
Beim Produktdesign entscheiden oft Details über den Erfolg oder Misserfolg eines Produkts. Die Veränderung von Ecken, ein scheinbar kleines Designelement, spielt tatsächlich eine entscheidende Rolle. Die am häufigsten verwendeten Eckenmodifikationen werden in Verrundung und Abschrägung unterteilt.
Das Entwerfen von Verrundungen und Fasen ist eine der wichtigsten Fähigkeiten für Produktdesigner. Im Vergleich zu scharfen Ecken sind Verrundungen und Fasen benutzerfreundlicher, optisch glatter und können die Einfachheit und Schönheit eines Produkts besser zur Geltung bringen. Darüber hinaus kann der kreative Einsatz von Verrundungen und Fasen Ihr Produkt von anderen abheben.


Heute geht es um Verrundungen und Fasen in der Produktgestaltung, mit vielen Verrundungsbildern am Ende des Artikels.
Was sind Filets und Fasen?
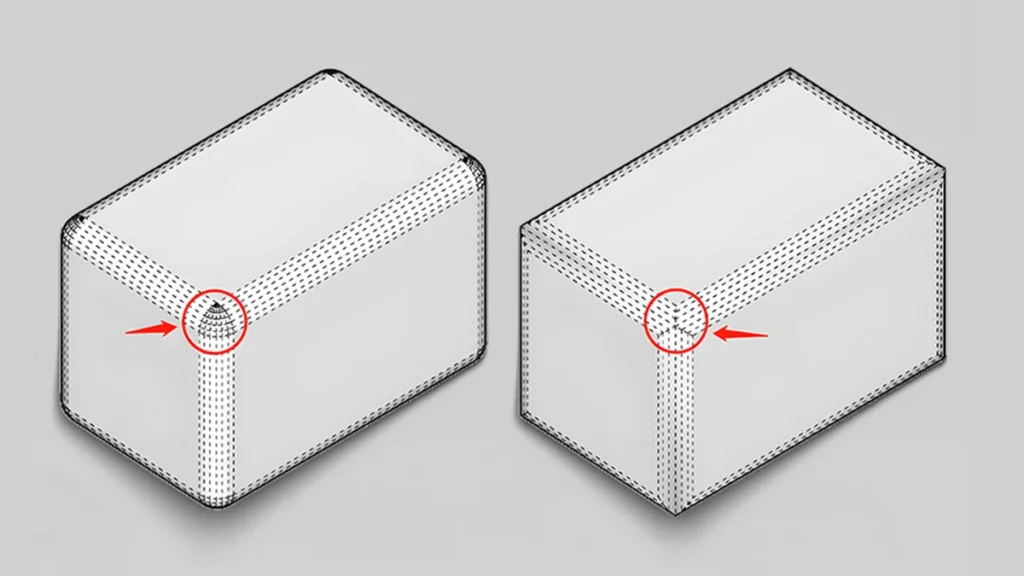
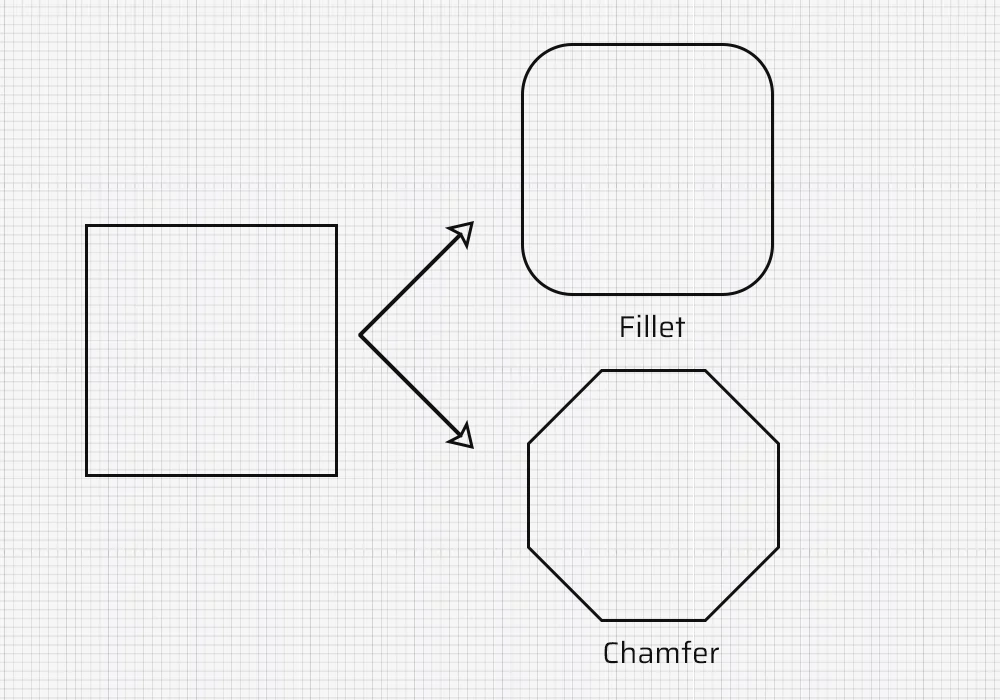
Unter Verrundung versteht man die Verbindung zweier gekrümmter Flächen eines Teils mit einer tangentialen Kreisfläche. Die Standardverrundung wird in der Regel durch einen Radiuswert R dargestellt, um ihre Größe anzugeben.
Unter Fasen versteht man das Verbinden zweier gekrümmter Flächen eines Teils mit einer gewinkelten Fläche. Die Standardfase wird normalerweise durch einen Abstandswert C dargestellt, um ihre Größe anzugeben, wobei der Standardwinkel 45° beträgt.
Im Produktdesign ist beides der Prozess des Schneidens einer abgeschrägten Kante an den Ecken oder Kanten eines Objekts. Dieser abgeschrägte Übergang kann entweder gerade oder gekrümmt sein, je nach den Designanforderungen und funktionalen Zwecken.
Funktionen von Fasen und Hohlkehlen in Produkten
Sicherheit:
Fasen und Verrundungen können die Schärfe von Produktkanten verringern und so verhindern, dass sich Benutzer bei der Benutzung verletzen. Dies ist besonders wichtig bei der Gestaltung von Handgeräten oder Kinderspielzeug.

Ästhetik:
Das richtige Anfasen oder Abrunden kann das Aussehen des Produkts verbessern und seine Linien glatter machen.

Ergonomie:
Bei der Gestaltung von Handgeräten oder Werkzeugen können Abschrägungen oder Verrundungen die Griffigkeit verbessern, so dass das Produkt leichter zu handhaben ist und die Benutzerfreundlichkeit erhöht wird.

Langlebigkeit:
Fasen und Verrundungen tragen dazu bei, die Spannungskonzentration zu verringern, wodurch die Wahrscheinlichkeit von Materialbrüchen in diesen Bereichen sinkt und die Lebensdauer des Produkts verlängert wird.

Vereinfachung der Montage:
Wenn verschiedene Teile eines Produkts zusammenpassen müssen, können Fasen und Verrundungen als Führungen dienen, um die Teile korrekt auszurichten, den Montageprozess zu vereinfachen und die Produktionseffizienz zu steigern.

Konsistenz in der Designsprache:
Fasen und Verrundungen können Teil der Designelemente sein und einen einheitlichen Stil mit anderen Merkmalen wie abgerundeten Ecken und Rundungen schaffen, was den Wiedererkennungswert des Produkts erhöht.
Unterschiede zwischen Hohlkehlen und Fasen
Sowohl Verrundungen als auch Fasen können verwendet werden, um scharfe Kanten abzustumpfen oder einen allmählichen Übergang zwischen zwei aneinander grenzenden Flächen zu schaffen. In dieser Hinsicht sind sie austauschbar. Bei vielen Anwendungen gibt es jedoch deutliche Unterschiede zwischen Verrundungen und Fasen.
1. Verarbeitungsmethoden
Bei der Standardbearbeitung können vertikale Innen- und Außenverrundungen leicht bearbeitet werden, Innenfasen hingegen nicht. Für Verrundungen sind spezielle Werkzeuge erforderlich, um verschiedene Radien zu erzielen (es ist sinnvoll, den Radius der Verrundung größer zu wählen als den Radius des Werkzeugs). Im Gegensatz dazu sind für Fasen keine speziellen Werkzeuge erforderlich; Fasen unterschiedlicher Größe können durch Steuerung der Schnitttiefe hergestellt werden.
Horizontale Innen- und Außenverrundungen erfordern mehr Bearbeitungszeit (es sei denn, es werden spezielle Verrundungswerkzeuge verwendet), während das Anfasen viel weniger Zeit in Anspruch nimmt.
Es ist wichtig zu beachten, dass für CNC-Bearbeitungist die Bearbeitungszeit für Filets und Fasen vergleichbar.
2. Funktionsweise
Sowohl Verrundungen als auch Abschrägungen können die Spannungskonzentration verringern und den Fluss optimieren. Allerdings bieten Verrundungen einen kontinuierlichen Übergang, während Fasen einen linearen Übergang bieten, bei dem nach dem Abschrägen eine Kante verbleibt. Im Vergleich zu Fasen bieten Verrundungen eine geringere Spannungskonzentration und einen geringeren Fließwiderstand, weshalb sie bei Kunststoffteilen vorzuziehen sind, sofern die Kanten der Fase nicht weiter verrundet werden.
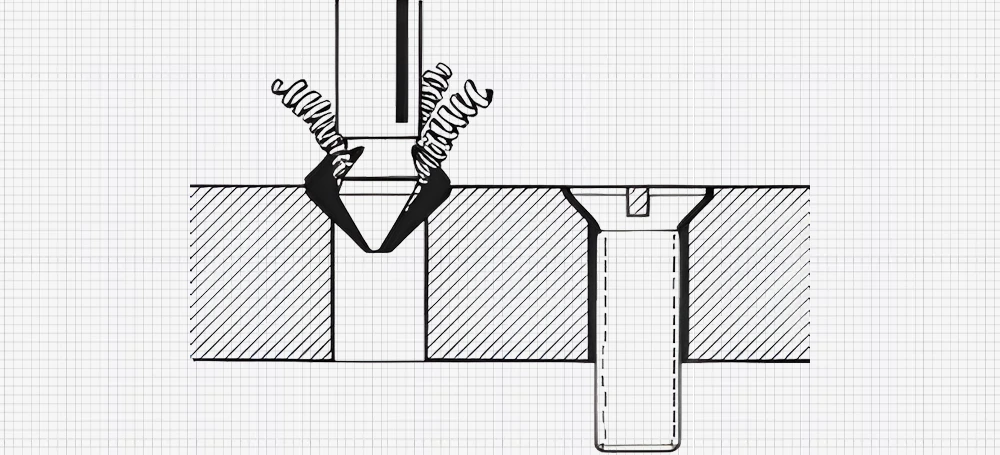
Wenn Ihr Entwurf jedoch Schraubenlöcher, Fixierlöcher oder Fixierstifte enthält, sind Verrundungen keine gute Wahl. Im Vergleich zu Verrundungen können Fasen mit kleineren, schärferen Kanten dazu beitragen, dass die Bohrung reibungsloser verläuft, was die Montage erleichtert.
Außerdem können Fasen Folgendes bewirken Kegelsenkungenwas bei Filets nicht der Fall ist.
3. Ästhetik
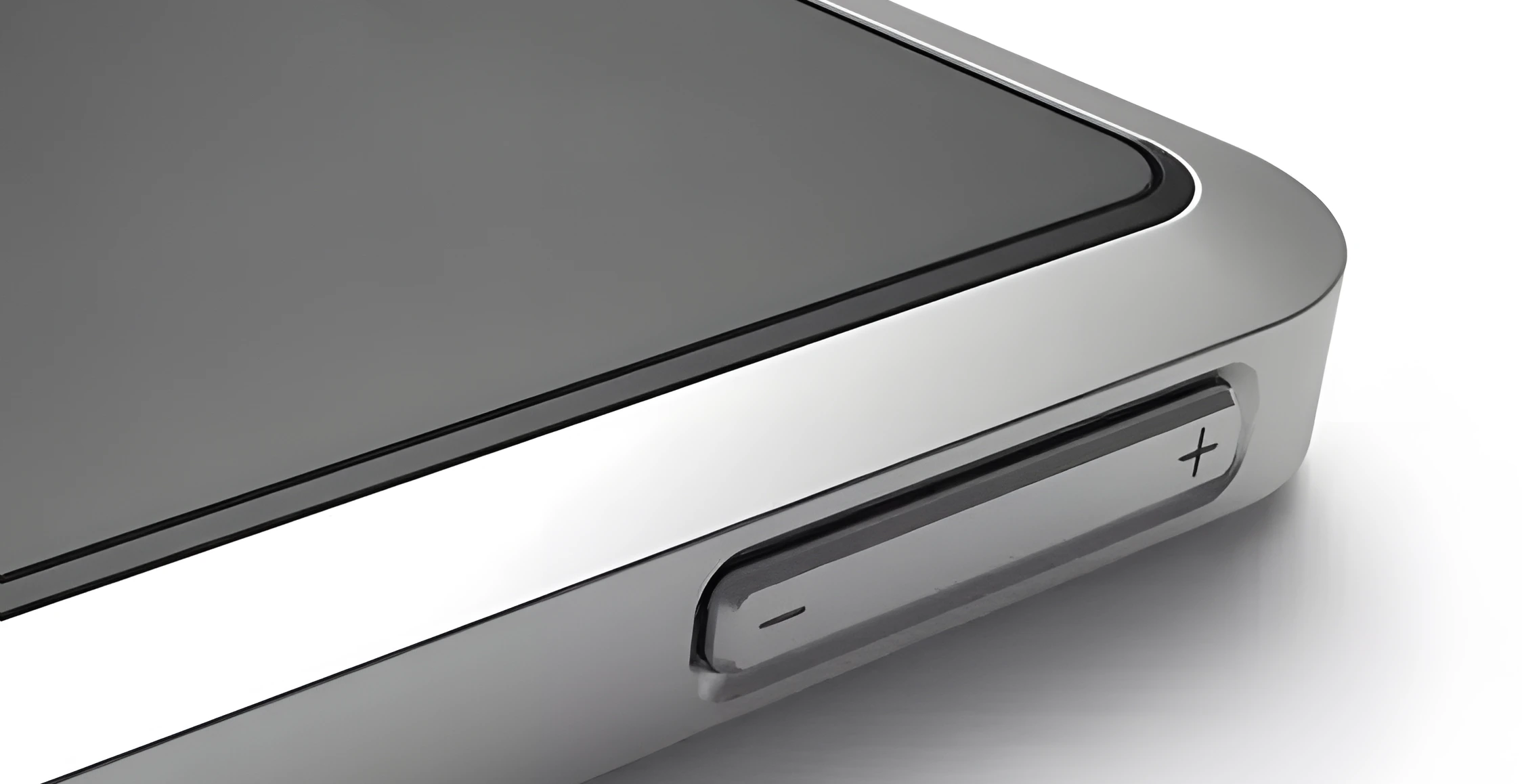
Aus ästhetischer Sicht werden Leisten im Industriedesign aufgrund ihrer optisch ansprechenden Eigenschaften häufig bevorzugt. Rundungen sind weich und bequem und vermitteln ein Gefühl von Sicherheit und Nähe. Im Gegensatz dazu vermitteln Fasen ein scharfes, aggressives Gefühl. Bei Konsumgütern werden selten große Fasen verwendet, aber Fasen können bei bestimmten Details ein einzigartiges Aussehen erzeugen und den letzten Schliff geben.

Je nach den Konstruktionsanforderungen können Sie an Außenkanten sowohl Verrundungen als auch Fasen verwenden. Wenn das Aussehen nicht wichtig ist, wie z. B. bei bearbeiteten Metallteilen, können Sie sich für einfache Fasen entscheiden, um scharfe Kanten abzustumpfen und so die Teilekosten zu senken.
Ist hingegen die Ästhetik wichtig und sind Verrundungen erforderlich, müssen Sie die Größe des Radius der Innenverrundung berücksichtigen. Ist der Radius zu klein, benötigen Sie möglicherweise teurere und zeitaufwändigere Verfahren wie EDM oder Drahtschneiden. Größere Radien sind leichter zu bearbeiten (es können größere Werkzeuge verwendet werden, was die Bearbeitungszeit reduziert und die Bearbeitungstiefe erhöht).
Faktoren, die bei der Wahl zwischen Filets und Fasen zu berücksichtigen sind
Bauingenieure sind oft unsicher, wenn sie entscheiden müssen, ob sie in ihren Entwürfen Verrundungen oder Fasen verwenden sollen. Um diese Verwirrung zu vermeiden, sollten die folgenden Punkte berücksichtigt werden:
Für bearbeitete Teile
Bearbeitungszeit und Kosten
Wenn das Ziel lediglich darin besteht, scharfe Kanten abzustumpfen, um Verletzungen zu vermeiden, sind Fasen die bessere Wahl, da sie weniger Zeit benötigen und kostengünstiger sind. Wird jedoch die CNC-Bearbeitung anstelle des herkömmlichen Fräsens eingesetzt, gibt es keinen nennenswerten Zeitunterschied zwischen Verrundungen und Fasen; der einzige Zeitunterschied entsteht durch den Werkzeugwechsel.
Für solche Kanten (konkave Verrundungen) ist es besonders schwierig, sie mit CNC-Maschinen herzustellen, da sie spezielle Werkzeuge wie Kugelkopffräser erfordern, die empfindlich sind und mit niedrigeren Geschwindigkeiten arbeiten. Dies erhöht die Herstellungskosten, daher ist es am besten, Verrundungen an solchen Kanten zu vermeiden. Wenn Verrundungen erforderlich sind, sollten sie so groß wie möglich sein.
Deckung der Beschichtung
Verrundungen lassen sich leichter mit Beschichtungen überziehen als Fasen. Dies liegt daran, dass Verrundungen sanft und tangential zu den angrenzenden Oberflächen übergehen, wodurch die Teile im Vergleich zu den Kanten von Fasen an dickeren, gleichmäßigeren Beschichtungen haften können.
Stress-Konzentration
Wenn das Ziel der Konstruktion darin besteht, die Spannungskonzentration zu verringern, sind Verrundungen die bessere Wahl. Verglichen mit Fasen gleicher Größe verteilen sich die Spannungen bei Verrundungen auf eine größere Fläche.
Löcher oder Stifte
Bei Schraubenlöchern, Fixierlöchern oder Fixierstiften ist das Anfasen der Kanten die bessere Wahl.
Für Kunststoffteile
Kunststoffteile werden anders geformt als maschinell gefertigte Teile, und ihr Design bevorzugt Verrundungen mit Fasen, die für bestimmte Zwecke verwendet werden (z. B. für ästhetische Details oder zur Strukturführung). Zu den Vorteilen von Verrundungen bei Kunststoffteilen gehören:
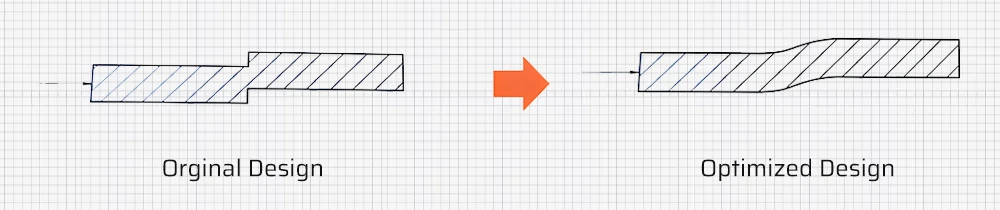
Fließfähigkeit
Beim Spritzgussverfahren ist die Fließfähigkeit des geschmolzenen Harzes entscheidend. Hohlkehlen bieten einen geringeren Fließwiderstand, und größere Hohlkehlen erleichtern das Füllen. Scharfe Ecken im ursprünglichen Design können aufgrund von Wirbeln während des Einspritzens Lufteinschlüsse verursachen, die zu lokaler Überhitzung und verbranntem Aussehen führen. Die Optimierung mit größeren Radien gewährleistet einen reibungslosen Fluss der Kunststoffschmelze.
Festigkeit von Kunststoffteilen
Wenn geschmolzenes Polymer über scharfe Kanten fließt, kommt es zu einer Scherung, die die Polymerketten bricht. Kürzere Polymerketten führen zu einem geringeren durchschnittlichen Molekulargewicht, was die Festigkeit und Leistung des Kunststoffteils verringert. Das Hinzufügen selbst kleiner Radien erleichtert das Fließen und verhindert das Abscheren.
Stress-Konzentration
Ermüdungsversagen wird durch Rissausbreitung verursacht, vor allem an Spannungskonzentrationspunkten und an der Oberfläche von Bauteilen. An Stellen, an denen sich die Querschnittsabmessungen abrupt ändern, wie z. B. an Ecken, sollten ausreichend große Verrundungen verwendet werden. Wie die zugehörige Kurve zeigt, nimmt der effektive Spannungskonzentrationsfaktor mit zunehmendem Radius schnell ab. Verrundungen tragen dazu bei, die Spannung über eine größere Fläche zu verteilen, und verhindern so eine schnelle Verformung oder Rissbildung der belasteten Teile. Dies gilt insbesondere für Materialien wie Polycarbonatdie bei unsachgemäßen Formbedingungen oder einer unangemessenen Bauteilstruktur zu Spannungsrissen neigen.
Leichtere Verarbeitung der Formen und höhere Festigkeit der Formen
Die Gestaltung von Verrundungen in Kunststoffteilen erhöht die Festigkeit der Form, da die entsprechenden Formteile ebenfalls Verrundungen aufweisen. Dies verhindert Risse aufgrund von Spannungskonzentrationen während des Abschreckens oder der Verwendung und erhöht so die Festigkeit der Form.
Reduzierte Elektrodenverschleißrate
Bei der Bearbeitung von Formen werden für Bereiche wie tote Ecken (die von Werkzeugen nicht erreicht werden können) Funkenerosionsverfahren (EDM) eingesetzt, die Elektroden (allgemein als Kupferwerkzeuge bekannt) erfordern. Scharfe Ecken und Kanten an den Elektroden nutzen sich bei der Entladung schneller ab als flache Bereiche. Infolgedessen haben die tatsächlich bearbeiteten toten Ecken kleine Verrundungen (etwa 0,2), die vom Entwurf abweichen. Dies muss berücksichtigt werden, um sicherzustellen, dass die Struktur nicht beeinträchtigt wird. Wenn Kunststoffteile an den toten Ecken Verrundungen aufweisen, verringert sich der Elektrodenverschleiß, und die fertig bearbeiteten Verrundungen entsprechen genau dem Entwurf.
Prinzip des Filetierens
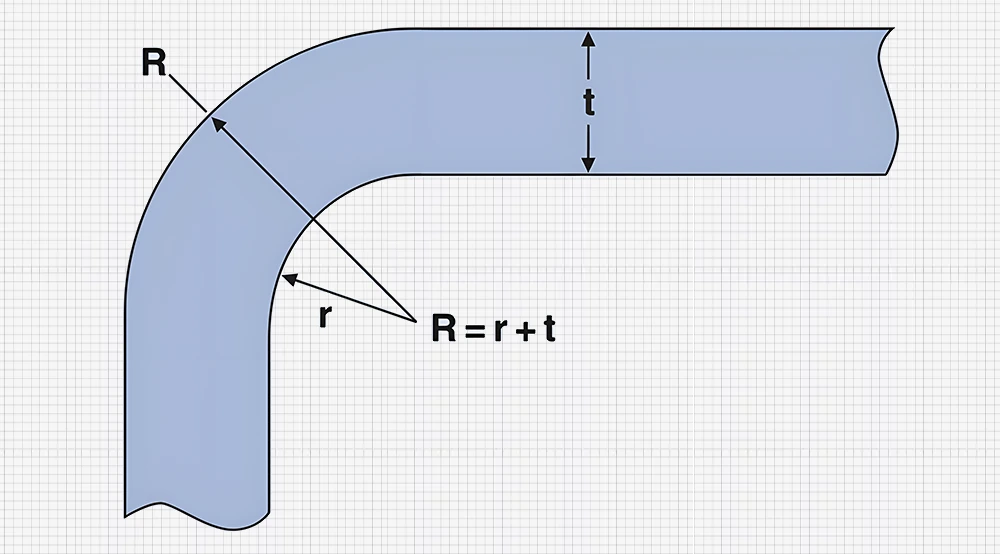
1. Sicherstellung einer gleichmäßigen Wandstärke an den Ecken
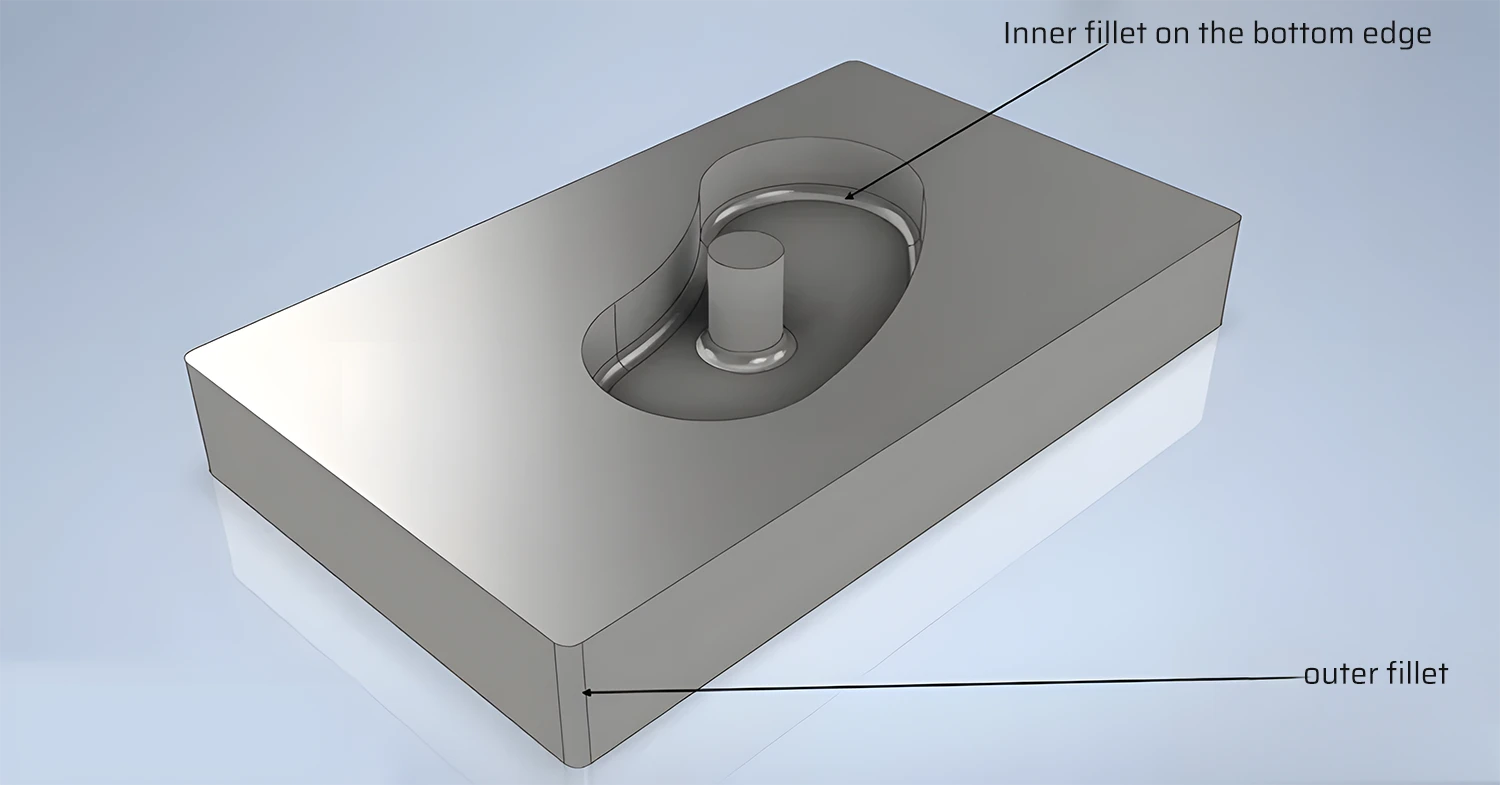
Um eine gleichmäßige Wandstärke zu erhalten, sollte der Außenradius 𝑅 an den Ecken gleich dem Innenradius 𝑟 plus der Wandstärke 𝑡 sein. Es wird empfohlen, dass der minimale Innenradius nicht weniger als 0,5 mm beträgt. Bei Fasen sollte die äußere Fase um die Wanddicke 𝑡 versetzt werden, um die innere Fase zu bilden, damit eine absolut gleichmäßige Wanddicke erhalten bleibt.
2. Erleichterung der Formbearbeitung mit Fillet Design
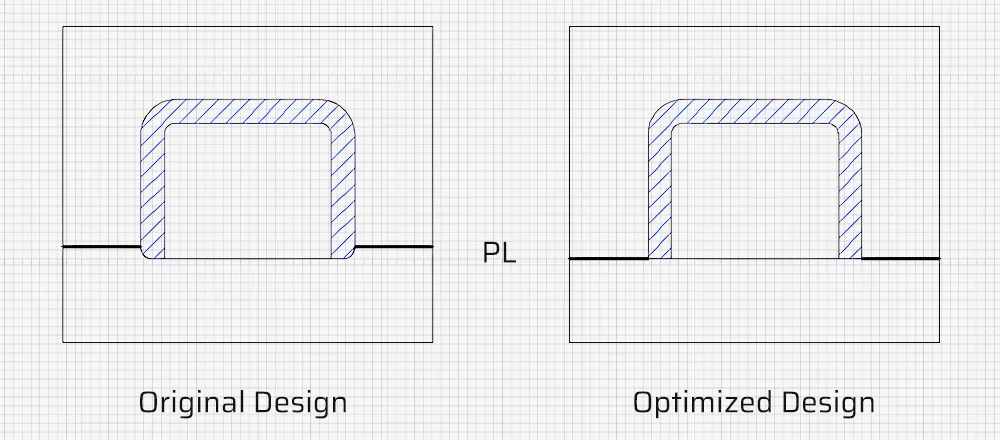
Verrundungen an Trennebenen erschweren die Formkonfiguration. An der Verrundung der Trennebene muss die Kavität auf die andere Hälfte der Form übertragen werden, was die Bearbeitungskosten erhöht und möglicherweise Trennlinien erzeugt, die das Aussehen des Kunststoffteils beeinträchtigen. Daher sollten Verrundungen an Trennebenen vermieden werden, sofern sie nicht notwendig sind.
In der folgenden Abbildung erschwert die Trennfläche des ursprünglichen Designs mit kleinen Verrundungen die Bearbeitung und das anschließende Polieren. Bei dem optimierten Design werden die Trennflächenverrundungen entfernt.
Außerdem treten diese Probleme immer dann auf, wenn Formhohlräume und Kerne zusammentreffen, um Löcher oder andere Merkmale in Teilen zu bilden, und sollten bei der Konstruktion berücksichtigt werden.
3. Vermeidung visueller Defekte in Kunststoffteilen mit Verrundungsdesign
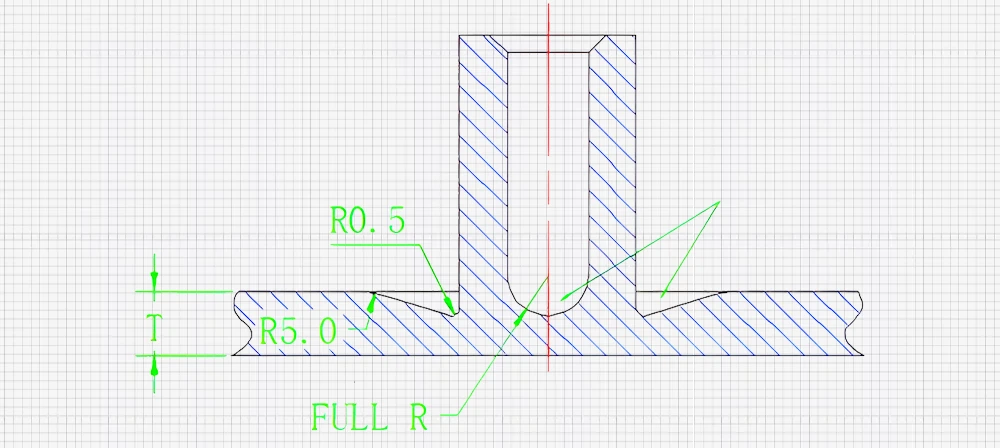
Bei inneren Strukturmerkmalen wie Rippen, Schraubdomen und Druckknöpfen, die mit den Hauptwänden verbunden sind, sollten Verrundungen sorgfältig geprüft werden. Verrundungen in diesen Bereichen können eine örtliche Verdickung des Materials verursachen, was zu Einfallstellen an der Oberfläche führt. Wenn Verrundungen aus Gründen der Festigkeit erforderlich sind, sollte das Material vor dem Verrunden zunächst reduziert werden. Eine typische Methode zur Materialreduzierung in Schraubenköpfen ist beispielsweise die Herstellung einer "Kraterform".
4. Software-Operationen für die Verrundungskonstruktion
1). Hinzufügung von Hohlkehlen als letztes in der strukturellen Konstruktion
- Begünstigung 1: Verbessert die Gesamtgeschwindigkeit der Modellierung in der Software.
- Nutzen 2: Erspart das mühsame Entfernen von Hohlkehlen bei der Erstellung von Schrägwinkeln.
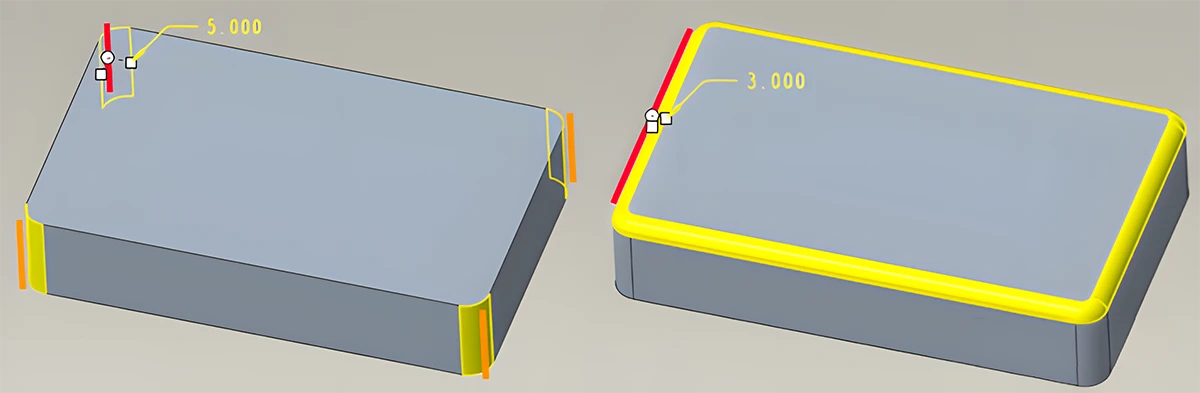
2). Vermeiden Sie die Verwendung eines einzigen Befehls zur Erstellung aller Verrundungen. Gruppieren Sie Verrundungen nach Typ oder einheitlicher Größe, um spätere Änderungen zu erleichtern.
3). Komplettes Filet" flexibel nutzen
Galerie der verschiedenen Verrundungs- und Fasen-Designs






















