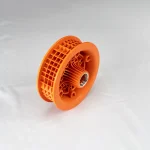
De wielnaaf van de achterste elektrische scooter heeft drie belangrijke functies. Ten eerste dient het als een structureel dragend onderdeel. Ten tweede moet het worden vervaardigd met nauwkeurige afmetingen, met inbegrip van een insert gegoten component, zodat andere onderdelen, zoals de elektrische scooter naaf motor, kan passen in het. Ten derde voegt het toe aan de esthetiek van de scooter, net als autovelgen. De volgende overwegingen zijn nodig om deze doelen te bereiken.
- Materiaalkeuze: Vanwege de lastdragende eisen wordt meestal de voorkeur gegeven aan kunststof met een hoge sterkte, zoals polyamide (PA6/PA66) versterkt met glasvezel (GF) voor stijfheid. Het heeft ook een goede slijtvastheid en hittebestendigheid.
- Ontwerpoptimalisatie: Dit is nodig om veelvoorkomende defecten zoals verzakkingen en kromtrekken bij de productie van elektrische scooterwielnaven te voorkomen door een consistente dikte te behouden. Er kunnen ook ribben worden toegevoegd om de sterkte te vergroten zonder de dikte te vergroten.
- Optimalisatie van het matrijsontwerp: Het naafmatrijsontwerp voor elektrische scooterwielen moet de locatie van de poort, de materiaalstroom en de koelkanalen optimaliseren om defecten te voorkomen. Het moet ook een voorziening hebben voor inleggieten voor stalen of aluminium lagerhuizen.
- Optimalisatie van spuitgieten: Het spuitgieten van de wielnaaf van een elektrische scooter moet de spuitgietparameters optimaliseren, zoals smelttemperatuur, matrijstemperatuur, injectiesnelheid en wachttijd, afhankelijk van het gebruikte materiaal, om degradatie te voorkomen.
- Analyse van structurele integriteit: Finite Element Analysis (FEA) en Computer-Aided Engineering (CAE) worden gebruikt om de naafondersteuning te optimaliseren. Het doel is ervoor te zorgen dat het wiel bestand is tegen herhaalde belastingen en schokken.
- Oppervlaktebehandeling en aanpasbaarheid aan de omgeving: De oppervlaktebehandeling van de wielnaaf van de elektrische scooter draagt bij aan de esthetiek. Naast het aantrekkelijker maken van het oppervlak, moet de oppervlaktebehandeling het materiaal helpen om bestand te zijn tegen omgevingselementen zoals UV-stralen, temperatuurschommelingen en vochtigheid voor stabiliteit op de lange termijn.
- Kwaliteitsborging: De productie van de wielnaaf van elektrische scooters moet een streng kwaliteitscontroleproces implementeren, van online inspectie tot procescontrole en het testen van het eindproduct, om ervoor te zorgen dat de wielnaaf voldoet aan de ontwerpspecificaties en prestatie-eisen.
Eisen van de klant
Een bekende fabrikant van elektrische scooters in China en een oude vriend van de General Manager van First Mold, James Li, benaderde onze faciliteit voor het maken van uitgebreide kunststof mallen en insert molding-diensten voor de productie van wielnaven voor elektrische scooters.
Tijdens het rondetafelgesprek over de productblauwdruk en de vereisten zei de klant: “First Mold is een van de matrijsfabrikanten in China waar we veel respect voor hebben, omdat ze veel fabrikanten hebben geholpen om complexe ideeën tot leven te brengen. En we zijn ervan overtuigd dat dit project geen uitzondering zal zijn.”
In een reactie zei Ray Liu, Deputy General Manager van het bedrijf: “First Mold heeft het voorrecht om enkele van de slimste ingenieurs van het land te hebben. Door gebruik te maken van geavanceerde technologieën is er geen grens aan wat ons team kan bereiken”.
De fabrikant van de elektrische scooterwielnaaf wilde een productiegereedschap dat PA6+30%GF aankon. Het oppervlak van de matrijs voor de elektrische scooterwielnaaf moest voldoende gepolijst zijn om het gegoten onderdeel een standaard glad oppervlak te geven. De vereiste tolerantie voor geautomatiseerde assemblage was ±0,1 mm. De klant wilde ook dat de matrijs werd geoptimaliseerd om veelvoorkomende defecten te voorkomen.
Uitdagingen en oplossingen
De fabrikant van de wielnaaf voor elektrische scooters wees op belangrijke kritieke punten van zorg op basis van hun eerdere ervaringen. Dit omvat het verschuiven van de stalen insert tijdens het inspuiten van het materiaal, inconsistente onderdeeltolerantie die geautomatiseerde assemblage moeilijk maakt en een lage productieopbrengst (≤90%).
In een reactie op de bezorgdheid zei Li: “Elk gereedschap dat onze fabriek verlaat, ondergaat een strenge kwaliteitscontrole om er zeker van te zijn dat het voldoet aan de verwachtingen van de klant en deze in de meeste gevallen zelfs overtreft.”
Verschuiving van de inzet en coaxialiteitafwijking
De centrale stalen huls is de kern van de krachtoverbrenging in elektrische scooters. Tijdens het spuitgieten kan de onder hoge druk gesmolten kunststofstroom inwerken op de metalen insert, waardoor verschuiving, kanteling en coaxialiteitsafwijking ontstaan. Als de afwijking groter is dan 0,05 mm, wordt de hele naaf gesloopt en kan deze niet meer worden gekoppeld aan de motoras.
De meeste fabrieken hebben geen precisiegereedschap voor het positioneren van de inzetstukken, waardoor de stalen hulzen tijdens de massaproductie vaak verschuiven. Enkele mogelijke gevolgen van het verschuiven van de stalen huls zijn vastlopen van de motor en abnormaal geluid.
De beste manier om dit probleem op te lossen is tijdens het matrijsontwerp. Het team van First Mold-ingenieurs loste dit probleem op door in de mal voor de naaf van het elektrische scooterwiel precisiebewerkte pennen te gebruiken om de stalen huls op zijn plaats te houden. Het buitenoppervlak van de stalen huls werd ook aangepast om de mechanische hechting te verbeteren.
Om het verschuiven van de stalen huls verder te voorkomen, optimaliseerde het team de injectiesnelheid en -druk om de impactkracht van de gesmolten hars op de insert te minimaliseren. Ook de locatie van de poort werd geoptimaliseerd. De poort werd zo geplaatst dat de gesmolten hars zich voorzichtig rond het inzetstuk vult in plaats van het te duwen.
Krimp- en vervormingscontrole van PA6 + 30% GF
Veelvoorkomende problemen met PA6+30GF zijn onder andere glasvezelblooming, krimp en vervorming. Deze problemen leiden tot een slecht uiterlijk en inconsistente afmetingen. Het gevolg is dat het geproduceerde onderdeel niet door de high-end merkaudits komt.
Sommige defecten die bij PA6 worden gerapporteerd, zijn te wijten aan de hoge waterabsorptie. Onvoldoende drogen voor het gieten kan leiden tot bellen en scheuren. De krimpsnelheid fluctueert echter aanzienlijk na versterking met 30% glasvezel.
In dit naafproject voor elektrische scooters veroorzaken de complexe verstevigingsribben en roosterstructuren van de naaf en de ongelijke wanddikte ook een inconsistente krimp van de koeling. Hierdoor is het onderdeel zeer gevoelig voor kromtrekken en vervorming, wat de rondheid van de velg en de assemblagenauwkeurigheid beïnvloedt.
First Mold heeft deze uitdagingen overwonnen door een combinatie van processen, waaronder procesparameteroptimalisatie en verbeteringen aan het matrijsontwerp. Dit omvat het drogen van de PA6 + 30% GF bij een temperatuur van 80°C tot 90°C (176°F - 194°F) gedurende 4-6 uur vóór het spuitgieten. Het doel is een vochtgehalte van 0,1%-0,2%.
Bovendien werd de matrijstemperatuur verhoogd tot de bovengrens van de specificatie van het materiaal. Het team bracht ook de volgende verbeteringen aan in het matrijsontwerp:
- Optimaliseren van geleidingen om stroming te vergemakkelijken en afschuiving te verminderen
- Goede ontluchting, vooral in gebieden waar laslijnen voorkomen, om de afvoer van ingesloten lucht te vergemakkelijken
- Gebruik van dikke en korte rails en poorten om overmatige afschuiving op het materiaal te voorkomen
Onvoldoende structurele sterkte
De rasterversterkende ribben, tandstructuren en montagegaten in dit naafproject voor elektrische scooters hebben een diep hol, dunwandig en dicht ribontwerp. Tijdens het spuitgieten kan dit gemakkelijk leiden tot:
- Korte schoten (onvoldoende vulling)
- Onvoldoende sterkte van de lasnaad, waardoor spanningsgebieden vatbaar zijn voor breuk
- Blooming van glasvezels (blootstelling van vezels), die het uiterlijk en de weerbestendigheid beïnvloedt
Laslijnen kunnen breken, wat veiligheidsrisico's oplevert bij hobbelige wegomstandigheden en leidt tot retourzendingen en terugroepacties. First Mold elimineerde laslijnen door een doordacht matrijsontwerp en het aanpassen van procesparameters.
Strenge tolerantievereisten (±0,1 mm)
Als kernonderdeel van de transmissie vereist de naaf van de elektrische scooter krappe toleranties van ±0,1 mm voor coaxialiteit, posities van montagegaten en velgafmetingen - veel hoger dan die van gewone spuitgietonderdelen. Dit stelt de matrijsprecisie, spuitgietprocessen en inspectiemogelijkheden zwaar op de proef.
Grote maatschommelingen maken het onmogelijk om aan de nauwkeurigheidseis van ±0,1 mm te voldoen, waardoor het gebruik beperkt blijft tot low-end handmatige assemblage. Maatfluctuaties kunnen het moeilijk maken voor de naafmotoronderdelen van de elektrische scooter om naadloos te passen, waardoor onderdelen worden afgekeurd.
Het team van First Mold-ingenieurs bereikte de gewenste tolerantie door te ontwerpen met het oog op maakbaarheid en door gebruik te maken van geavanceerde hardware- en softwaretechnologieën. Het matrijsontwerp omvatte uniforme koelkanalen en hield rekening met de specifieke krimpsnelheid van PA6 + 30% GF. Deze ingrepen, in combinatie met geoptimaliseerde verwerkingsomstandigheden, hielpen het team om een consistente tolerantie van ±0,1 mm te bereiken.
Efficiëntie en stabiliteit in evenwicht brengen in mallen voor massaproductie met één holte
Matrijzen met één holte hebben inherent een lage efficiëntie. De situatie werd nog verergerd door de complexe structuur van de naaf, wat het opsporen van fouten extreem moeilijk maakt. Enkele van de grootste uitdagingen voor branchegenoten zijn:
- Frequente productiestops voor matrijsaanpassingen
- Lage opbrengst en ongecontroleerde kosten
- Onvermogen om te voldoen aan grootschalige, stabiele toeleveringseisen
Deze uitdagingen komen meestal voort uit onvoldoende ervaring met het debuggen van matrijzen met één holte. Wanneer de opbrengst van de massaproductie lager is dan 90%, leidt dit tot vertraagde levering en situaties waarin de kosten het budget ver overschrijden. Het team bereikte een productieopbrengst van meer dan 95% door het koelsysteem te optimaliseren, de gate optimaal te ontwerpen en de parameters nauwkeurig af te stellen.
Wat de klant heeft gewonnen met de oplossingen van First Mold
De blauwdruk van de wielnaaf van de elektrische scooter had een complex ontwerp; de fabrikant liep het risico dat hij zijn product opnieuw moest ontwerpen als hij geen matrijzenmaker kon vinden die het juiste gereedschap kon maken. Het herontwerpen van een product kost veel tijd en kan ook kostbaar zijn. Door samen te werken met First Mold kon de klant dit voorkomen.
“We hadden onze marketing al gevormd rond het ontwerp in de blauwdruk,” zei de klant toen ze hun tooling met proefmonsters ontvingen. “Het ontwerp halverwege veranderen zou een ernstige deuk in ons merkimago hebben geslagen en wantrouwen bij onze klanten hebben veroorzaakt”.
First Mold accepteerde niet alleen het project voor de productie van de gietvorm voor de wielnaaf van de elektrische scooter, maar zorgde er ook voor dat de klant het werkende gereedschap ruim voor de deadline ontving. De samenwerking geeft de klant ook toegang tot snel onderhoud en vervangende onderdelen.
FAQ
Op ontwerpniveau kunnen matrijsmakers het verschuiven van stalen hulzen bij het spuitgieten voorkomen door gebruik te maken van veerbelaste pennen, magnetische houders, mechanische vallen, afsluitvlakken, mechanische retentievoorzieningen en interferentiepassen. Welke techniek precies wordt gebruikt, hangt vaak af van de beperkingen van het ontwerp.
Het optimaliseren van het ontwerp van de insert om verschuivingen tijdens het inspuiten van de hars te voorkomen, verbeteringen aan het matrijsontwerp zoals het optimaliseren van de positie van de gating en de juiste ontluchting, en een goede procesoptimalisatie zijn allemaal cruciaal voor het verbeteren van de opbrengst in een insert matrijs voor de naaf van een elektrische scooter met één caviteit.