
علامات الحروق ليست شائعة عيب في القولبة بالحقن. ونتيجة لذلك، فإن العديد من ممارسي صناعة القوالب والقولبة بالحقن ليسوا على دراية كبيرة بها. على الرغم من أن علامات الحرق لا تتعلق بهيكل المنتج، إلا أن FirstMold لا تزال تدعو مصممي المنتجات والمصممين الهيكليين والمصممين الميكانيكيين إلى اكتساب بعض الفهم لها.
إذا كنت مهتمًا بعيوب القولبة بالحقن الأخرى، فلا تتردد في النقر على الروابط الموجودة في الجدول أدناه لقراءة المزيد.
| فهم عيوب حقن القوالب بالحقن المختلفة | ||||
|---|---|---|---|---|
| فلاش | لقطة قصيرة | علامة الحوض | الالتواء/التشويه | علامة الحرق |
| علامة سبلاي مارك/البقعة الفضية | بقعة داكنة/بقعة سوداء/بقعة سوداء | علامة التدفق | فقاعة | خط اللحام |
| اختلاف اللون/لون غير متساوٍ | علامة دبوس القاذف | |||
ما هي علامات الحروق في القولبة بالحقن؟
تشير علامات الاحتراق إلى العلامات الداكنة أو السوداء التي تتشكل في نهاية مسار التدفق أو في مناطق الغازات المحتبسة أثناء عملية القولبة بالحقن بسبب سوء تنفيس القالب أو الحقن السريع للغاية، حيث لا يتوفر للهواء داخل القالب وقت للهروب ويسخن فجأة تحت ضغط مرتفع (في الحالات القصوى، يمكن أن تصل درجات الحرارة إلى 3000 درجة). يؤدي الهواء المضغوط المحموم إلى احتراق الذوبان.

هل تؤثر علامات الحروق على المنتج؟
يمكن أن تؤثر علامات الحروق على الأجزاء المصبوبة بالحقن على مظهر المنتج وجودته. قد تظهر المناطق المتأثرة بألوان وملمس مختلف، مثل تحول لونها إلى اللون الأسود أو الأصفر أو أن تصبح خشنة، مما قد يقلل من المظهر الجمالي للمنتج؛ كما هو موضح في الصورة أدناه، يتأثر المظهر بشكل كبير بعد ظهور علامات الاحتراق;
كما قد تؤثر علامات الاحتراق على الأجزاء المصبوبة بالحقن على أداء المنتج وموثوقيته. قد تغير المناطق المتضررة من الخصائص الفيزيائية والكيميائية للأجزاء المصبوبة بالحقن، مثل تقليل قوتها أو مقاومتها للحرارة أو مقاومة التآكل، مما قد يؤثر على قابلية استخدام المنتج;
يمكن أن تؤثر علامات الاحتراق على الأجزاء المصبوبة بالحقن أيضًا على كفاءة الإنتاج والتحكم في التكلفة؛ قد تؤدي مشاكل علامات الاحتراق إلى إلغاء أو إعادة صياغة الأجزاء المصبوبة بالحقن، مما يزيد من تكاليف الإنتاج.
أسباب علامات الحروق
1. العوامل المتعلقة بالمعدات
أ) بسبب عطل أو تلف في المزدوجات الحرارية وأنظمة التحكم في درجة الحرارة وأنظمة التسخين، مما يتسبب في ارتفاع درجة حرارة البرميل بشكل موضعي,
ب) تلف البرغي ومكوك التحويل وحلقة الفحص، مما يؤدي إلى احتباس المواد.
ج) سوء التوافق بين الفوهة وجلبة العداء الرئيسي للقالب، مما يسبب قصًا غير طبيعي.
د) وجود فجوات بين البرغي والبرميل، وارتخاء الوصلات الملولبة داخل البرميل، مما يتسبب في احتباس الذوبان والتحلل من التسخين لفترات طويلة.
ه) الأجسام المعدنية الغريبة العالقة في الأخاديد اللولبية أو في مقدمة الماسورة، مما يتسبب في قذف المواد بشكل غير طبيعي وتحلل المواد.
2. العوامل المتعلقة بالعفن
أ) ضعف تنفيس القالب، وانضغاط البلاستيك بشكل غير قابل للضغط، والاحتراق بسبب التفاعلات الشديدة مع الأكسجين تحت درجة حرارة وضغط مرتفعين.
ب) يجب أن يراعي تصميم البوابة وموقعها حالة التدفق الذائب وأداء تنفيس القالب بشكل كامل عند تصميم القالب.
ج) يؤدي عدم كفاية تنفيس القالب أو التموضع غير الصحيح، بالإضافة إلى سرعات التعبئة العالية جدًا، إلى إنتاج هواء مضغوط بشكل غير كافٍ داخل القالب لإنتاج غازات عالية الحرارة، مما يؤدي إلى تحلل الراتنج وتفحمه.
د) فتحات تنفيس القالب المسدودة بعوامل تحرير القالب والشوائب على سطح القالب، مما يتسبب في ضعف التنفيس.
3. العوامل المتعلقة بعملية الصب
أ) الكسر الذائب الذي يؤدي إلى ظهور علامات الحروق
يمكن أن يحدث كسر الذوبان عندما يتم حقن الذوبان في تجويف كبير بسرعات وضغوط عالية، مما يتسبب في حدوث كسور عرضية على السطح وتشكيل بثور، خاصةً عندما يتم حقن كمية صغيرة من الذوبان في تجويف كبير.
تنشأ هذه الظاهرة من التشوه المرن لذوبان البوليمر. أثناء تدفق الذوبان داخل البرميل، يتعرض الجزء القريب من جدار البرميل، الذي يواجه احتكاكًا أعلى وسرعات تدفق أبطأ، لإجهاد كبير. عند الطرد، يتبدد هذا الإجهاد، ولكن يستمر الذوبان المركزي في التدفق بسرعة عالية، ويسحب على طول الذوبان المحيطي الأبطأ حركة. وينتج عن ذلك إعادة تنظيم سريعة لسرعات التدفق وتقلبات إجهاد كبيرة عبر الذوبان. إذا تجاوز الإجهاد قدرة الذوبان على تحمله، يحدث انكسار الذوبان.
ب) تأثير سرعة الحقن
عندما يتم حقن الذوبان في التجويف بسرعة بطيئة، تكون حالة تدفق الذوبان صفائحية؛ وعندما يكون سرعة الحقن إلى مستوى معين، تصبح حالة التدفق مضطربة تدريجيًا. وبوجه عام، فإن الأجزاء البلاستيكية المتكونة في ظروف التدفق الصفحي يكون سطحها أكثر سلاسة وإشراقًا، بينما في الظروف المضطربة، لا تزيد احتمالية حدوث بثور سطحية فحسب، بل من المرجح أيضًا أن تتشكل جيوب غازية داخل الأجزاء البلاستيكية. لذلك، يجب ألا تكون سرعة الحقن عالية جدًا، ويجب التحكم في الذوبان لملء القالب في ظروف التدفق الصفحي.
ج) ارتفاع درجة حرارة الذوبان أكثر من اللازم، مما قد يتسبب في تحلل الذوبان وتفحمه، مما يؤدي إلى ظهور بثور على سطح الأجزاء البلاستيكية.
د) تحلل المواد الناجم عن فترات البقاء الطويلة للغاية في البرميل أثناء الدورات الممتدة.
4. تأثير المواد الخام
أ) المحتوى العالي من الرطوبة والمواد المتطايرة في المواد الخام.
ب) ارتفاع مؤشر الذوبان، وسيولة جيدة للذوبان، مما يجعل من الصعب طرد الغازات.
ج) المضافات البلاستيكية، والملونات التي تحتوي على مواد متطايرة، والرطوبة، غير المقاومة لدرجات الحرارة العالية التي تسبب التحلل.
تدابير التحسين لعلامات الحروق
1. تحدث علامات الحروق أثناء الحقن الفارغة
أ) تحقق مما إذا كانت الفوهة مسدودة أم لا.
ب) تحقق مما إذا كان هناك تلف في البرغي أو حلقة الفحص أو الماسورة، إلخ.
ج) افحص نظام التسخين، وخطوط استشعار درجة الحرارة، والمزدوجات الحرارية، وحلقات التسخين، وإعدادات درجة حرارة التلدين بحثًا عن أي خلل.
د) التحقق مما إذا كان المسحوق الملون للمواد الخام، والماسترباتش الرئيسي، وما إلى ذلك، يحتوي على مواد قابلة للتحلل بسهولة، والنظر في استبدال مواد مختلفة للقضاء على المشكلة.
ه) تحقق مما إذا كان الضغط الخلفي مرتفعًا جدًا، أو كانت سرعة دوران التخزين عالية جدًا، أو كان وقت ما قبل التلدين طويلًا جدًا، مما يتسبب في تحلل المواد الخام والكربنة.
2. علامات الحرق في القالب
أ) بالنسبة إلى قوالب العداء الساخن, ، افحص العداء الساخن نفسه والتحكم في درجة الحرارة بحثًا عن أي خلل.
ب) بالنسبة لقوالب العداء البارد، افحص العداء والبوابة بحثًا عن أي تلف، إلخ.
3. علامات الحرق على المنتج
أ) إذا ظهرت علامات الاحتراق على حواف المنتج، ففكر في زيادة التهوية وتقليل سرعة الحقن.
ب) إذا ظهرت علامات الاحتراق في منتصف المنتج، ففكر في تغيير ملحق العادم أو إضافة دبوس قاذف العادم، واستخدم الحقن المجزأ في العملية، مع تقليل سرعة الحقن في موقع علامة الاحتراق.
ج) في حالة ظهور علامات احتراق في ذيل المنتج، نوصي بتنظيف أخاديد التهوية في القالب وتقليل قوة التثبيت.
تحليل حالة علامات الحروق

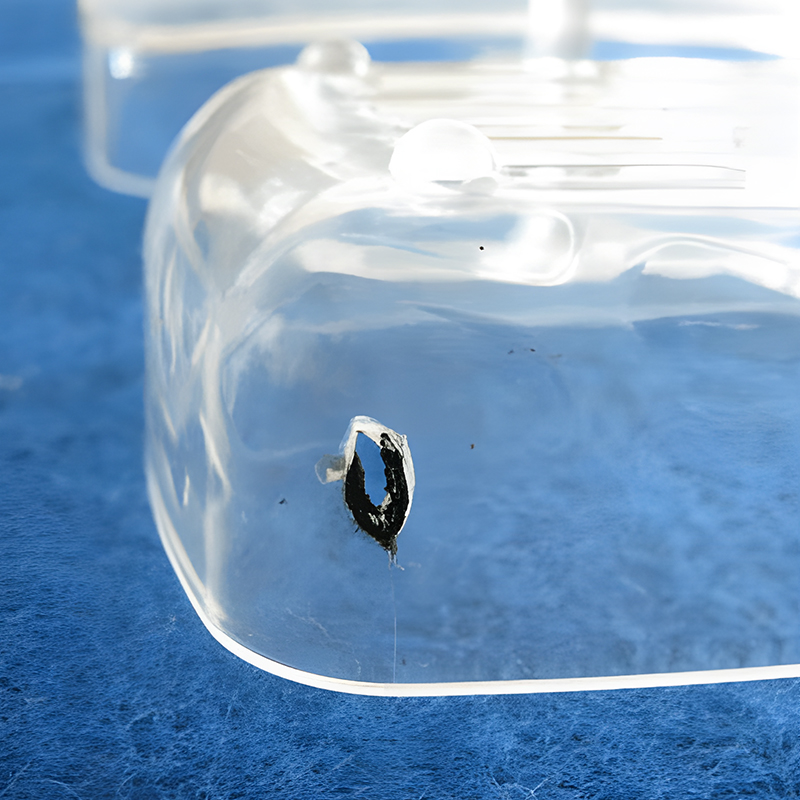
مقدمة المنتج
تُظهر الصورة أعلاه حالة من علامات احتراق المنتج. الصورة اليمنى هي صورة مقربة للصورة اليسرى.
مادة المنتج هي مادة PBT، وهي نوع من منتجات الموصلات ذات جدران سميكة وسطح ذو مظهر ثانوي. نظرًا لمتطلبات الجودة العالية من العميل، فإن العيوب السطحية الملحوظة على المنتج غير مقبولة.
شروط التشكيل هي كما يلي.
a. درجة حرارة صب القالب: 60 ~ 80 ℃.
b. درجة حرارة المادة: 240 ~260 ℃.
c. سرعة الحقن على ثلاث مراحل: المرحلة الأولى بسرعة 180 مم/ثانية، والمرحلة الثانية بسرعة 135 مم/ثانية، والمرحلة الثالثة بسرعة 40 مم/ثانية.
d. زمن الحقن: 1.5 ~ 3 ثوانٍ.
e. ضغط الحقن: 1300 ~ 1500 كجم/سم².
مشكلات المنتج
تظهر صورة المنتج علامات حروق طفيفة داخل الدائرة الحمراء، وهو ما لا يقبله العميل.
الأسباب والاستراتيجيات
(1) تحليل الأسباب
خلال المرحلة الأولى تجربة العفن، تم إجراء تحليل لقالب التدفق، وكشف عن أن موقع علامات الاحتراق عند خط الانصهار النهائي للمنتج يرجع بشكل أساسي إلى عدم قدرة الغازات على الخروج من الموضع المحدد في تجويف القالب، مما تسبب في ظهور علامات احتراق الغازات المحتبسة.
(2) استراتيجيات الحلول
نظرًا لأن المنتج وهياكل القوالب قد تم تأكيدها بالفعل من قبل العميل ولا يمكن تغييرها، فلا يمكن معالجة المشكلة إلا من خلال تعديل عمليات تنفيس القالب وعمليات القولبة بالحقن.
قم بتوسيع فتحات التنفيس في مسار تدفق القالب، وسطح فراق القالب، ودبابيس القاذف قدر الإمكان، مع تقليل كمية التنفيس النهائي لتخفيف حدة علامات الاحتراق.
اضبط عملية القولبة بالحقن على الحقن متعدد المراحل. نظرًا لسماكة المنتج، استخدم سرعة منخفضة أو حتى سرعات أقل خلال المرحلتين الأخيرتين من الحقن لتقليل شدة علامات الاحتراق.
الكلمات الأخيرة
أنا "لي يونغ" من شركة FirstMold، أعمل بجد كل يوم. استنادًا إلى الكتب والكتيبات والخبرة العملية لورشة العمل، قمت بتلخيص العديد من مجموعات الخبرة العملية لسهولة الرجوع إليها والتعلم منها. بالنسبة لأولئك الذين يتعلمون عن القولبة بالحقن، والقوالب، والتصميم الهيكلي للمنتج، وتصميم القوالب، من المهم القراءة والممارسة والمحاولة أكثر، وعدم الخوف من الفشل. آمل أن تساعدك تجربتي في ذلك.














