.
8. درجة حرارة القالب المنخفضة
عندما يدخل الذوبان إلى تجويف القالب في درجة حرارة منخفضة، فإنه يبرد بسرعة كبيرة، ويفشل في ملء جميع زوايا التجويف. سخن القالب إلى درجة الحرارة المطلوبة للعملية قبل البدء، وتحكم في تدفق مياه تبريد القالب عند بدء التشغيل. إذا لم ترتفع درجة حرارة القالب، تحقق مما إذا كان تصميم نظام تبريد القالب معقولاً.
9. درجة حرارة الذوبان المنخفضة
بشكل عام، ضمن نطاق الصب المناسب، تتناسب درجة حرارة المادة تقريبًا مع طول التعبئة. ينخفض أداء تدفق الذوبان في درجات الحرارة المنخفضة، مما يقلل من طول التعبئة. إذا كانت درجة حرارة المادة أقل من متطلبات العملية، تحقق مما إذا كان سخان البرميل سليمًا وارفع درجة حرارة البرميل وفقًا لذلك.
عند بدء التشغيل، عادةً ما تكون درجة حرارة البرميل أقل من درجة حرارة مقياس سخان البرميل. تأكد من تسخين البرميل إلى درجة حرارة المقياس ثم الحفاظ على درجة الحرارة لفترة من الوقت قبل بدء التشغيل.
إذا كان الحقن بدرجة حرارة منخفضة ضروريًا لمنع تحلل الذوبان، قم بتمديد وقت دورة الحقن لتجنب الطلقات القصيرة. بالنسبة لماكينات الحقن اللولبية، قم بزيادة درجة الحرارة في المنطقة الأمامية للبرميل.

10. درجة حرارة فوهة منخفضة
أثناء الحقن، تلامس الفوهة القالب، ونظرًا لأن درجة حرارة القالب تكون عمومًا أقل من درجة حرارة الفوهة، ويكون الفرق في درجة الحرارة كبيرًا، فإن التلامس المتكرر يبرد الفوهة، مما يؤدي إلى تجميد الذوبان في الفوهة.
إذا كان هيكل القالب يفتقر إلى بئر بارد، فإن المادة الباردة التي تدخل التجويف تتصلب على الفور، مما يمنع الذوبان الساخن اللاحق من ملء التجويف. أثناء فتح القالب، افصل الفوهة عن القالب، مما يقلل من تأثير درجة حرارة القالب على الفوهة، وحافظ على درجة حرارة الفوهة ضمن متطلبات العملية.
إذا كانت درجة حرارة الفوهة منخفضة ولا يمكن أن ترتفع، تحقق مما إذا كان سخان الفوهة تالفًا وقم بزيادة درجة حرارة الفوهة وفقًا لذلك. وإلا، فإن فقدان الضغط الزائد في التدفق سيؤدي أيضًا إلى حدوث قصور في التدفق.
11. ضغط حقن غير كافٍ أو ضغط احتجاز غير كافٍ
يتناسب ضغط الحقن مع طول الملء تقريبًا. يقلل ضغط الحقن المنخفض من طول الملء ويترك التجويف غير مملوء. عالج ذلك عن طريق إبطاء سرعة الحقن، وتمديد وقت الحقن، وما إلى ذلك، لزيادة ضغط الحقن.
إذا لم يكن بالإمكان زيادة ضغط الحقن بشكل أكبر، عالج ذلك بزيادة درجة حرارة المادة، وخفض لزوجة الذوبان، وتحسين أداء تدفق الذوبان. لاحظ أن درجة الحرارة الزائدة للمادة يمكن أن تتسبب في التحلل الحراري للمادة المصهورة، مما يؤثر على أداء الجزء.
بالإضافة إلى ذلك، يمكن أن يؤدي زمن الانتظار القصير أيضًا إلى حدوث طلقة قصيرة. تحكم في وقت الإمساك ضمن نطاق مناسب، ولكن لاحظ أن وقت الإمساك المفرط يمكن أن يتسبب في حدوث أخطاء أخرى. اضبط أثناء التشكيل بناءً على الجزء المحدد.
12. سرعة حقن بطيئة
تؤثر سرعة الحقن بشكل مباشر على سرعة الملء. إذا كانت سرعة الحقن بطيئة، فإن الذوبان يمتلئ ببطء، ويبرد الذوبان المتدفق بسرعة منخفضة بسهولة، مما يقلل من أداء التدفق ويتسبب في قصر مدة الحقن.
قم بزيادة سرعة الحقن بشكل مناسب، ولكن لاحظ أن سرعة الحقن الزائدة يمكن أن تتسبب في حدوث عيوب أخرى في التشكيل.
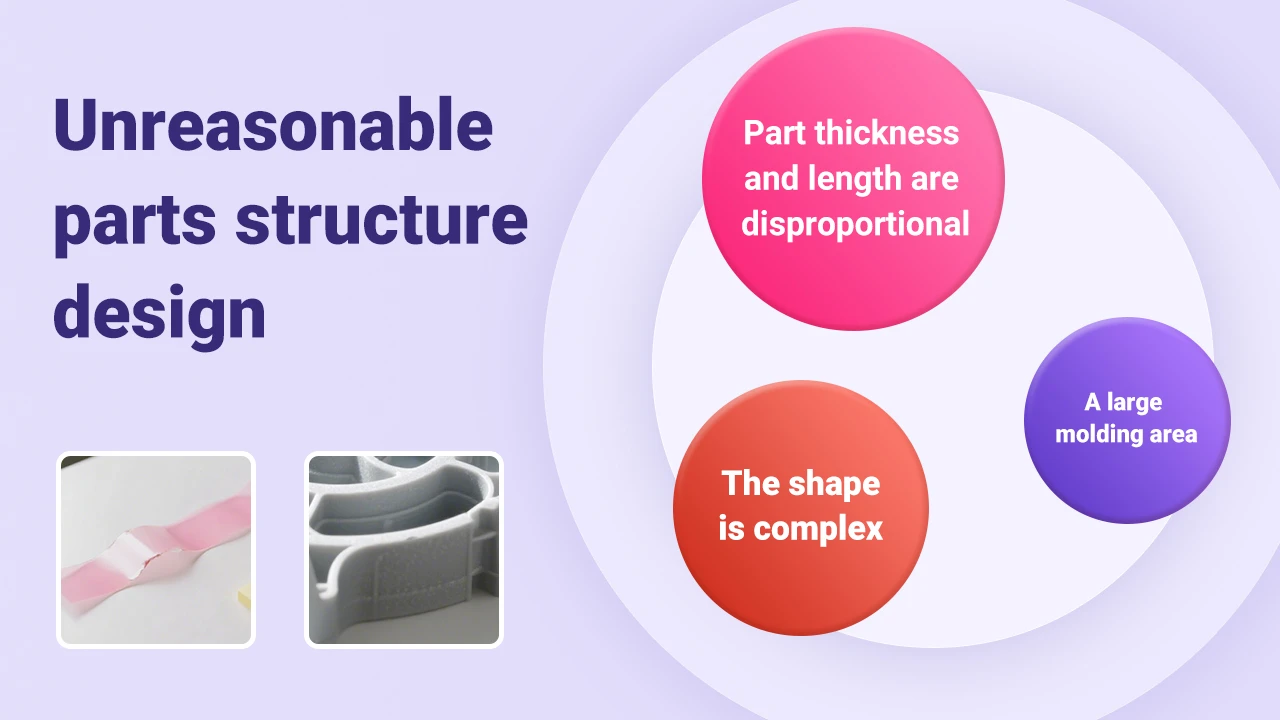
13. تصميم هيكل الجزء غير المعقول
إذا كان سُمك الجزء وطوله غير متناسبين، وكان الشكل معقدًا مع مساحة صب كبيرة، فإن الذوبان يواجه بسهولة مقاومة التدفق عند مدخل الجدار الرقيق، مما يجعل ملء التجويف صعبًا. تصميم شكل الجزء مع الأخذ في الاعتبار السُمك والتعبئة بالذوبان يحد من طول التدفق.
الخاتمة
مواجهة اللقطات القصيرة في قولبة الحقن ليس مخيفًا؛ ما هو مخيف حقًا هو عندما لا يفهم المصنع المشكلة أو لا يستطيع حلها. إن الإلمام بالتصميم الهيكلي، وتصميم القوالب، واختبار العينات، وتحليل المشاكل وحلها، وضمان المظهر، وخصائص المواد، وغير ذلك من المهارات الأساسية لجميع ممارسي القولبة بالحقن.
إذا كان لديك أي أسئلة حول اللقطة القصيرة، يُرجى الاتصال بنا على [email protected].














