
Many CNC machining manufacturers have been striving to control the cost of CNC machining as much as possible. Many customers have also noticed that the quotations for the same product can vary greatly among different manufacturers. What is the key reason for this? Setting aside factors like the factory’s scale, location, and other elements, CNC machining costs can be influenced by many factors.
If you are a product design company or a client looking to outsource to a factory, you can estimate the price of your workpiece through the following steps:
- First, you can ask the factory to provide a preliminary process arrangement for key or complex parts, detailed down to each process and the time taken for each process.
- Based on the hourly cost of the equipment required for each process, you can calculate the machining cost. You can also inquire about the specific equipment costs from the supplier.
- Then, adding the costs for packaging and transportation, management fees, tooling, and profit proportionally gives you the price. Of course, the price will also be significantly influenced by the annual purchasing volume and the complexity of the part. The CNC machining price difference between a single piece and batch production can be quite large, which is easy to understand.
Now, let’s analyze the specific composition of machining costs.
3 Major Factors Affecting CNC Machining Costs
Due to the great flexibility of mechanical processing, a part can have many process arrangements, so the costs can vary. Sometimes, suppliers may quote a high price by suggesting a complex process but then use a simpler process for actual production. Therefore, a purchaser’s understanding of drawings and parts processing knowledge determines their control over costs, making comprehensive mechanical processing knowledge necessary for mechanical parts procurement.
Material Costs
Typically, CNC machining materials include both metals and plastics. When calculating CNC machining costs, the material supplier’s quotation is generally used as a reference. To save on CNC material costs, the CNC machining factory needs to have a long-term partnership with the material supplier to get competitive material costs.
Machining Costs
Different production equipment comes with different costs, leading to varied labor costs. For example, specialized equipment worth $50,000 and processing equipment worth $300,000 will have significantly different costs. Using specialized equipment to complete a product with various functions versus using multiple specialized devices also leads to different costs.
For instance, high-precision turning and milling parts processed using a lathe and CNC center will naturally cost more than using an economical turn-mill composite machine. Larger manufacturers often use high-precision measuring instruments for auxiliary functions, increasing equipment costs.
1. Drilling The Common Materials
- For diameter ≤ 2.5 times:
- Diameter < 25mm: Drill diameter × 0.05
- Diameter 25-60mm: Drill diameter × 0.12 (Minimum cost ≥ $0.1)
- For diameter > 2.5 times: Base cost × Diameter ratio × 0.4
- For hole diameter precision < 0.1mm or center distance < 0.1mm: Base cost × 5
- For tapping: Tap diameter × 0.2 (Standard for cast iron, steel = 1.2×)
- Batch processing: Standard cost × 0.2-0.8 (depending on batch size and complexity)
2. Lathe Processing – General Precision Shaft
- For length/diameter ≤ 10: Blank size × 0.2 (Min. $1)
- For length/diameter > 10: Base cost × Length/diameter × 0.15
- Precision < 0.05mm or tapered: Base cost × 2
- General stepped shaft: Base cost × 2
- Stepped shaft with taper or thread: Base cost × 3
- Standard lead screw: Base cost × 4
- General flange part: Material diameter × 0.07 (Diameter > 430mm: Material diameter × 0.12)
- Round nut: Diameter × 0.25 (includes material)
- Trapezoidal or triangular nut: Diameter × 0.3 (excludes material)
- General bush: Material OD × 0.2 (Diameter ratio > 2: Diameter ratio × Base cost × 0.6)
- Bearing repair: diameter < 40mm: $1 each, with center frame or length > 1.7m: Base cost × 2
- Diameter > 40mm: Diameter × 0.2
3. Milling The Slots
- Length/width ≤ 10: Width × 0.5 (Min. $1)
- Length/width > 10: Length/width × Base cost × 0.1
- Position tolerance: Base cost × 2
- Hardness > HRC40: Base cost × 2
- Spline shaft length/diameter ≤ 5: Spline diameter × 0.8 (Min. $2)
- Gear: Module × Teeth × 0.5 (worm wheel × 1.2)
- Bevel gear or modified gear: Base cost × 2
- General plane: Area/100 × 0.2 (Min. $1)
- Boring: Hole diameter × 0.25
4. Band Saw Processing
- General round steel, thick-walled pipes, and square steel cuts: $5 per square decimeter (minimum $1 USD).
- General steel plate cutting, slitting, and corner cutting: $1.3 per square decimeter (minimum $1.3 USD).
5. Wire Cutting
- General parts: cutting area (square millimeters) × 0.008 dollars.
- Parts requiring wire threading: additional $1 USD per threading hole.
6. Welding, Gas Cutting, and Plasma Cutting
- Ordinary welding rod, diameter 3.2 mm: $0.2 USD per rod.
- TH506 welding cast parts: $0.5 USD per rod.
- Gas cutting: iron plate thickness (mm) × cutting length (m).
- Plasma cutting stainless steel: 3× the gas cutting base cost.
- Cutting carbon steel: 2× the gas cutting base cost.
7. Urgent and Overtime Jobs
- Precision grinding tolerance 0.005 mm: $6 USD/hour.
- EDM tolerance 0.01 mm: $11 USD/hour.
- Slow wire EDM tolerance 0.005 mm: $14.5 USD/hour.
- Optical curve grinding tolerance 0.003 mm: $27 USD/hour.
Subsequent Processing After Precision Manufacturing
Many customers’ products involve different industries and often require subsequent processing, such as oxidation, spraying, heat treatment, and more. These processes also increase the product’s cost. Therefore, during the product design process, the project engineer should thoroughly analyze and evaluate the product, considering overall cost-effectiveness. For effective cost control, choosing suitable precision manufacturing processes, equipment, materials, and outsourcing is the best approach. It’s important not to select a manufacturer solely because their processing costs are cheap.
Plastic Spraying Costs:
- Large batch: $1.5 USD/square meter (minimum $0.1 USD).
- Medium batch: $2 USD/square meter (minimum $0.15 USD).
- Small batch: $2.5 USD/square meter (minimum $0.3 USD).
Zinc Plating Costs:
- Color zinc plating: $0.4 USD/kilogram (outsourced, based on market price).
- White zinc plating: $0.45 USD/kilogram (outsourced, based on market price).
Chrome Plating Costs:
- Chrome plating: $2.5 USD/kilogram (outsourced, based on market price).
Nickel Plating Costs:
- Nickel plating: $1.5 USD/kilogram (outsourced, based on market price).
- Black nickel plating: $1 USD/kilogram (outsourced, based on market price).
Chromating Costs:
- Chromating: $10 USD/square meter (outsourced, based on market price).
Blackening Costs:
- Blackening: $0.3 USD/kilogram (outsourced, based on market price).
Anodizing Costs:
- White anodizing: $3 USD/square meter (outsourced, based on market price).
- Black anodizing: $4 USD/square meter (outsourced, based on market price).
Screen Printing Costs:
- A4 filmmaking: $17 USD/sheet (outsourced, based on market price).
- A4 screen making: $17 USD/screen.
Other Costs
Other costs include packaging, transportation, assembly, and scrap costs. These are narrowly defined other expenses. In fact, there are also factory operating costs, electricity costs, and many other things. This depends on each CNC machining factory’s cost calculation method. In the CNC machining quotations customers receive, it’s not guaranteed that they will see the most comprehensive other costs quoted.
Assembly Costs:
- In-factory assembly labor costs do not include fasteners, standard parts, etc.
- Large batch: 10 RMB/hour.
- Medium batch: 15 RMB/hour.
- Small batch: 18 RMB/hour.
Packaging Costs:
- Packaging material costs are calculated based on actual usage.
- In-factory packaging labor costs:
- Large batch: 13 RMB/hour.
- Medium batch: 15 RMB/hour.
- Small batch: 18 RMB/hour.
- Large batch assembly and packaging costs are calculated based on actual expenses.
In general, for medium and small batches, assembly, packaging, transportation, and scrap costs are calculated as 15% of material costs. Transportation costs cover only the Pearl River Delta region.
Transportation Costs:
- Truck transportation cost quotations can be found in the “Short-Distance Transportation Price List.”
- Large batch: Calculated based on actual expenses.
- Medium and small batches: Calculated based on actual expenses.
- For long-distance transportation or export, the costs are calculated separately.
Scrap Costs:
- Large batch scrap costs are calculated as:
Scrap cost = Material cost per product × (2%~5%).
The above are simple cost calculation methods. Of course, different factories have their own accounting standards. This is for reference only.
16 Design Tips for Cost Reduction in CNC Machining
Cost reduction design is a highly challenging task, and many product design engineers lack knowledge in this area. A friend of mine, who is a product designer, didn’t consider costs much in his first few years of product development, mistakenly thinking “customer first” meant satisfying the customer’s needs, while leaving the costs to the manufacturing department.
This is a misconception about product costs:
1. Product costs play a crucial role in product development.
As advocated by Integrated Product Development (IPD), product development is an investment. If the product cost is too high and the company doesn’t profit, or even suffers a loss, then even if the customer is satisfied with the product, such product development is a waste of company resources and doesn’t create any value. In such cases, the company will eventually be eliminated.
2. Over 85% of product costs are determined by product design, and the remaining 15% is determined by product manufacturing.
If cost-oriented product design isn’t conducted during product design, it will result in high final production costs. To improve product design, cost-oriented product design must be carried out.
To conduct cost-oriented product design, companies and engineers must first change their mindset and increase cost awareness. For example, when engineers start staying up late and losing sleep over every detail of their product design, such as:
- Should the wall thickness be 4mm or 5mm?
- Should the fillet be 0.3mm or 0.5mm?
- Should the critical dimension tolerance be 0.05mm or 0.1mm?
One can say that the engineer has developed an initial sense of cost.
Without this cost awareness, an engineer isn’t truly an engineer but merely a draftsman using Creo, UG, or SolidWorks.
CNC Machining Cost Reduction Design Tip #1 – Fillet Internal Vertical Corners
All CNC tools have a cylindrical shape. When machining slots, a fillet consistent with the tool’s size is formed at the slot’s vertical face connection.
If the fillet at the slot’s vertical face connection is too small during product design, smaller tools will need to be used. This increases machining time because smaller tools are less efficient than larger ones, leading to increased machining time and cost.

To reduce costs:
- The fillet size should be at least 1/3 of the slot depth, the larger the better.
- All fillets should be the same size, allowing the same tool to be used for the entire machining.
- At the slot base, design a very small fillet (0.5mm or 1mm), or omit the fillet.
- The ideal fillet size should be slightly larger than the tool’s radius, which reduces the load on the tool during machining, thus reducing machining costs. For example, if the slot depth is 12mm, a fillet size of 5mm or larger allows the use of an 8mm diameter tool (radius of 4mm) to ensure machining efficiency.
- If the design requires no fillet, for example, if it needs to fit with a square part, the following design can avoid a smaller fillet:

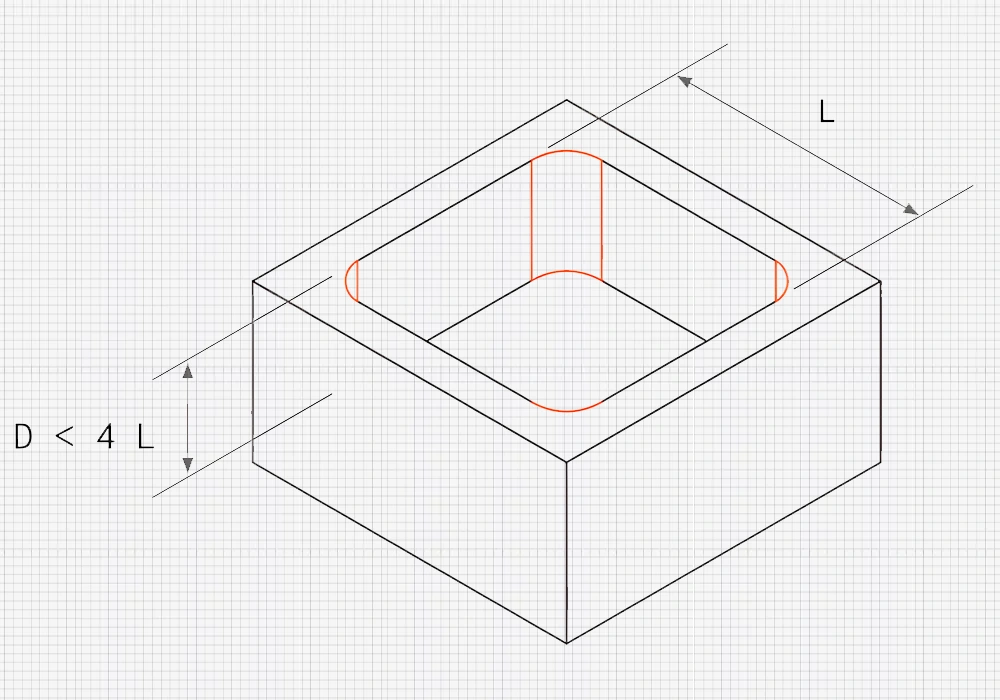
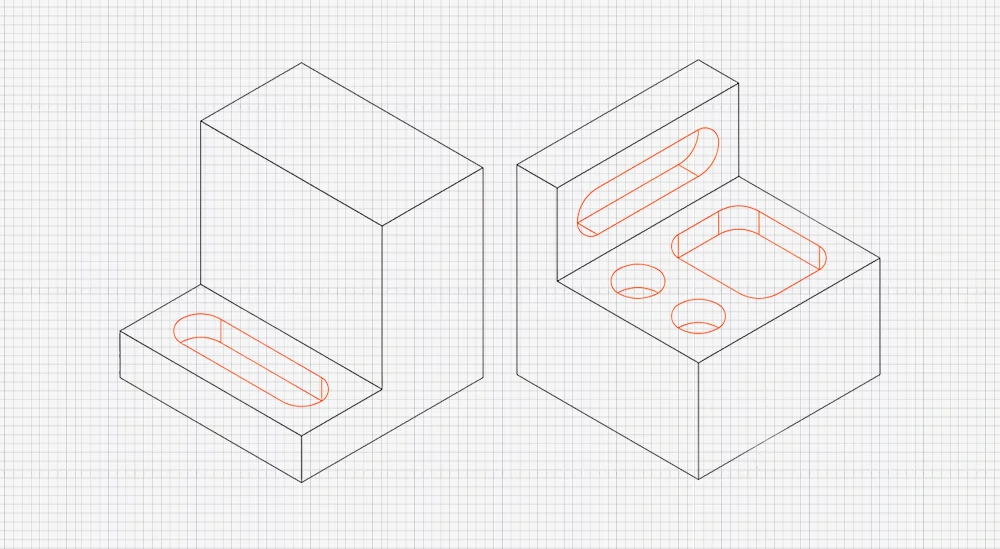
CNC Machining Cost Reduction Design Tip #2 – Reduce Slot Depth
Machining slots significantly impact part cost because a large amount of material must be removed, increasing machining time.
CNC tool depth has limitations. When the slot depth is 2-3 times the tool diameter, machining performs best. For example, a 12mm diameter end mill can safely machine a slot depth up to 25mm.
Deeper slots can be machined, up to 4 times the tool diameter, but this increases costs, especially when using multi-axis CNC machines.
To reduce costs:
- Slot depth should not exceed 4 times the length.
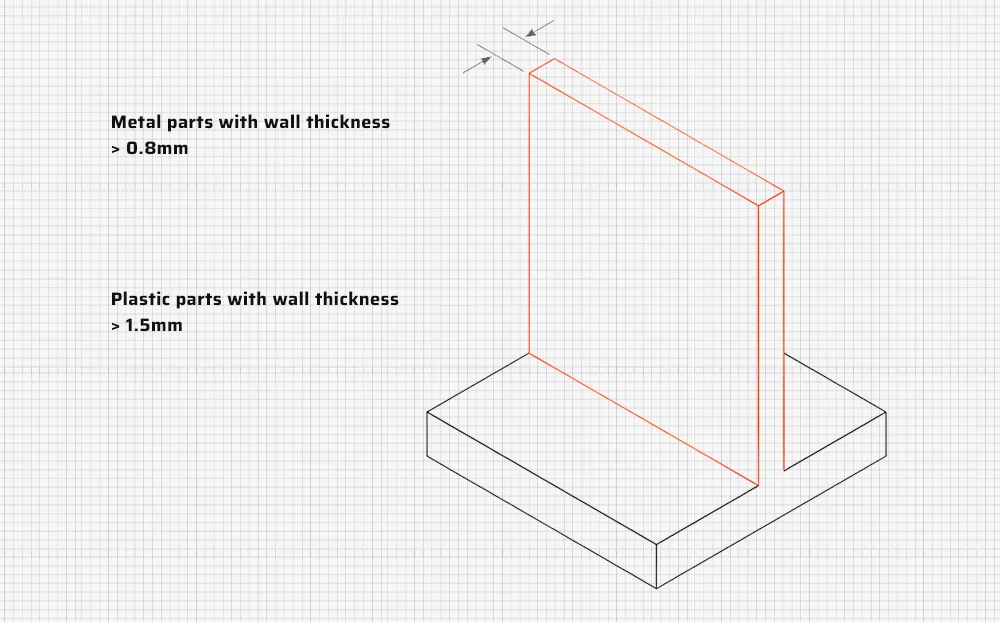
CNC Machining Cost Reduction Design Tip #3 – Avoid Thin Walls
Unless required, avoid thin wall designs because they lack strength and are costly to machine.
Thin walls are prone to deformation or even cracking during machining. To prevent this, more complex machining paths are required, consuming more machining time. Thin walls also vibrate easily, making high-precision machining a significant challenge.
To reduce costs:
- For metal parts, the wall thickness should be at least 0.8mm, the thicker the better.
- For plastic parts, the wall thickness should be at least 1.5mm, the thicker the better.
- Metal parts can be as thin as 0.5mm, and plastic parts can be as thin as 1mm, but this isn’t recommended.
When designing holes (including through holes and screw holes) or slots at part edges, thin walls often occur, so ensure you follow the above design guidelines.
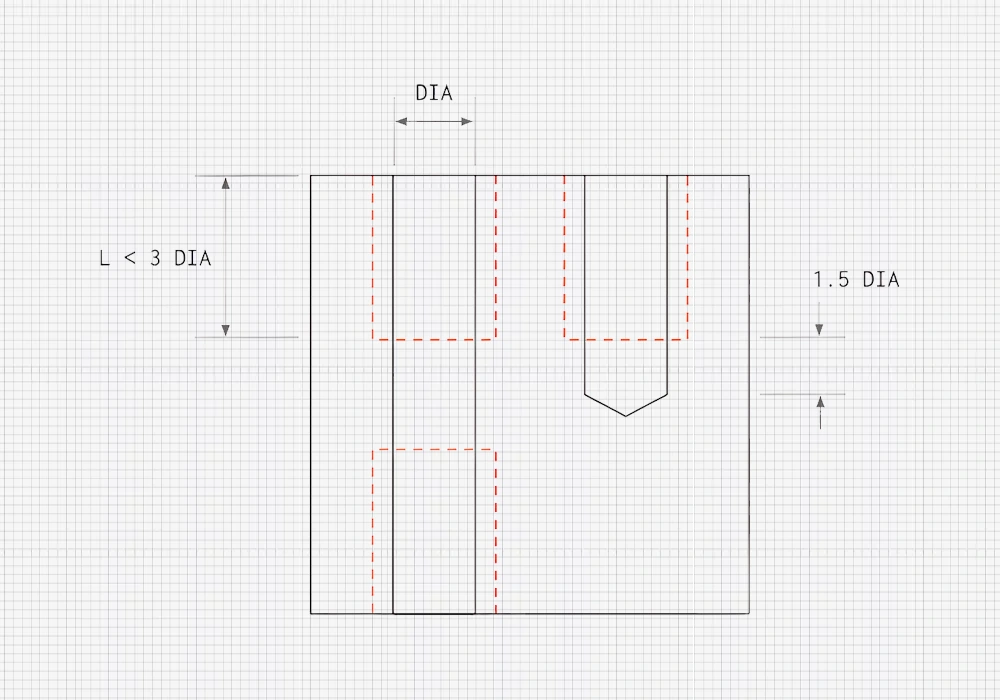
CNC Machining Cost Reduction Design Tip #4 – Reduce Thread Depth
Unnecessary thread depth increases CNC machining costs because it requires special tools.
Remember: long thread depth (exceeding 3 times the hole diameter) doesn’t increase joint strength.
To reduce costs:
- Thread depth should not exceed 3 times the hole diameter.
- For blind holes, leave at least 1/2 hole diameter extra length at the bottom.
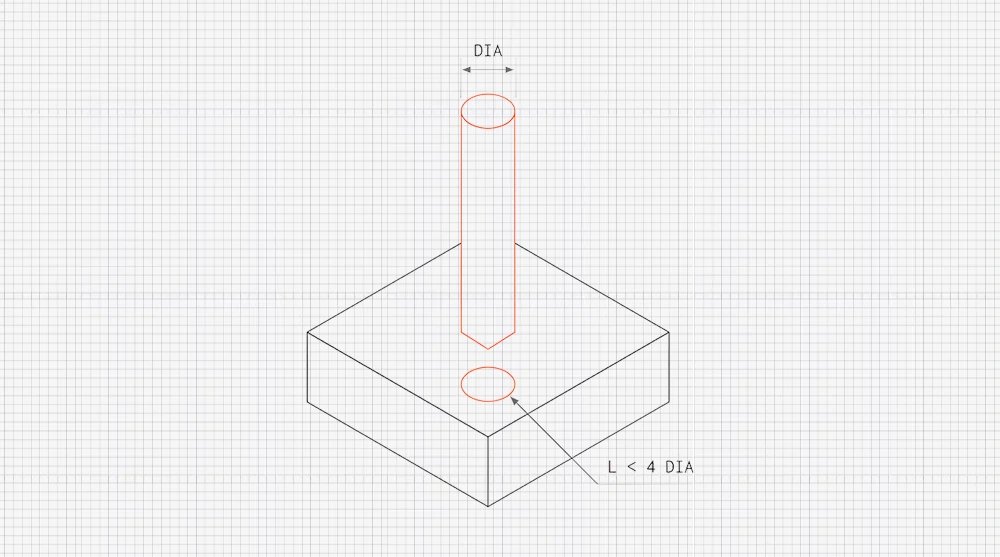
CNC Machining Cost Reduction Design Tip #5 – Design Standard-Sized Holes
Using standard drills, holes can be quickly and accurately machined. Non-standard holes require end mills, increasing costs.
Also, hole depth should not exceed 4 times the diameter. Deep holes (up to 10 times the diameter) can be machined, but this sharply increases costs due to machining difficulty.
CNC Machining Cost Reduction Design Tip #6 – Avoid Precision Tolerance Requirements
Precision tolerances increase costs due to complex machining steps, increased machining time, and more inspection.
Defining part dimension tolerances should be done carefully. Avoid specifying tolerances for arbitrary dimensions, and only specify tolerances when needed, with precision tolerances as a last resort.
If tolerances aren’t defined on the part drawing, the part will be machined to standard tolerances (±0.2mm or looser), which is often sufficient for non-critical dimensions, significantly reducing machining costs.
Internal features are harder to maintain precision tolerances. For example, when machining intersecting holes or slots, small defects like burrs easily occur at the edges due to deformation.
These features require inspection and deburring, which can only be done manually. Manual labor is costly and time-consuming, increasing costs.
To reduce costs:
- Specify precision tolerances only as a last resort.
- All dimensions should be referenced from the same datum.
- Remember: the decimal point in the tolerance is important. It defines the precision level and the measuring tool required. For example, two decimal places can be measured with calipers, three with micrometers or CMM. To reduce costs, avoid unnecessary decimal places.
- Optimize product design to avoid precision tolerances, such as shortening dimension chains or using locating features.

CNC Machining Cost Reduction Design Tip #7 – Reduce Clamping Times
Minimize clamping times, ideally clamping only once.
For example, a part with blind holes on both sides requires two clamping operations, rotating and reclamping after finishing one side to machine the other.
Rotating or repositioning the part increases machining costs, as clamping is usually done manually. For complex part structures, custom clamping fixtures may be required, further increasing costs. Very complex part structures may require multi-axis CNC machines, increasing costs further due to high hourly rates.
Consider dividing complex parts into multiple parts for CNC machining, then fastening them together with threads or welding.
To reduce costs:
- Design parts requiring only one clamping.
- If not possible, divide complex parts into multiple parts, fastening them together afterward.
CNC Machining Cost Reduction Design Tip #8 – Avoid High Aspect Ratio Small Features
In CNC machining, small features with high aspect ratios easily vibrate, making precision machining difficult.
To avoid this, such small features should be connected to thicker walls or supported by reinforcing ribs.
To reduce costs:
- Avoid designing features with an aspect ratio exceeding 4.
- Connect small features to thicker walls or add reinforcing ribs for support.

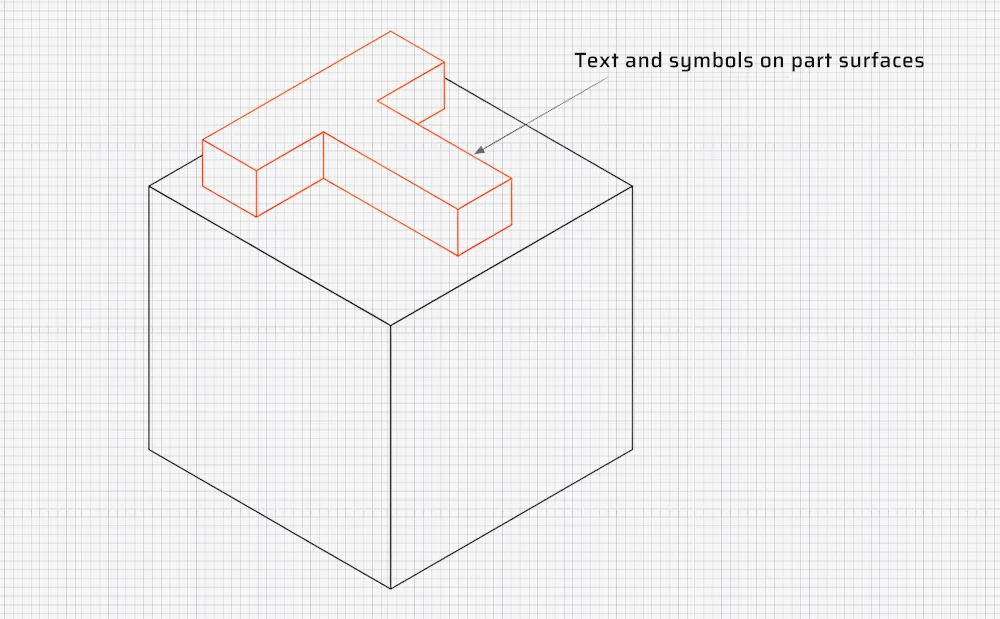
CNC Machining Cost Reduction Design Tip #9 – Remove Text and Symbols from Part Surfaces
Text and symbols on part surfaces greatly increase CNC costs due to additional machining steps and more machining time.
Surface treatment techniques like silk screening or painting can add text and symbols to CNC parts at a lower cost.
To reduce costs:
- Remove all text and symbols from part surfaces.
- If text and symbols are necessary, choose recessed rather than raised, as the latter removes more material.
CNC Machining Cost Reduction Design Tip #10 – Consider Material Machinability
Material machinability refers to the ease of material processing.
Better machinability makes parts easier for CNC machines, reducing costs.
Material machinability depends on physical properties. Generally, softer materials with higher ductility are easier to machine.
For example, Brass C360 has the highest machinability, allowing high-speed machining. Aluminum alloys (Al 6061 and 7075) are also easy to machine.
Steel has poor machinability. Compared to aluminum alloys, steel requires over twice the machining time. Different steels have different machinability. Stainless Steel 304 has a machinability index of 45%, while Stainless Steel 303 has an index of 78%, the latter being easier to machine.
Plastic machinability depends on stiffness and thermal properties. In CNC machining, plastics easily melt and deform at high temperatures.
POM is the easiest plastic to CNC machine, followed by ABS. PEEK and Nylon are challenging engineering plastics to machines.
To reduce costs:
- Choose materials with good machinability where possible.
CNC Machining Cost Reduction Design Tip #11 – Consider Raw Material Blank Prices
Raw material blank prices are another key factor in CNC costs.
The table below shows the prices of common metal and plastic raw material blanks (size: 150 x 150 x 25 mm).
| Material | Blank Price (for comparison) |
|---|---|
| Aluminum 6061 | $25 USD |
| Aluminum 7075 | $80 USD |
| Stainless Steel 304 | $90 USD |
| Stainless Steel 303 | $145 USD |
| Brass C360 | $145 USD |
| ABS | $17 USD |
| Nylon 6 | $30 USD |
| POM | $25 USD |
| PEEK | $280 USD |
Aluminum 6061 is clearly a cost-effective material, with low blank prices and good machinability, making it suitable for prototyping.
Stainless Steel 303 and Brass C360 have good machinability, but high blank prices, making them suitable only for mass production. The high blank price is balanced by short machining times through economies of scale.
Plastic materials like ABS, Nylon, and POM are similarly priced to Aluminum 6061. However, they’re harder to machine, making CNC costs higher. PEEK is very expensive, used only when necessary.
To reduce costs:
- Choose materials with low blank prices, especially for small batches.
CNC Machining Cost Reduction Design Tip #12 – Consider Blank Size
Blank size affects CNC costs. To ensure dimensional accuracy, material must be machined off all sides of the part, significantly increasing material costs, especially for larger batches.
Generally, blank size should be at least 3mm larger than the part size. For example, for a part size of 30x30x30mm, a blank size of 35x35x35mm can be chosen. For a part size of 27x27x27mm, a blank size of 30x30x30mm can be chosen, saving some material costs.
To reduce costs:
- Blank size should be at least 3mm larger than the part size.
- Consult suppliers for standard blank sizes and design parts close to blank sizes to reduce material waste.

CNC Machining Cost Reduction Design Tip #13 – Avoid Multiple Surface Treatments
Surface treatments improve the appearance and resistance of CNC parts to harsh environments but increase costs.
If CNC parts require multiple different surface treatments, costs further increase due to additional steps, such as masking some surfaces.
To reduce costs:
- Cancel surface treatment.
- Avoid multiple surface treatments.

CNC Machining Cost Reduction Design Tip #14 – Mass Production
In CNC machining, part batch size affects machining costs. When batch size is small, CNC’s initial setup costs are high for each part. When batch size is large, setup costs are lower for each part.
The larger the batch size, the lower the CNC cost. This is more evident for very small batch sizes. Even a small increase in quantity sharply reduces costs.
Increasing batch size from 1 to 5 reduces part costs by over 50%.
To reduce costs:
- Mass production reduces costs. Place a larger order rather than multiple smaller ones.

CNC Machining Cost Reduction Design Tip #15 – Design Axially Symmetrical Parts
Axially symmetrical parts can be machined on a lathe or mill, with machine hourly rates far lower than 3-axis or 5-axis machining centers.
To reduce costs:
- Design axially symmetrical parts where possible.
CNC Machining Cost Reduction Design Tip #16 – Use Other Machining Processes to Replace CNC Machining
As stated at the beginning of this article, CNC machining is an expensive process.
Thus, no matter how costs are reduced, the costs remain high.
In modern processing technology, consider using other processes instead of CNC, rather than fixating on CNC. Just because a previous generation product used CNC doesn’t mean the new generation product must use CNC.

As shown below, for small batches, 3D printing is cheaper than CNC machining. For larger batches, forming processes like investment casting and injection molding are cheaper than CNC machining.
| Part Quantity | <10 | 10~100 | 100~1000 | >1000 |
|---|---|---|---|---|
| Plastic | 3D Printing | 3D Printing(Consider CNC) | CNC(Consider Injection Molding) | Injection Molding |
| Metal | 3D Printing & CNC | CNC (Consider 3D Printing) | CNC (Consider Investment Casting) | Investment Casting or Die Casting |
In many cases, 3D printing is better than CNC machining:
- 3D printing can process more complex geometries.
- 3D printing can provide samples within 24 hours.
- 3D printing is usually cheaper for small quantities.
- 3D printing can process materials hard to machine with CNC, such as superalloys.
To reduce costs:
- Use other processes to replace CNC.
Note: The same applies to other manufacturing and fastening processes, including injection molding, stamping, welding, and riveting. In early product design, efforts should be made to find a better process. There certainly exists a better process, but you just don’t know it yet.














