Formowanie wtryskowe metalu (MIM) to proces, w którym części metalowe są wytwarzane przy użyciu proszku metalu jako surowca. Wykorzystuje on technikę zwaną metalurgią proszków. Proces ten integruje elastyczność procedur formowania wtryskowego tworzyw sztucznych z integralnością i wytrzymałością metali w celu produkcji części o złożonej geometrii. Proces ten nadaje się głównie do małych części o wadze poniżej 100 gramów, a produkt występuje zarówno w dużych, jak i małych ilościach.
Jest stosowany w przestrzeniach wymagających wysokiego poziomu precyzji i jakości, takich jak sektor lotniczy, motoryzacyjny i urządzeń medycznych.


Przegląd przepływu procesu
Procedura produkcyjna formowania wtryskowego metali jest dość podobna do procedury formowania wtryskowego tworzyw sztucznych (PIM), ponieważ MIM zajmuje się metalami, ale jest nieco skomplikowana. Mieszanina drobnych cząstek metalu i spoiwa z tworzywa sztucznego - spolimeryzowanego surowca metalowego - jest wtryskiwana do formy pod wysokim ciśnieniem. Po schłodzeniu twardnieje, a następnie jest uwalniany z formy i w razie potrzeby przycinany.
To jednak jeszcze nie koniec! Wytwarzana jest tak zwana "zielona część", która musi zostać poddana debondingowi. W kolejnym procesie plastikowe spoiwo jest usuwane, pozostawiając kruchy i porowaty metalowy fragment zwany "brązową częścią".
Procedura obejmuje kilka etapów, takich jak przygotowanie surowca (compounding), formowanie wtryskowe, usuwanie lepiszcza i spiekanie. Każdy etap ma kluczowe znaczenie dla produkcji części o optymalnym kształcie, właściwościach materiału i wymiarach.
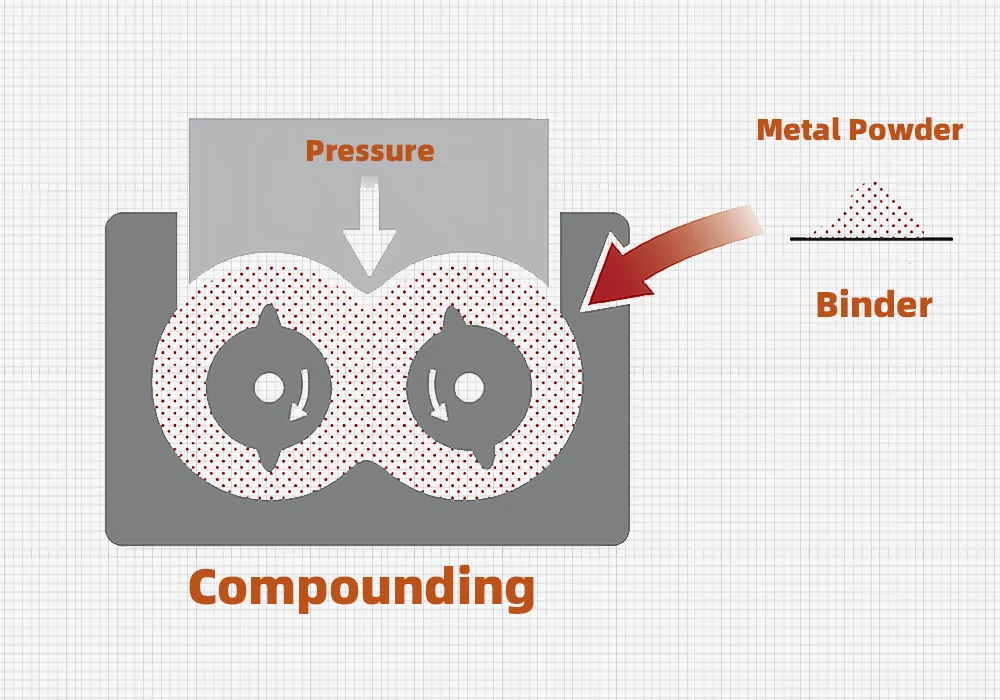
1. Składanie
Nazywany również przygotowaniem surowca, jest pierwszym krokiem w procesie MIM. Etap ten obejmuje mieszankę proszku metalowego o rozmiarach w zakresie 4-25 µ ze spoiwami woskowymi lub tworzywami termoplastycznymi w stosunku objętościowym 60:40. Mieszanina jest podgrzewana i topiona w specjalnych urządzeniach mieszających, takich jak mieszalnik łopatkowy Sigma, a cząstki są równomiernie rozprowadzane. Taka dystrybucja jest niezbędna do zapewnienia lepkości materiału, która wpływa na proces formowania wtryskowego i gęstość końcowej części. Następnie masa jest schładzana i granulowana do postaci surowca dla maszyny MIM.
Proszek metalowy określa właściwości strukturalne końcowej części. Spoiwo ułatwia przepływ podczas formowania wtryskowego, a także wpływa na procesy usuwania lepiszcza i spiekania. Konsystencja materiału wsadowego ma kluczowe znaczenie dla zapewnienia równomiernego przepływu materiału na etapie formowania wtryskowego, co skutkuje częścią o stałych właściwościach w całym procesie.
2. Formowanie wtryskowe
Proces ten jest podobny do procesu formowania wtryskowego tworzyw sztucznych. Występuje, gdy przygotowany surowiec jest wtryskiwany do gniazda formy w celu wytworzenia pożądanej części. Granulowany surowiec jest najpierw podgrzewany do określonej temperatury i wtryskiwany pod wysokim ciśnieniem do gniazda formy.
Obrót ślimaka, który znajduje się wewnątrz cylindra, popychał materiał wsadowy do przodu, a ciśnienie pozwalało na wprowadzenie dyszy do wnęki. Po napełnieniu, spoiwo schładza się i zestala, zachowując kształt części, gdy jest wyrzucane z bryły za pomocą sprężonego powietrza lub trzpieni wyrzutnika.
Część, która wychodzi, jest "zieloną częścią", a proces jest kontynuowany. Forma musi zawierać odpowiednią bramę i lokalizację odpowietrznika, aby ułatwić stałe napełnianie komory formy w celu zagwarantowania wysokiej jakości produktu.
Aby zrekompensować skurcz występujący podczas spiekania, wnęka jest powiększana, a ta zmiana skurczu zależy od każdego materiału.

3. Debindowanie
Usuwanie spoiwa to proces wyrzucania spoiwa z "zielonej części" i pozostawiania porowatej metalowej części znanej jako "brązowa część". Proces ten przebiega w kilku etapach, a większość spoiwa jest usuwana, aby pozostawić tylko tyle, aby utrzymać części w piecu do spiekania.
Usuwanie spoiwa odbywa się w trzech kategoriach;
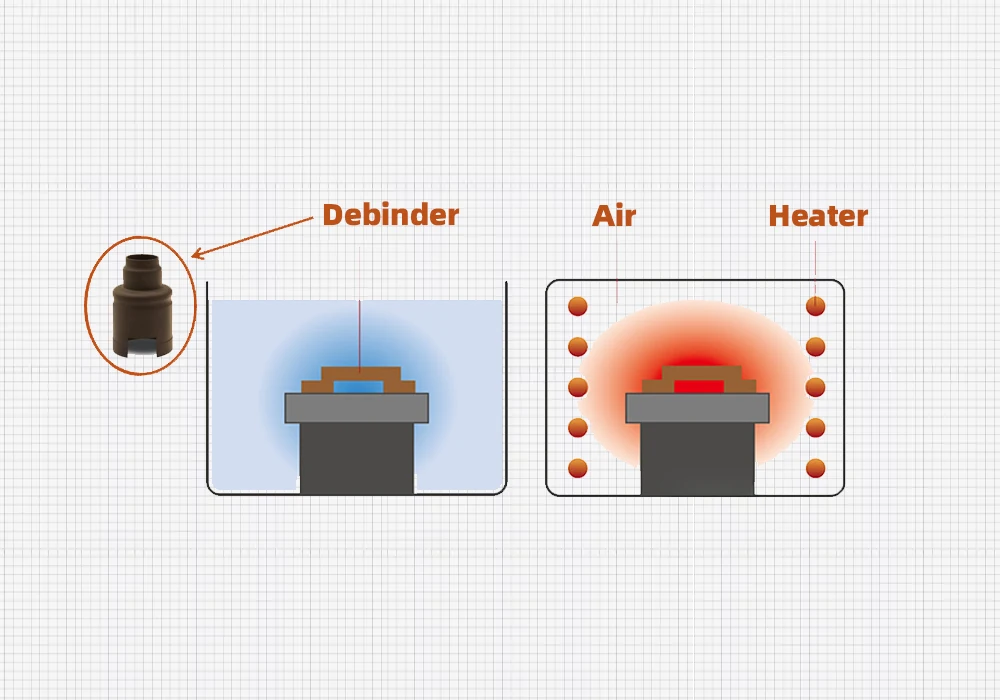
Ⅰ. Odwiązanie rozpuszczalnika
W tej procedurze zielona część jest zanurzana w ciekłym rozpuszczalniku w celu rozpuszczenia i ekstrakcji spoiwa. Materiał spoiwa określa rodzaj stosowanego rozpuszczalnika. Na przykład, jeśli spoiwo jest rozpuszczalne w wodzie, stosuje się rozpuszczalnik wodny. Jeśli nie, preferowane są rozpuszczalniki organiczne. Część można zanurzyć w rozpuszczalniku na pewien czas, od kilku godzin do kilku dni.
Ⅱ. Rozdrabnianie termiczne/piroliza
jest jedną z najprostszych metod usuwania zadziorów. Część formowana wtryskowo jest podgrzewana w temperaturze poniżej temperatury spiekania proszku metalu. Spoiwo rozkłada się, a następnie odparowuje, pozostawiając porowaty fragment metalu. Niektóre krytyczne parametry, które muszą być kontrolowane w tym przypadku, to szybkość nagrzewania, czas przebywania i temperatura szczytowa. Zapewniają one całkowite usunięcie spoiwa i redukują defekty i zniekształcenia.
Ⅲ. Wiązanie katalityczne
Proces ten jest bardzo skuteczny, ale nieco skomplikowany. Polega on na wystawieniu zielonej części na działanie oparów kwasu, takich jak kwas szczawiowy lub stężony kwas azotowy. Opary kwasu w tym scenariuszu są katalizatorem, który zapewnia rozkład spoiwa z wewnętrznej struktury części. Proces ten odbywa się w kontrolowanym środowisku, a test kompatybilności metali jest kluczowy, ponieważ proces ten wymaga użycia kwasów.
W niektórych przypadkach, w celu zminimalizowania deformacji części, stosuje się proces znany jako dwuetapowe usuwanie lepiszcza, który obejmuje połączenie wiązania termicznego i rozpuszczalnikowego.
Pozostała "brązowa część" po procesie usuwania lepiszcza jest kruchą porowatą strukturą wykonaną z połączonych cząstek proszku metalowego. W tym momencie część jest gotowa do końcowego procesu spiekania, który nadaje cząstkom pożądane właściwości mechaniczne i konsoliduje je.
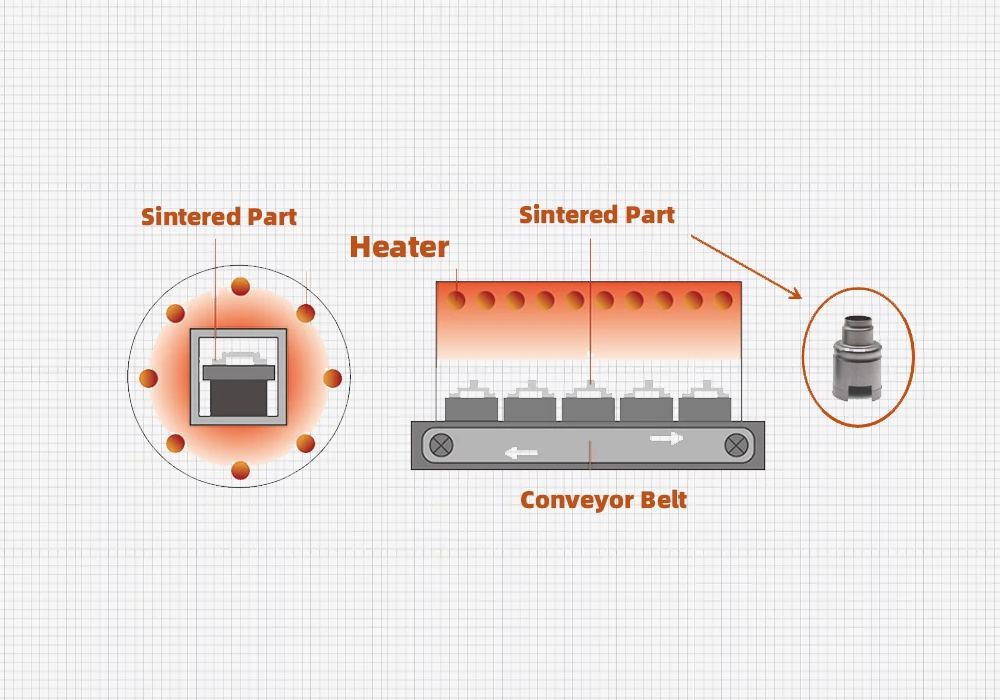
4. Spiekanie
Proces spiekania polega na poddaniu brązowego metalu działaniu temperatury poniżej temperatury topnienia proszku metalowego. Odtłuszczone części są ładowane do wysokotemperaturowego pieca do spiekania z kontrolowaną atmosferą i umieszczane na ceramicznych podkładkach. Gdy spoiwa znajdą się w pobliżu temperatury topnienia, upłynniają się i odparowują. Metalowa część jest następnie podgrzewana do wysokiej temperatury, a pusta przestrzeń między cząstkami jest eliminowana, co powoduje ich stopienie. Część kurczy się, przekształcając się w gęstą bryłę o pożądanych wymiarach. Szybkość kurczenia się części może wynosić do 20% na etapie spiekania. Jest to jednak uwzględniane na etapie projektowania i produkcji form.
Materiały do formowania wtryskowego metali
Materiały metalowe nadające się do MIM są dość powszechne. Teoretycznie każdy materiał proszkowy, który może być odlewany w wysokich temperaturach, może być formowany w części w procesie MIM, w tym materiały trudne w obróbce i materiały o wysokiej temperaturze topnienia w tradycyjnych procesach produkcyjnych. Metale, które mogą być przetwarzane przez MIM obejmują stale niskostopowe, stale nierdzewne, stale narzędziowe, stopy na bazie niklu, stopy wolframu, stopy twarde, stopy tytanu, materiały magnetyczne, stopy Kovar, ceramika precyzyjna i inne. Dodatkowo, MIM może również dostosować formuły materiałów w oparciu o wymagania użytkownika dotyczące wydajności.
Formowanie MIM stopów nieżelaznych, takich jak aluminium i miedź, jest technicznie wykonalne, ale są one zwykle przetwarzane innymi, bardziej opłacalnymi metodami, takimi jak odlewanie ciśnieniowe lub obróbka skrawaniem. Przykłady materiałów obejmują SUS316L, SUS420J2, SUS440C, SUS630, SNCM415, SKD11, SKH51, stopy Ti itp.
| System materiałów | Skład stopu | Pola aplikacji |
|---|---|---|
| Stal węglowa - stal stopowa | Fe₂Ni, Fe₈Ni | Samochodowe, mechaniczne elementy konstrukcyjne |
| Stal nierdzewna | 316L, 17 - 4PH, 420, 440C | Urządzenia medyczne, części do zegarków |
| Węglik spiekany | WC - Co | Narzędzia tnące, Zegary i zegarki, Zegarki na rękę |
| Ceramika | Al₂O₃, ZrO₂, SiO₂ | Elektronika IT, Zegary i zegarki, Produkty codziennego użytku |
| Ciężki stop | W - Ni - Fe, W - Ni - Cu, W - Cu | Przemysł wojskowy, Telekomunikacja, Produkty codziennego użytku |
| Stop tytanu | Ti, Ti - 6Al - 4V | Medyczne, wojskowe elementy konstrukcyjne |
| Materiały magnetyczne | Fe, NdFeB₃, SmCo₅, Fe - Si | Komponenty magnetyczne |
| Stal narzędziowa | CeMo₄, M₂ | Różne narzędzia |
Różnice między formowaniem wtryskowym metalu (MIM) a tradycyjnym formowaniem wtryskowym (TIM)
Tradycyjne formowanie wtryskowe (TIM) i formowanie wtryskowe metalu (MIM) to procesy produkcyjne wykorzystywane do wytwarzania precyzyjnych, złożonych części. Różnią się one jednak między sobą materiałami, wykorzystywanym sprzętem i procesami produkcyjnymi.
Tabela porównująca MIM i TIM
| Aspekt | Tradycyjne formowanie wtryskowe (TIM) | Formowanie wtryskowe metali (MIM) |
|---|---|---|
| Rodzaj użytego materiału | Tworzywa termoplastyczne, np. ABS (akrylonitryl-butadien-styren), PP (polipropylen), PE (polietylen), PC (poliwęglan) | Moc metalu w połączeniu ze spoiwem (surowcem) |
| Forma surowca. | Plastikowe granulki. | Sproszkowany metal zmieszany z polimerami (tworzywa termoplastyczne) lub spoiwami woskowymi (surowiec) |
| Konstrukcja formy | Koncentruje się na kształtowaniu stopionego tworzywa sztucznego, więc konstrukcja powinna umożliwiać łatwy przepływ tworzyw sztucznych, umożliwiając tworzenie skomplikowanych i szczegółowych kształtów. Powinien on uwzględniać niższe współczynniki skurczu tworzyw sztucznych (od 0,5% do 2%), dzięki czemu obliczenia geometryczne będą mniej skomplikowane. Wiele wnęk w celu zwiększenia wydajności i szybkości produkcji. | Formy muszą być przystosowane do gęstego materiału wsadowego i wyższych współczynników skurczu metalu (15-20%), które występują podczas procesu spiekania. Podobnie, MIM może mieć wiele wnęk, ale projekt powinien uwzględniać wyższy skurcz i równomierne usuwanie spoiwa. |
| Materiał formy | Składa się z aluminium, stali i innych stopów o wysokiej wytrzymałości, które wytrzymują temperaturę stopionych tworzyw sztucznych (150°C-300°C). | Wykonane z hartowanej stali narzędziowej lub węglika wolframu, aby wytrzymać wysokie ciśnienie wtrysku i duże zużycie przez proszek metalowy. |
| Przetwarzanie końcowe | Wymagana jest minimalna obróbka końcowa, np. malowanie, przycinanie itp. | Obróbka końcowa jest szeroko zakrojona dzięki procesom takim jak szlifowanie i spiekanie. |
| Temperatury przetwarzania | Działa w stosunkowo niskich temperaturach między 150°C-300°C. | Wyższe temperatury przetwarzania zwykle przekraczają 1000°C na etapie spiekania. |
| Używany sprzęt | Wykorzystuje standardowe maszyny do formowania wtryskowego tworzyw sztucznych z systemami ogrzewania i chłodzenia przeznaczonymi do tworzyw sztucznych. | Chociaż maszyny mogą mieć podobne podobieństwa strukturalne, wymagają one poważnych modyfikacji, aby mogły obsługiwać wysokie ciśnienia (30 000-150 000 PSI) i gęstsze surowce. |
Różnice i zalety MIM w porównaniu z innymi procesami produkcji metali
Każdy proces produkcyjny ma określone obszary zastosowań z zaletami i ograniczeniami. MIM łączy w sobie wszechstronność i oszczędność kosztów innych procesów produkcyjnych z wytrzymałością i solidnością metali. Aby zapewnić wgląd w to, czy MIM jest optymalną ścieżką produkcji, zagłębimy się w jego kluczowe zalety i różnice w stosunku do innych procesów produkcyjnych.
- Geometrie złożone: Aplikacje wymagające komponentów o złożonych kształtach i właściwościach materiałowych, które nie są możliwe do uzyskania przy tradycyjnej obróbce metali.
- Efektywność kosztowa: MIM to wysoce zautomatyzowany proces, który zmniejsza zapotrzebowanie na pracę ręczną w porównaniu z innymi metodami formowania metalu. Wytwarzany jest znikomy nadmiar materiału, co zmniejsza ilość odpadów. Jego precyzja zmniejsza również potrzebę wykonywania dodatkowych operacji.
- Stała jakość: Wysoce zautomatyzowany i powtarzalny proces zapewnia podobieństwo produkowanych części. Ponieważ proces ten jest przeprowadzany w kontrolowanym środowisku, wady i zanieczyszczenia są zminimalizowane.
- Wybór materiału: Szeroki wybór materiałów, takich jak stal, tytan i niektóre stopy, zapewnia elastyczność i dopasowanie do konkretnego zastosowania. Ta właściwość często przewyższa procesy takie jak odlewanie.
- Gęstość i wytrzymałość: Produkowane części do formowania wtryskowego metali mają wysokie właściwości mechaniczne, takie jak twardość i wytrzymałość, dzięki czemu nadają się do komponentów, które muszą wytrzymać ekstremalne zużycie i warunki wysokiego obciążenia.
Porównanie MIM z innymi procesami produkcyjnymi
Inne procesy produkcyjne stosowane w produkcji części metalowych obejmują tradycyjną metalurgię proszków, kucie, druk 3D i LQMT (technologie ciekłego metalu). Poniższy wykres porównuje różne aspekty produkcji między MIM a wymienionymi procesami produkcyjnymi.
Rola charakterystyki materiału w projektowaniu funkcji i wyglądu produktu
Wybór materiału jest ważnym czynnikiem w procesie formowania wtryskowego metalu, który może bezpośrednio wpływać na wygląd, konstrukcję, wydajność i funkcjonalność produktów. Oto spojrzenie na to, jak wybór materiału wpływa na projekt.
1. Właściwości mechaniczne i funkcjonalność
Stosowane razem materiały takie jak stal i tytan charakteryzują się wytrzymałością i odpornością na korozję. Są one odpowiednie dla części wymagających trwałości mechanicznej. Komponenty zaprojektowane z wykorzystaniem takich materiałów mogą mieć grubsze ścianki lub być wzmocnione materiałami o niższej wytrzymałości.
2. Skurcz i dokładność wymiarowa
Stopień skurczu MIM waha się między 15% a 20% podczas procesu spiekania. Zależy to jednak od właściwości i zachowania materiału. Projektanci powinni uwzględnić ten skurcz w wymiarach formy poprzez proporcjonalne skalowanie w celu uzyskania lepszej dokładności.
3. Odporność na korozję.
Komponenty narażone na trudne warunki środowiskowe wymagają materiałów odpornych na korozję, takich jak stal nierdzewna (316L) lub tytan. Projektanci stosują te materiały, aby zminimalizować potrzebę stosowania powłok ochronnych i zachować geometrię.
4. Właściwości termiczne
Stopy miedzi charakteryzują się wysoką przewodnością cieplną i mogą być stosowane w aplikacjach wrażliwych na ciepło. Projektanci mogą umieszczać w takich materiałach elementy takie jak otwory wentylacyjne i żeberka, które są bardziej skuteczne w odprowadzaniu ciepła.
5. Estetyka i wykończenie powierzchni
Materiały takie jak stal nierdzewna mają doskonałe właściwości wykończeniowe. Są łatwiejsze do powlekania, powlekania i polerowania. Produkty takie jak elektronika użytkowa wykorzystują takie materiały, ponieważ wymagają gładkich powierzchni i doskonałego wyglądu.
Strategie optymalizacji projektu produktu oparte na MIM i tabu dla MIM
Upraszczanie złożonych geometrii
MIM pozwala na skomplikowane geometrie, które czasami są trudne do osiągnięcia. Zwiększa to ryzyko wad i kosztów. Aby zminimalizować ryzyko, projektant może je zoptymalizować, stosując strategie takie jak cienkie elementy, promienie lub zaokrąglenia w celu zmniejszenia ostrych narożników. Ponadto wiele komponentów można zintegrować w jeden, aby wyeliminować montaż.
Optymalizacja grubości ścianki
Projektowanie części o jednolitej grubości poprawia przepływ materiału i zapobiega wypaczeniom, pęknięciom, pustym przestrzeniom i zapadnięciom. Zastosowanie metody takiej jak rdzeniowanie może zmniejszyć ilość materiału i skrócić czas obróbki.
Uwzględnij kąty szkicu
Do wyrzucania części z gniazda formy potrzebny jest ciąg lub niewielki stożek. Gdy wymagany jest kąt zanurzenia, kąt od 0,5° do 2° na pionowych ścianach jest wystarczający do płynnego wyrzucania.
Włączenie funkcji funkcjonalnych
Optymalizacja MIM może być zintegrowana z cechami funkcjonalnymi w celu zwiększenia wydajności i ograniczenia montażu. Cechy te mogą obejmować zatrzaski, elementy samoprzylepne lub zakładki wyrównujące. Projektowanie pod kątem wielofunkcyjności, np. elementów konstrukcyjnych i estetycznych.
Unikanie podcięć i skomplikowanych operacji formowania
Podcięcia mogą być wewnętrzne lub zewnętrzne i są wymagane dla funkcji części. Jednakże, w zależności od lokalizacji i typu, zwiększają one koszty oprzyrządowania i wydłużają cykle. Zaleca się przeprojektowanie podcięć na prostą geometrię i zastosowanie operacji bocznych.
Demontaż w pełni procesowego projektu produktów obudowy przy użyciu MIM
Proces projektowania produktów typu case przebiega w kilku etapach, od konceptualizacji do końcowego montażu/demontażu. Demontaż jest bardzo ważny z punktu widzenia naprawy, konserwacji i recyklingu produktu. Poniżej znajduje się podział procesu demontażu i rozważania dotyczące wykorzystania formowania wtryskowego metalu do projektowania obudów.
Rozwój koncepcji: Jest to wstępna analiza projektu, która identyfikuje wymagania funkcjonalne produktów obudowy do projektowania - na przykład elementy dekoracyjne w produktach konsumenckich lub lekkie obudowy komponentów lotniczych.
Wybór materiału: Materiał użyty w produkcie ma kluczowe znaczenie dla zapewnienia łatwości montażu i demontażu. Trwały materiał wytrzyma bez pęknięć lub degradacji podczas projektowania obudowy, która będzie wymagała częstego demontażu.
Modułowa konstrukcja do demontażu: Jest to podział produktów na modułowe komponenty w celu ułatwienia produkcji i uproszczonego demontażu. Cechy takie jak samonastawne sworznie, gniazda typu jaskółczy ogon i połączenia gwintowane są wbudowane bezpośrednio w części MIM.
Konstrukcja formy: Podczas projektowania formy należy wziąć pod uwagę takie aspekty, jak geometria obudowy, grubość ścianek i wymagania funkcjonalne. Bramy i otwory wentylacyjne muszą być rozmieszczone strategicznie, aby materiał mógł łatwo przepływać i minimalizować defekty, takie jak puste przestrzenie i linie spawów.
Prototypowanie: Fizyczne próbki mogą zweryfikować wykonalność projektu. Druk 3D tworzy prototypy do testowania przed rzeczywistym produktem, aby upewnić się, że produkty końcowe spełniają określone cele.
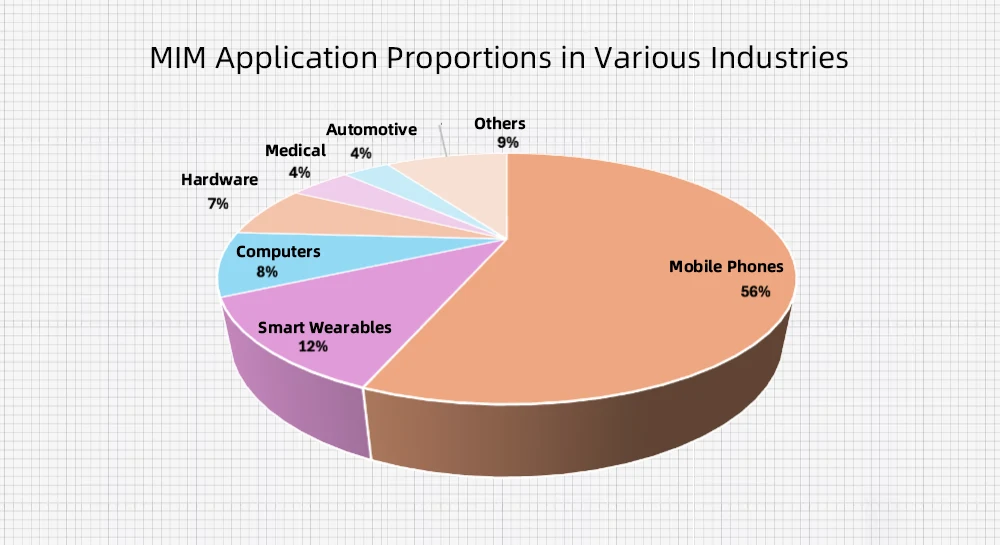
Aplikacje MIM
Formowanie wtryskowe metali (MIM) okazało się skuteczne w wielu zastosowaniach. Niektóre z kluczowych branż, w których stosuje się MIM to:
- Zastosowania motoryzacyjne: Produkcja lekkich i wytrzymałych przekładni do układów przeniesienia napędu.
- Komponenty urządzeń medycznych: Produkcja drobnego i skomplikowanego sprzętu chirurgicznego do urządzeń minimalnie inwazyjnych. Zastosowany materiał powinien mieć właściwości takie jak biokompatybilność i odporność na korozję lub sterylizację.
- Komponenty lotnicze i kosmiczne: Przemysł wymaga bardzo wytrzymałych i lekkich materiałów, aby obniżyć wagę i zmaksymalizować wydajność paliwową. Dysze wyrzutnika paliwa silnika mają skomplikowaną geometrię zapewniającą optymalne mieszanie paliwa, co ma kluczowe znaczenie dla wydajności silnika.
- Elektronika użytkowa: Zdolność MIM do wytwarzania złożonych, wysoce precyzyjnych produktów sprawia, że nie można się jej oprzeć w tej branży. Jest wykorzystywany do tworzenia kluczowych produktów w urządzeniach takich jak smartwatche, sprzęt komputerowy i smartfony.