
塑料制品最基础的部分其实是塑料制品的结构设计。很多人都说塑料制品的结构设计很难,但究竟难在哪里呢?
我们以前了解过塑料产品的开发过程。从繁琐的过程中我们不难看出,优秀的塑料产品设计不仅要适应不断变化的需求、控制成本,还要保证良好的生产效率。此外,由于设计的复杂性、可靠性和准确性,产品结构设计的工作量也很大。这就要求设计人员具备高超的技术和工程能力、敏锐的市场洞察力,以及对新兴技术和不断变化的需求的关注。
抛开不断变化的需求和敏锐的市场洞察力不谈,产品本身的结构设计也需要考虑很多方面。以下指南明确指出了这些方面:
01.壁厚
对于大型部件,结构设计中的壁厚一般在 2.4-3.2 毫米之间,而对于小型部件,壁厚则在 1.0 毫米左右,具体尺寸根据产品设计要求而定。壁厚应尽可能均匀。在特殊情况下,某些区域可以稍厚或稍薄,但必须逐渐过渡(建议过渡尺寸为产品壁厚的 5 倍以上),以防止注塑产品表面出现应力痕。
影响壁厚选择的因素
a) 使用的塑料材料。不同的材料有不同的 收缩率 和流动性 注塑,这会影响推荐的壁厚。(对于壁厚,经验数据可近似为机器的最大尺寸/100 毫米)。
b) 承受的外力。外力越大,墙壁应越厚。在特殊情况下,应使用金属部件或进行强度检查。
推荐的产品壁厚值包括
| 塑料材料 | 最小壁厚 | 小零件的建议壁厚 | 中型零件的建议壁厚 | 大型部件的建议壁厚 |
| 尼龙 | 0.45 | 0.76 | 1.5 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| 聚氯乙烯 | 1.2 | 1.6 | 1.8 | 3.2~5.8 |
| 聚丙烯 | 0.85 | 1.54 | 1.75 | 2.4~3.2 |
| 个人电脑 | 0.95 | 1.8 | 2.3 | 3~4.5 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| ABS | 0.8 | 1 | 2.3 | 3.2~6 |
c) 安全规定。例如,耐压性要求(壁越厚,耐压性越强)、易燃性要求等。
02.加强筋
大多数塑料产品的结构设计中都有加强筋,因为加强筋可以在不增加整体壁厚的情况下提高强度,这对大型部件和受力部件特别有用,还可以防止产品变形。加强筋的厚度一般为整体壁厚的 0.5-0.75 倍(建议小于 0.6 倍);如果大于 0.75 倍,产品就容易收缩。
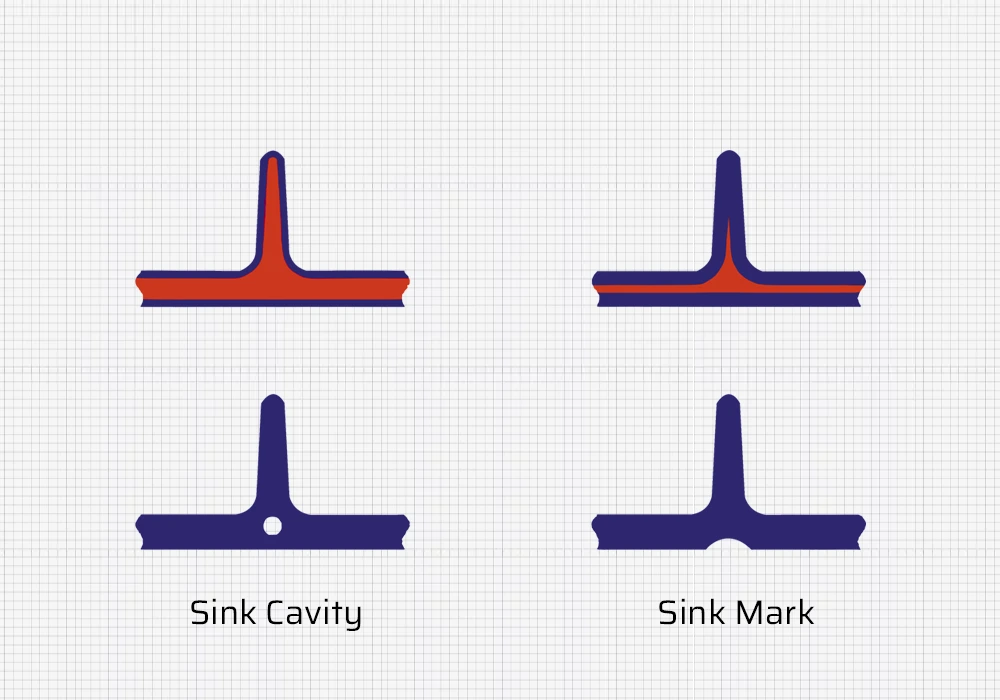
对于外观要求较高的塑件(表面光亮),建议背面加强筋的底部厚度 B≤0.5T 。如果对模具设计和后续工艺调整有信心,可以设计 B>0.56T 的厚度,但建议不要超过 0.7T,否则后期调整会比较困难。值得注意的是,不同塑料材料的加强筋厚度并不一定遵循 B≤0.5T 的规定。
| 加强筋厚度的设计参考(相对于基壁厚度) | ||
| 材料 | 最小水槽标记 | 轻微水槽痕迹 |
| 个人电脑 | 50% | 66% |
| ABS | 40% | 60% |
| PC+ABS | 50% | 66% |
| PA | 30% | 40% |
| 强化 PA | 33% | 50% |
| 聚丙烯 | 30% | 40% |
| 强化 PP | 33% | 50% |
加固设计需要注意的方面
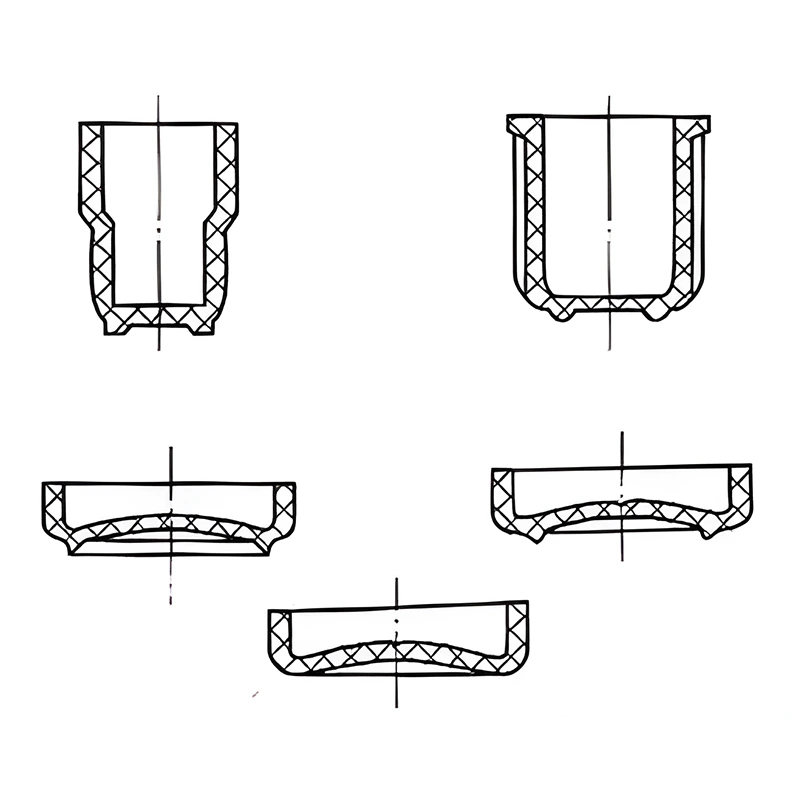
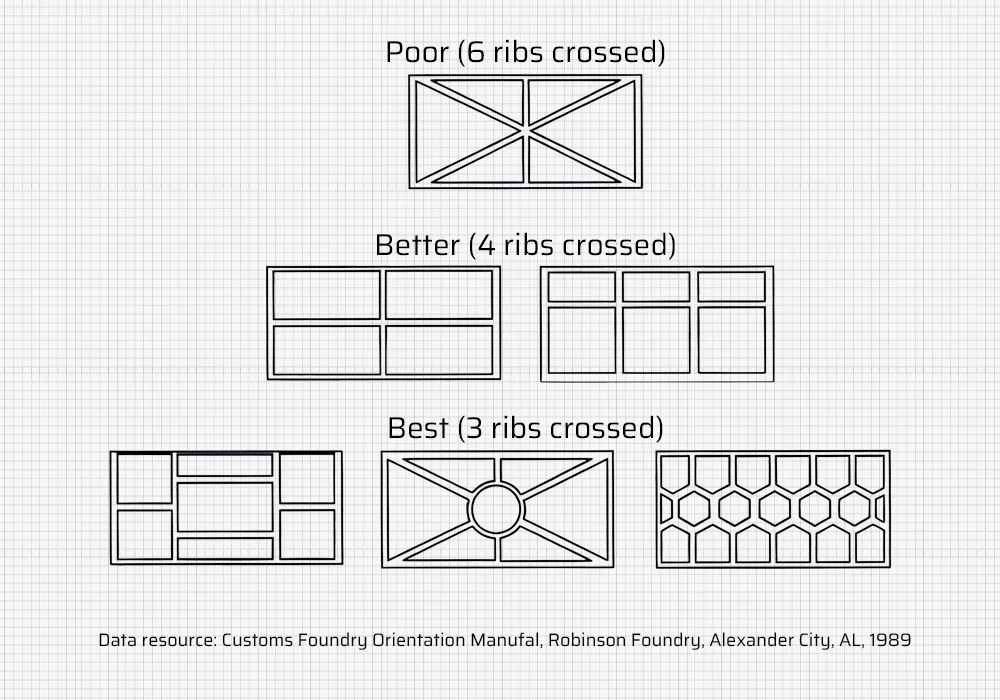
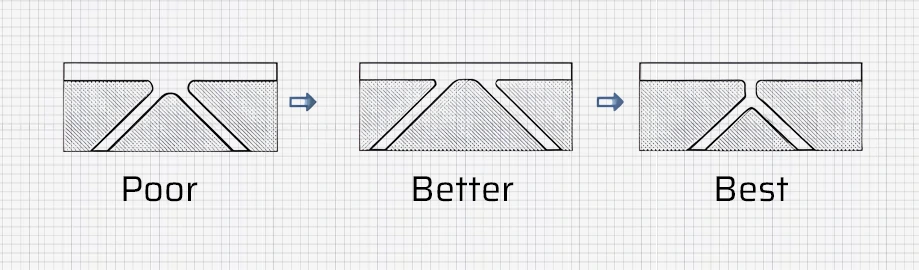
1.当多根加强筋交叉连接时,应注意防止局部积料,避免背面出现缩痕,建议采用以下设计方法。
2.将加强筋与外墙连接时,应尽量使加强筋与外墙垂直。
3.如果空间允许,应避免在陡坡上设计加强筋或凸台,如果不可避免,应采取措施防止收缩。
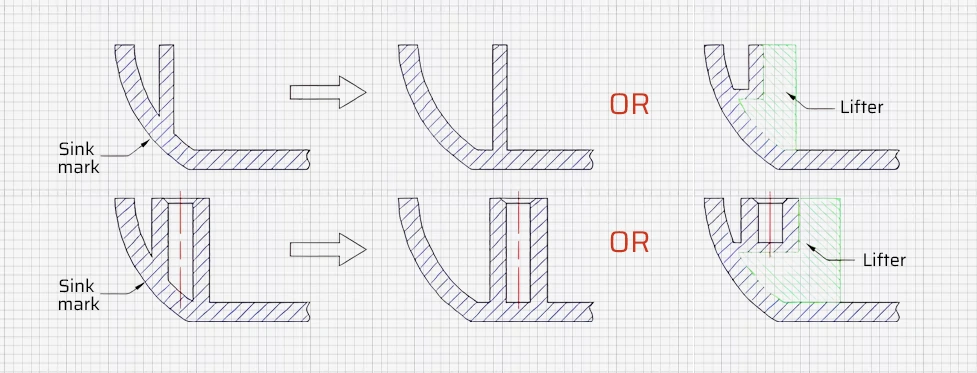
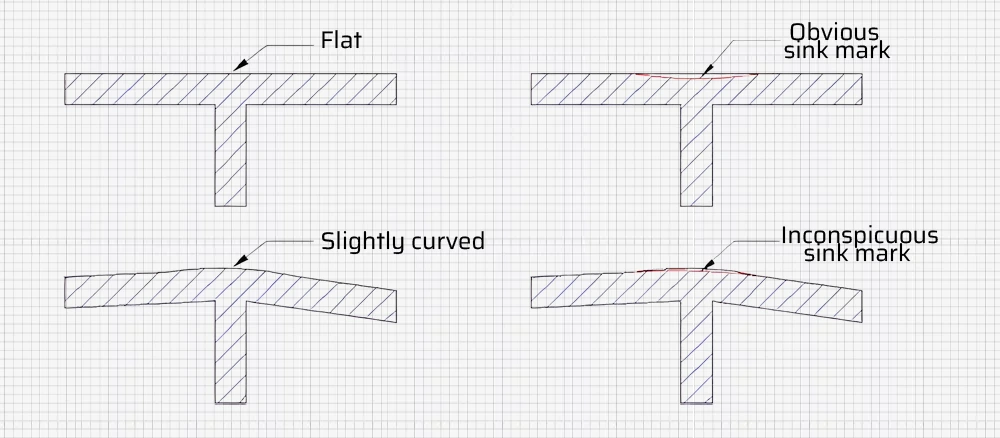
4.如果加强筋的厚度与主壁厚度不成正比,且无法改变参数和位置,可考虑改变外观,以减少收缩痕迹的可见度(此方法难以控制,应谨慎使用)。
03.草稿角
塑料产品需要 吃水角 在结构设计中,除高度较浅(如平板)或有特殊要求的产品外(但当侧壁较大且无牵拉角时,则需要行位)。拔模角通常在 0.5-5 度之间,一般在 2 度左右,但也会根据产品尺寸、高度和形状而有所不同,原则是在不影响功能的前提下确保顺利脱模。
模腔的拔模角度一般应比模芯的拔模角度大 0.5 度,以确保打开模腔时产品仍留在模芯内。一般来说 关闭, 嵌件在"...... "和 "亲吻 "时,需要一个起草角度。
下表推荐了不同材料的牵伸角度:
| 材料 | 吃水角度 | |
| 模芯 | 模腔 | |
| ABS | 35'~1° | 40'~1°20′ |
| PS | 30'~1° | 35'~1°30′ |
| 个人电脑 | 30’~50′ | 35'~1° |
| 聚丙烯 | 25英尺~50英尺 | 30'~1° |
| PE | 20’~45′ | 25’~45' |
| PMMA | 30'~1° | 35'~1°30′ |
| POM | 30'~1° | 35'~1°30′ |
| PA | 20英尺~40英尺 | 25英尺~40英尺 |
| HPVC | 50'~1°45′ | 50'~2° |
| SPV | 25英尺~50英尺 | 30'~1° |
| CP | 20’~45′ | 25’~45' |
| 肋骨 | 一般为 0.5°,最小为 0.25 | |
草稿角度选择需要注意的方面
1.对于表面光滑、精度要求高且收缩率低的塑料零件,选择较小的牵伸角,如 0.5°。
2.对于较高和较大的规格,应根据具体计算选择较小的牵伸角。
3.对于收缩率较高的塑料零件,应选择较大的角度。
4.对于壁较厚的塑料零件,模具闭合会更紧,因此应选择较大的拔模角度标准值。
5.5. 全透明部件 应加大角度以防止划伤。一般来说,PS 材料的牵伸角不应小于 2.5°~3°,ABS 和 PC 材料的牵伸角不应小于 1.5°~2°。.
6.对于有纹理或喷砂处理的塑料零件,根据纹理的深度,牵伸角应在 2° 至 5° 之间。纹理越深,拔模角就越大。
04.R 角
除有特殊要求规定边缘锋利的地方外,塑料制品在结构设计中通常都采用圆角设计,以减少应力集中,促进塑料流动,方便脱模。
1.如果产品设计没有特殊要求,过渡半径(R)由相邻材料厚度(t)决定,内角半径一般为材料厚度的 0.50 至 1.50 倍,但最小半径不得小于 0.30 毫米。
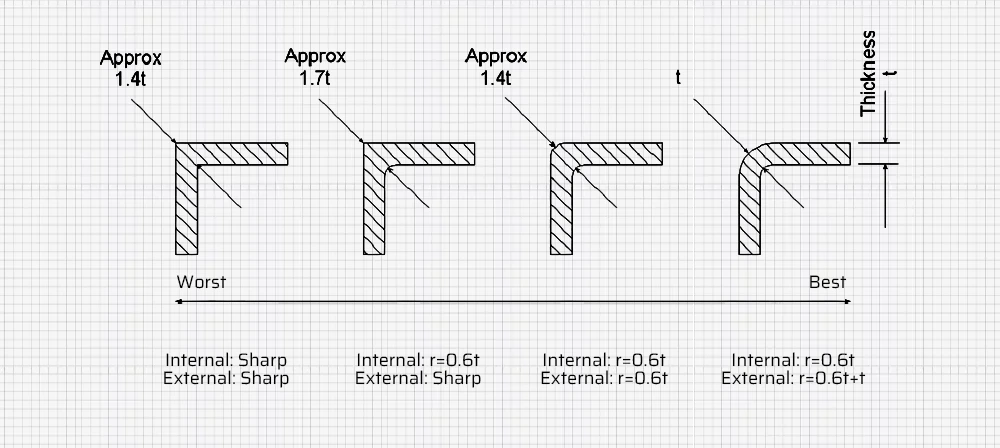
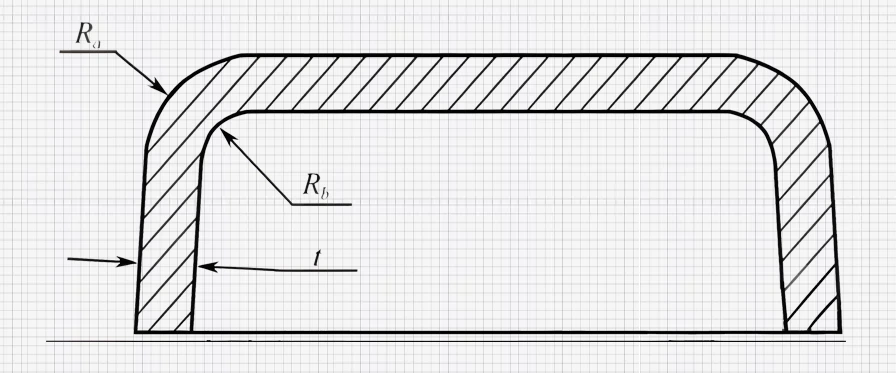
2.在产品内外表面设计圆角时,应保持壁厚一致。
3.在塑料制品的结构设计中,除非有特别要求,尤其要避免在模具分模面上出现圆角。分模面上的圆角会增加模具制作的难度,并在产品表面留下焊缝,影响外观。

4.产品外部和内部可接触的表面不允许有尖锐边缘。如有必要,应将边缘倒角至最小半径 0.30 毫米,以防止割伤手指,这一点在手持电子产品的设计中尤为重要。

孔
孔在产品结构设计中很常见,通常分为两种类型:圆形孔和非圆形孔。在设计孔的位置时,目标应该是在不影响塑料零件强度的前提下,尽量降低模具加工的难度。
孔的常见设计要求
尺寸规格(不包括螺柱内孔):
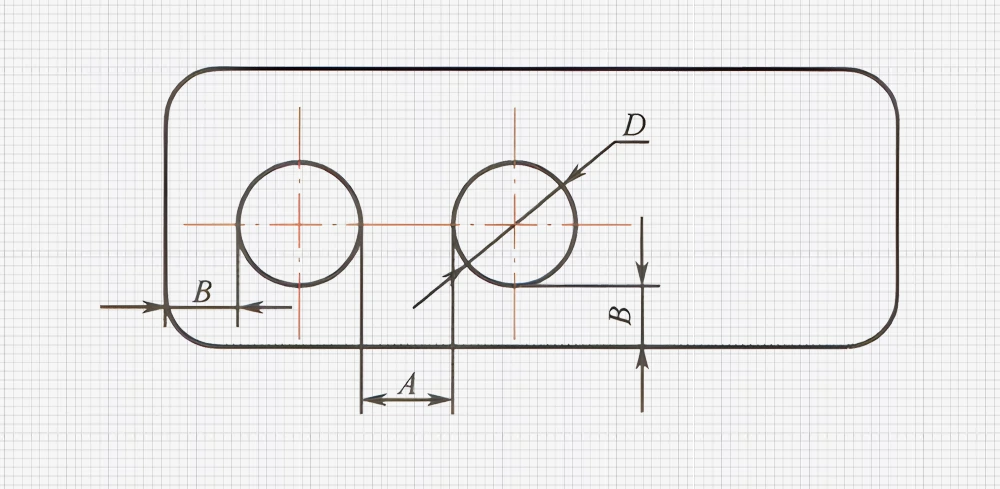
尺寸 A 是孔与孔之间的距离。如果孔的直径小于 3.00 毫米,建议 A 的值不小于 D;如果直径超过 3.00 毫米,则 A 可以是孔直径的 0.70 倍。
尺寸 B 是孔到边缘的距离,建议 B 值不小于 D。
孔直径与深度的关系
尺寸规格(不包括螺柱内孔):
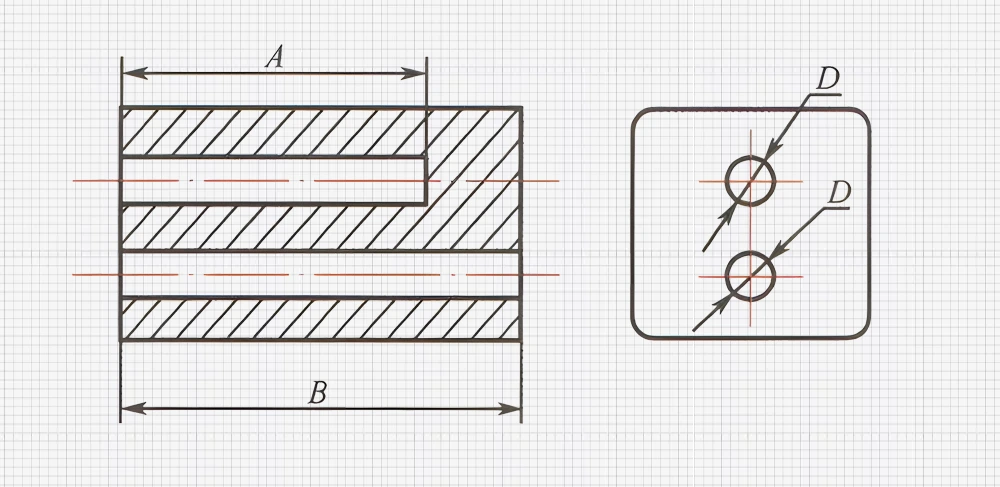
尺寸 A 是盲孔的深度,建议不超过 5D。一般情况下,A 小于 2D,长径比不超过 4mm。
如果 D ≤ 1.5mm,则 A ≤ D。盲孔底壁的厚度应≥ 1/6D。
尺寸 B 是通孔的深度,建议不超过 10D。
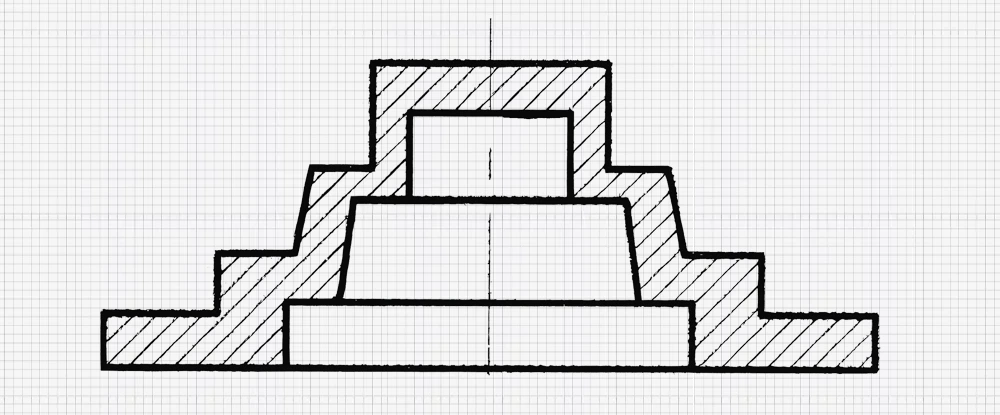
台阶孔
如图所示,阶梯孔由多个同轴连接的不同直径的孔组成,孔的深度比单直径孔的深度长。
斜孔
将孔的轴线与模具开口方向对齐可以避免抽芯。对于斜孔和复杂形状孔的成型方法,可使用分型芯来避免横向抽芯结构。
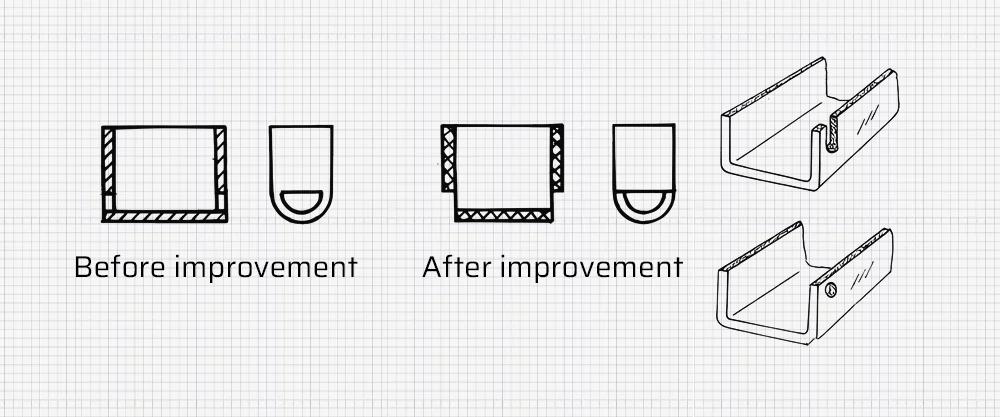
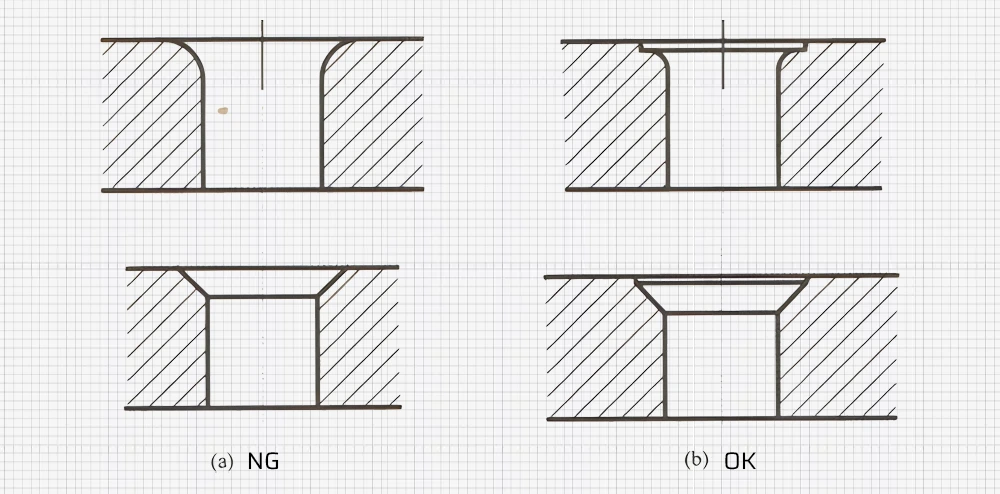
侧孔和凹痕
当塑料制品上出现侧孔和压痕时,为了便于脱模,必须设置滑块或侧抽芯结构,这就使模具结构变得复杂并增加了成本。可以相应地改进产品结构。如下图所示,将带侧孔的设计(a)改为带侧压痕的设计(b)。
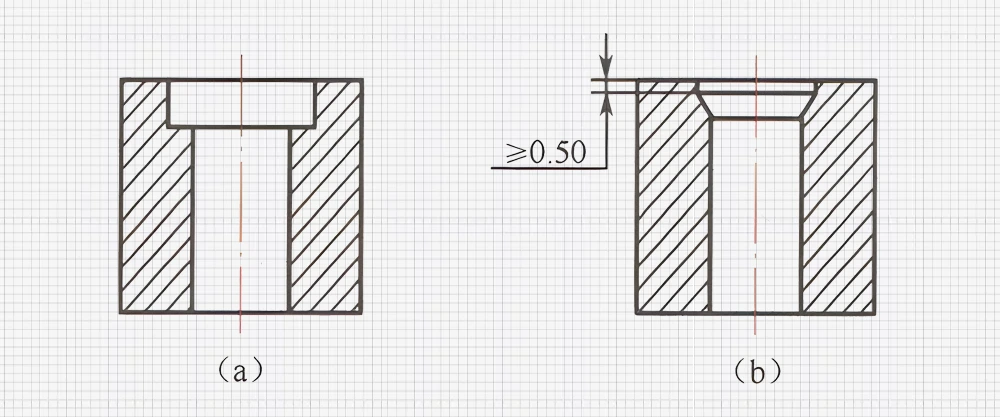
螺钉头孔的设计
如下图所示,螺钉头孔的首选形式如 (a) 所示。如果结构需要 (b) 所示的形式,锥面应低于端面不少于 0.50 毫米,以防止孔表面开裂。
孔的边缘结构
在孔的边缘设计一个完整的倒角或半径是不切实际的;孔的边缘应至少有 0.4 毫米的直线特征。
老板
凸模通常用于通过轴孔接头装配两个塑料制品或装配自攻螺钉。如果凸台不是很高,并使用模具中的顶出套筒顶出,则可能不需要牵伸角。但是,当凸台较高时,通常会在其外部添加横筋(加强筋)。这些横筋的拔模角度通常为 1-2 度,而凸台本身也可能需要拔模角度,具体视情况而定。
当凸台与立柱(或其他凸台)配对时,配合间隙通常设置为单侧 0.05-0.10,以适应每个凸台在加工过程中可能出现的位置误差。当凸缘用于装配自攻螺钉时,其内孔应比一侧的螺钉直径小 0.1-0.2 毫米,以确保螺钉能牢固地拧紧。例如,在装配 M3.0 自攻螺钉时,凸台的内孔通常为 Ф2.60-2.80 毫米。
插件
在塑料成型工艺中,成型时或成型后嵌入的金属或其他材料部件(如螺栓和端子)统称为塑料部件中的嵌入件。嵌入件可以增强产品的功能或起到装饰作用。
塑料零件中的嵌入件通常用作紧固件或支撑元件。此外,当产品设计要求易于维修、易于更换或可重复使用时,嵌入件也是一种常见的装配方法。然而,无论插入件是用于功能性目的还是装饰性目的,都应尽量减少使用。因为插入件需要额外的加工步骤,会增加生产成本。插入件通常由金属制成,铜是常见的材料选择。
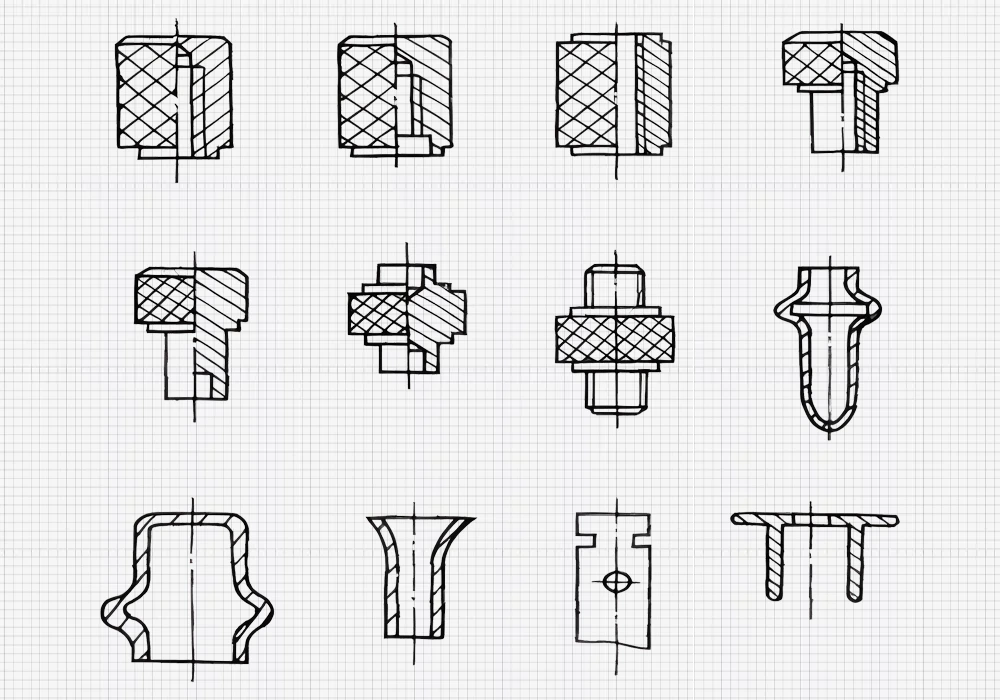
嵌入件的形状和结构要求
1.金属嵌件是通过切割或冲压工艺制成的,因此其形状必须有利于制造。
2.必须具有足够的机械强度(材料、尺寸)。
3.插入件与塑料基体之间必须有足够的粘接强度,以防止插入件在使用过程中被拉出或旋转。插入件表面应具有环形凹槽或交叉刻痕;应避免锐角,以防止应力集中造成损坏。应尽可能使用圆形或对称形状,以确保收缩均匀。
4.为便于在模具内放置和定位,镶件伸出模具外的部分(放入模具的部分)应为圆柱形,因为圆形孔最易于模具加工。
5.为防止飞边,嵌入件应具有密封凸缘等结构。
6.设计应便于成型后对镶件进行二次加工,如螺纹加工、端面切割、翻边等。
在设计带有镶件的塑料产品时,确保镶件能够在模具内精确、可靠地定位至关重要。同样重要的是要考虑到嵌件必须与模塑部件形成牢固的连接,而当封装材料太薄时,这一点就很难做到。此外,设计还必须防止塑料泄漏。
产品表面纹理
塑料制品的表面可以是光滑的(抛光模具表面)、火花蚀刻(铜电火花加工模腔)、各种图案蚀刻表面(图案表面)和雕刻表面。当纹理深度较大或纹理较多时,脱模阻力会增大,脱模角也必须相应增大。
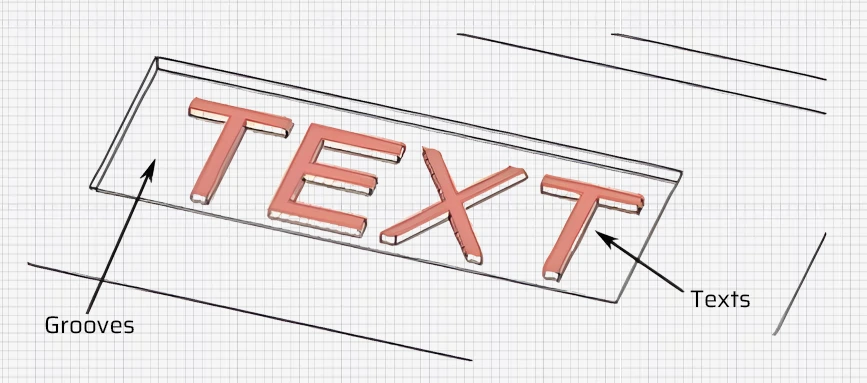
文字与图案
塑料制品上的文字和图案有两种形式:凸面和凹面。一般有两种加工方法:小的文字和图案通过模具蚀刻获得,而稍大的文字和图案则直接在模具上加工。文字的大小必须有利于成型,并避免尖角。
1.塑料制品上的文字和图案最好使用凸起表面,使其凹入模具,这样可以简化模具加工。如果结构要求表面不能有任何凸起的特征,可以在文字或图案所在的位置制作一个凹陷区域,达到一定的深度,然后在凹陷区域内凸起文字或图案。这样既能满足结构要求,又能方便模具制作。
2.对于塑料制品,凸起文字和图案的高度一般在 0.15 至 0.30 毫米之间,而凹陷文字和图案的深度在 0.15 至 0.25 毫米之间。
3.文字大小规格:
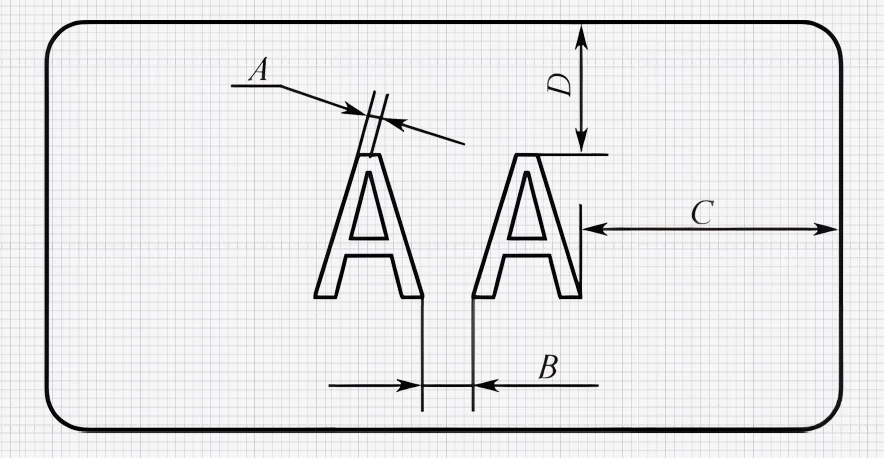
- 尺寸 A 是文字笔划的宽度,建议不小于 0.25 毫米。
- 尺寸 B 是两个字符之间的间距,建议不小于 0.40 毫米。
- 尺寸 C 和 D 是字符到边缘的距离,建议不小于 0.60 毫米。














