

Szlifowanie dla inżynierów to nie tylko wygładzanie przedmiotów - to ulepszanie ich. Od eleganckiego wykończenia smartfona po precyzyjne dopasowanie elementu silnika samochodowego, szlifowanie jest bohaterem niezliczonych produktów. Ten drobiazgowy proces odgrywa kluczową rolę w zapewnieniu, że produkty spełniają najwyższe standardy jakości, wykończenia i precyzji. Szlifowanie polega na usuwaniu materiału z obrabianego przedmiotu za pomocą narzędzi ściernych w celu uzyskania gładkich i precyzyjnie ukształtowanych powierzchni spełniających określone specyfikacje.
W dynamicznym świecie inżynierii szlifowanie jest czymś więcej niż tylko wykończeniem. To istotny etap procesu produkcyjnego, który musi spełniać określone wymagania. W branży formowania wtryskowego bardzo korzystne jest uzyskiwanie części o doskonałych powierzchniach. Wiele branż, takich jak przemysł motoryzacyjny i narzędziowy, zależy od osiągnięcia wąskich tolerancji i doskonałego wykończenia powierzchni.
W tym artykule omówimy zasady szlifowania, rodzaje procesów szlifowania, ich zastosowanie i ogólne znaczenie w przekształcaniu surowców w precyzyjne produkty. Pod koniec będziesz miał solidną wiedzę na temat czynników, które sprawiają, że szlifowanie jest ważne we współczesnej inżynierii. Pomoże to w tworzeniu lepszych, bardziej niezawodnych komponentów.
Czym jest szlifowanie?
Szlifowanie to proces obróbki, w którym wykorzystuje się materiał ścierny do usuwania drobnych kawałków materiału z powierzchni przedmiotu obrabianego. Przypomina to skrupulatne przycinanie obrabianego przedmiotu. Celem jest osiągnięcie określonego wymiaru, kształtu lub wykończenia, które spełnia precyzyjne specyfikacje techniczne.
W przeciwieństwie do innych procesów obróbki, takich jak toczenie czy frezowanie, szlifowanie może być nawet dziesięciokrotnie lepsze pod względem wykończenia powierzchni i precyzji. Nowoczesne szlifierki ewoluowały wraz z rozwojem technologii, takich jak zautomatyzowane systemy CNC, które są niezwykle dokładne.
Przegląd historyczny
Technologia szlifowania znacznie ewoluowała na przestrzeni lat. W 19th XX wieku wiązało się z ręcznym procesem, w którym do szlifowania i kształtowania przedmiotów używano prostych, prymitywnych narzędzi i kamieni. Osiągnięcie pożądanych rezultatów wymagało wielu operacji ręcznych i znacznych umiejętności. W rezultacie proces ten był pracochłonny. Maszyny te wykorzystywały obracający się kamień, który ostrzył i kształtował metale. Później, wraz z wprowadzeniem maszyn o napędzie elektrycznym, pojawił się bardziej zmechanizowany proces, który dostosował bardziej wyrafinowane maszyny.
Zasada działania szlifierek
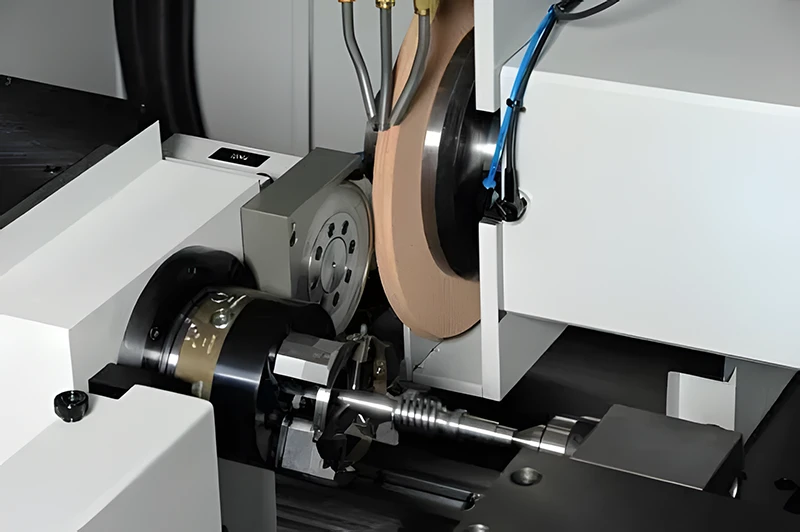
U podstaw szlifowania leży tarcza lub taśma ścierna, która zazwyczaj obraca się podczas kontrolowanego kontaktu z powierzchnią roboczą. Większość tarcz ściernych wykonana jest z tlenku glinu lub diamentu. Ta ściernica ma kilka ziaren ściernych połączonych spoiwem. Te ziarna ścierne działają jak maleńkie narzędzia tnące, ścinając małe wióry materiału z obrabianego przedmiotu. Podczas tego procesu powierzchnia szlifierska narzędzia styka się z przedmiotem obrabianym. Gdy ruch jest względem siebie pod ciśnieniem, ostre krawędzie narzędzia powodują cięcie (Odkształcenie plastyczne). Niektóre z tych cząstek mogą toczyć się lub ślizgać między tymi powierzchniami, powodując poślizg (odkształcenie elastyczne).
Chociaż cząstki te wytwarzają niewielką ilość skrawania, równomiernie usuwają cienką warstwę metalu z jego powierzchni. Podobnie, ze względu na nacisk szlifowania, obrabiany przedmiot stopniowo osiąga wysoką dokładność wymiarową przy niskiej chropowatości powierzchni. Dzieje się tak dzięki pasywowanym cząstkom ściernym ściskającym szczytowe punkty obrabianej powierzchni.
Podczas stosowania materiałów ściernych, takich jak kwas sterynowy i tlenek chromu, może wystąpić reakcja chemiczna. Na obrabianej powierzchni tworzy się cienka warstwa tlenku. Jednak łatwo się ona ściera podczas procesu szlifowania. Powłoka tlenkowa jest stale tworzona i usuwana podczas procesu szlifowania, wygładzając obrabianą powierzchnię poprzez liczne cykle powtórzeń.
Ze względu na tarcie, ziarna ścierne ulegają częstemu zużyciu, a ich ilość usuwana z materiału jest zmniejszona. Granulki ścierne są usuwane z powierzchni za pomocą procedury obciągania, aby przywrócić zdolność ściernicy do prawidłowego cięcia. Następnie substancja wiążąca jest zeszkliwiana w celu jej wzmocnienia i utwardzenia, a ściernica jest regenerowana.
Materiały
Szlifowanie zazwyczaj obejmuje kilka materiałów, zwłaszcza tych, które są twarde lub wymagają dokładnego wykończenia. Takie materiały obejmują metale, takie jak stal, aluminium, ceramika i materiały kompozytowe. Szlifowanie jest również wysoce preferowane w przypadku delikatnych materiałów, takich jak szkło i krzem, gdzie precyzja ma kluczowe znaczenie.
Proces ten jest odpowiedni do produkcji wszechstronnych powierzchni, które mogą być cylindryczne, okrągłe, a nawet płaskie.
Kluczowe kwestie dotyczące wyboru i stosowania materiałów ściernych
Optymalne wykorzystanie narzędzi ściernych do szlifowania wymaga czegoś więcej niż tylko wyboru odpowiedniej ściernicy. Początkujący muszą wybrać odpowiedni materiał ścierny do pracy.
Warunki stosowania materiału ściernego zależą od następujących czynników;
- Rodzaj obrabianego materiału.
- Rodzaj używanego materiału ściernego.
- Prędkość ścierniwa.
- Jak duży nacisk jest wywierany?
Poniższe ogólne wytyczne zapewniają odpowiednie warunki ścierne dla każdego zastosowania.
- Szlifowanie powinno odbywać się przy użyciu materiałów ściernych, które są twardsze od materiału obrabianego przedmiotu. Materiały ścierne do polerowania są bardziej miękkie niż materiał przedmiotu obrabianego.
- Wyższa prędkość i niższe ciśnienie są związane z grubszymi materiałami ściernymi.
- Niższa prędkość i wyższe ciśnienie są związane z drobniejszymi materiałami ściernymi.
- Do szlifowania należy używać materiałów ściernych o niskiej ścieralności, a do polerowania materiałów ściernych o wysokiej ścieralności.
- Docieranie jest przeznaczone dla materiałów ściernych o twardości 9 lub 10 w skali Mohsa.
Niewłaściwe dobranie materiału ściernego może prowadzić do złej jakości wyników, zużycia materiału ściernego i wysokiej temperatury, której wolałbyś uniknąć.
Specyfikacje techniczne w szlifowaniu
Sukces każdej operacji szlifowania w dużej mierze zależy od odpowiednich wymagań technicznych, aby osiągnąć najlepsze wyniki podczas szlifowania.
Materiał ścierny
Wybór ściernicy ma wpływ na operację szlifowania.
Producenci wybierają różne materiały do określonych celów w oparciu o ich unikalne właściwości.
- Tarcze diamentowe: używane z dość twardymi materiałami, takimi jak szkło, ceramika i węglik spiekany
- Koła z tlenku aluminium: Preferowany do stali i stopów metali ze względu na równowagę między zdolnością cięcia a wytrzymałością.
- Ceramiczne koła z tlenku aluminium: szlifowanie stali i stopów o wysokiej wytrzymałości
- Kółka z węglika krzemu: Idealny do żeliwa, metali niemetalicznych i nieżelaznych.
- Ściernice z sześciennego azotku boru (CBN): stosowana do stali narzędziowych, niektórych stali stopowych i stali szybkotnących.
Prędkość i prędkość posuwu
Prędkość obrotowa ściernicy ma duży wpływ na proces szlifowania. Wyższa prędkość może przyspieszyć proces, ale także zwiększyć temperaturę, co powoduje odkształcenie termiczne przedmiotu obrabianego. Przedmiot obrabiany powinien poruszać się względem ściernicy w sposób zsynchronizowany, aby uzyskać optymalne wyniki. Szybkość podawania przedmiotu obrabianego na ściernicę wpływa na precyzję i wykończenie powierzchni.
Klasa i struktura koła
Odstępy (struktura) ziaren w materiale ściernym wpływają na prędkość, z jaką materiał jest usuwany z przedmiotu obrabianego i jakość wykończenia. Twardość (gradacja), czyli siła wiązania między ziarnami, zależy od rodzaju szlifowanego materiału. Twardsze ściernice są przeznaczone do miękkich materiałów, podczas gdy miękkie ściernice są przeznaczone do twardszych materiałów.
Ciśnienie szlifowania
Nacisk stosowany podczas procesu wpływa na dokładność szlifowania. Wpływa również na zużycie ściernicy i szybkość usuwania materiału.
Zastosowanie płynu chłodzącego
Użycie odpowiedniego płynu chłodzącego i jego prawidłowe zastosowanie zmniejsza wytwarzanie ciepła. Smaruje również powierzchnie. Dodatkowo zmywa pył szlifierski i opiłki oraz wydłuża żywotność ściernicy.
Materiał wiążący
Ziarna ścierne są połączone materiałem, który wpływa na wydajność ściernicy. Materiały te mogą być żywiczne, szkliste lub metalowe.
Parametry maszyny
Czynniki takie jak moc, prędkość wrzeciona i sztywność maszyny (odporność na ugięcie pod obciążeniem) znacząco wpływają na poziom precyzji i jakości.
Rodzaje procesów szlifowania
Szlifowanie powierzchni
Dzieje się tak, gdy tarcza ścierna wchodzi w kontakt z płaską powierzchnią obrabianych przedmiotów, co skutkuje gładkim wykończeniem. Proces ten przeprowadzany jest na szlifierce do płaszczyzn. Operator umieszcza obrabiany przedmiot na stole i przesuwa go poziomo pod obracającą się ściernicą. Proces ten jest idealny do wykańczania płaskich powierzchni, ostrzenia narzędzi i uzyskiwania optymalnej płaskości.
Zakres prędkości dla szlifierek do płaszczyzn wynosi 5500-6500 fpm (28-33 m/s), a szybkość usuwania materiału wynosi około 1 cal na sekundę, w zależności od materiału ściernego i twardości przedmiotu obrabianego.
Szlifowanie cylindryczne
Szlifowanie cylindryczne jest idealne do tworzenia okrągłych części. Obrabiany przedmiot obraca się, gdy zbliża się do ściernicy, co pozwala na wysoką precyzję powierzchni cylindrycznych. Procesy te są szczególnie przydatne przy tworzeniu osi, wałów i innych cylindrycznych konstrukcji. Prędkość robocza szlifierki cylindrycznej wynosi od 5000 do 6500 fpm (od 25 do 33 m/s), a szybkość usuwania 1 cala na sekundę.
Szlifowanie bezkłowe
W przypadku szlifowania bezkłowego obrabiany przedmiot nie jest mechanicznie utrzymywany w miejscu; zamiast tego jest on podparty między ściernicą a ściernicą regulacyjną.
Metoda ta pozwala na szybkie i stabilne szlifowanie elementów cylindrycznych bez konieczności stosowania podparcia. Jest ona powszechnie stosowana do szlifowania części cylindrycznych, które nie wymagają osprzęt lub centrów, dzięki czemu idealnie nadaje się do masowej produkcji przedmiotów cylindrycznych. Szlifowanie bezkłowe może działać przy prędkościach około 4500-6000 fpm (23-30 m/s) z szybkością usuwania materiału około 1 cala na sekundę.
Szlifowanie wewnętrzne
Jak sama nazwa wskazuje, producenci stosują tę metodę do wykańczania powierzchni wewnętrznych. Mała tarcza szlifierska obraca się, aby szlifować wewnętrzne części przedmiotu obrabianego, cylindryczne lub stożkowe, w celu uzyskania pożądanej gładkości. Metoda ta jest idealna do wykańczania cylindrów, otworów i wytwarzania precyzyjnych geometrii wewnętrznych. Działa przy wysokich prędkościach około 6500-9500 fpm (33-48 m/s) z szybkością usuwania materiału około 0,5 do 1 cala na sekundę.
Szlifowanie z posuwem pełzającym
Szlifowanie z posuwem pełzającym jest idealne do głębokich cięć i skomplikowanych kształtów, różniąc się od zwykłych procesów szlifowania. Podczas tego procesu ściernica przesuwa się powoli po obrabianym elemencie, usuwając znaczną ilość materiału w jednym przejściu i zmniejszając potrzebę dodatkowych przejść. Wyjątkowo wolne tempo posuwu i głębsze cięcie sprawiają, że nadaje się ona do produkcji specjalistycznych narzędzi i ostrzenia narzędzi skrawających. Szlifierka zazwyczaj pracuje z prędkością około 4000-600 fpm (20-30 m/s) z szybkością usuwania materiału na poziomie 1 cala w około 20-30 sekund.
Szlifowanie przyrządów
Szlifowanie przyrządów pozwala udoskonalić matryce, formy, przyrządy i osprzęt. Metoda ta zapewnia najlepsze rezultaty w sytuacjach wymagających wyjątkowej precyzji. Jest szczególnie dobra w szlifowaniu skomplikowanych kształtów i otworów z dużą dokładnością i czystym wykończeniem.
Szlifowanie kół zębatych
Technika szlifowania kół zębatych pozwala uzyskać bardzo precyzyjne koła zębate o gładkiej powierzchni. Zazwyczaj jest ona zarezerwowana dla tych kół zębatych, które muszą spełniać rygorystyczne wymagania dotyczące dokładności i charakteryzować się wysokiej jakości powierzchnią. Powszechnie stosowana w przemyśle lotniczym i motoryzacyjnym do produkcji kół zębatych wymagających niskiego poziomu hałasu i wysokiej wydajności. Prędkość robocza wynosi około 3500 do 4500 fpm (18 do 23 m/s), a szybkość usuwania materiału około 1 cala na 30 sekund.
Szlifowanie gwintów
Szlifowanie gwintów jest używane do produkcji wątki na nakrętkach, śrubach i różnych elementach złącznych. Doskonale nadaje się do wykonywania jednolitych i precyzyjnych gwintów. Idealny do bardzo dokładnych gwintów na elementach złącznych i jest odpowiedni tam, gdzie wymagana jest ścisła tolerancja i gładkie wykończenie gwintu. Prędkość robocza wynosi 2000-2500fpm (10-13m/), a szybkość usuwania wynosi 1 cal na każde 30-40 sekund.
Szlifowanie wgłębne
Szlifowanie wgłębne specjalizuje się w wykańczaniu powierzchni cylindrycznych i funkcjonuje jako podtyp szlifowania cylindrycznego. W tym procesie ściernica zagłębia się promieniowo w obrabiany przedmiot, wykonując pojedyncze przejście na całej jego długości. Szlifierka pracuje z prędkością około 6500 fpm (33 m/s) z szybkością usuwania materiału wynoszącą 1 cal na 20 sekund. Metoda ta jest powszechnie stosowana do szlifowania części samochodowych, rolek cylindrycznych i bieżni łożysk, dzięki czemu idealnie nadaje się do precyzyjnego wykańczania cylindrycznego.
Szlifowanie form
Szlifowanie kształtowe jest idealne do elementów, które muszą mieć precyzyjny kontur lub profil, ponieważ wykorzystuje formowane ściernice do generowania złożonych kształtów. Stosowane w produkcji elementów o unikalnych kształtach, takich jak tarcze kół zębatych i łopatki turbin. Prędkość robocza wynosi około 3500-4500 fpm (18-23 m/s), a szybkość usuwania materiału wynosi 1 cal w ciągu 30-40 sekund.
Szlifowanie profili
Obróbka superścierna
Obróbka superścierna wykorzystuje ściernice diamentowe lub z sześciennego azotku boru (CBN) o wyższej twardości i mocy cięcia. Prędkości robocze przekraczają 6500 fpm (33 m/s), a szybkość usuwania materiału wynosi 1 cal na 10 do 15 sekund.
Technika ta doskonale sprawdza się w szlifowaniu wyjątkowo twardych materiałów, takich jak węgliki spiekane, ceramika i hartowana stal. Znajduje szerokie zastosowanie w produkcji precyzyjnych komponentów dla przemysłu motoryzacyjnego i lotniczego.
Oprócz różnych typów, które omówiliśmy, istnieje szeroka gama innych technik szlifowania, z których każda jest dostosowana do określonych wymagań w zależności od rodzaju materiału, stopnia precyzji i wymaganego połysku powierzchni.
Zalety i wady procesu szlifowania
| Zalety | Wady |
|---|---|
| Wysoka precyzja i dokładność | Wysoki koszt sprzętu |
| Ulepszone wykończenie powierzchni | Kompleksowa konfiguracja i obsługa |
| Zdolność do obróbki twardych materiałów | Ograniczona szybkość usuwania materiału |
| Wszechstronność (używany do różnych materiałów) | Ryzyko uszkodzenia termicznego (jeśli ciepło nie jest zarządzane) |
| Produkcja złożonych kształtów (szczeliny, rowki) | Kosztowna wymiana koła |
| Spójność i powtarzalność (wykorzystanie maszyn CNC) | Generowanie hałasu i pyłu |
| Ograniczone wytwarzanie ciepła (użycie chłodziwa) | |
| Brak formacji zadziorów. |
Wnioski
Szlifowanie jest integralnym i elastycznym procesem wykorzystywanym w sektorze produkcyjnym. Dogłębne zrozumienie procesów szlifowania jest kluczem do usprawnień operacyjnych dla inżynierów i producentów. W przyszłości, wraz z rozwojem technologii, świat produkcji będzie miał jeszcze więcej możliwości, ponieważ dostępne będą lepsze narzędzia i procedury szlifowania.














