

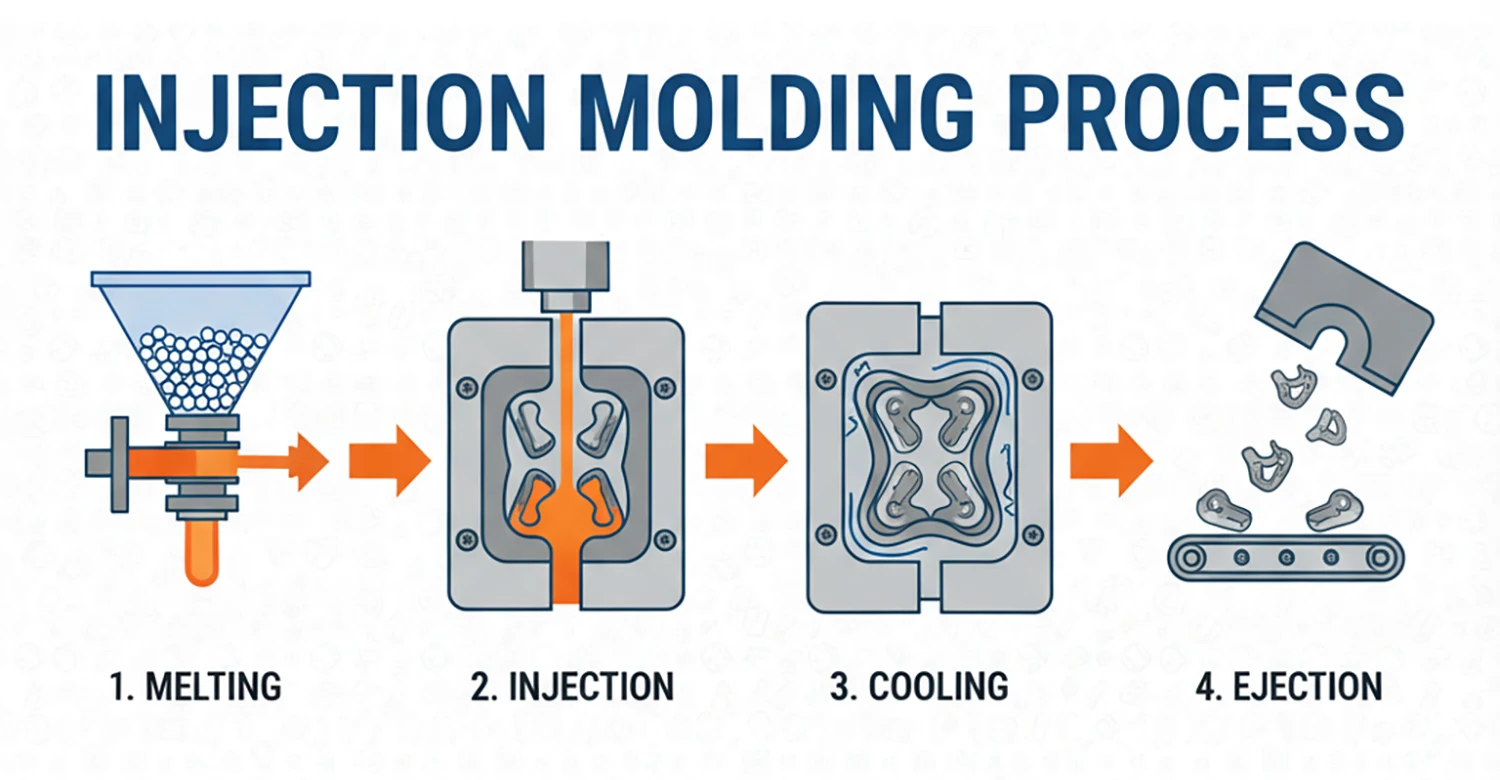
助听器有不同的形状和大小,通常需要定制工艺以提高舒适度。助听器的部件包括电子元件和塑料部件,其中塑料部件大多采用注塑成型技术制造。使用注塑工艺生产助听器部件的复杂程度取决于产品类型。.
| 助听器类型 | 特点 | 用例 |
|---|---|---|
| 隐形椎间孔镜(IIC) | 它们是所有助听器类型中最小的一种。设计安装在耳道的第二弯处,佩戴时几乎看不到。. | 最适合轻度至中度听力损失 |
| 完全在渠内(CIC) | 它们也位于耳道内,但不如 IIC 深。. | 最适合轻度至中度听力损失 |
| 运河内(ITC) | 比 CIC 稍大,位于外耳道下部。有一个较大的电池和一个定向麦克风。. | 最适合轻度至中度听力损失 |
| 耳内式(ITE) | 可填满半个或整个外耳道,是所有定制助听器中最大的一种。它们的尺寸更大,电池容量也更大,功能也更多。. | 最适合轻度至重度听力损失 |
| 耳背式(BTE) | 这是所有助听器设计中最大的一种。装有电子元件的外壳位于外耳顶部或后部,塑料管或导线将声音导入耳道。. | 适用于各种程度的听力损失 |

从外壳和结构部件到内部组件和存储盒、 助听器制造商 助听器零件的生产需要依靠注塑成型技术。某些部件的壁很薄,雕刻精度要求很高,这些都是需要像 First Mold 这样的注塑专业人士来解决的难题。
小贴士了解"助听器的结构设计“.
房屋和结构部件系统
助听器外壳是安装电子元件的部分。在 BTE 助听器中,它是位于外耳上或外耳后的部分。外壳内或外壳上的其他结构部件包括电池仓门、耳钩和控制器。.
尽管制造助听器的结构部件面临着一般的挑战,但耳内型助听器也面临着独特的挑战。以下是助听器结构部件的一些复杂性,以及制造商如何克服这些困难。.
1.实施人体工程学设计
挑战:制造助听器外壳和结构部件的主要挑战之一是实现理想的人体工学设计,特别是在表面具有旨在改善人体工学的细致曲线的情况下,使长时间佩戴助听器的用户感到舒适。.
解决方案:为了精确捕捉曲线,实现完美的入耳式佩戴,成型部件通常需要高精度加工和抛光。. 放电加工 (电分复用器)和 计算机数字控制 (CNC) 是两种常用的加工技术,用于在助听器制造过程中实现精致的曲线,尤其是与耳道相吻合的部分。.
2.视觉和触觉质感
挑战:IIC 和 CIC 助听器的表面要求很高,以达到 “视觉隐形 ”的效果。这是因为助听器应置于耳道内,几乎不引人注意。高光表面处理可提高舒适度和卫生性。但是,由于助听器的尺寸较小,因此难以成型和抛光,通常需要特殊的干预措施才能达到镜面抛光效果,从而使助听器隐形。.
解决方案:超光滑的表面光洁度是通过以下几个机械抛光步骤实现的:
- 打磨: 用一系列砂纸对丙烯酸模具进行打磨,砂纸的粒度逐渐变细(通常从 400 粒到 2000 粒)。 [1].
- 抛光: 助听器会被间歇性地放入装有抛光剂的抛光轮中,以进一步平滑和光亮助听器表面。对于哑光或缎光质地,助听器部件制造商会使用一种不那么强力的抛光工艺。.
- 抛光: 使用高光砂轮或干净的软布进行打磨,以达到镜面效果。.
- 清洁: 用酒精垫清洁助听器,可去除残留的抛光剂或蜡。.

3.表面个性化
挑战:助听器制造是一个高度专业化的领域,用户的要求可能大相径庭。这种个性化的外观有助于提高用户的生活质量。.
解决方案:为实现大理石和木质等个性化纹理,助听器制造商会在模具上制作所需的纹理,或对丙烯酸表面进行处理。.
- 模具加工: 模具上的纹理 可通过化学光蚀或激光加工来实现。在化学光刻法中,模具表面涂有感光化学品,并使用紫外线在模具上投射图案。酸浴腐蚀掉未受保护的区域,形成图案。高精度激光也可用于加工模具表面的纹理。.
- 表面处理: 另外,还可以通过抛光或喷漆处理模压丙烯酸表面,以获得大理石或木质纹理。大理石纹理还可以通过模内涂层来实现。 模腔 与成品粘合,形成所需的大理石纹理。.
4.超薄壁和深腔成型
挑战:助听器的一些部件,包括外壳和受话器,都设计成薄壁(小于 1 毫米),以提高舒适度和外观。耳道内接收器助听器使用细管,让自然的外部声音与放大的声音一起进入耳道,从而获得更自然的聆听体验,或更容易将助听器放置在更靠近鼓膜的位置。.
解决方案:制造薄壁零件需要高速注入大流量、高性能的材料,以填充狭窄而复杂的模具几何形状。精确控制温度、压力和冷却对防止常见缺陷至关重要,例如 沉痕, 短枪和 翘曲. 肋骨 通常用于结构支撑。.
声学结构和内部组件系统
助听器的主要工作是拾取周围环境中的声音,并将其传递到使用者的耳膜附近,以改善他们的听力。助听器中与声音直接相关的几个部件都是用注塑件制造或保护的。.
例如麦克风/受话器保护罩、将声音从麦克风传到耳道的声管、阻尼器座和内部骨架。下文重点介绍了常见的结构性声学难题以及助听器制造商如何克服这些难题。.
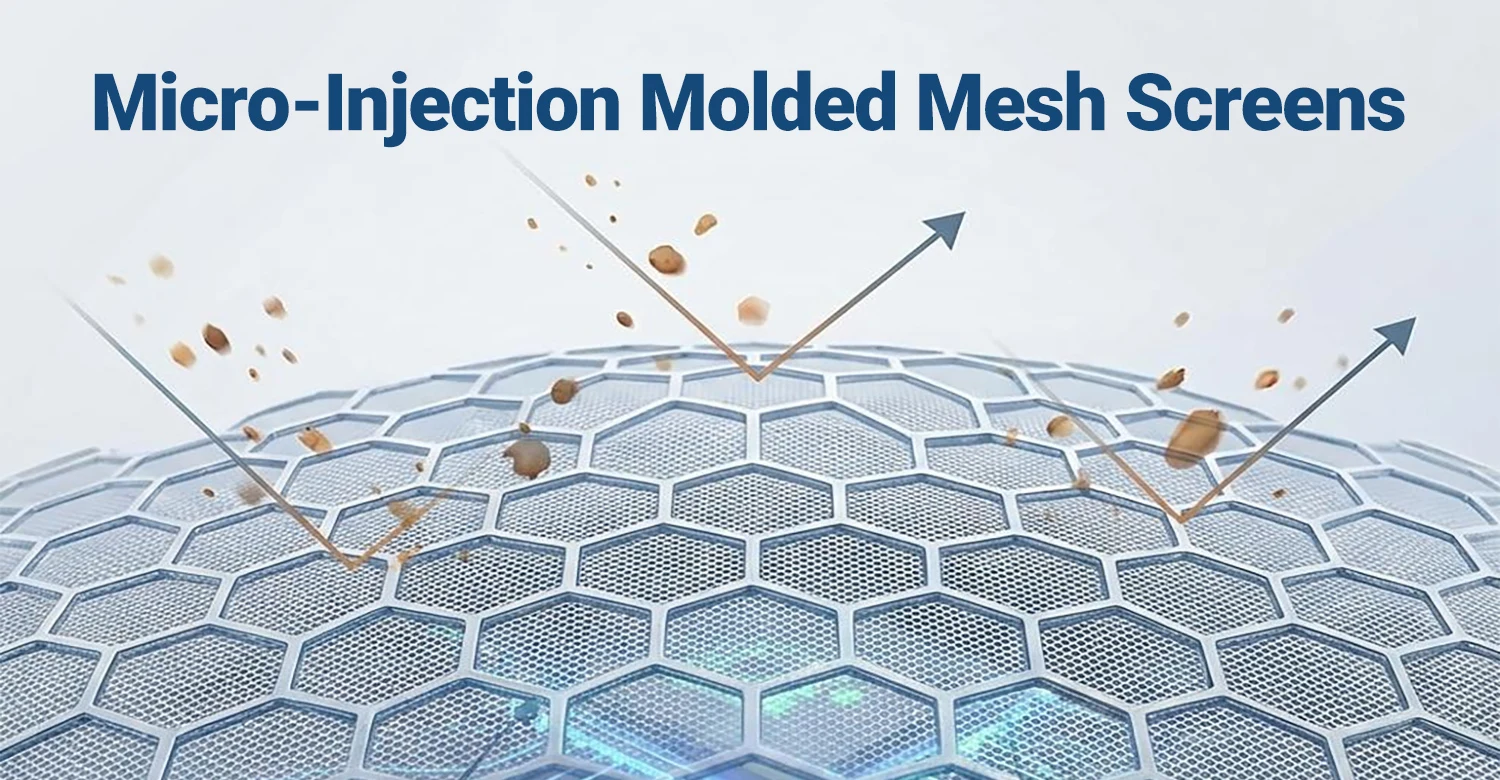
1.微孔网技术
挑战: 助听器外壳内装有敏感的电子元件。这些电子元件需要得到适当的保护,以防外部因素(包括环境因素)造成的损坏和性能问题。保护材料还应提供声学平衡。.
解决方案 助听器制造商使用一种名为微孔网的保护屏来保护电子元件。除了保护精密的内部元件外,微孔网还能平衡声学性能并起到通风作用。微型耵聍保护网是采用一种名为微型注塑的特殊工艺,通过一次注塑成型制成的。这种技术可以制造微小的部件。成型材料在高压和可控速度下注入模腔。这种精细的工艺可确保所有模腔和微通道都得到适当填充。.
2.高精度助听器零件尺寸
挑战:助听器的内部骨架尺寸直接影响设备的声学性能。例如,尺寸精度不高会导致闭塞效应,即声音空洞 [2].
解决方案:要解决这个问题,内部骨架必须实现毫米级的定位精度和部件的稳定承重。例如,通气孔的大小和耳模在耳道中的安装对于防止闭塞效应至关重要。此外,导管的长度对于确定耳膜所能听到的放大声音的共振频率也至关重要。.
充电和存储盒系统
助听器使用的电池需要经常充电。大多数型号的助听器都使用具有充电和存储双重功能的盒子或箱子来实现这一目的。制造商制造的盒子非常坚固,可以抵御恶劣环境的影响。反过来,这种设计也能确保助听器在不使用时保持安全。以下是助听器部件制造商必须克服的一些挑战。.
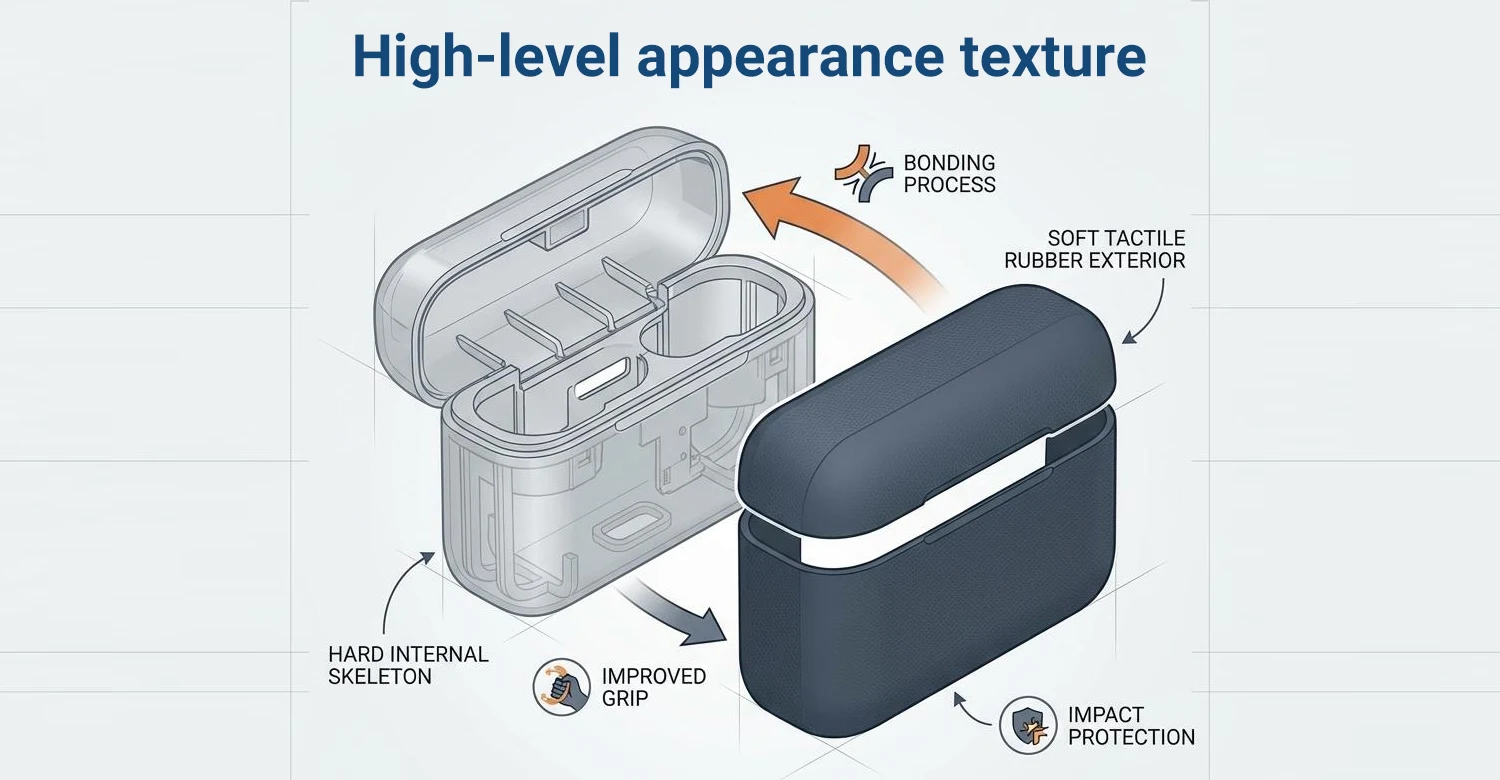
1.高级外观纹理
挑战:助听器充电盒必须美观大方。除了美观,还必须有足够的硬度来保护助听器,活动部件必须耐用。如果产品包含任何形式的品牌标识,则标识或图案必须耐磨。.
解决方案:说到助听器充电盒和存储盒的质地,没有放之四海而皆准的解决方案。具体的解决方案取决于制造商想要实现的目标。.
- 耐磨图案、徽标和颜色: 模内装饰和模内贴标是用于为产品添加纹理或图形以延长使用寿命的两种技术。对于要求较低的产品,也可使用其他标识处理方法。.
- 软硬骨架 采用两次注塑成型技术,将坚硬的内部骨架与柔软的触感橡胶外层粘合在一起,以增强抓握力并保护设备免受跌落。.
- 特殊纹理或效果: 助听器充电盒制造商可以使用特殊喷剂或疏水和疏油纳米涂层,赋予助听器充电盒特殊的金属质感和防指纹特性。.
充电/存储盒还需要发挥复杂的结构功能。例如,铰链必须经久耐用,可以进行数万次开合循环。保持外壳密封的磁铁和充电触点必须在成型过程中正确定位。.
在寻找助听器零件制造合作伙伴时,确保他们了解不同零件的复杂性以及它们对产品整体性能的贡献始终是非常重要的。First Mold 的专业人员可以帮助您实现复杂的几何设计,避免代价高昂的制造缺陷。.
小贴士您可能还对 "选择助听器供应商时应注意的问题“.
参考资料
[1] Family Handyman.(2023 年 10 月 12 日)。. 砂纸粒度表. .2024 年 6 月 23 日从 https://www.familyhandyman.com/article/sandpaper-grit-chart/
[2] 听觉岛。(2023年5月16日)。. 了解闭塞效应:原因和解决方案. .2024 年 6 月 23 日从 https://audiologyisland.com/blog/understanding-the-occlusion-effect-causes-and-solutions/











