
エジェクションシステムは、金型と射出成形の両方で重要なシステムです。射出工程でよくある不具合にエジェクターマークがあります。今日は、エジェクターマークについて詳しくご紹介します。
その他に興味があれば 射出成形の欠陥詳しくは下のリンクをクリックしてください。
| 射出成形のさまざまな欠陥を理解する | ||||
|---|---|---|---|---|
| フラッシュ | ショートショット | シンクマーク | 反り/変形 | バーンマーク |
| スプレイマーク/シルバーストリーク | ダークスポット/ブラックスペック | フローマーク | バブル | 溶接ライン |
| 色差・色ムラ | エジェクターピンマーク | |||
射出成形におけるエジェクターマークとは?
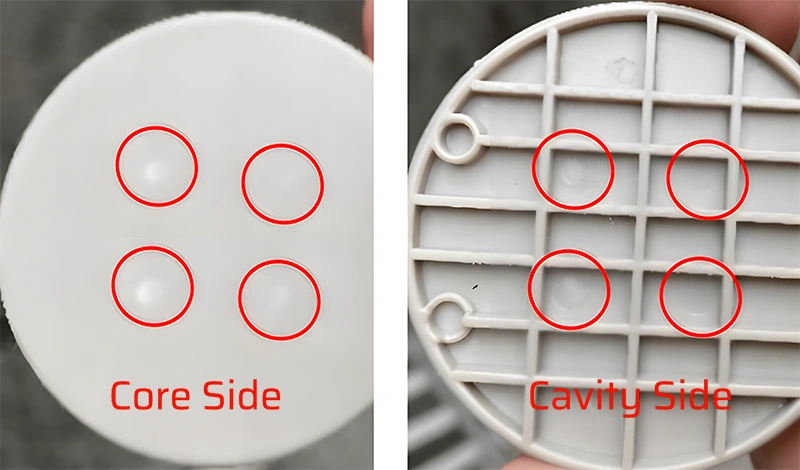
エジェクターマーク(またはエジェクターピンマーク)は、一般にプラスチック射出成形品に発生する現象で、脱型時に金型のエジェクターピンが部品を押圧して損傷し、損傷部分が白化することで発生します。この現象は、エジェクターピンの位置とその反対側に、くすんだ跡や影のような跡として製品に現れます。
製品品質への影響は、主に外観品質と製品性能に反映される。
外観の質: エジェクターピンの跡は、製品表面に凹凸を生じさせ、目に見える白い斑点や跡を表示し、製品全体の美観に影響を与える可能性がある。
製品性能: エジェクターマークは、製品の内部構造を損傷し、強度や耐久性に影響を与える可能性があります。エジェクターピンの跡がひどいと、使用中にひび割れや変形などを引き起こし、製品の寿命を縮める可能性があります。
この欠陥は致命的でも深刻でもないが、外面に発生した場合、顧客にとっては受け入れがたいものである。外観のない部品については、限られたサンプル基準や検査基準書に基づいて顧客と交渉し、製品を受け入れることができる場合もある。
エジェクターピン跡の原因と解決法
エジェクターマークが現れたら、まず製品の肉厚が薄すぎてエジェクションの力に耐えられないかどうかをチェックし、離型剤を使用してその効果を確認する。また、材料と外部環境を評価し、欠陥が一貫して現れるか、周期的に現れるかを判断し、それに応じて成形パラメーターを調整する。射出時のエジェクターピン跡の主な要因は射出速度であり、速度が速すぎると金型の粘着力が増す。そのため、射出工程を調整する際には、金型の付着を減らすことを第一に考慮する必要があります。射出しないときに白化が起こるかどうかを確認する。白化が起こる場合は、製品前面の付着が原因である。根本原因が確認できれば、明確な対策が考えられます。
1.製品設計要因

- 無理な設計、複数のリブ位置、薄い肉厚。
- 小さい 抜き勾配
ソリューション
- 製品設計の業界標準に基づき、均一な肉厚を目指す。
- 脱型角度を大きくする。
2.材料係数
- 不適切な原材料の選択、または潤滑剤などの添加剤の不足。画像
- 材質を変えるか、潤滑剤を加える。
3.カビ要因
ランナー
狭いランナー、長いスプルー、ランナーの急な曲がり角などは、流動抵抗を増大させ、成形パラメーターの調整に影響を与えます。これは、エジェクター・ピン・マークにつながる典型的な要因である。
解決策 ランナーの配置を調整するか、ランナーサイズを大きくする。
ゲート
不適切なゲートのサイズ、形状、位置、数。小さすぎるゲートは過剰な流動抵抗を引き起こし、配向ストレスを発生させる。
解決策 ゲートの位置とサイズを調整する。
イジェクターピン:
エジェクターピンの種類、配置、サイズ、位置、数など、不合理なエジェクターピンの設計。
解決策 エジェクターピンを追加するか、より大きなものに交換する。
キャビティ冷却:
金型キャビティ内での不均一な冷却。
解決策 調整 型温度.
真空:
製品は金型キャビティ内で真空状態にある。
解決策 換気を増やす。
金型表面の滑らかさ:
金型コアの研磨不足。
解決策 研磨精度の向上
ドラフトの角度
金型コアの抜き勾配が不十分。
解決策 ドラフト角度を大きくする。
導電率の違い
エジェクターピンと金型鋼材の導電率の違いは、エジェクターマークの原因となります。
解決策 エジェクターピンの位置に0.05~0.2mm材料を追加して、この効果を減らす。エジェクターピンで乱流を発生させることによって、プラスチック分子鎖張力を減らすのに役立つ。
エジェクター・マークのケーススタディ
はじめに
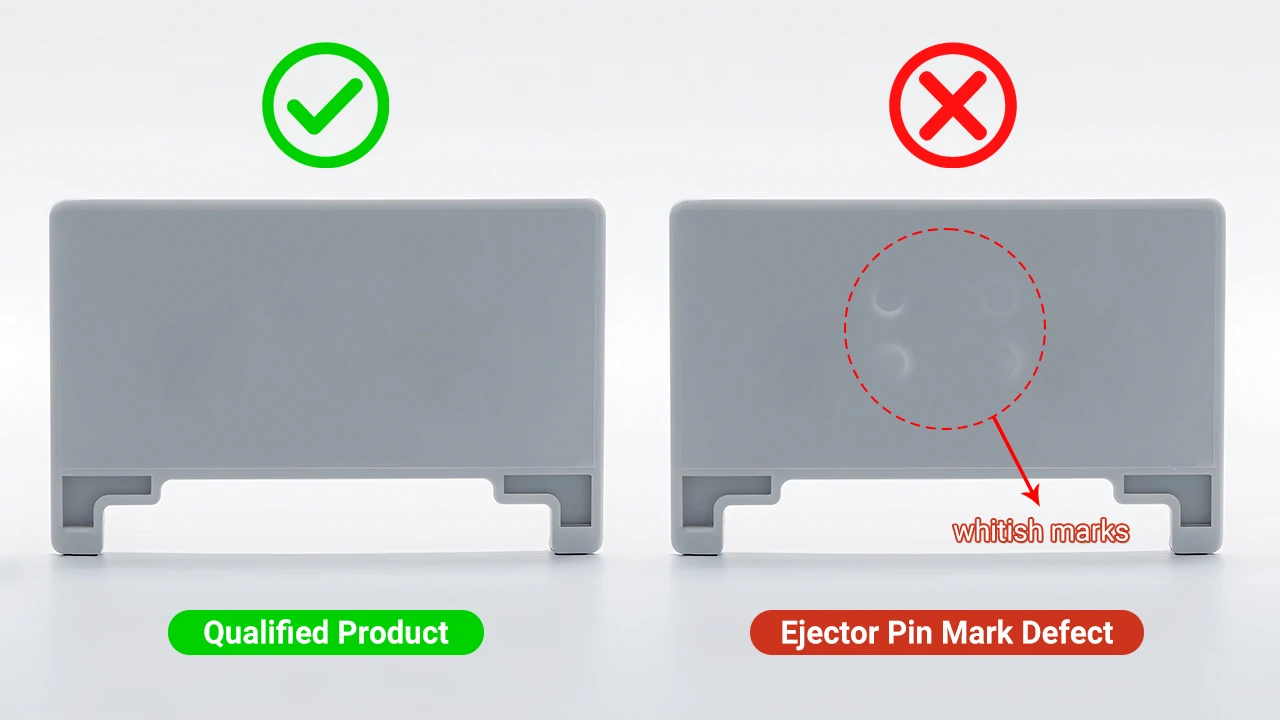
自動車には一般的に4つのドアパネル(左、右、前、後ろ)があり、これらは一般的にPP製で、高い外観品質が要求される。右の画像は、自動車のドアパネルに見られるエジェクターピンマーク欠陥である。背面のエジェクターマークは円形のエジェクターロッドに相当し、自動車ドアパネルの美観に影響し、容認できない外観不良である。

プロジェクト・パラメーター
| 商品詳細 | 射出成形パラメータ | ||||
|---|---|---|---|---|---|
| 名称 | 自動車用ドアパネル | 射出圧力 | 40MPA | 保持圧力 | 18MPA |
| 素材 | PP | 注入方法 | サイドゲート | ||
| カラー | グレー | 重量 | 1400g | ||
原因分析と改善策
エジェクターマーク不良の主な原因は、エジェクターロッドに過大な力が加わり、製品のエジェクターロッドの位置に見かけ上の欠陥が発生することである。一般的な改善策としては、金型構造や成形工程を最適化することで、エジェクタロッドによる力を効果的に低減し、エジェクタピンマークが発生する可能性を低減することが挙げられます。このケースの解決策では、次の2つの側面を考慮します:
金型の構造:
金型の離型角度が小さかったり、リブ位置の研磨効果が悪いと、部品の離型抵抗が大きくなる。エジェクターロッドが部品に与える力が大きくなり、エジェクターマークが発生する。改善方法としては、リブ位置の研磨効果を高めるか、部品の抜き勾配を大きくする。
成形工程:
保圧が高すぎたり、保圧時間が長すぎたりすると、部品がオーバーフィルしてしまいます。このとき、金型コアへの部品の封入力が大きくなり、エジェクタロッドに大きな排出力がかかり、最終的にエジェクタピンマークやエジェクタバルジが発生する。改善方法としては、保持圧力を下げるか、保持時間を短くする。
アフター改善効果

結論
エジェクターマークの問題に遭遇した場合、製品の内部構造設計、金型設計、射出成形工程の最適化などを分析する必要がある。
射出成形不良の認識は、射出成形のプロにとって必須のスキルである。射出成形の欠陥はそれぞれ発生メカニズムが異なり、製品の品質問題を解決する方法も異なります。そのため、製品欠陥の識別を誤ると、問題解決へのアプローチを誤ることが多い。射出成形工場では、射出成形不良を非常に一般的に分類しているのをよく見かけるが、これは主に、製品不良分類の担当者が専門家ではなく、単に製品不良にコードを割り当てているだけであるためである。
FirstMoldは射出成形と金型生産に10年以上特化しており、チームには20年以上の業界経験を持つ専門家が多数在籍しています。彼らは絶え間ない練習と革新的な学習を通じて、様々な射出成形の欠陥を完璧に処理することができます。もし金型生産サービスや金型生産が必要なら 射出成形製造サービスを得ることを歓迎する。 射出成形の見積もり.














