


Defectos de moldeo por inyección son cuestiones comunes que todo proveedor de moldeo por inyección o proveedor de moldes encuentros. Los hay de varios tipos y tienen diversas causas, entre las cuales el alabeo en el moldeo por inyección es un defecto relativamente común.
Dado que la aparición del alabeo puede estar relacionada con la estructura del propio producto, insto no sólo a los profesionales de la industria del moldeo por inyección, sino también a los diseñadores de productos, a que comprendan el alabeo. Mientras tanto, las empresas de diseño de productos deben establecer unas normas de aceptación del moldeo por inyección adecuadas a sus productos. Estas normas deben especificar explícitamente las regulaciones relativas a las deformaciones potenciales en el moldeo por inyección.
Si le interesan otros defectos del moldeo por inyección, no dude en hacer clic en los enlaces siguientes para leer más.
| Comprender los diferentes defectos del moldeo por inyección | ||||
|---|---|---|---|---|
| Flash | Tiro corto | Marca del fregadero | Deformación | Marca de quemadura |
| Splay Mark/Silver Streak | Mancha oscura/mancha negra | Marca de flujo | Burbuja | Línea de soldadura |
| Diferencia de color/Color desigual | Marca del pasador eyector | |||
¿Qué es el alabeo en el moldeo por inyección?
El alabeo en el moldeo por inyección (deformación) se refiere a cuando la forma del producto moldeado por inyección se desvía de la forma de la cavidad del molde. Es un defecto común en los productos de plástico. La deformación es fácil de entender, como se ilustra a continuación. Cuando esta pieza moldeada por inyección se coloca horizontalmente sobre una mesa, es evidente que el lado izquierdo no está nivelado con la mesa. A esto lo denominamos alabeo o deformación.

Causas del alabeo
Las causas del alabeo en las piezas moldeadas por inyección incluyen principalmente:
1. Causas de alabeo relacionadas con el moho
- Efectos de enfriamiento desiguales de los canales de agua del molde, lo que provoca temperaturas desiguales en todo el molde e inconsistentes encogimiento del producto.
- Problemas con el sistema de expulsión del molde que provocan una expulsión desequilibrada y el alabeo del producto.
- Los núcleos de molde elevados deben enfriarse hasta la parte superior para garantizar una refrigeración adecuada. Evite la deformación debida al sobrecalentamiento local del molde.
- Rugosidades en la posición estructural del producto o en la posición de guía del molde, que provocan adherencias y deformaciones durante la expulsión.
- Alabeo del plástico debido a que el producto se adhiere a la cavidad o al tirón del núcleo.
- Entrada inadecuada de agua en el molde, lo que provoca una elevada tensión de flujo y deformación por tensión.
- Las diferencias significativas de grosor en la colocación del material del producto provocan diferencias de contracción y alabeo.
2. Ajuste de la máquina Causas del alabeo del plástico
- Desigual temperaturas del moldeLa cavidad tiene cinco puntos y el núcleo cinco puntos (esquinas más centro), lo que provoca una contracción y una deformación incoherentes.
- Excesivo presión de mantenimiento, haciendo que el producto se doble hacia atrás.
- Presión de retención insuficiente, lo que provoca disparos cortos y marcas de hundimiento del producto.
- Un tiempo de ciclo demasiado corto, lo que provoca la deformación del plástico al no enfriarse y fraguar correctamente el producto.
- Velocidad de expulsión demasiado rápida, lo que provoca la deformación de las piezas durante la expulsión.
- Ajustes inadecuados de los parámetros de la máquina que provocan que el producto se pegue y se deforme.
- Condiciones de moldeo no cualificadas que provocan grandes tensiones y deformaciones en el producto.
- Mal ajustado accesorio de fraguado que provoque alabeos.
- Método de envasado inadecuado que provoca deformaciones debidas a la compresión.
3. Causas de diseño de la deformación por alabeo
- Diferencias significativas en las secciones de espesor de la colocación del material del producto que provocan contracciones y alabeos incoherentes.
- Diseño incorrecto de las nervaduras de refuerzo del producto, lo que provoca el alabeo del plástico debido a su contracción. Este fenómeno es especialmente evidente en los productos en forma de caja fabricados con PP y PE.
- Diseño inadecuado de la posición de la compuerta que provoca un llenado incompleto y contracciones.
- El diseño incorrecto del estilo de la compuerta provoca un flujo desigual del material y tensiones.
- Diseño inadecuado de la estructura del producto que provoca su encogimiento.
- Mal diseñado líneas de separación de cavidades y núcleos provocando alabeos en el producto.
- Ajuste inadecuado de los valores de la contracción plástica que provoca una deformación excesiva.
4. Causas de alabeo relacionadas con la máquina
- Expulsión desequilibrada de la varilla eyectora que provoca el alabeo del producto.
- Apertura del molde desequilibrada que provoca el alabeo del producto.
5. Causas relacionadas con el material del alabeo de las piezas moldeadas
- Altas tasas de contracción de los materiales que provocan alabeos, que pueden mitigarse modificando el material para reducir las tasas de contracción.
- Diferencias en la orientación de las cadenas moleculares en la dirección del flujo y perpendiculares a la dirección del flujo, lo que provoca diferentes tasas de contracción y deformación.
Cómo evitar la deformación por alabeo después del moldeo
Evitar el alabeo comienza principalmente con el diseño del producto y del molde, como se detalla a continuación:
1. Espesor de pared uniforme
Durante el proceso de fabricación, debe prestarse especial atención a evitar cambios bruscos en el grosor de las paredes. Estos cambios bruscos pueden provocar una contracción por enfriamiento desigual, causando así la deformación de las piezas. Para garantizar la estabilidad y consistencia del producto, es esencial mantener un grosor de pared uniforme en todo el proceso.
Para lograr este objetivo, se pueden emplear una serie de medidas de proceso. En primer lugar, durante la fase de diseño, la distribución del grosor de las paredes debe considerarse a fondo para garantizar que sea razonable. Esto no sólo ayuda a reducir las dificultades de fabricación, sino que también mejora significativamente la calidad del producto. Además, durante la fase de elaboración, los métodos de fabricación avanzados, como la fundición de precisión o el Mecanizado CNC debe utilizarse para lograr un control preciso del grosor de la pared.
Además, para aliviar los cambios bruscos en el grosor de la pared, utilice un método de transición gradual. Este método puede reducir eficazmente la concentración de tensiones y evitar aún más la deformación. Por ejemplo, entre dos secciones de distinto grosor de pared, podemos diseñar una zona de transición en la que el grosor de la pared cambie gradualmente.
En resumen, mantener la uniformidad y consistencia del grosor de las paredes es clave para garantizar la calidad del producto. Mediante un diseño meditado, técnicas de fabricación avanzadas y cambios graduales en el grosor de las paredes, se puede lograr una prevención eficaz de la deformación debida a la contracción desigual por enfriamiento, mejorando así la estabilidad y fiabilidad del producto.
2. Costillas de refuerzo y estructuras de soporte
En zonas de paredes delgadas o grandes superficies planas, la adición de nervios o costillas de refuerzo es especialmente importante. Actúan como guardianes de la estructura, añadiendo una robusta línea de defensa a la estructura general. Estas costillas o nervios de refuerzo desempeñan un papel importante desde el punto de vista mecánico, aumentando significativamente la rigidez y la estabilidad de la estructura.
Imagine una pared fina o una gran superficie plana sin nervaduras de refuerzo; es como un frágil trozo de cristal que podría romperse ante un ligero contacto. Sin embargo, con estas costillas o nervios, la estructura es como si llevara una armadura sólida, capaz de mantener su integridad independientemente de la presión o la fuerza de torsión a la que se enfrente.
Especialmente en los casos en los que el peso propio de las piezas de plástico o la tensión interna son considerables, no se puede subestimar el papel de las nervaduras o costillas de refuerzo. Actúan como una barrera, reduciendo eficazmente el alabeo causado por el peso propio o la tensión interna. Este tipo de alabeo no sólo afecta al aspecto estético de las piezas de plástico sino que, lo que es más importante, puede repercutir en el rendimiento y la vida útil de las piezas.
Por lo tanto, añadiendo nervios o nervaduras de refuerzo en zonas de paredes finas o grandes superficies planas, no sólo podemos mejorar la rigidez y la estabilidad general de las piezas de plástico, sino también reducir eficazmente el riesgo de alabeo. Esta filosofía de diseño no sólo refleja la búsqueda de la calidad del producto, sino que también pone de relieve el encanto de la innovación tecnológica. En el futuro, esperamos ver más diseños de nervios o costillas de refuerzo, que salvaguarden la calidad y la estabilidad de las piezas de plástico.
3. Diseño geométrico adecuado
En el proceso de diseño del producto, es necesario un tratamiento especial de las partes propensas a la deformación para garantizar la estabilidad y durabilidad del producto. El borde de la abertura de una caja es una de las zonas más propensas a la deformación. Para solucionar este problema, podemos diseñar esta pieza con una forma curva o utilizar transiciones redondeadas.
Las estructuras curvas tienen buenas propiedades mecánicas, ya que pueden dispersar eficazmente la tensión y reducir el riesgo de tensión concentrada. Cuando se somete a una presión externa o a un impacto, una estructura curva puede distribuir la fuerza sobre un área mayor, reduciendo así la probabilidad de deformación y agrietamiento. Además, el diseño de las transiciones redondeadas también ayuda a mejorar la distribución de las tensiones de la estructura, mejorando aún más la rigidez y la estabilidad general de la caja.
Este método de diseño no sólo mejora la fiabilidad del producto, sino que también mejora la experiencia del usuario. Una caja estable e indeformable puede proteger mejor el contenido de su interior, evitando daños o fugas causados por la deformación. Además, el diseño curvo y redondeado también hace que el producto sea más agradable estéticamente, proporcionando una apariencia cómoda y armoniosa.
Tenga en cuenta los costes y la viabilidad de la producción
Al aplicar este diseño, también debemos tener en cuenta los costes de producción y la viabilidad del proceso. Aunque los diseños curvos y redondeados pueden aumentar los costes de fabricación, las mejoras en estabilidad, estética y experiencia del usuario hacen que estos costes merezcan la pena. Además, es necesaria una estrecha colaboración con el departamento de producción. Esto garantiza la precisión y la coherencia durante el proceso de fabricación para lograr los mejores resultados de diseño.
En resumen, diseñar piezas propensas al alabeo del plástico, como el borde de la abertura de una caja, con una forma curva o transiciones redondeadas es un método eficaz para mejorar la estabilidad y durabilidad del producto. Utilizando las propiedades mecánicas de las estructuras curvas para reducir la concentración de tensiones y disminuir el riesgo de alabeo en el moldeo por inyección, podemos ofrecer a los consumidores productos más fiables y estéticamente agradables.
4. Disposición de las compuertas y los patines
En el diseño de moldes de plástico, la disposición adecuada de la posición, el número y el tamaño de la compuerta es crucial. La compuerta es el canal que conecta el molde y la cavidad del molde, y su posición, número y tamaño afectan directamente al estado de flujo del plástico fundido que entra en la cavidad del molde. Para garantizar un llenado uniforme del plástico, es necesario planificar cuidadosamente el diseño de la compuerta.
En primer lugar, debe considerarse cuidadosamente la selección de la posición de la compuerta. La compuerta debe colocarse en la línea de partición del molde o en el centro de presión de la cavidad del molde, para garantizar que el plástico fundido pueda fluir uniformemente hacia la cavidad del molde durante el llenado. Además, la posición de la compuerta debe evitar estructuras importantes en la pieza de plástico para evitar que afecte al rendimiento y al aspecto de la pieza.
En segundo lugar, hay que planificar razonablemente el número de compuertas. Demasiadas compuertas pueden provocar un flujo plástico caótico, aumentando la tensión interna; muy pocas compuertas pueden provocar un llenado plástico desigual, produciendo también tensión interna. Por lo tanto, seleccionar el número adecuado de compuertas en función del tamaño y la forma de la pieza de plástico es clave para garantizar un llenado uniforme del plástico.
Por último, el control del tamaño de las compuertas es igualmente importante. Unas compuertas demasiado pequeñas pueden provocar un flujo deficiente del plástico, prolongando el ciclo de moldeo; unas compuertas demasiado grandes pueden hacer que el plástico se llene demasiado rápido, provocando un llenado desigual. Por lo tanto, es necesario establecer el tamaño de compuerta adecuado en función del tipo de plástico y de la estructura del molde para garantizar un llenado uniforme del plástico.
En resumen, la disposición adecuada de la posición, el número y el tamaño de las compuertas es crucial para garantizar un llenado uniforme del plástico fundido en la cavidad del molde y evitar tensiones internas causadas por un llenado desigual. En el diseño de moldes de plástico, debemos prestar mucha atención al diseño de las compuertas para garantizar la calidad y el rendimiento de las piezas de plástico.
5. Sistemas de ventilación y refrigeración:
Al diseñar los sistemas de venteo, debemos tener en cuenta cómo reducir el fenómeno del atrapamiento de gases, disminuyendo así la presión interna. Un sistema de venteo excelente puede expulsar eficazmente los gases del molde y garantizar la descarga suave de los gases durante el proceso de moldeo por inyección, evitando la formación de bolsas de gas u otros defectos.
Además, debemos optimizar el sistema de refrigeración del molde. Utilizando tuberías de refrigeración eficientes, una distribución razonable de los canales de agua de refrigeración y un flujo de refrigerante eficaz, podemos garantizar una refrigeración uniforme de todas las partes del molde, reduciendo así el estrés térmico y mejorando la calidad del producto. Estas optimizaciones no sólo acortan el ciclo de moldeo y mejoran la eficiencia de la producción, sino que también prolongan eficazmente la vida útil del molde.
En resumen, unos sistemas de ventilación y refrigeración de moldes bien diseñados son cruciales para el moldeo por inyección. Sólo garantizando una descarga suave de los gases y una refrigeración uniforme del molde se pueden obtener productos de alta calidad y aumentar los beneficios de la producción. En futuras investigaciones y prácticas, seguiremos centrándonos en la optimización del diseño de los sistemas de ventilación y refrigeración de moldes para avanzar en la tecnología del moldeo por inyección.
6. Selección de materiales adecuados
Para garantizar la realización sin problemas del moldeo por inyección y reducir la tasa de deformación de los productos, debemos prestar mucha atención a la selección de los materiales plásticos. Al seleccionar los materiales plásticos, el uso previsto y los requisitos del proceso son factores en los que hay que hacer hincapié. Para productos con elevados requisitos de precisión dimensional, debemos elegir plásticos con índices de contracción más bajos. El nivel de contracción afecta directamente a la estabilidad dimensional del producto; cuanto menor sea el índice de contracción, más fácil será garantizar la precisión dimensional del producto.
Además del índice de contracción, la fluidez también es un factor importante a tener en cuenta a la hora de seleccionar los materiales plásticos. Los plásticos con una buena fluidez pueden llenar el molde más suavemente durante el proceso de moldeo por inyección, reduciendo la formación de defectos de moldeo. Además, la estabilidad de las propiedades mecánicas es un aspecto que no debemos pasar por alto. Si las propiedades mecánicas de los materiales plásticos son inestables, pueden producirse fácilmente diversos problemas como fracturas y alabeos durante el proceso de moldeo por inyección, lo que no sólo afectará al aspecto del producto sino también a su vida útil.
Por lo tanto, para adaptarnos al proceso de moldeo por inyección y reducir la deformación del producto, debemos seleccionar materiales plásticos con bajos índices de contracción, buena fluidez y propiedades mecánicas estables en función del uso previsto y los requisitos del proceso. Dichos materiales no sólo garantizan la precisión dimensional del producto, sino que también mejoran la eficacia de la producción y reducen los costes de producción. Al mismo tiempo, también proporcionan una garantía de uso a largo plazo para el producto, mejorando su competitividad en el mercado.
7. Control de las condiciones de moldeo
Para optimizar el proceso de moldeo por inyección y reducir la acumulación de tensiones residuales, es necesario ajustar cuidadosamente los parámetros relacionados. Velocidad de inyección y la presión son dos parámetros clave que afectan directamente a los efectos de flujo y llenado del plástico en el molde. Aumentando adecuadamente la velocidad de inyección, podemos acelerar la velocidad de flujo del plástico en el molde, mejorando el efecto de llenado y reduciendo así la acumulación de tensiones residuales.
Al mismo tiempo, el ajuste razonable de la presión de inyección garantiza que el plástico pueda entrar suavemente en el molde y rellenar todos los rincones, reduciendo eficazmente la tensión residual.
El tiempo de presión de mantenimiento también es un factor importante que afecta a la tensión residual. Un tiempo de presión de mantenimiento insuficiente provoca un enfriamiento inadecuado del plástico, lo que aumenta la tensión interna. Prolongar adecuadamente el tiempo de presión de mantenimiento permite que el plástico se enfríe completamente en el molde, ayudando a reducir la tensión residual.
Además, el control del tiempo de enfriamiento también es crucial. Un tiempo de enfriamiento demasiado corto provoca un enfriamiento desigual del plástico, causando fácilmente tensiones térmicas. Por lo tanto, establecer el tiempo de enfriamiento de forma razonable en función de las características del plástico y la estructura del molde es crucial para reducir la tensión residual.
En resumen, ajustando cuidadosamente los parámetros del proceso de moldeo por inyección, como la velocidad de inyección, la presión, el tiempo de mantenimiento de la presión y el tiempo de enfriamiento, y utilizando técnicas retóricas para aumentar la eficacia de la expresión, se puede reducir eficazmente la acumulación de tensiones residuales, mejorando la calidad y la estabilidad de los productos moldeados por inyección.
8. Precisión y mantenimiento del molde:
La precisión es un factor crítico en el proceso de fabricación de moldes. Para garantizar la precisión de fabricación del molde, hemos aplicado una serie de estrictas medidas de control de calidad. En primer lugar, utilizamos equipos de mecanizado de alta precisión y realizamos una calibración precisa para garantizar la estabilidad y exactitud de los equipos. En segundo lugar, seleccionamos y controlamos estrictamente los materiales del molde para garantizar su calidad y estabilidad. Además, mejoramos el control de calidad durante el proceso de mecanizado, realizando estrictas inspecciones y comprobaciones en cada fase para evitar la transmisión y acumulación de errores.
Además de la precisión, la suavidad de la superficie de la cavidad del molde es también un factor importante que afecta a la calidad del producto y a la vida útil del molde. Para mejorar la suavidad de la superficie de la cavidad del molde, utilizamos técnicas avanzadas de pulido y reforzamos el control y la gestión del proceso de pulido. Al mismo tiempo, realizamos estrictas inspecciones y evaluaciones del molde pulido para asegurarnos de que la calidad y la suavidad de su superficie cumplen los requisitos.
Para garantizar la estabilidad dimensional y la vida útil del molde, lo mantenemos y revisamos con regularidad. Hemos establecido un sistema de mantenimiento exhaustivo, detallando y registrando cada paso del mantenimiento. Al mismo tiempo, también mejoramos la formación y la gestión del personal de mantenimiento, mejorando la profesionalidad y la calidad del trabajo de mantenimiento. Mediante la aplicación de estas medidas, prolongamos eficazmente la vida útil del molde, aumentamos la eficacia de la producción y mejoramos la calidad del producto.
En resumen, para garantizar la precisión de la fabricación del molde, la suavidad de la superficie de la cavidad del molde, la estabilidad dimensional y la vida útil, hemos implantado una serie de estrictas medidas de control de calidad y sistemas de gestión. La aplicación de estas medidas no sólo mejora la calidad y la estabilidad del molde, sino que también proporciona un fuerte apoyo al desarrollo de la empresa.
9. Utilización de la tecnología de balanza multicavidades:
En el proceso de producción de moldes multicavidad, es crucial equilibrar la presión y la tasa de llenado de cada cavidad. Dado que la posición, el tamaño y la estructura de cada cavidad del molde pueden diferir, la presión del fluido y la tasa de llenado que experimentan durante el proceso de llenado también varían. Si no se equilibran, puede producirse un alabeo de los productos individuales.
Para evitar esta situación, los productores tienen que controlar de cerca la presión y la tasa de llenado de cada cavidad. Necesitan utilizar equipos de control avanzados para supervisar la presión y la tasa de llenado de cada cavidad en tiempo real y hacer ajustes para garantizar la consistencia durante el proceso de llenado. Si se detecta que la presión o la tasa de llenado de una cavidad es demasiado alta o demasiado baja, deben hacerse ajustes rápidamente para garantizar la forma y la calidad del producto.
Además, los productores también necesitan mantener y revisar regularmente el molde para garantizar su funcionamiento normal. Necesitan inspeccionar el sellado del molde, el sistema de refrigeración y otros componentes clave para asegurarse de que están en buenas condiciones de funcionamiento. Si se encuentra algún problema, las reparaciones o sustituciones deben hacerse con prontitud para evitar la deformación del producto causada por fallos del molde.
En resumen, equilibrar la presión y la tasa de llenado de cada cavidad en un molde con varias cavidades es clave para garantizar la forma y la calidad del producto. Los fabricantes tienen que tomar una serie de medidas para asegurarse de que cada cavidad experimenta la presión y la tasa de llenado adecuadas durante el proceso de llenado. También necesitan mantener y revisar regularmente el molde para garantizar su funcionamiento normal. Sólo así se pueden fabricar productos de alta calidad que satisfagan las necesidades de los clientes.
Dos casos prácticos ilustran las soluciones al alabeo
Caso práctico uno: Deformación de la tapa de una caja precintada
La tapa negra de la caja sellada está fabricada con material PA6+30%GF y utiliza una compuerta de puntos. Tras el desmoldeo, el alabeo afecta al posterior proceso de soldadura.

Posibles causas y soluciones
El plan inicial para este caso era establecer un único punto de entrada de material en el lado largo de la pieza. Esto provoca un alabeo severo en ambos extremos del producto, lo que conduce a una resistencia deficiente de la soldadura por vibración y al fallo en las pruebas de presión. Debido a la orientación de las fibras de vidrio durante el proceso de flujo con la masa fundida, el producto se contrae de forma desigual a lo largo de la dirección de flujo y perpendicular a la dirección de flujo, provocando el alabeo.
Por lo tanto, cambiar la forma de flujo de la masa fundida a un flujo unidireccional mejora el alabeo. El desplazamiento de la posición de la compuerta desde el centro del lado largo del producto al lado corto cambia de forma efectiva la orientación original de la fibra de vidrio, haciendo que la orientación sea más uniforme. Los defectos de moldeado del producto mejoran significativamente.
Caso práctico dos: Alabeo de un soporte de TV
El soporte negro del soporte de TV, fabricado en PBT+30%GF, utiliza una compuerta de puntos y experimenta deformaciones de alabeo en las esquinas, lo que dificulta el montaje. Como pieza que soporta el peso del soporte de TV, requiere cierta resistencia a la compresión, y su nivelación también es crucial. La deformación por alabeo afecta al montaje y uso normales.
Posibles causas y soluciones
Proceso de moldeado: El plan inicial para este caso implicaba utilizar dos puntos de entrada de material, lo que provocaba una superficie de montaje desigual y alabeos en las esquinas. Debido a la orientación de las fibras de vidrio durante el proceso de flujo con la masa fundida, el producto se contrae menos a lo largo de la dirección de flujo y más perpendicularmente a la dirección de flujo, lo que provoca una contracción desigual y alabeo.
Normalmente, cuanto más compleja es la situación del flujo de fusión, más desigual es la contracción. Simplificar la forma de flujo para mejorar la deformación es una de las medidas eficaces. En este caso, tras eliminar una compuerta, se cambió el método de entrada de material a un solo punto, lo que hizo que la orientación de la fibra de vidrio fuera más uniforme. La forma de flujo simplificada mejoró eficazmente la situación de deformación por alabeo.
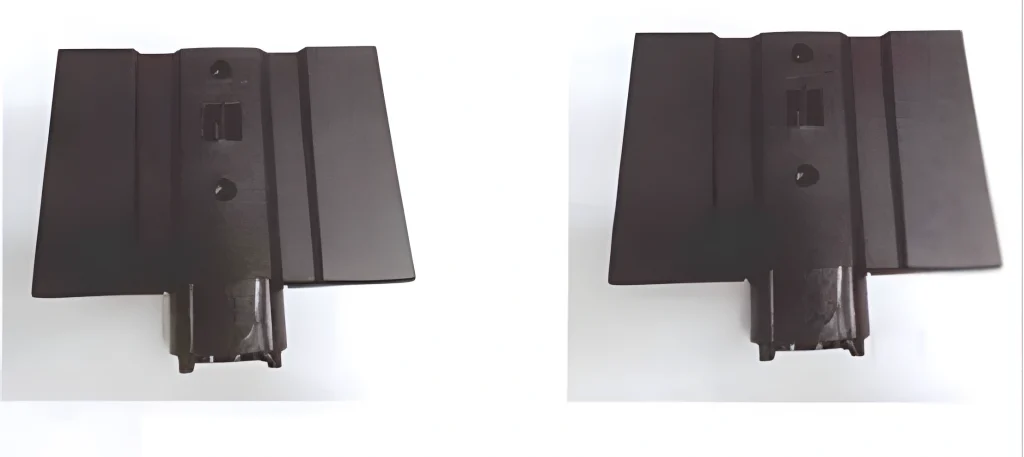
Este caso demuestra que el alabeo del producto está causado por la orientación desigual del material de refuerzo. Las fibras alargadas en la masa fundida de plástico fluyen a lo largo de la dirección de flujo, provocando menos contracción a lo largo de la dirección de flujo y más perpendicular a ella. La contracción desigual causada por la orientación provoca el alabeo del producto. En esta situación, cambiar la posición de la compuerta y la estructura del producto puede mejorar el alabeo. En el caso de los materiales reforzados con fibra de vidrio, el uso de una orientación uniforme de la fibra de vidrio puede lograr a menudo un menor efecto de alabeo.
Resumen
Evitar el alabeo en las piezas moldeadas por inyección requiere la colaboración entre diseñadores y fabricantes. Por un lado, los diseñadores de productos deben tener plenamente en cuenta las características del moldeo por inyección durante la fase de diseño e integrar estos factores en el diseño estructural para minimizar el alabeo tras el moldeo. Por otro lado, los proveedores de moldes deben abordar los diversos defectos con experiencia profesional, logrando un bajo coste y una alta calidad.
Si desea obtener más información sobre el alabeo o la deformación, no dude en ponerse en contacto con el correo electrónico de intercambio técnico de FirstMold en firstmold88@gmail.com.


















