
بعد الفهم ضغط الحقن وسرعة الحقن، نواصل اليوم التعرف على معلمة مهمة أخرى في قولبة الحقن - درجة حرارة القالب.
عادةً ما يقوم عمال الحقن بتعيين درجة حرارة الذوبان أعلى من درجة الحرارة المثالية، معتقدين أن درجة حرارة الذوبان هي الطريقة الفعالة الوحيدة لتقليل لزوجة الذوبان، مما يجعل عملية قولبة الحقن أسهل. ولتعويض وقت الدورة الممتد بسبب ارتفاع درجة حرارة الذوبان، يقوم الفنيون عمومًا بخفض درجة حرارة القالب لتقصير وقت التبريد. غالبًا ما تتسبب طريقة التعديل هذه في العديد من مشكلات جودة المنتج. إذن، كيف يجب ضبط درجة حرارة القالب بشكل معقول؟ سنناقش ذلك بالتفصيل لاحقًا.

ما هي درجة حرارة العفن؟
تشير درجة حرارة العفن إلى درجة حرارة سطح تجويف القالب واللب. وهو أحد أهم معايير التحكم الأساسية في عملية القولبة بالحقن وأحد الاعتبارات الأساسية في تصميم القالب. ولا يمكن الاستهانة بتأثيرها على التشكيل والمعالجة الثانوية والاستخدام النهائي للمنتجات.
تأثير درجة حرارة القالب على الأجزاء المقولبة بالحقن
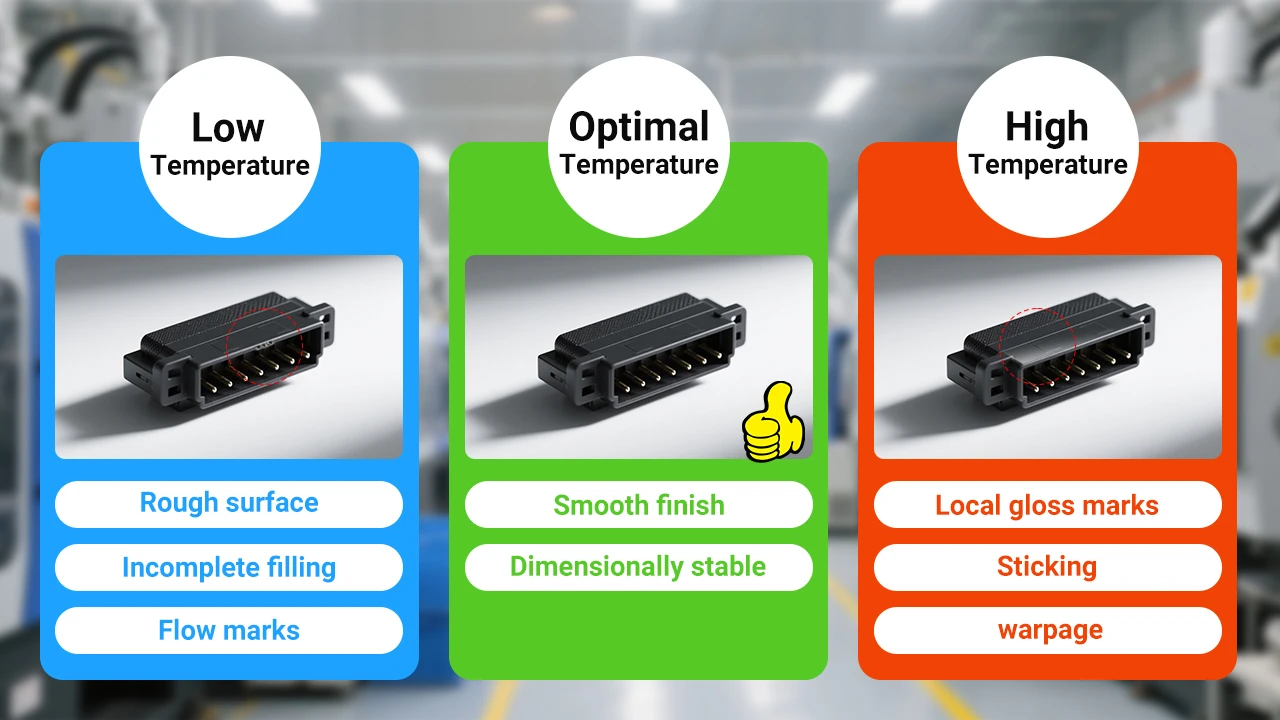
1. التأثير على المظهر
أولاً، إذا كانت درجة حرارة القالب منخفضة للغاية، فسوف يقلل ذلك من قابلية الذوبان، مما قد يؤدي إلى ملء غير مكتمل. ويؤثر ذلك على تبلور البلاستيك. بالنسبة لبلاستيك ABS، إذا كانت درجة حرارة القالب منخفضة جدًا، ستكون نعومة المنتج منخفضة. عندما تكون درجة الحرارة مرتفعة، من المرجح أن يهاجر البلاستيك إلى السطح. وبالتالي، عندما تكون درجة الحرارة عالية، تكون المكونات البلاستيكية أقرب إلى سطح القالب، مما يؤدي إلى ملء أفضل، وسطوع أعلى، ولمعان أعلى.
ومع ذلك، لا ينبغي أن تكون درجة حرارة القالب عالية جدًا، لأنها قد تتسبب في الالتصاق بالقالب وتخلق بقعًا مضيئة ملحوظة في بعض مناطق الجزء البلاستيكي. وعلى العكس من ذلك، يمكن أن تتسبب درجة حرارة القالب المنخفضة في أن يمسك الجزء البلاستيكي بالقالب بإحكام شديد، مما يؤدي إلى خدوش عند إزالة القالب، خاصةً على الأسطح المزخرفة. يمكن أن يحل الحقن متعدد المراحل مشاكل الموضع، مثل علامات الغاز عند الحقن، باستخدام الحقن المجزأ. في صناعة الحقن، كلما زادت درجة حرارة القالب، زاد لمعان سطح المنتج، والعكس صحيح. بالنسبة للمنتجات المصنوعة من البولي بروبيلين بولي بروبيلين ذي اللمسة النهائية الساتانية، كلما ارتفعت درجة الحرارة، انخفض لمعان السطح، وزاد اختلاف اللون، مع تناسب عكسي بين اللمعان واختلاف اللون.
ولذلك، فإن المشكلة الأكثر شيوعًا الناجمة عن درجة حرارة القالب هي تشطيب السطح الخشن للأجزاء المقولبة، وعادةً ما يكون ذلك بسبب انخفاض درجة حرارة سطح القالب. إن انكماش القوالب ويعتمد انكماش ما بعد التشكيل للبوليمرات شبه البلورية بشكل أساسي على درجة حرارة القالب وسُمك جدار الجزء. سيؤدي التوزيع غير المتكافئ لدرجات الحرارة في القالب إلى انكماش مختلف، مما يجعل من المستحيل ضمان أن الأجزاء تفي بالتفاوتات المحددة. في أسوأ الحالات، يتجاوز الانكماش القيمة القابلة للتصحيح، بغض النظر عما إذا كان الراتنج مقوى أم لا.
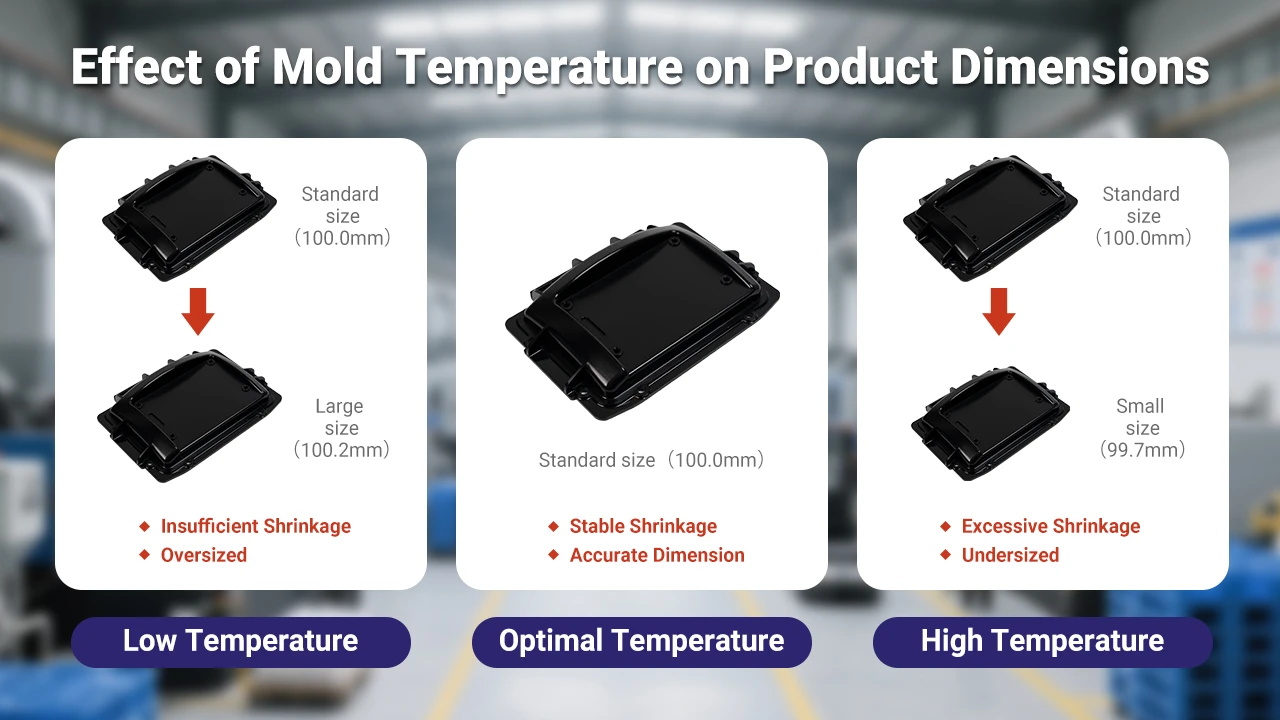
2. التأثير على أبعاد المنتج
إذا كانت درجة حرارة القالب مرتفعة للغاية، فقد يتعرض الذوبان للتحلل الحراري، مما يزيد من معدل الانكماش في الهواء، مما يتسبب في انخفاض أبعاد المنتج. في ظل ظروف درجات الحرارة المنخفضة، إذا زادت أبعاد الجزء، فإن ذلك يرجع عمومًا إلى درجة حرارة سطح القالب المنخفضة جدًا. ويرجع ذلك إلى أنه مع انخفاض درجة حرارة سطح القالب، يقل انكماش المنتج في الهواء، وبالتالي تكون الأبعاد أكبر. تعمل درجة حرارة القالب المنخفضة على تسريع "اتجاه التجميد" الجزيئي، مما يزيد من سمك الطبقة المتجمدة في تجويف القالب ويعيق نمو البلورات، وبالتالي يقلل من انكماش القالب.
وعلى العكس من ذلك، تؤدي درجة حرارة القالب المرتفعة إلى بطء التبريد، ووقت استرخاء أطول، واتجاه أقل، مما يعزز التبلور، مما يؤدي إلى انكماش فعلي أعلى. إذا استغرقت العملية وقتًا طويلاً جدًا لتثبيت الأبعاد، فهذا يشير إلى ضعف التحكم في درجة حرارة القالب، حيث يستغرق القالب وقتًا أطول للوصول إلى التوازن الحراري. يمكن أن يؤدي التبديد غير المتكافئ للحرارة في بعض مناطق القالب إلى إطالة دورة الإنتاج بشكل كبير، مما يزيد من تكاليف التشكيل. تقلل درجة حرارة القالب المستقرة من التقلبات في انكماش القالب، مما يحسن من ثبات الأبعاد.
بالنسبة للبلاستيك البلوري، تسهل درجة حرارة القالب العالية عملية التبلور. لا تخضع الأجزاء البلاستيكية المتبلورة بالكامل لتغيرات في الأبعاد أثناء التخزين أو الاستخدام. ومع ذلك، تؤدي درجة التبلور العالية إلى انكماش كبير. بالنسبة للمواد البلاستيكية الأكثر ليونة، فإن درجة حرارة القالب المنخفضة أثناء التشكيل تساعد على ثبات الأبعاد. وبغض النظر عن المادة، فإن درجة حرارة القالب الثابتة والانكماش مفيدة لتحسين دقة الأبعاد.
3. التأثير على التشوه
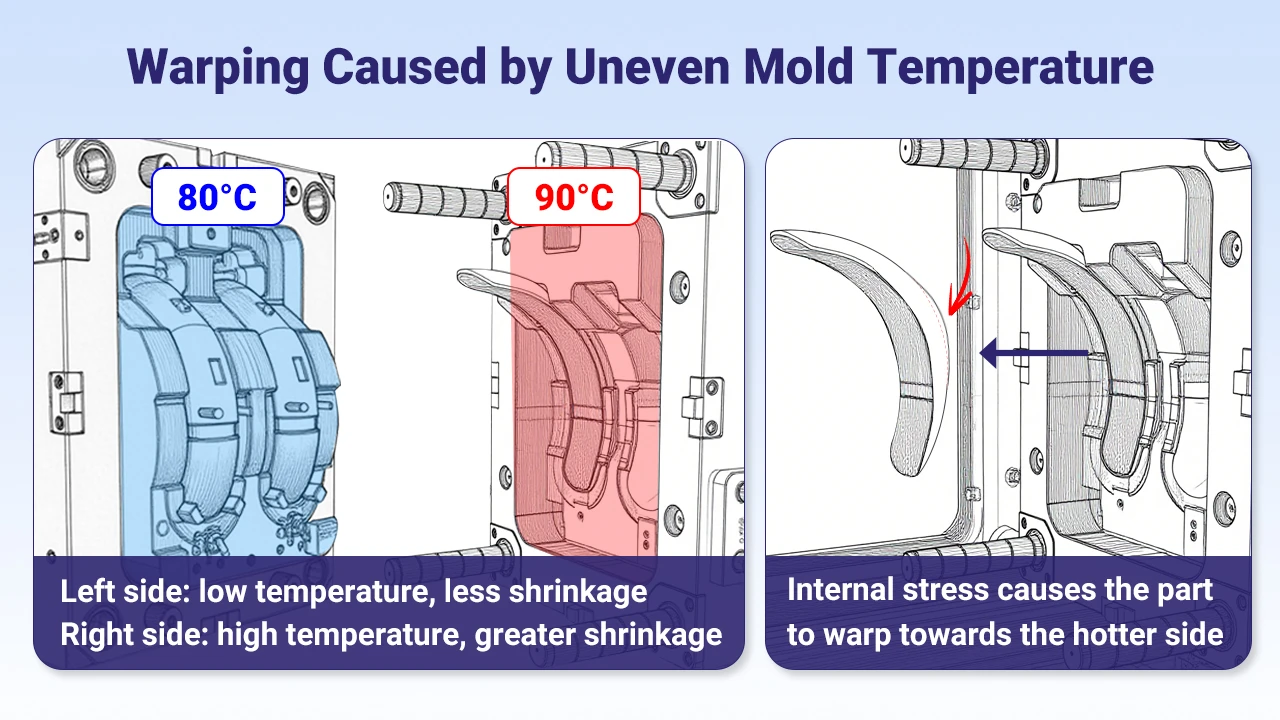
إذا كان تصميم نظام التبريد غير معقول أو كان التحكم في درجة حرارة القالب ضعيفًا، يمكن أن يؤدي عدم كفاية التبريد إلى التسبب في التواء الأجزاء البلاستيكية وتشوهها. يجب أن يعتمد التحكم في درجة حرارة القالب على الخصائص الهيكلية للمنتج لتحديد الفرق في درجة الحرارة بين القلب والتجويف، والقلب وجدار التجويف، وجدار التجويف و إدخالات. يتيح ذلك سرعات انكماش التبريد المختلفة لكل جزء لمواجهة اختلافات انكماش الاتجاه وتجنب تشوه الالتواء.
بالنسبة للأجزاء المهيكلة بشكل متماثل، يجب أن تكون درجة حرارة القالب متناسقة لضمان تبريد متوازن وتقليل التشوه. يتسبب الاختلاف المفرط في درجة حرارة القالب في حدوث تبريد غير متساوٍ وانكماش غير متناسق، مما يولد إجهادًا ويؤدي إلى تشوهات، خاصة في الأجزاء ذات سمك الجدار غير المتساوي والأشكال المعقدة. سيتشوه الجانب ذو درجة حرارة القالب الأعلى نحو ذلك الجانب بعد التبريد. حدد درجات حرارة القالب الأساسية والتجويف بشكل معقول حسب الحاجة
4. التأثير على الخواص الميكانيكية (الإجهاد الداخلي)
تجعل درجة حرارة القالب المنخفضة خطوط اللحام واضحة، مما يقلل من قوة المنتج. بالنسبة للبلاستيك البلوري، يزيد التبلور العالي من الميل إلى التشقق الإجهادي. ولتقليل الإجهاد، يجب ألا تكون درجة حرارة القالب عالية جدًا (على سبيل المثال، البولي بروبيلين والبولي إيثيلين). بالنسبة للبلاستيك غير المتبلور عالي اللزوجة مثل الكمبيوتر الشخصي، يرتبط التشقق الإجهادي بالإجهاد الداخلي وتساعد درجة حرارة القالب المرتفعة على تقليل الإجهاد الداخلي والميل للتشقق الإجهادي.
يُشار إلى الإجهاد الداخلي بعلامات الإجهاد. وهو ناتج عن معدلات انكماش حراري مختلفة أثناء التبريد. بعد التشكيل، يمتد التبريد من السطح إلى الداخل، حيث يتقلص السطح ويتصلب أولاً، يليه الداخل، مما يولد إجهادًا داخليًا بسبب معدلات الانكماش المختلفة. عندما يتجاوز الإجهاد الداخلي المتبقي الحد المرن للراتنج أو في ظل بيئات كيميائية معينة، تظهر تشققات على سطح الجزء البلاستيكي. تُظهر الدراسات التي أجريت على الراتنجات الشفافة مثل PC وPMMA أن الإجهاد الداخلي المتبقي يكون ضاغطًا على الطبقة السطحية وداخليًا في حالة الشد. يعتمد الإجهاد الانضغاطي السطحي على حالة التبريد؛ فالقالب البارد يبرد الراتنج المنصهر بسرعة، مما يؤدي إلى زيادة الإجهاد الداخلي المتبقي.
درجة حرارة القالب هي الشرط الأساسي للتحكم في الإجهاد الداخلي. التغيرات الطفيفة في درجة حرارة القالب تغير بشكل كبير من الإجهاد الداخلي المتبقي. وبوجه عام، لكل منتج وراتنج حد أدنى مقبول لدرجة حرارة القالب للإجهاد الداخلي. عند قولبة الأجزاء رقيقة الجدران أو تلك التي لها مسافات تدفق طويلة، يجب أن تكون درجة حرارة القالب أعلى من الحد الأدنى العام.

5. التأثير على درجة حرارة الانحراف الحراري
بالنسبة للبلاستيك البلوري على وجه الخصوص، إذا تم تشكيل المنتجات في درجات حرارة منخفضة للقالب، يتم تجميد الاتجاه الجزيئي والتبلور على الفور. وفي حالة الاستخدام في درجات حرارة عالية أو المعالجة الثانوية، قد يتم إعادة ترتيب السلاسل الجزيئية وتبلورها، مما يسبب تشوهًا في درجات حرارة أقل بكثير من درجة حرارة المادة درجة حرارة الانحراف الحراري (HDT). ويتمثل النهج الصحيح في الإنتاج عند درجة حرارة القالب الموصى بها القريبة من درجة حرارة التبلور، مما يضمن التبلور الكافي أثناء قولبة الحقن وتجنب التبلور اللاحق للتبلور والانكماش في البيئات ذات درجات الحرارة العالية.
في الختام، تُعد درجة حرارة القالب أحد أهم معايير التحكم الأساسية في عملية القولبة بالحقن وأحد الاعتبارات الأساسية في تصميم القالب.
تحديد درجة حرارة القالب الصحيحة
مع تزايد تعقيد القوالب، يصبح تهيئة الظروف المناسبة للتحكم الفعال في درجة حرارة القالب أكثر صعوبة. وباستثناء الأجزاء البسيطة، عادةً ما يكون نظام التحكم في درجة حرارة القالب حل وسط. الاقتراحات التالية هي للإرشاد التقريبي :
1. أثناء تصميم القالب، ضع في اعتبارك التحكم في درجة حرارة شكل الجزء المعالج.
2. بالنسبة لحجم الحقن المنخفض وحجم القالب الكبير، فإن الموصلية الحرارية الجيدة أمر بالغ الأهمية.
3. اترك مساحة إضافية عند تصميم حجم المقطع العرضي للسائل الذي يمر عبر القالب وأنبوب التغذية. تجنب استخدام الموصلات لأنها تعيق بشكل كبير تدفق السائل الذي تتحكم فيه درجة حرارة القالب.
4. استخدم المياه المضغوطة كوسيط للتحكم في درجة الحرارة إن أمكن، واستخدم أنابيب ومشعبات متينة ومقاومة للضغط العالي.
5. توفير مواصفات أداء مفصلة لمعدات التحكم في درجة الحرارة المطابقة للقالب.
6. ورقة البيانات من الشركة المصنعة للقالب يجب أن تتضمن الأرقام اللازمة لمعدل التدفق. استخدم ألواح عازلة عند الواجهة بين القالب وقالب الماكينة.
7. استخدم أنظمة منفصلة للتحكم في درجة الحرارة للقلب والتجويف.
8. عزل أنظمة التحكم في درجة الحرارة على كل جانب ووسط للسماح بدرجات حرارة مختلفة لبدء التشغيل أثناء التشكيل.
9. توصيل دوائر مختلفة للتحكم في درجة الحرارة على التوالي وليس على التوازي. فالدوائر المتوازية تسبب معدلات تدفق متفاوتة بسبب اختلافات المقاومة، مما يؤدي إلى تباين أكبر في درجات الحرارة مقارنة بالتوصيلات المتسلسلة.
10. من المفيد عرض درجات حرارة الإمداد والإرجاع على معدات التحكم في درجة حرارة القالب.
11. الهدف من التحكم في العملية هو إضافة مستشعر درجة الحرارة في القالب لاكتشاف التغيرات في درجة الحرارة أثناء الإنتاج الفعلي.
درجة حرارة القالب الموصى بها للمواد المختلفة
| اسم المادة | درجة حرارة القالب (℃) |
|---|---|
| ص | 10~60 |
| ملاحظة | 10~80 |
| ABS | 50~80 |
| ب م أ م أ | 40~90 |
| كمبيوتر شخصي | 80~120 |
| PA66 | 40~120 |
| بوم | 60~120 |
| PPS | 120~150 |

اقتراحات أخرى لتحديد درجة حرارة القالب
إنشاء التوازن الحراري في القالب من خلال عمليات حقن متعددة، بشكل عام عشر حقن على الأقل. تعتمد درجة الحرارة الفعلية في التوازن الحراري على العديد من العوامل. قم بقياس درجة الحرارة الفعلية لسطح القالب الملامس للبلاستيك باستخدام مزدوج حراري داخل القالب (2 مم من السطح). الطريقة الأكثر شيوعًا هي استخدام مقياس درجة حرارة عالية محمول باليد مع مسبار سريع الاستجابة. قم بقياس العديد من النقاط، وليس جانب واحد أو نقطة واحدة فقط. اضبط درجة حرارة القالب على القيمة المناسبة بناءً على معايير التحكم المحددة. عادةً ما توصي ورقة بيانات المواد بدرجات حرارة القالب مع الأخذ في الاعتبار تشطيب السطح والخصائص الميكانيكية والانكماش وزمن الدورة.
بالنسبة للقوالب التي تنتج مكونات دقيقة أو تلبي معايير صارمة للمظهر أو السلامة، استخدم درجات حرارة أعلى للقالب للحصول على انكماش أقل بعد التشكيل، وسطوع سطح أعلى، وأداء أكثر اتساقًا. بالنسبة للأجزاء ذات التقنية المنخفضة مع قيود التكلفة، استخدم درجات حرارة معالجة أقل، وفهم المفاضلات، وفحص الأجزاء للتأكد من أنها تلبي متطلبات العميل.
الملخص
يتضمن ضبط درجة حرارة القالب استخدام آلة درجة حرارة القالب. إذا أمكن، سأقدم اختيار آلة ضبط درجة حرارة القالب لعشاق القولبة بالحقن في المستقبل. إذا كنت تتعرف على مستوانا المهني وتحتاج إلى تصنيع أجزاء لمختلف الصناعات، فيرجى الاستمتاع بـ خدمات القولبة بالحقن.














