

Hearing aids come in different shapes and sizes, often requiring custom crafting for improved comfort. Parts of a hearing aid include the electronic components and the plastic components—mostly created using injection molding. The complexity of hearing aid parts production using injection molding will depend on the product type.
| Type of hearing aid | Features | Use case |
|---|---|---|
| Invisible In-the-Canal (IIC) | They are the smallest of all the types of hearing aids. Designed to sit in the second bend of the ear canal and are almost invisible when worn. | Best for mild to moderate hearing loss |
| Completely In-the-Canal (CIC) | They also sit in the ear canal, but not as deeply as IIC. | Best for mild to moderate hearing loss |
| In-the-Canal (ITC) | A bit larger than CIC and sits in the lower part of the outer ear bowl. Has a larger battery and a directional microphone. | Best for mild to moderate hearing loss |
| In-the-Ear (ITE) | Fills half or the entire outer ear bowl and is the largest of all the custom-made hearing aid options. Their larger size allows for a bigger battery and more features. | Best for mild to severe hearing loss |
| Behind-the-Ear (BTE) | This is the largest of all the hearing aid designs. The case housing the electronic components sits on top of or behind the outer ear, while a plastic tube or wire directs sound into the ear canal. | Applicable for all levels of hearing loss |

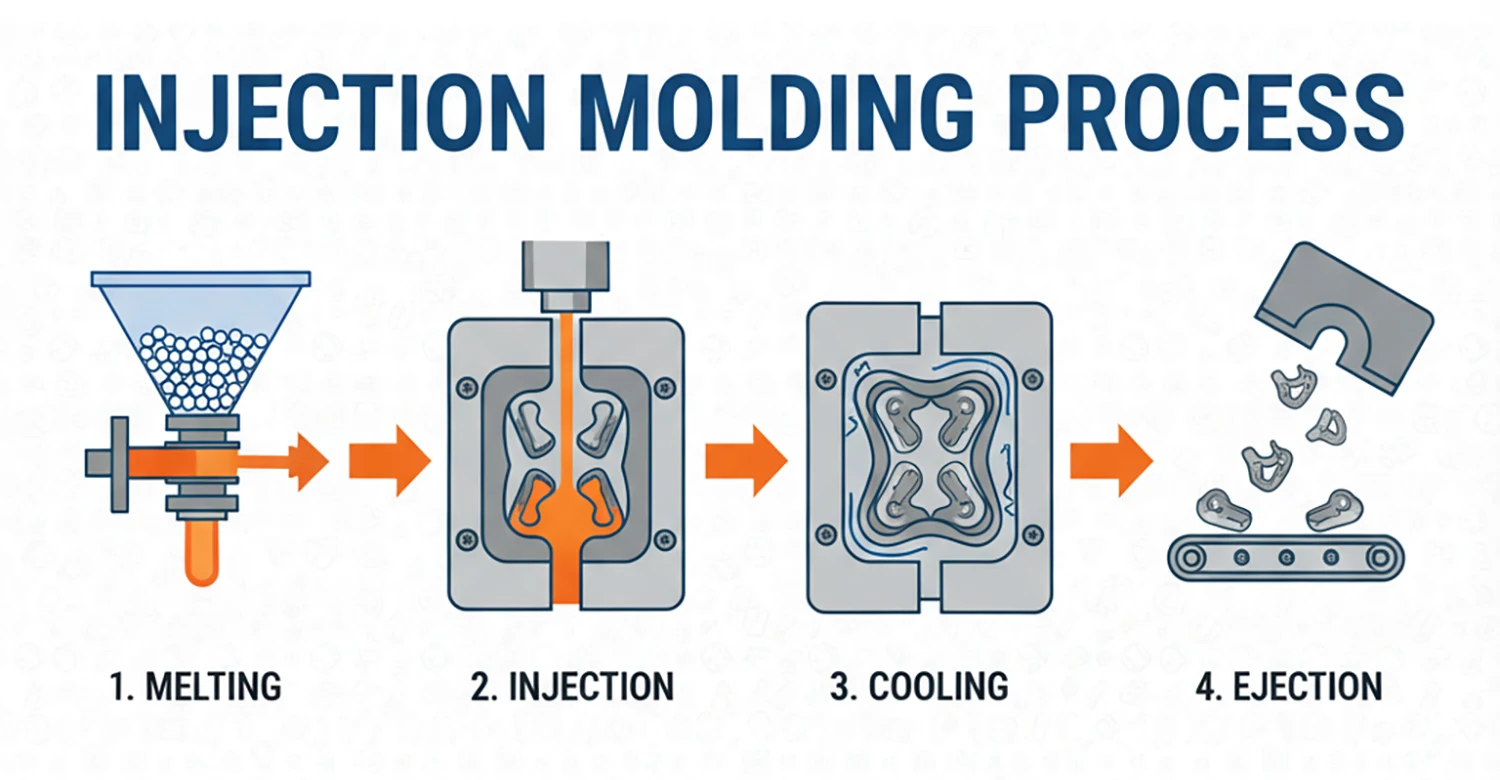
From housing and structural components to the internal components and the storage case, manufacturers of hearing aids rely on injection molding to produce delicate hearing aid parts. The thin walls of some of the components and the level of precision needed in their sculpturing are challenges that require the attention of injection molding professionals like First Mold.
Tips: Learn about “The structural design of hearing aids“.
Housing and Structural Component System
Hearing aid housing is the part that holds the electronics. In BTE hearing aids, it is the part that sits on or behind the outer ear. Other structural components that are either found in the housing or attached to it include the battery compartment doors, ear hook, and controls.
Although there are challenges that are general to manufacturing the structural components of hearing aids, in-the-ear models come with unique challenges. Below are some of the complexities of hearing aids’ structural components and how manufacturers overcome them.
1. Ergonomic design implementation
Challenge: One of the major challenges of manufacturing hearing aid housing and structural components includes achieving the desired ergonomic design, especially where the surface has detailed curves intended to improve ergonomics to make it comfortable for users who would wear it for long hours.
Solution: To precisely capture the curves and achieve the perfect in-ear fitting, the molded part often requires high precision machining and polishing. Electric discharge machining (EDM) and computer numerical control (CNC) are two popular machining techniques used to achieve delicate curves during hearing aid manufacturing, especially the part that fits in the ear canal.
2. Visual and tactile texture
Challenge: IIC and CIC hearing aids have high surface requirements to achieve “visual invisibility”. The reason is that they are supposed to sit in the canal and be barely noticeable. The high-gloss surface finish improves comfort and hygiene. However, their smaller size makes them harder to mold and polish, often requiring special interventions to achieve the mirror polish that gives them invisibility.
Solution: The ultra-smooth surface finish is achieved through several mechanical polishing steps as follows:
- Sanding: The acrylic mold is sanded with a series of sandpapers with progressively finer grits (usually from 400 to 2,000 grits) [1].
- Buffing: The hearing aid is intermittently placed in a buffing wheel containing a polishing compound to further smooth and shine the surface. For a matte or satin texture, hearing aid parts manufacturers use a less aggressive buffing process.
- Polishing: This is done using a high-shine wheel or a clean, soft cloth to achieve a mirror finish.
- Cleaning: Cleaning the hearing aid with an alcohol pad removes any remaining polishing compounds or wax.

3. Surface personalization
Challenge: Hearing aid manufacturing is a highly specialized field where the requirements of users can differ significantly. This personalized appearance helps to improve the user’s quality of life.
Solution: To achieve personalized textures like marble and wood, hearing aid manufacturers will either create the desired texture on the mold or treat the surface of the acrylic.
- Mold processing: Texturing on the mold can be achieved with chemical photoetching or laser machining. In chemical photoetching, the mold surface is coated with a light-sensitive chemical, and UV light is used to project a pattern on the mold. Acid bath etches away the unprotected areas to create the pattern. High-precision laser can also be used to machine the texture on the mold surface.
- Surface treatment: Alternatively, the surface of the molded acrylic can be treated by polishing or painting to achieve marble or wood textures. Marble texture can also be achieved through in-mold coating, where the coating is injected into the mold cavity to bond with the finished product and create the desired marble texture.
4. Ultra-thin wall and deep cavity molding
Challenge: Several hearing aid parts, including the shells and receiver, are designed to have thin walls (less than 1 mm) for improved comfort and a discreet appearance. Receiver-in-canal hearing aids use thin tubes to allow natural external sound to enter the ear canal with the amplified sound for a more natural listening experience or to make it easier to place the hearing aid closer to the eardrum.
Solution: Creating parts with thin walls requires high-speed injection of high-flow, high-performance material to fill the narrow and complex mold geometries. Accurate control of temperature, pressure, and cooling is critical to prevent common defects like sink marks, short shots, and warping. Ribs are often used for structural support.
Acoustic Structure and Internal Component System
The primary work of a hearing aid is to pick up sound from the surroundings and deliver it close to the eardrum of the user to improve their hearing. Several parts of a hearing aid that are directly involved in acoustic are either made with or protected with injection-molded parts.
Examples include microphone/receiver protective covers, acoustic tubes that carry sound from the microphone to the ear canal, damper seats, and internal skeletons. Common structural acoustic challenges and how hearing aid manufacturers overcome them are highlighted below.
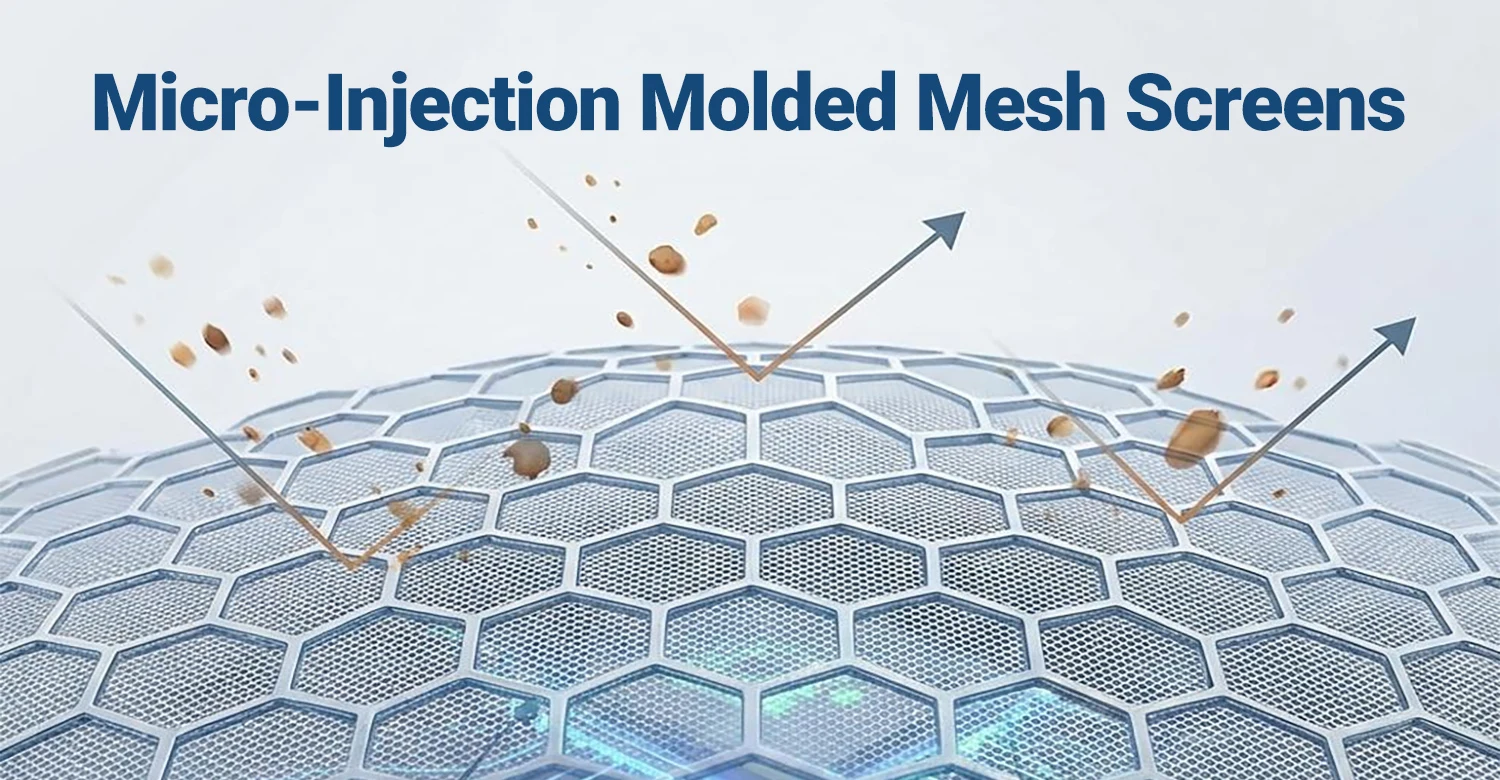
1. Micro-hole mesh technology
Challenge: Sensitive electronics are found inside the shell of the hearing aid. These electronic components need to be properly protected from damage and performance issues that can be caused by external elements, including environmental elements. The protective material should also provide acoustic balance.
Solution: Hearing aid manufacturers use a protective screen called micro-hole mesh to protect the electronic components. In addition to protecting the delicate internal components, micro-hole mesh balances acoustic performance and serves ventilation purposes. Micro-sized cerumen protection meshes are made with one-shot injection molding using a special process called micro-injection molding. This technique allows for the creation of tiny parts. The injection of the molding material into the mold cavity is done at high pressure and a controlled speed. This delicate process ensures proper filling of all the cavities and micro-channels.
2. High precision hearing aid parts dimensions
Challenge: The internal skeleton dimensions of the hearing aid directly affect the acoustic performance of the device. For example, poor dimensional accuracy can lead to the occlusion effect, a hollow sound coming from one’s voice [2].
Solution: To solve this problem, the internal skeletons must achieve millimeter-level precision in positioning and stable load-bearing of components. For example, the size of the vent and the fitting of the earmold in the canal are critical to preventing the occlusion effect. Also, the length of the tubing is crucial in determining the resonant frequencies of the amplified sound that gets to the eardrum.
Charging and Storage Case System
Hearing aids use batteries that need to be recharged frequently. Most models achieve this using boxes or cases that serve the dual purpose of charging and storage. Manufacturers build the cases to be sturdy so they can resist harsh environmental impact. In turn, this design ensures the hearing aid stays safe when not in use. Here are some of the challenges that hearing aid part manufacturers must overcome.
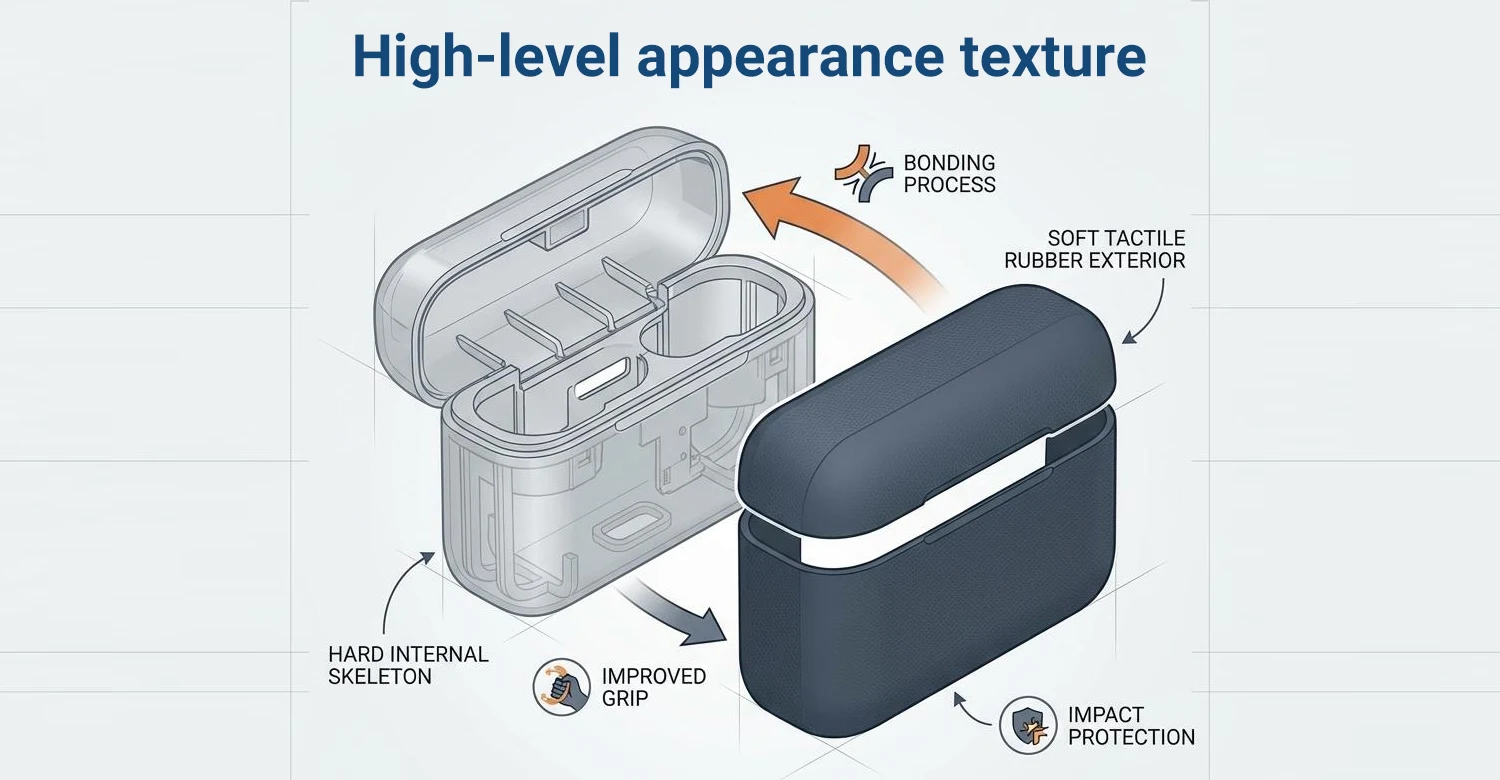
1. High-level appearance texture
Challenge: Hearing aid charging case must be aesthetically appealing. Beyond the aesthetics, they must be rigid enough to protect the hearing aid, and the moving parts must be durable. Where the product includes any form of branding, the logo or pattern must be wear-resistant.
Solution: When it comes to texture for hearing aid charging and storage cases, there is no one-size-fits-all solution. The exact solution will depend on what the manufacturer wants to achieve.
- Wear-resistant patterns, logos, and colors: In-mold decoration and in-mold labeling are two techniques used to add textures or graphics to products for a longer lifespan. Other marking treatments may be used for lower requirements.
- Hard and soft skeleton: Two-shot injection molding is used to bond a hard internal skeleton to a soft tactile rubber exterior to enhance grip and protect the device from drops.
- Special textures or effects: Manufacturers of hearing aid charging cases can give them special metallic textures and fingerprint rejection properties using special sprays or hydrophobic and oleophobic nanocoating.
The charging/storage case is also expected to play complex structural functions. For example, the hinges must be durable to allow tens of thousands of opening/closing cycles. The magnets that keep the case sealed and the charging contacts must be properly positioned during the molding process.
When searching for a hearing aid parts manufacturing partner, it is always important to ensure they understand the complexities of the different parts and how they contribute to the overall performance of the product. The professionals at First Mold can help you achieve complex design geometries and avoid costly manufacturing defects.
Tips: You may also interested in “What to ask when selecting hearing aid suppliers“.
References
[1] Family Handyman. (2023, October 12). Sandpaper grit chart. Retrieved June 23, 2024, from https://www.familyhandyman.com/article/sandpaper-grit-chart/
[2] Audiology Island. (2023, May 16). Understanding the occlusion effect: Causes and solutions. Retrieved June 23, 2024, from https://audiologyisland.com/blog/understanding-the-occlusion-effect-causes-and-solutions/














