Nieten von Metallteilen, auch als Nietverbindung bekannt, ist ein mechanischer Begriff, bei dem der Schaft des Niets durch axiale Kraft im Nietloch verformt wird, so dass ein Nietkopf entsteht und dadurch mehrere Teile miteinander verbunden werden.
Beim Nieten von Kunststoffteilen werden Kunststoffteile als Hauptkörper verwendet, während die verbundenen Teile Kunststoffteile, Metallteile (z. B. Bleche), elektrische Bauteile (z. B. Leiterplatten), Gewebe (z. B. Maschengewebe) usw. sein können. Im Gegensatz zum Metallnieten, das zusätzliche Nieten oder Nietstifte erfordert, werden beim Kunststoffnieten direkt Kunststoffstrukturen wie Säulen oder Rippen verwendet, die aus dem Kunststoffkörper herauswachsen. Diese Strukturen durchdringen die zu verbindenden Teile, und die hervorstehenden Säulen oder Rippen werden erhitzt, erweicht und unter dem Druck des Nietkopfes geformt. Nach dem Abkühlen ist der Nietvorgang abgeschlossen.

Nietverfahren auf der Grundlage von Erwärmungsmethoden:
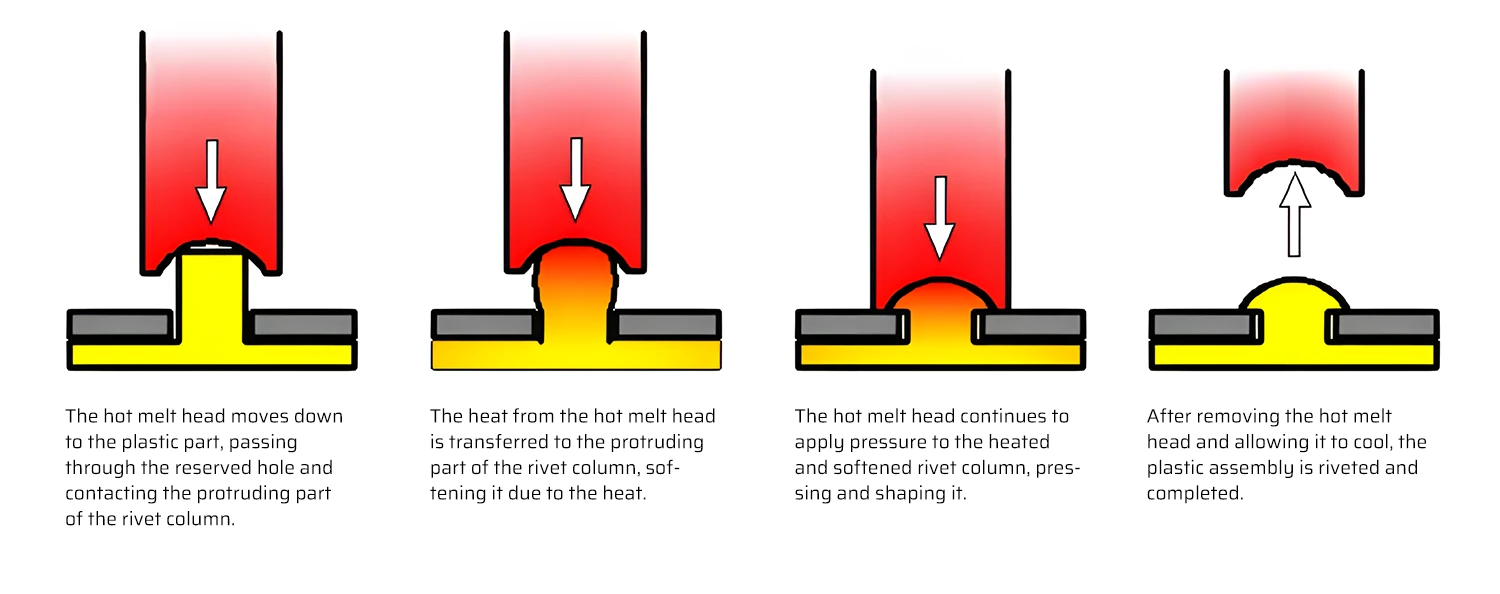
Heißschmelznieten:
Dies ist ein Kontaktnietverfahren. Bei einigen Techniken wird ein Heizrohr in den Nietkopf eingesetzt, um den Metallnietkopf zu erhitzen. Dies führt zu einem größeren Metallnietkopf und einer geringeren Heizleistung. Die derzeit gängige Technologie nutzt das Prinzip der Hochfrequenz-Impulserwärmung, um eine Selbsterwärmung des Metall-Heißnietkopfes zu ermöglichen, so dass keine Heizblöcke oder -rohre zur Wärmeleitung erforderlich sind. Dies erhöht die Heizeffizienz und führt zu einem kleineren Metallnietkopf, der für mehr Anwendungen geeignet ist.
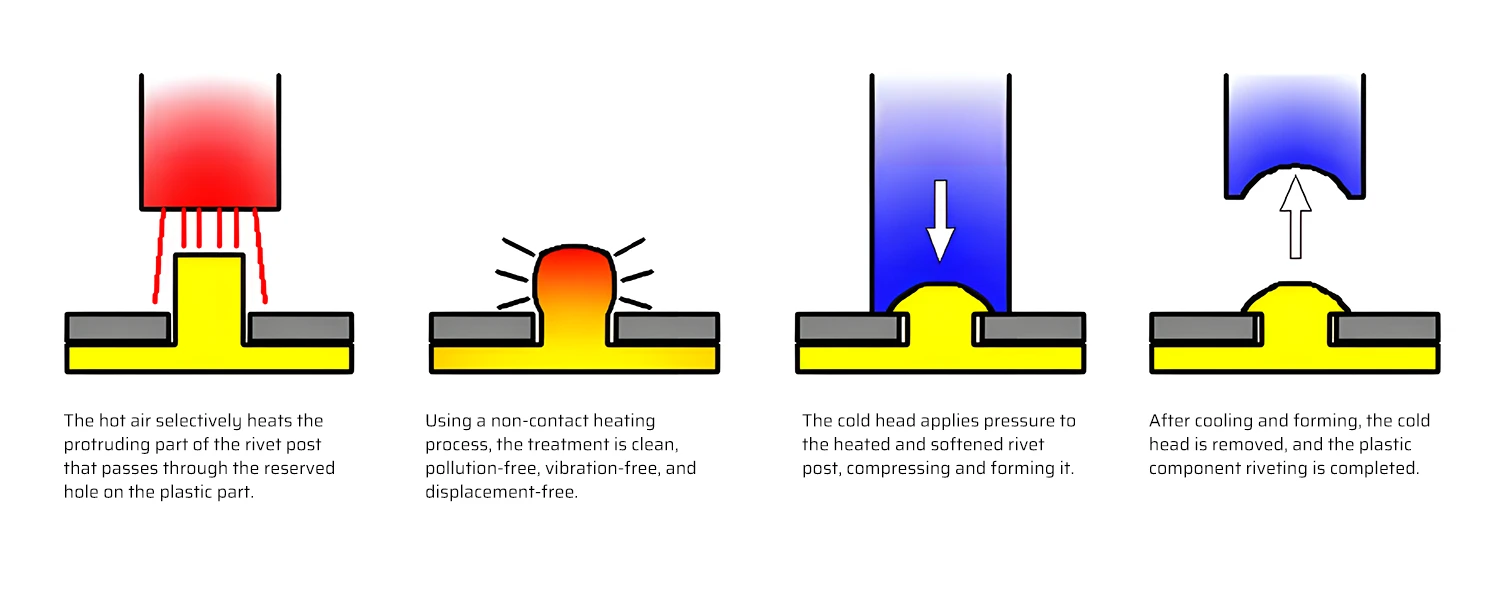
Heißluftnieten:
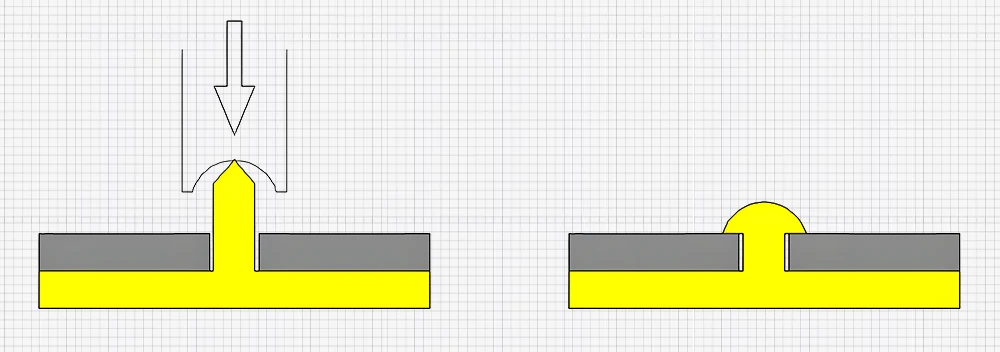
Beim Heißluftnieten wird hauptsächlich Heißluft als Heizquelle verwendet, um die Nietsäule zu erhitzen und zu formen. Der gesamte Prozess umfasst zwei Stufen:
In der ersten Stufe wird die Nietsäule durch Heißluft gleichmäßig erwärmt, bis sie verformbar ist. Eine stabile Temperatur und ein gleichmäßiger Luftstrom sind entscheidend für die effektive Erwärmung der Nietsäule.
In der zweiten Stufe presst der Kaltnietkopf die erweichte Nietsäule zu einem festen Nietkopf. Da die Nietsäule vollständig erwärmt und erweicht wurde, kann der geformte Nietkopf die zu vernietenden Teile sicher befestigen. Beim Heißluft-Kaltnieten sollte die Passung zwischen der Nietsäule und den Bohrungen der zu vernietenden Teile nicht zu locker sein. Ist der Spalt zu groß, kann der erweichte Kunststoff die Lücken während des Nietvorgangs füllen, was zu einer unzureichenden Nietkopfgröße führt.
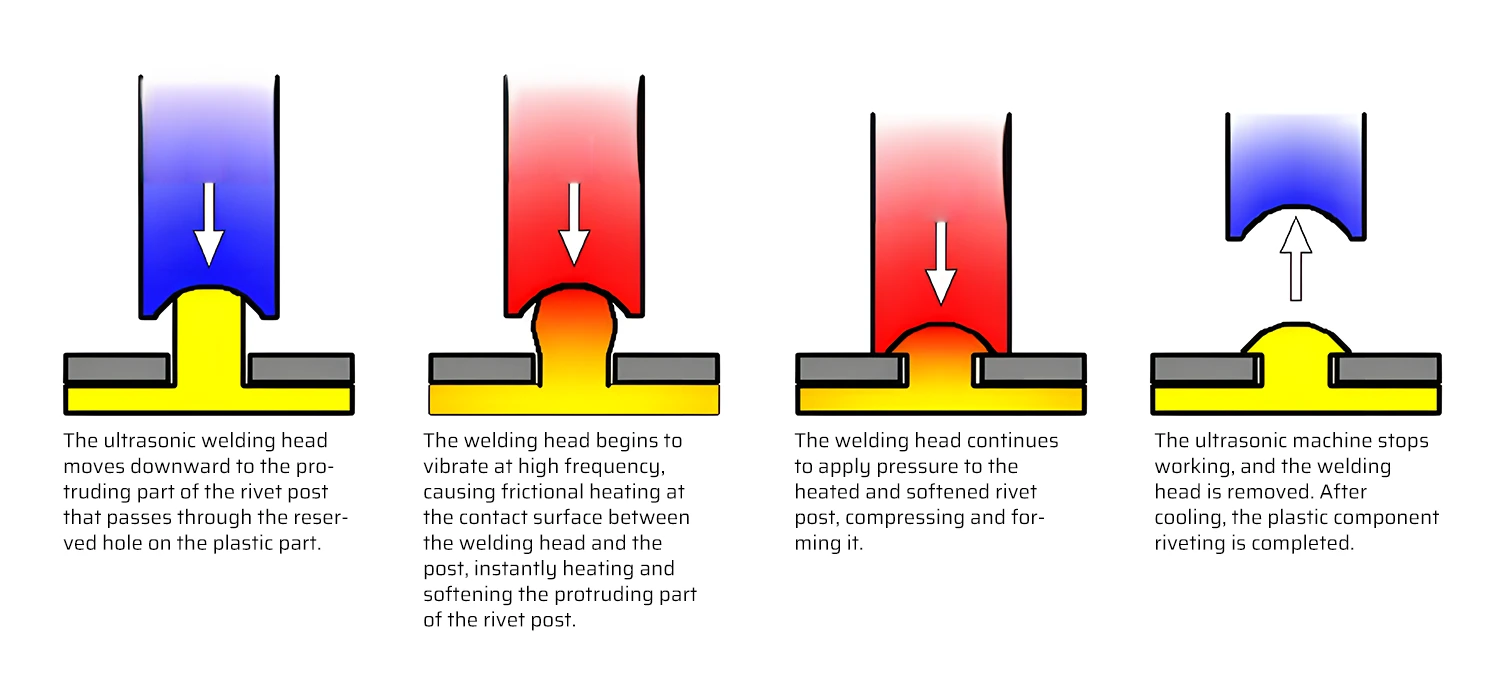
Nieten mit Ultraschall:
Auch hier handelt es sich um ein Kontaktnietverfahren. Das Verfahren läuft wie folgt ab:
Die Wahl des richtigen Nietverfahrens: Pro und Kontra
Gemeinsame Vorteile:
- Einfacher Aufbau der Kunststoffteile, Reduzierung der Werkzeugkosten.
- Einfacher Montageprozess, kein Bedarf an zusätzlichen Materialien oder Befestigungsmitteln, hohe Zuverlässigkeit.
- Mehrere Nietpunkte können gleichzeitig vernietet werden, was die Effizienz der Montage erheblich verbessert.
- Geeignet zum Verbinden nicht nur von Kunststoffteilen, sondern auch von Metall- und anderen nichtmetallischen Teilen, insbesondere bei beengten Platzverhältnissen.
- Genietete Teile sind für langfristige mechanische Vibrationen und extreme Umweltbedingungen geeignet.
- Einfache Bedienung, energiesparend, schnell, mit einfacher Sichtprüfung der Produktqualität.
Allgemeine Nachteile:
- Erfordert zusätzliche Nietgeräte und Werkzeuge.
- Nicht geeignet für Anwendungen mit hoher Festigkeit oder Langzeitbelastung.
- Feste Verbindung, nicht geeignet für lösbare oder reparierbare Anwendungen.
- Wenn sie einmal ausgefallen ist, lässt sie sich nur schwer reparieren, so dass in der Entwurfsphase gegebenenfalls eine Redundanz in Betracht gezogen werden muss.
Spezifische Vor- und Nachteile im Vergleich:
| Vergleich Artikel | Heißschmelznieten | Heißluftnieten | Ultraschall-Nieten |
|---|---|---|---|
| Nietstärke | Der Metallschmelzkopf wirkt direkt auf den Nietstift und schmilzt beim Pressen, was zu hohen Spannungen führt. Die Festigkeit der Nachvernietung ist unzuverlässig und empfindlich gegenüber Vibrationen. | Der gesamte Nietstift wird erwärmt, was zu geringen Spannungen führt. Die Nachnietfestigkeit ist hoch und unempfindlich gegenüber Vibrationen. | Der Ultraschallschweißkopf wirkt mit hochfrequenten Schwingungen direkt auf den Nietstift ein, was zu hohen Spannungen führt. Die Festigkeit der Nachvernietung ist unzuverlässig. |
| Fixierwirkung | Der Presskopf wirkt auf den Nietstift ein und erweicht und presst gleichzeitig. Die Wurzel des Nietstifts kann nicht vollständig erweichen, was zu Lücken in der Produktmontage und mangelhaften Befestigungseffekten führt. | Ausgezeichnet. Der gesamte Nietstift erweicht und verformt sich unter Druck schnell und füllt die Montagefugen vollständig aus. | Der Schweißkopf wirkt auf den Nietstift ein und erweicht und drückt gleichzeitig. Die Wurzel des Nietstifts kann nicht vollständig erweichen, was zu Lücken in der Produktmontage und mangelhaften Befestigungseffekten führt. |
| Nietgeschwindigkeit | Kleiner Nietpunkt: 6-10s, großer Nietpunkt: 50-60s | 6-10s Heizen, 2s Kühlen | Weniger als 5s |
| Flexibilität bei der Ausrüstung | Erwärmung und Nieten sind integriert und werden je nach Produkt angepasst, was die Umstellung komplex macht. | Heiz- und Kaltnieten können unabhängig voneinander eingestellt werden. Die Luftdüse kann entsprechend dem Nietpfosten angepasst werden, und die Nietpunkttemperatur ist unabhängig einstellbar. | Wenn es sich um einen integrierten Schweißkopf handelt, kann die Tiefe oder Amplitude des Nietpunkts nicht unabhängig gesteuert werden. |
| Nietpunkt Erscheinungsbild | Helle und schöne Oberfläche, leicht zu zeichnen Drähte. | Es kann Helligkeit erreichen, meist matte Oberfläche, kein Drahtziehen. | Helle und schöne Oberfläche. |
| Anpassungsfähigkeit des Materials | Die Glasfasern können sich absetzen und das Aussehen beeinträchtigen. | Kann fast alle gängigen thermoplastischen Materialien und Glasfasermaterialien vernieten. | Glasfasermaterialien lassen sich nicht oder nur schwer vernieten. |
| Auswirkungen auf das Produkt | Beim Kontakt-Heißnieten kann die Hitze des Schmelzkopfes die Bauteile oder die Produktoberfläche in der Nähe des Nietstifts beeinflussen. | Berührungsloses Heiznieten, beschädigt keine Komponenten oder das Aussehen des Produkts. | Vibrationserwärmung Nieten, Vibrationen können Bauteile beschädigen. |
| Ausrüstung Kosten | Niedrig | Mittel | Hoch |
Andere Aspekte:
Heißschmelznieten:
Die Vorteile liegen auf der Hand. Der Nietkopf erwärmt gleichzeitig die Nietsäule und formt den Nietkopf. Dies ermöglicht ein sehr kompaktes Gerätedesign, besonders geeignet für kleine Bauteile mit eng beieinander liegenden Kunststoffnietsäulen.
Allerdings gibt es auch erhebliche Nachteile. Wenn der Nietkopf nicht vollständig abkühlt, kann die Restwärme dazu führen, dass der Kunststoff am Nietkopf festklebt, was zu Fadenbildung führt. Der Nietkopf muss häufig ausgetauscht werden. Er eignet sich nicht für größere Nietsäulen, da es zunehmend schwieriger wird, die Oberflächenwärme auf die Mitte und den Boden der Nietsäule zu übertragen, was zu einem kalten Kern und einer unzureichenden Spaltfüllung zwischen der Nietsäule und dem verbundenen Teil führen kann. Außerdem neigen Produkte, die mit Schmelznieten hergestellt werden, zu relativ hohen Eigenspannungen und einer geringeren Ausreißfestigkeit. Daher eignet sich dieses Verfahren nicht für Produkte mit hohen Anforderungen an Positionierung und Fixierung.
Heißluftnieten:
Da die Kunststoffnietsäule in einer Hochtemperatur-Heißluftumgebung gleichmäßig erwärmt wird, erweicht die Kunststoffnietsäule vollständig von innen nach außen, wodurch die inneren Spannungen nach der Verformung wirksam reduziert werden. Im zweiten Schritt drückt und formt der Kaltnietkopf das vollständig erweichte Kunststoffmaterial, das schnell über 90% des Montagespaltes zwischen dem verbundenen Teil und der Nietsäule ausfüllen kann, wodurch eine sehr gute Befestigungswirkung erzielt wird.
Nieten mit Ultraschall:
Die Nietstärke und der Befestigungseffekt sind ähnlich wie beim Heißschmelznieten. Da jedoch beim Ultraschallnieten durch Reibung Wärme erzeugt wird, hört der Ultraschallgenerator auf zu arbeiten, sobald der Nietpunkt gebildet ist. Im Gegensatz zum Schmelznieten wird der Ultraschallschweißkopf nicht mit Wärme beaufschlagt, was die Wahrscheinlichkeit der Fadenbildung verringert. Das Ultraschallnieten dauert auch am kürzesten.
Beim Ultraschallnieten sollte die Nietsäule nicht auf Ebenen mit großen Höhenunterschieden konstruiert werden, da dies zu Amplitudenunterschieden an verschiedenen Nietpunkten führen kann, was zu ungleichmäßigen Erwärmungsraten und möglicherweise lockeren oder beschädigten Säulen führt. Auch der Verteilungsabstand der Säulen ist bei Verwendung eines einzigen Schweißkopfes begrenzt. Im Gegensatz dazu ermöglichen Heißschmelz- oder Heißluftnietverfahren die Gestaltung von Nietsäulen in verschiedenen Ebenen und die gleichzeitige Nietung mehrerer Punkte, auch über große Entfernungen.
Anpassungsfähigkeit des Materials:
Das Nieten eignet sich nur für thermoplastische Kunststoffe, die innerhalb eines bestimmten Temperaturbereichs schmelzen können. Duroplastische Kunststoffe härten bei einer bestimmten Temperatur aus und sind mit den drei oben beschriebenen Methoden nur schwer zu vernieten. Daher werden häufig thermoplastische Kunststoffe für das Nieten gewählt, und die Produktstrukturen bestehen häufig aus thermoplastischen Kunststoffen.
Thermoplastische Kunststoffe werden weiter unterteilt in amorphe (auch als nichtkristalline Kunststoffe bezeichnet) und kristalline (auch als teilkristalline Kunststoffe bezeichnet).
Nicht-kristalline Kunststoffe:
Diese haben eine ungeordnete molekulare Anordnung und eine bestimmte Temperatur (Tg, Glasübergangstemperatur), bei dem das Material allmählich erweicht, schmilzt und fließt. Solche Kunststoffe sind für alle drei Nietverfahren geeignet.
Teilkristalline Kunststoffe:
Sie weisen eine geordnete Molekülanordnung auf und haben einen eindeutigen Schmelzpunkt (Tm) und Rekristallisationspunkt. Vor Erreichen des Schmelzpunkts bleiben teilkristalline Kunststoffe fest. Wenn die Temperatur den Schmelzpunkt erreicht, beginnen sich die Molekülketten zu bewegen, und der Kunststoff beginnt zu schmelzen. Wenn die Wärme abnimmt, verfestigt sich der Kunststoff schnell.
Aufgrund der Doppelfunktion der Erwärmung der Nietsäule und der Bildung der Nietspitze sind teilkristalline Kunststoffe für das Schmelznieten besser geeignet.
Teilkristalline Kunststoffe haben eine regelmäßige, federähnliche Molekularstruktur, die hochfrequente Ultraschallschwingungen leicht absorbiert, so dass es schwierig ist, an der Nietstelle Wärme zu erzeugen. Teilkristalline Kunststoffe haben oft einen hohen Schmelzpunkt, so dass ausreichend Ultraschallenergie erforderlich ist, um den Kunststoff zu schmelzen. Daher sind sie schwieriger zu vernieten als nicht-kristalline Kunststoffe. Um eine höhere Nietqualität bei teilkristallinen Kunststoffen zu erreichen, müssen mehr Faktoren berücksichtigt werden, wie z. B. eine höhere Amplitude, ein geeignetes Verbindungsdesign, Schweißkopfkontakt, Schweißabstand und Schweißvorrichtungen. Um die Ultraschallenergie zu bündeln, sollte die Oberseite der Nietsäule so gestaltet sein, dass der erste Kontakt mit dem Schweißkopf minimal ist.
Weitere Materialeigenschaften, die sich auf das Ultraschallnieten auswirken, sind die Härte (eine höhere Härte verbessert in der Regel das Ultraschallnieten), der Schmelzpunkt (höhere Schmelzpunkte erfordern mehr Ultraschallenergie) und der Reinheitsgrad (ein höherer Reinheitsgrad des Rohmaterials verbessert die Nieteffekte, während Verunreinigungen im recycelten Material die Leistung verringern).
Kunststoffe mit Füllstoffen (z. B. Glasfasern):
Bei Kunststoffen mit Füllstoffen gibt es erhebliche Unterschiede bei den Schmelzpunkten zwischen dem Kunststoff und den Füllstoffen. Beim Heißschmelznieten ist eine Temperaturkontrolle innerhalb von ±10° entscheidend; bei hohen Temperaturen fallen Glasfasern aus dem Kunststoff aus, was zu Verklebungen und rauen Oberflächen führt, während niedrige Temperaturen Risse und Kaltverformung verursachen. Beim Ultraschallnieten wird eine höhere Vibrationsenergie benötigt, um den Kunststoff zu schmelzen. Ein hoher Füllstoffgehalt führt zu Rückständen und Ablösungen an den Nietstellen, was die Festigkeit und Zuverlässigkeit der Niete verringert.
Wenn der Füllstoffgehalt unter 10% liegt, hat er keinen wesentlichen Einfluss auf die Materialeigenschaften. Füllstoffe (z. B. Glasfasern) sind beim Nieten von weichen Materialien wie PP, PE und PPS von Vorteil. Ein Füllstoffgehalt zwischen 10%-30% verringert die Nietfestigkeit, während ein Gehalt über 30% die Nietleistung erheblich beeinträchtigt.
Gemeinsame Nietsäulen und Nietköpfe
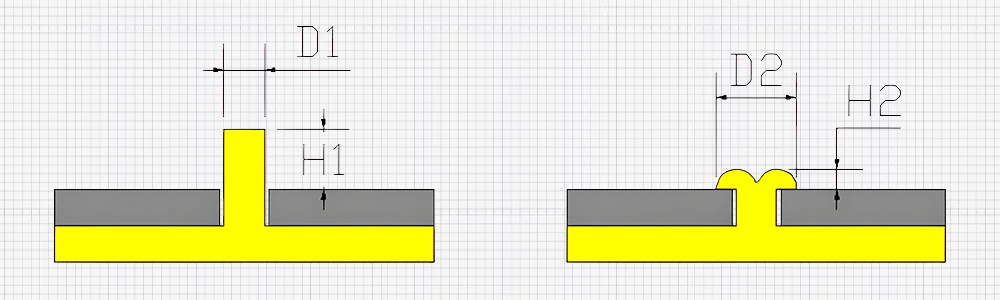
1. Halbkreisförmiger Nietkopf (großes Profil)
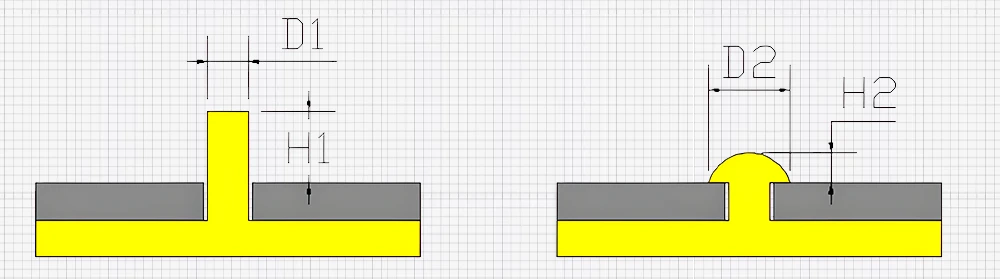
1). Geeignet für Nietsäulendurchmesser (D1) kleiner als 3 mm, vorzugsweise größer als 1 mm, um Bruch zu vermeiden.
2). Die Höhe des vorspringenden Teils der Nietsäule (H1) beträgt im Allgemeinen (1,5-1,75) * D1.
3). Der Durchmesser des Nietkopfes (D2) beträgt im Allgemeinen etwa 2 * D1, und die Höhe (H2) beträgt etwa 0,75 * D1. Spezifische Zahlen sollten auf der Volumenumrechnung S_Kopf = (85%-95%) * S_Säule basieren.
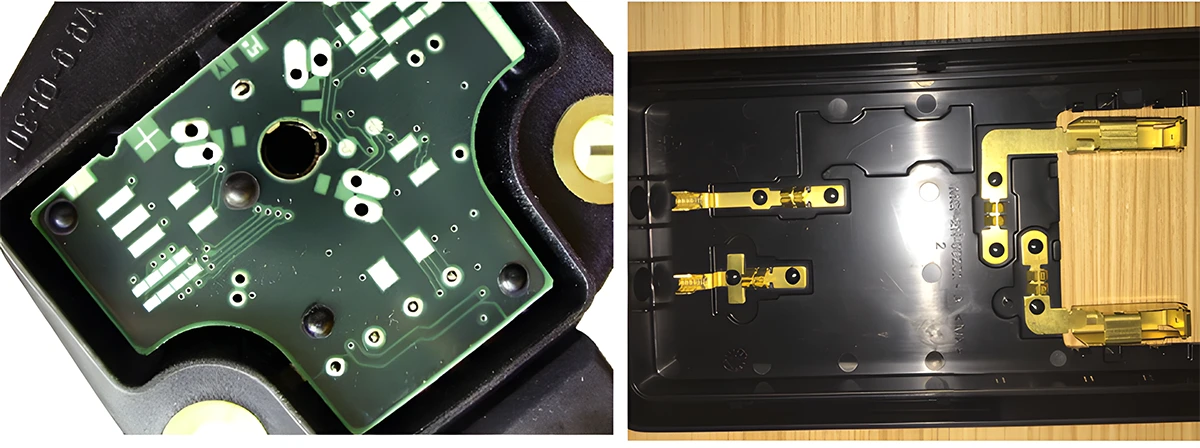
4). Dieser Typ wird am häufigsten verwendet, im Allgemeinen für Situationen mit geringen Festigkeitsanforderungen, wie Leiterplatten und dekorative Kunststoffteile.
2. Halbkreisförmiger Nietkopf (kleines Profil)
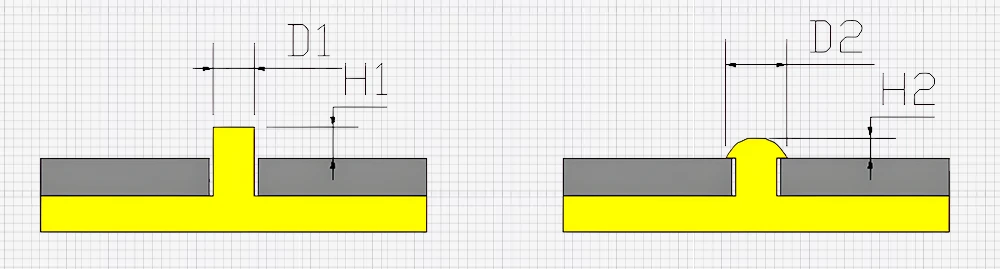
1). Geeignet für Nietsäulendurchmesser (D1) von weniger als 3 mm, vorzugsweise mehr als 1 mm, um Bruch zu vermeiden.
2). Die Höhe des vorspringenden Teils der Nietsäule (H1) beträgt im Allgemeinen 1,0 * D1.
3). Der Durchmesser des Nietkopfes (D2) beträgt im Allgemeinen etwa 1,5 * D1, und die Höhe (H2) beträgt etwa 0,5 * D1. Spezifische Zahlen sollten auf der Volumenumrechnung S_Kopf = (85%-95%) * S_Säule basieren.
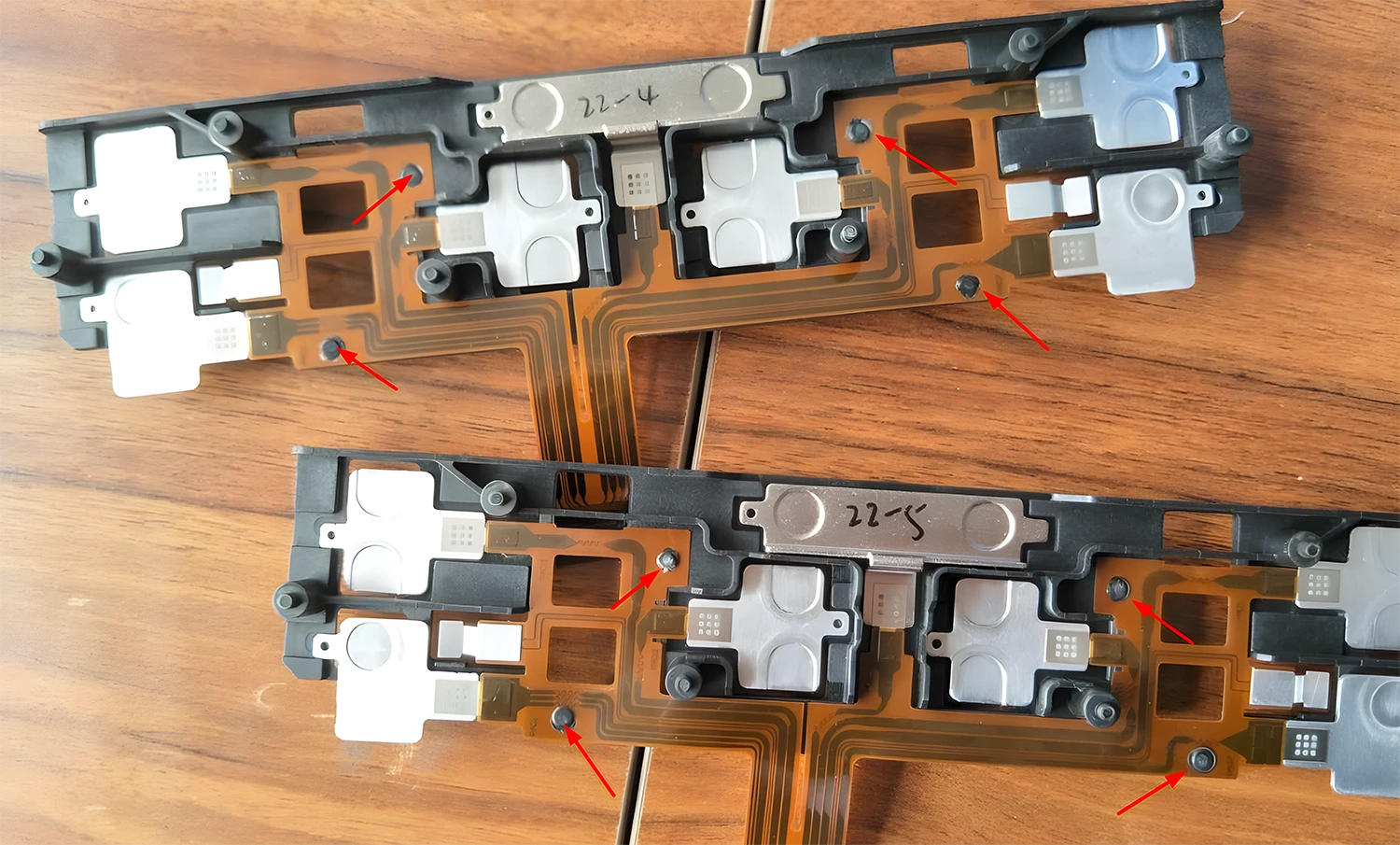
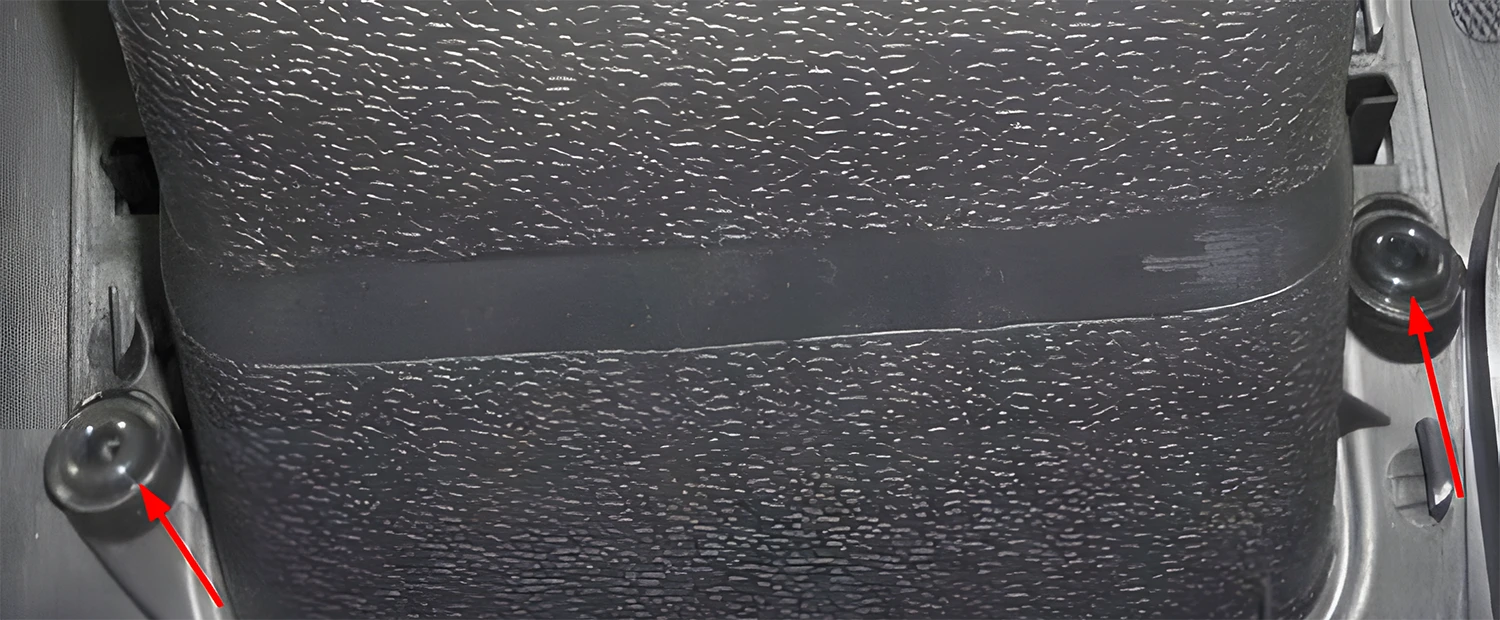
4). Dieser Typ hat eine kürzere Nietdauer als der halbrunde Nietkopf mit großem Profil, der im Allgemeinen bei geringen Festigkeitsanforderungen verwendet wird, z. B. bei weichen FPC-Bändern und Metallfederteilen.
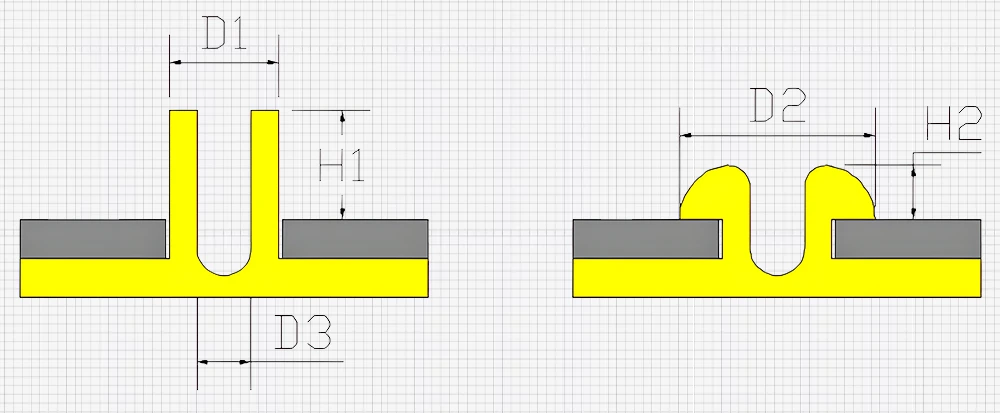
3. Doppelter halbkreisförmiger Nietkopf
1). Geeignet für Nietsäulendurchmesser (D1) zwischen 2-5 mm.
2). Die Höhe des vorspringenden Teils der Nietsäule (H1) beträgt im Allgemeinen 1,5 * D1.
3). Der Durchmesser des Nietkopfes (D2) beträgt im Allgemeinen etwa 2 * D1, und die Höhe (H2) beträgt etwa 0,5 * D1. Spezifische Zahlen sollten auf der Volumenumrechnung S_Kopf = (85%-95%) * S_Säule basieren.
4). Dieser Typ hat eine etwas größere Nietsäule als der Typ mit halbrundem Kopf. Um die Nietdauer zu verkürzen und ein besseres Nietergebnis zu erzielen, wird die Methode mit doppeltem Halbkreiskopf verwendet, im Allgemeinen in Situationen, die eine höhere Befestigungsfestigkeit erfordern.
5). Die Zentren der Nietsäule und des Formheißnietkopfes müssen übereinstimmen, um einen sauber geformten Nietkopf zu erhalten.
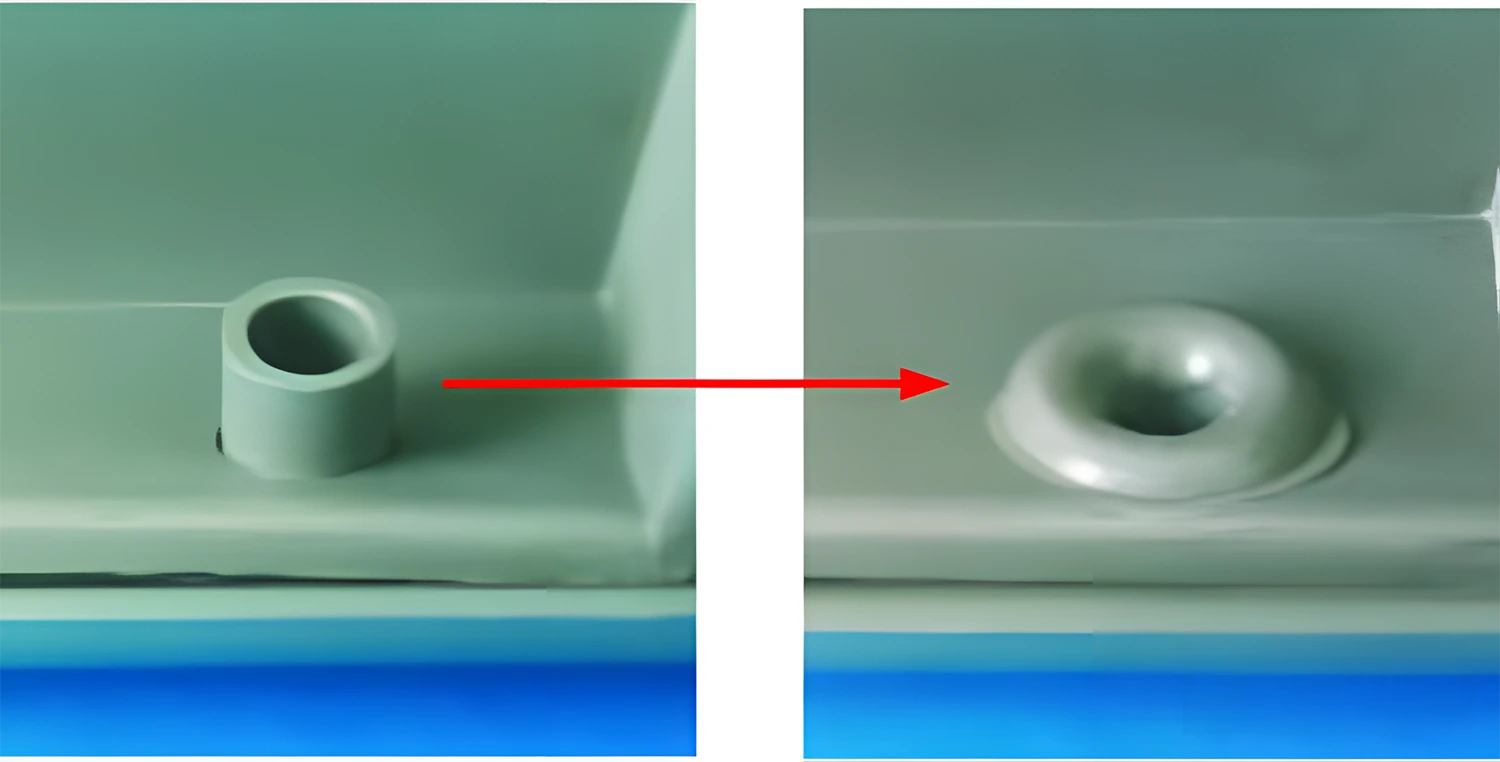
4. Ringförmiger Nietkopf
1). Geeignet für Nietsäulendurchmesser (D1) größer als 5 mm.
2). Die Höhe des überstehenden Teils der Nietsäule (H1) beträgt im Allgemeinen (0,5-1,5) * D1, wobei bei größeren Durchmessern der kleinere Wert genommen wird. Der Innendurchmesser beträgt 0,5 * D1 (um eine Schrumpfung auf der Rückseite der Säule zu vermeiden).
3). Der Durchmesser des Nietkopfes (D2) beträgt im Allgemeinen etwa 1,5 * D1, und die Höhe (H2) beträgt etwa 0,5 * D1. Spezifische Zahlen sollten auf der Volumenumrechnung S_Kopf = (85%-95%) * S_Säule basieren.
4). Mit zunehmendem Durchmesser der Nietsäule werden zur Verkürzung der Nietdauer und zur Erzielung besserer Ergebnisse bei gleichzeitiger Vermeidung von Schrumpfungsfehlern auf der Rückseite Hohlnietsäulen verwendet, im Allgemeinen für Situationen, die eine höhere Befestigungsfestigkeit erfordern.
5). Hohlnietsäulen werden innen und außen gleichmäßig erwärmt, was die Herstellung eines sauber geformten Nietkopfes erleichtert.
5. Flachnietkopf
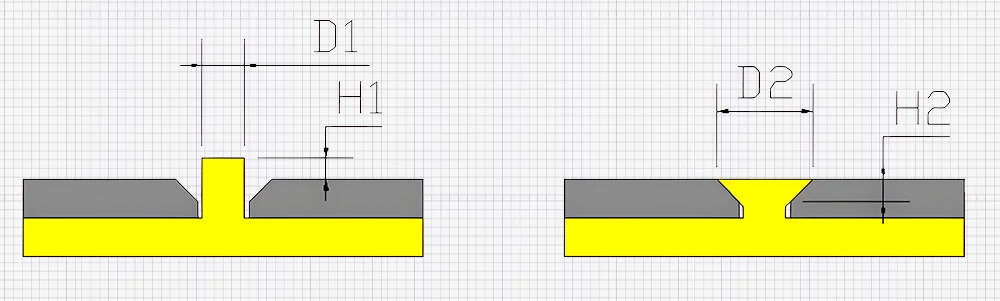
1). Geeignet für Nietsäulendurchmesser (D1) von weniger als 3 mm.
2). Die Höhe des vorspringenden Teils der Nietsäule (H1) beträgt im Allgemeinen 0,5 * D1.
3). Der Durchmesser (D2) und die Höhe (H2) des Nietkopfes sollten auf einer Volumenumrechnung basieren S_head = (85%-95%) * S_column.
4). Das zu verbindende Teil muss ausreichend dick sein, damit es versenkt werden kann; andernfalls ist die Verbindung unzuverlässig und hat keine ausreichende Festigkeit.
5). Flache Nietköpfe sind für Situationen geeignet, in denen der geformte Nietkopf nicht aus der Oberfläche herausragen soll.

6. Gerippter Nietkopf
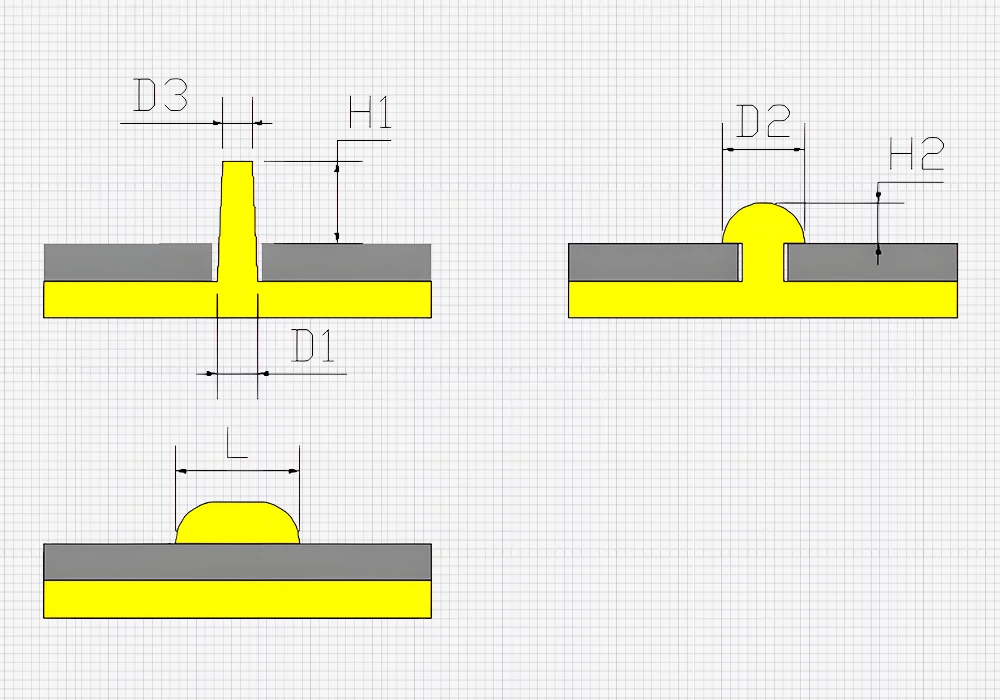
1). Der Basisdurchmesser der Nietsäule (D1) sollte weniger als 3 mm betragen, mit einem oberen Durchmesser (D3) von (0,4-0,7) * D1.
2). Die Höhe des überstehenden Teils der Nietsäule (H1) ist im Allgemeinen (1,5-2) * D1, und H1 sollte kleiner als die Länge der Nietsäule (L) sein.
3). Der Durchmesser des Nietkopfes (D2) beträgt im Allgemeinen etwa 2 * D1, und die Höhe (H2) beträgt etwa 1,0 * D1. Spezifische Zahlen sollten auf der Volumenumrechnung S_Kopf = (85%-95%) * S_Säule basieren.
4). Verwenden Sie gerippte Nietköpfe, wenn Sie eine größere Kontaktfläche für den Nietkopf benötigen und nicht genügend Platz für die Konstruktion einer Hohlnietsäule vorhanden ist.
7. Nietkopf mit Flansch
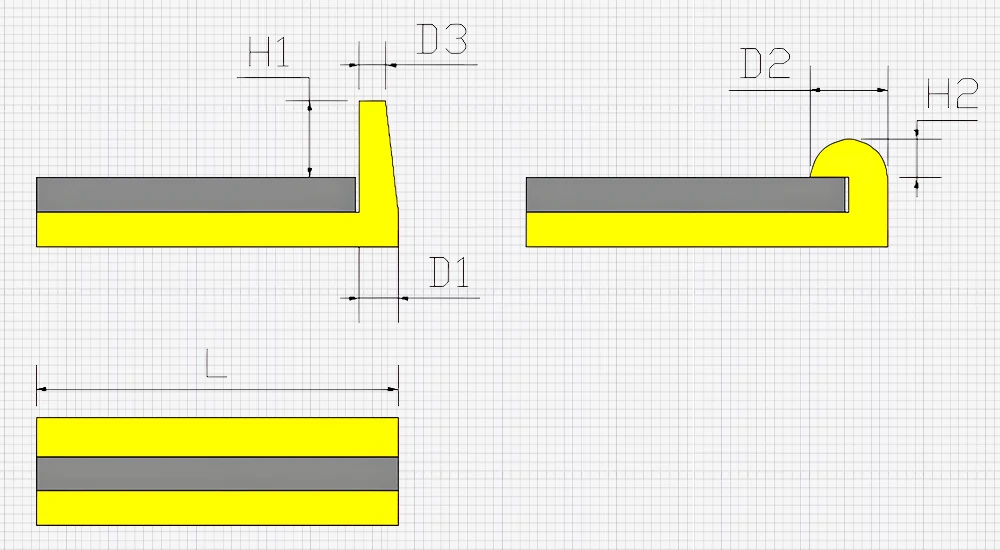
1). Der Basisdurchmesser der Nietsäule (D1) sollte weniger als 3 mm betragen, mit einem oberen Durchmesser (D3) von (0,3-0,5) * D1.
2). Die Höhe des überstehenden Teils der Nietsäule (H1) ist im Allgemeinen (1,5-2) * D1, und H1 sollte kleiner als die Länge der Nietsäule (L) sein.
3). Der Durchmesser des Nietkopfes (D2) beträgt im Allgemeinen etwa 2 * D1, und die Höhe (H2) beträgt etwa 1,0 * D1. Spezifische Zahlen sollten auf der Volumenumrechnung S_Kopf = (85%-95%) * S_Säule basieren.
4). Nietköpfe mit Flansch sind für Situationen geeignet, in denen das zu verbindende Teil gequetscht oder umwickelt werden muss.
Tipps: Möchten Sie verschiedene Niettypen und ihre spezifischen Anwendungen kennenlernen? Sehen Sie sich unseren detaillierten Leitfaden an Niettypen.
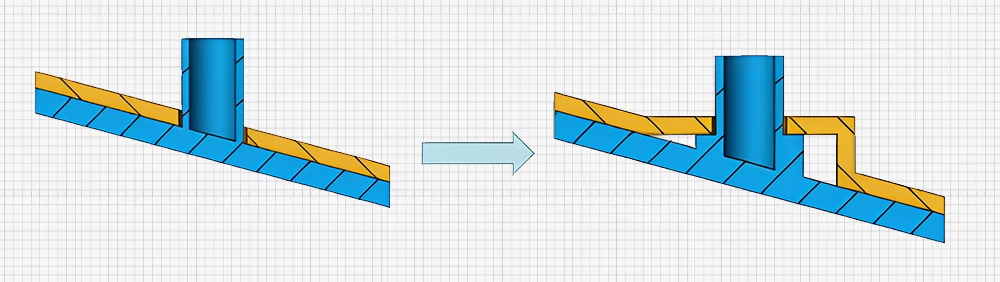
Anmerkungen:
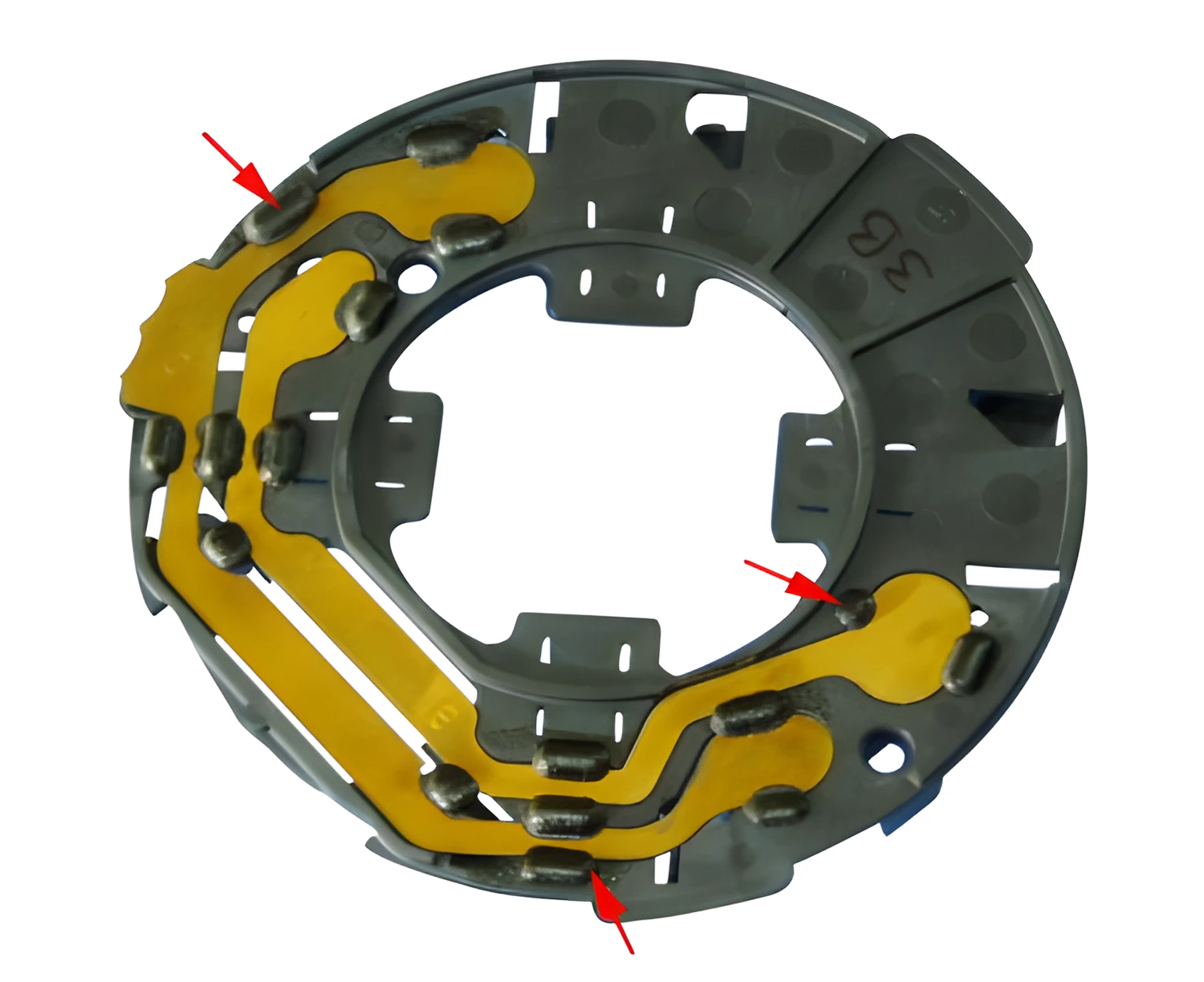
Befindet sich die Nietstütze auf einer geneigten Fläche oder ist sie vom Sockel hoch, ist sie wie folgt zu konstruieren:
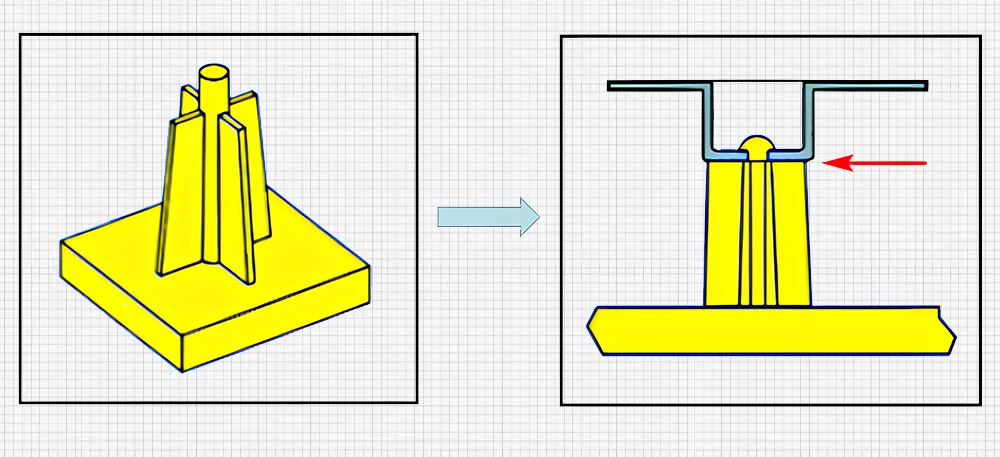
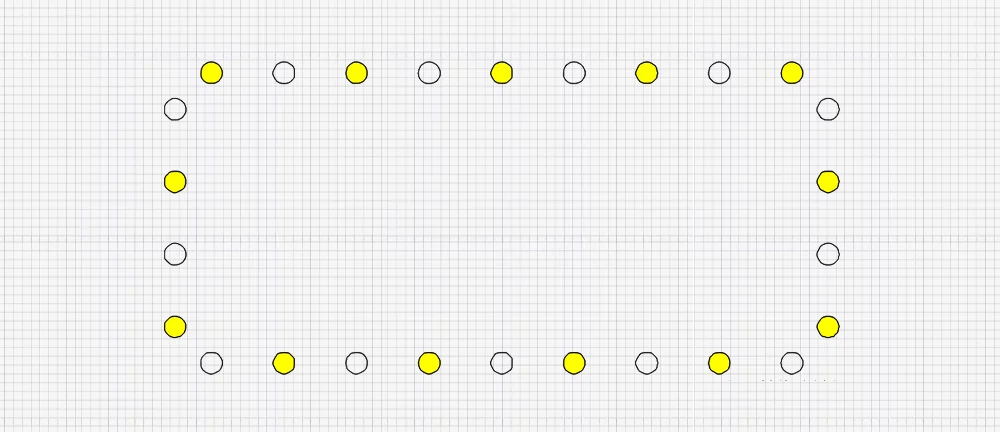
Da es sich bei Nieten um eine dauerhafte Verbindung handelt, die nach einem Versagen nur schwer zu reparieren ist, können wir bei Bedarf Redundanz in die Struktur einbauen. Verdoppeln Sie zum Beispiel die Anzahl der Nietstützen und -löcher, verwenden Sie zuerst die gelben Nietstützen, und wenn eine Reparatur erforderlich ist, verwenden Sie die weißen Nietstützen für eine zweite Chance zur Reparatur.