Die Hinterradnabe eines Elektrorollers erfüllt drei wesentliche Funktionen. Erstens dient sie als tragendes Bauteil. Zweitens muss sie mit präzisen Maßen gefertigt werden, einschließlich eines im Spritzgussverfahren hergestellten Einlegeteils, damit andere Komponenten, wie beispielsweise der Nabenmotor des Elektrorollers, darin Platz finden. Drittens trägt sie zur Ästhetik des Rollers bei, genau wie Felgen bei Autos. Um diese Ziele zu erreichen, müssen die folgenden Aspekte berücksichtigt werden.
- Auswahl der Materialien: Aufgrund der Anforderungen an die Tragfähigkeit wird in der Regel ein hochfester technischer Kunststoff wie Polyamid (PA6/PA66) bevorzugt, der zur Erhöhung der Steifigkeit mit Glasfasern (GF) verstärkt ist. Er weist zudem eine gute Verschleiß- und Hitzebeständigkeit auf.
- Konstruktionsoptimierung: Dies ist notwendig, um häufige Mängel wie Einfallstellen und Verformungen bei der Herstellung von Radnaben für Elektroroller zu vermeiden, indem eine gleichbleibende Wandstärke gewährleistet wird. Außerdem können Verstärkungsrippen angebracht werden, um die Festigkeit zu erhöhen, ohne die Wandstärke zu vergrößern.
- Optimierung des Formaufbaus: Bei der Konstruktion der Radnabe für Elektroroller müssen die Anspielstelle, der Materialflussweg und die Kühlkanäle so optimiert werden, dass Fehler vermieden werden. Außerdem sollte die Konstruktion die Möglichkeit zum Einlegen von Stahl- oder Aluminium-Lagergehäusen vorsehen.
- Optimierung des Spritzgussverfahrens: Beim Spritzgießen von Radnaben für Elektroroller müssen die Formparameter wie Schmelztemperatur, Formtemperatur, Einspritzgeschwindigkeit und Haltezeit je nach verwendetem Material optimiert werden, um eine Materialverschlechterung zu verhindern.
- Analyse der strukturellen Integrität: Zur Optimierung der Nabenlagerung kommen die Finite-Elemente-Methode (FEA) und computergestütztes Engineering (CAE) zum Einsatz. Ziel ist es, sicherzustellen, dass das Rad wiederholten Belastungen und Stößen standhalten kann.
- Oberflächenbehandlung und Anpassungsfähigkeit an die Umgebung: Die Oberflächenbehandlung der Radnabe des Elektrorollers trägt zu deren Ästhetik bei. Die Oberflächenbehandlung sorgt nicht nur für ein ansprechenderes Erscheinungsbild, sondern soll dem Material auch dabei helfen, Umwelteinflüssen wie UV-Strahlung, Temperaturschwankungen und Feuchtigkeit standzuhalten und so eine langfristige Stabilität zu gewährleisten.
- Qualitätssicherung: Bei der Herstellung von Radnaben für Elektroroller muss ein strenger Qualitätskontrollprozess angewendet werden, der von der Online-Prüfung über die Prozesskontrolle bis hin zur Endprüfung des Produkts reicht, um sicherzustellen, dass die Radnabe den Konstruktionsspezifikationen und Leistungsanforderungen entspricht.
Anforderungen des Kunden
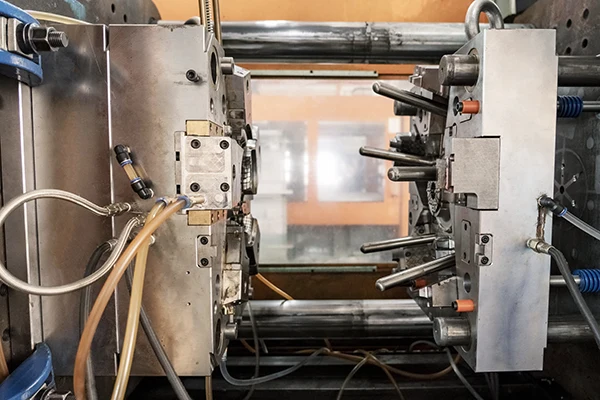
Ein bekannter Hersteller von Elektrorollern in China und langjähriger Freund von James Li, dem Geschäftsführer von First Mold, wandte sich an unser Unternehmen, um umfassende Dienstleistungen im Bereich des Kunststoffformbaus und des Einlegebildens für die Herstellung von Radnaben für Elektroroller in Anspruch zu nehmen.
Während der Diskussionsrunde zur Erörterung des Produktkonzepts und der Anforderungen erklärte der Kunde: “First Mold ist einer der Formenbauer in China, den wir sehr schätzen, da das Unternehmen bereits vielen Herstellern dabei geholfen hat, komplexe Ideen in die Tat umzusetzen. Und wir sind zuversichtlich, dass dieses Projekt keine Ausnahme bilden wird.”
Daraufhin erklärte der stellvertretende Geschäftsführer des Unternehmens, Ray Liu: “First Mold hat das Privileg, einige der klügsten Ingenieure des Landes zu beschäftigen. Durch den Einsatz fortschrittlicher Technologien sind den Möglichkeiten unseres Teams keine Grenzen gesetzt.”.
Der Hersteller von Radnaben für Elektroroller wünschte sich eine Produktionsform, die für PA6+30%GF geeignet ist. Die Oberfläche der Form für die Radnaben der Elektroroller sollte so poliert sein, dass das Formteil eine gleichmäßig glatte Oberfläche aufweist. Die für die automatisierte Montage erforderliche Toleranz betrug ±0,1 mm. Außerdem wünschte sich der Kunde eine Optimierung der Form, um häufige Fehler zu vermeiden.
Herausforderungen und Lösungen
Der Hersteller von Radnaben für Elektroroller wies auf wichtige kritische Punkte hin, die sich aus seinen bisherigen Erfahrungen ergaben. Dazu gehören die Verschiebung des Stahleinsatzes während des Spritzgussvorgangs, uneinheitliche Bauteil-Toleranzen, die eine automatisierte Montage erschweren, sowie eine geringe Produktionsausbeute (≤90%).
Als Reaktion auf die Bedenken erklärte Li: “Jedes Werkzeug, das unser Werk verlässt, durchläuft strenge Qualitätskontrollen, um sicherzustellen, dass es die Erwartungen der Kunden erfüllt und in den meisten Fällen sogar übertrifft.”
Verschiebung und Abweichung von der Koaxialität
Die zentrale Stahlhülse ist das Herzstück der Kraftübertragung bei Elektrorollern. Beim Spritzgießen kann der unter hohem Druck stehende Kunststoffstrom auf den Metalleinsatz auftreffen, was zu Verschiebungen, Neigungen und Abweichungen von der Koaxialität führen kann. Übersteigt die Abweichung 0,05 mm, wird die gesamte Nabe aussortiert und lässt sich nicht mehr mit der Motorwelle in Einklang bringen.
In den meisten Fabriken fehlen Werkzeuge zur präzisen Positionierung der Einsätze, was in der Massenproduktion zu einer hohen Verschiebungsrate der Stahlhülsen führt. Zu den möglichen Folgen einer Verschiebung der Stahleinsätze zählen unter anderem das Blockieren der Motormontage und ungewöhnliche Geräusche.
Dieses Problem lässt sich am besten bereits bei der Konstruktion der Form lösen. Das Ingenieurteam von First Mold löste dieses Problem, indem es präzisionsgefertigte Stifte in die Form für die Radnabe des Elektrorollers einbaute, um die Stahlhülse in Position zu halten. Zudem wurde die Außenfläche der Stahlhülse modifiziert, um die mechanische Haftung zu verbessern.
Um ein Verrutschen der Stahlhülse weiter zu verhindern, optimierte das Team die Einspritzgeschwindigkeit und den Einspritzdruck, um die Aufprallkraft des geschmolzenen Kunststoffs auf den Einsatz zu minimieren. Auch die Position des Angusses wurde optimiert. Der Anguss wurde so positioniert, dass der geschmolzene Kunststoff den Einsatz sanft umfließt, anstatt ihn zu verdrängen.
Schrumpf- und Verformungskontrolle bei PA6 + 30% GF
Zu den häufig gemeldeten Problemen bei PA6+30GF zählen Glasfaserausblühungen, Schrumpfung und Verzug. Diese Probleme führen zu einem unansehnlichen Erscheinungsbild und Maßabweichungen. Infolgedessen wird das gefertigte Bauteil die Audits von Premium-Marken nicht bestehen.
Einige der bei PA6 festgestellten Mängel sind auf seine hohe Wasseraufnahme zurückzuführen. Eine unzureichende Trocknung vor dem Formen kann zu Blasenbildung und Rissbildung führen. Die Schrumpfungsrate schwankt jedoch erheblich nach der Verstärkung mit 30%-Glasfasern.
Bei diesem Projekt zur Entwicklung einer Radnabe für einen Elektroroller führen die komplexen Verstärkungsrippen und Gitterstrukturen der Nabe sowie die ungleichmäßige Wandstärke ebenfalls zu uneinheitlichen Kälteschrumpfungen. Dadurch ist das Bauteil besonders anfällig für Verziehen und Verformungen, was sich auf die Rundheit der Felge und die Montagegenauigkeit auswirkt.
First Mold meisterte diese Herausforderungen durch eine Kombination verschiedener Maßnahmen, darunter die Optimierung der Prozessparameter und Verbesserungen am Formdesign. Dazu gehört das Trocknen des PA6 + 30% GF in einem Temperaturbereich von 80 °C bis 90 °C (176 °F – 194 °F) über einen Zeitraum von 4 bis 6 Stunden vor dem Spritzgießen. Ziel ist es, einen Feuchtigkeitsgehalt von 0,1% bis 0,2% zu erreichen.
Zudem wurde die Formtemperatur auf den oberen Grenzwert der Materialspezifikation erhöht. Das Team nahm außerdem folgende Verbesserungen am Formdesign vor:
- Optimierung der Dosierung zur Verbesserung des Durchflusses und zur Verringerung der Scherbeanspruchung
- Angemessene Entlüftung, insbesondere in Bereichen mit Schweißnähten, um das Entweichen eingeschlossener Luft zu erleichtern
- Verwendung von dicken und kurzen Angüssen und Angusskanälen, um eine übermäßige Scherbeanspruchung des Materials zu vermeiden
Unzureichende strukturelle Festigkeit
Die Verstärkungsrippen, gezahnten Strukturen und Befestigungslöcher bei diesem Projekt für eine Elektroroller-Radnabe zeichnen sich durch eine tiefe Formkavität, dünnwandige Teile und eine dichte Rippenstruktur aus. Beim Spritzgießen kann dies leicht zu folgenden Problemen führen:
- Zu wenig eingefüllt
- Unzureichende Festigkeit der Schweißnaht, wodurch die Spannungsbereiche anfällig für Brüche sind
- Glasfaserausblühung (Faserfreilegung), die das Aussehen und die Witterungsbeständigkeit beeinträchtigt
Schweißnähte sind anfällig für Brüche, was auf unebenen Straßen zu Sicherheitsrisiken führt und Kundenrückgaben sowie Rückrufaktionen zur Folge hat. First Mold hat Schweißnähte durch eine durchdachte Formkonstruktion und die Anpassung der Prozessparameter beseitigt.
Strenge Toleranzanforderungen (±0,1 mm)
Als zentrales Getriebebauteil erfordert die Motor-Nabe eines Elektrorollers enge Toleranzen von ±0,1 mm hinsichtlich Koaxialität, Position der Befestigungsbohrungen und Felgenabmessungen – diese liegen weit über denen gewöhnlicher Spritzgussteile. Dies stellt eine erhebliche Herausforderung für die Formgenauigkeit, die Spritzgussverfahren und die Prüfmöglichkeiten dar.
Starke Maßschwankungen machen es unmöglich, die Genauigkeitsanforderung von ±0,1 mm zu erfüllen, wodurch der Einsatz ausschließlich auf die manuelle Montage im Niedrigpreissegment beschränkt ist. Maßschwankungen können dazu führen, dass die Komponenten des Nabenmotors des Elektrorollers nicht nahtlos zusammenpassen, was zur Ausschleusung von Teilen führt.
Das Ingenieurteam von First Mold erreichte die gewünschte Toleranz durch eine auf die Fertigungsfähigkeit ausgerichtete Konstruktion sowie durch den Einsatz fortschrittlicher Hardware- und Softwaretechnologien. Die Formkonstruktion umfasste gleichmäßige Kühlkanäle und berücksichtigte die spezifische Schrumpfungsrate von PA6 + 30% GF. Diese Maßnahmen trugen in Verbindung mit optimierten Verarbeitungsbedingungen dazu bei, dass das Team eine konstante Toleranz von ±0,1 mm erreichen konnte.
Effizienz und Stabilität bei Mehrfachformen für die Massenproduktion in Einkammerbauweise in Einklang bringen
Ein-Kavitäten-Formen weisen naturgemäß einen geringen Wirkungsgrad auf. Verschärft wurde diese Situation durch die komplexe Struktur des Nabenkörpers, die die Fehlerbehebung extrem erschwert. Zu den größten Herausforderungen, mit denen andere Unternehmen der Branche konfrontiert sind, gehören:
- Häufige Produktionsunterbrechungen aufgrund von Formanpassungen
- Geringe Erträge und unkontrollierte Kosten
- Inability to meet large-scale, stable supply demands
These challenges usually stem from insufficient experience in single-cavity mold debugging. When the mass production yield is below 90%, it leads to delayed delivery and situations where costs will far exceed the budget. The team achieved a production yield above 95% by optimizing the cooling system, optimal gate design, and precise parameter tuning.
Was der Kunde mit den Lösungen von First Mold gewonnen hat
The electric scooter wheel hub blueprint featured a complex design; the manufacturer faced the risk of being forced to redesign their product if they couldn’t find a mold maker that would create the right tool. Product redesign takes a lot of time, and can be costly too. By working with First Mold, the client was able to avoid that eventuality.
“We had already formed our marketing around the design in the blueprint,” said the client when they received their tooling with test samples. “Changing the design midway would have been a serious dent on our brand image and create distrust among our customers”.
First Mold did not just accept the electric scooter wheel hub mold manufacturing project, but also made sure the client received the working tool well ahead of the deadline. The collaboration also gives the client access to expedited maintenance and replacement parts.
FAQ
Auf der Konstruktionsebene können Formenbauer das Verrutschen von Stahlhülsen beim Einlegeteilverfahren durch federbelastete Stifte, Magnethalterungen, mechanische Arretierungen, Anschlagflächen, mechanische Haltevorrichtungen und Presspassungen verhindern. Die Wahl der konkreten Technik hängt häufig von den konstruktiven Einschränkungen ab.
Die Optimierung des Einsatzdesigns zur Vermeidung von Verschiebungen während des Einspritzens des Kunststoffs, Verbesserungen am Formdesign wie die Optimierung der Angussposition und eine angemessene Entlüftung sowie eine angemessene Prozessoptimierung sind allesamt entscheidend für die Steigerung der Ausbeute bei einer Ein-Kavitäten-Form für Einsätze in Motor-Naben von Elektrorollern.