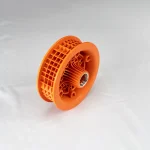
Il mozzo della ruota posteriore dello scooter elettrico svolge tre funzioni fondamentali. In primo luogo, funge da componente strutturale portante. In secondo luogo, deve essere realizzato con dimensioni di precisione, compreso un componente stampato a inserto, in modo che altri componenti, come il motore nel mozzo dello scooter elettrico, possano inserirsi al suo interno. In terzo luogo, contribuisce all’estetica dello scooter, proprio come i cerchi delle automobili. Per raggiungere questi obiettivi è necessario tenere conto delle seguenti considerazioni.
- Selezione del materiale: A causa dei requisiti di resistenza al carico, il materiale solitamente preferito è una plastica tecnica ad alta resistenza come la poliammide (PA6/PA66), rinforzata con fibra di vetro (GF) per garantirne la rigidità. Presenta inoltre una buona resistenza all'usura e al calore.
- Ottimizzazione del progetto: Ciò è necessario per prevenire difetti comuni, come le impronte di affossamento e le deformazioni, nella produzione dei mozzi delle ruote degli scooter elettrici, garantendo uno spessore uniforme. È inoltre possibile aggiungere delle nervature per aumentare la resistenza senza aumentare lo spessore.
- Ottimizzazione della progettazione degli stampi: Il progetto dello stampo per il mozzo della ruota dello scooter elettrico deve ottimizzare la posizione del punto di iniezione, il percorso del flusso di materiale e i canali di raffreddamento per prevenire la formazione di difetti. Dovrebbe inoltre prevedere la possibilità di stampaggio con inserti per l’alloggiamento dei cuscinetti in acciaio o alluminio.
- Ottimizzazione dello stampaggio a iniezione: Lo stampaggio a iniezione del mozzo della ruota di uno scooter elettrico deve ottimizzare i parametri di stampaggio, quali la temperatura del materiale fuso, la temperatura dello stampo, la velocità di iniezione e il tempo di mantenimento, a seconda del materiale utilizzato, al fine di prevenire il degrado.
- Analisi dell'integrità strutturale: L'analisi agli elementi finiti (FEA) e l'ingegneria assistita da computer (CAE) vengono utilizzate per ottimizzare il supporto del mozzo. L'obiettivo è garantire che la ruota sia in grado di resistere a carichi ripetuti e agli urti.
- Trattamento superficiale e adattabilità ambientale: Il trattamento superficiale applicato al mozzo della ruota dello scooter elettrico ne esalta l'estetica. Oltre a rendere la superficie più accattivante, tale trattamento dovrebbe aiutare il materiale a resistere agli agenti atmosferici, quali i raggi UV, gli sbalzi di temperatura e l'umidità, garantendo una stabilità a lungo termine.
- Garanzia di qualità: La produzione dei mozzi delle ruote per monopattini elettrici deve seguire un rigoroso processo di controllo qualità, che va dall'ispezione in linea al controllo di processo fino ai test sul prodotto finito, al fine di garantire che i mozzi delle ruote siano conformi alle specifiche di progettazione e ai requisiti prestazionali.
Requisiti del cliente
Un noto produttore cinese di monopattini elettrici, amico di lunga data del direttore generale di First Mold, James Li, si è rivolto alla nostra azienda per richiedere servizi completi di realizzazione di stampi in plastica e di stampaggio con inserti finalizzati alla produzione di mozzi per ruote di monopattini elettrici.
Durante la tavola rotonda dedicata all’analisi del progetto e dei requisiti del prodotto, il cliente ha affermato: “First Mold è uno dei produttori di stampi cinesi che stimiamo maggiormente, per il modo in cui ha aiutato numerosi produttori a dare vita a idee complesse. E siamo certi che questo progetto non farà eccezione”.”
In risposta, il vicedirettore generale dell’azienda, Ray Liu, ha dichiarato: “First Mold ha avuto il privilegio di poter contare su alcuni degli ingegneri più brillanti del Paese. Grazie all’impiego di tecnologie avanzate, non ci sono limiti a ciò che il nostro team può realizzare”.
Il produttore di mozzi per ruote di scooter elettrici desiderava una attrezzatura di produzione in grado di lavorare il PA6+30%GF. La superficie dello stampo per i mozzi delle ruote degli scooter elettrici doveva essere sufficientemente levigata da garantire una superficie liscia e conforme agli standard al pezzo stampato. La tolleranza richiesta per l’assemblaggio automatizzato era di ±0,1 mm. Inoltre, il cliente desiderava che lo stampo fosse ottimizzato per prevenire i difetti più comuni.
Sfide e soluzioni
Il produttore di mozzi per ruote di monopattini elettrici ha evidenziato alcuni aspetti critici sulla base delle proprie esperienze precedenti. Tra questi figurano lo spostamento dell’inserto in acciaio durante l’iniezione del materiale, tolleranze dei componenti non uniformi che rendono difficile l’assemblaggio automatizzato e una bassa resa produttiva (≤90%).
In risposta a tali preoccupazioni, Li ha affermato: “Ogni strumento che esce dal nostro stabilimento viene sottoposto a rigorosi controlli di qualità per garantire che soddisfi, e nella maggior parte dei casi superi, le aspettative dei clienti”.”
Deviazione dell'inserimento e della coassialità
Il manicotto centrale in acciaio costituisce il cuore della trasmissione di potenza negli scooter elettrici. Durante lo stampaggio a iniezione, il flusso di plastica fusa ad alta pressione può urtare l’inserto metallico, provocandone lo spostamento, l’inclinazione e una deviazione dalla coassialità. Se la deviazione supera i 0,05 mm, l’intero mozzo viene scartato e non può essere accoppiato all’albero del motore.
La maggior parte degli stabilimenti non dispone di attrezzature per il posizionamento di precisione degli inserti, il che comporta un elevato tasso di spostamento dei manicotti in acciaio durante la produzione in serie. Tra le possibili conseguenze dello spostamento degli inserti in acciaio figurano l'inceppamento del gruppo motore e la produzione di rumori anomali.
Il modo migliore per risolvere questo problema è intervenire in fase di progettazione dello stampo. Il team di ingegneri di First Mold ha risolto il problema utilizzando perni lavorati con precisione nello stampo del mozzo della ruota dello scooter elettrico, in modo da mantenere in posizione il manicotto in acciaio. È stata inoltre modificata la superficie esterna del manicotto in acciaio per migliorare l'adesione meccanica.
Per impedire ulteriormente lo spostamento del manicotto in acciaio, il team ha ottimizzato la velocità e la pressione di iniezione al fine di ridurre al minimo la forza d’impatto della resina fusa sull’inserto. Anche la posizione del punto di iniezione è stata ottimizzata: il punto di iniezione è stato posizionato in modo tale che la resina fusa riempia delicatamente lo spazio attorno all’inserto, anziché spingerlo.
Controllo del ritiro e della deformazione del PA6 + 30% GF
Tra i problemi più frequenti segnalati con il PA6+30GF figurano la formazione di sbavature di fibra di vetro, il ritiro e la deformazione. Questi problemi comportano un aspetto esteticamente scadente e un’inconsistenza dimensionale. Di conseguenza, il componente prodotto non supererà i controlli di qualità dei marchi di fascia alta.
Alcuni dei difetti riscontrati nel PA6 sono dovuti al suo elevato assorbimento d'acqua. Un'essiccazione insufficiente prima dello stampaggio può causare la formazione di bolle e crepe. Tuttavia, il tasso di ritiro varia in modo significativo dopo il rinforzo con fibra di vetro 30%.
In questo progetto relativo al mozzo di una ruota per monopattino elettrico, le complesse nervature di rinforzo e le strutture a griglia del mozzo, oltre allo spessore irregolare delle pareti, causano anche un ritiro da raffreddamento non uniforme. Ciò rende il componente altamente soggetto a deformazioni e distorsioni, che compromettono la rotondità del cerchione e la precisione di montaggio.
First Mold ha superato queste sfide grazie a una combinazione di interventi che comprendono l’ottimizzazione dei parametri di processo e il miglioramento della progettazione degli stampi. Ciò include l’essiccazione del PA6 + 30% GF in un intervallo di temperatura compreso tra 80 °C e 90 °C (176 °F – 194 °F) per 4-6 ore prima dello stampaggio a iniezione. L’obiettivo è raggiungere un contenuto di umidità compreso tra 0,1% e 0,2%.
Inoltre, la temperatura dello stampo è stata aumentata fino al limite massimo previsto dalle specifiche del materiale. Il team ha inoltre apportato i seguenti miglioramenti alla progettazione dello stampo:
- Ottimizzazione del sistema di gating per facilitare il flusso e ridurre lo sforzo di taglio
- Un adeguato sfiato, soprattutto nelle zone in cui sono presenti linee di saldatura, per facilitare l'eliminazione dell'aria intrappolata
- Utilizzo di canaline e porte spesse e corte per evitare un taglio eccessivo del materiale
Resistenza strutturale insufficiente
Le nervature di rinforzo della griglia, le strutture dentate e i fori di montaggio presenti in questo progetto relativo al mozzo di una ruota per monopattino elettrico presentano un design caratterizzato da cavità profonde, pareti sottili e nervature fitte. Durante lo stampaggio a iniezione, ciò può facilmente causare:
- Dosaggi ridotti (riempimento insufficiente)
- Resistenza insufficiente della linea di saldatura, che rende le zone soggette a sollecitazioni più vulnerabili alla frattura
- La formazione di aloni sulla fibra di vetro (esposizione della fibra), che compromette l'aspetto estetico e la resistenza agli agenti atmosferici
Le linee di saldatura sono soggette a fratture, creando rischi per la sicurezza su strade sconnesse e causando resi da parte dei clienti e richiami di prodotto. First Mold ha eliminato le linee di saldatura grazie a una progettazione accurata degli stampi e alla regolazione dei parametri di processo.
Requisiti di tolleranza rigorosi (±0,1 mm)
In quanto componente fondamentale della trasmissione, il mozzo motore dello scooter elettrico richiede tolleranze molto strette, pari a ±0,1 mm, per quanto riguarda la coassialità, la posizione dei fori di montaggio e le dimensioni del cerchio — ben superiori a quelle dei normali componenti stampati a iniezione. Ciò rappresenta una sfida significativa per la precisione degli stampi, i processi di stampaggio a iniezione e le capacità di controllo qualità.
Le notevoli variazioni dimensionali rendono impossibile soddisfare il requisito di precisione di ±0,1 mm, limitandone l'uso esclusivamente all'assemblaggio manuale di fascia bassa. Le variazioni dimensionali possono rendere difficile l'accoppiamento perfetto dei componenti del motore nel mozzo dello scooter elettrico, con conseguente scarto dei pezzi.
Il team di ingegneri di First Mold ha raggiunto la tolleranza desiderata grazie a una progettazione orientata alla producibilità e all’utilizzo di tecnologie hardware e software avanzate. La progettazione dello stampo prevedeva canali di raffreddamento uniformi e teneva conto del tasso di ritiro specifico del PA6 + 30% GF. Questi interventi, combinati con condizioni di lavorazione ottimizzate, hanno aiutato il team a ottenere una tolleranza costante di ±0,1 mm.
Equilibrio tra efficienza e stabilità negli stampi per la produzione in serie a cavità singola
Gli stampi a cavità singola presentano intrinsecamente una bassa efficienza. La situazione è stata aggravata dalla complessa struttura del mozzo, che rende estremamente difficile la messa a punto. Tra le principali sfide che gli operatori del settore devono affrontare figurano:
- Frecui arresti della produzione per la regolazione degli stampi
- Bassa redditività e costi fuori controllo
- Incapacità di soddisfare richieste di approvvigionamento su larga scala e stabili
Queste difficoltà derivano solitamente da un’esperienza insufficiente nella messa a punto degli stampi a cavità singola. Quando la resa della produzione in serie è inferiore a 90%, ciò comporta ritardi nelle consegne e situazioni in cui i costi superano di gran lunga il budget previsto. Il team ha raggiunto una resa di produzione superiore a 95% ottimizzando il sistema di raffreddamento, progettando in modo ottimale i punti di iniezione e regolando con precisione i parametri.
I vantaggi ottenuti dal cliente grazie alle soluzioni di First Mold
Il progetto del mozzo della ruota dello scooter elettrico presentava un design complesso; il produttore rischiava di essere costretto a riprogettare il proprio prodotto se non fosse riuscito a trovare un produttore di stampi in grado di realizzare l'attrezzo giusto. La riprogettazione di un prodotto richiede molto tempo e può anche essere costosa. Grazie alla collaborazione con First Mold, il cliente è riuscito a evitare tale eventualità.
“Avevamo già impostato la nostra strategia di marketing sulla base del progetto contenuto nel disegno tecnico”, ha affermato il cliente quando ha ricevuto gli stampi con i campioni di prova. “Cambiare il progetto a metà strada avrebbe compromesso gravemente l’immagine del nostro marchio e creato sfiducia tra i nostri clienti”.
First Mold non solo ha accettato il progetto di produzione dello stampo per il mozzo delle ruote degli scooter elettrici, ma ha anche fatto in modo che il cliente ricevesse lo stampo funzionante con largo anticipo rispetto alla scadenza. La collaborazione garantisce inoltre al cliente l'accesso a servizi di manutenzione e ricambi in tempi rapidi.
FAQ
A livello di progettazione, i costruttori di stampi possono impedire lo spostamento dei manicotti in acciaio nello stampaggio con inserti utilizzando perni a molla, supporti magnetici, dispositivi di bloccaggio meccanici, superfici di arresto, elementi di ritenzione meccanici e accoppiamenti con interferenza. La tecnica specifica da utilizzare dipenderà spesso dai vincoli di progettazione.
L'ottimizzazione del progetto dell'inserto per evitare deviazioni durante l'iniezione della resina, i miglioramenti alla progettazione dello stampo — quali l'ottimizzazione della posizione del punto di iniezione e un adeguato sistema di sfiato — e una corretta ottimizzazione del processo sono tutti fattori fondamentali per migliorare il tasso di resa in uno stampo a cavità singola per inserti destinati al mozzo del motore di uno scooter elettrico.