
Elementy złączne są powszechnie stosowanymi komponentami w codziennym życiu. Dziś przedstawimy szczegółowe wprowadzenie do klasyfikacji, wyboru i procesów mocowania. Ten przewodnik jest pełen przydatnych informacji i warto go zachować.

Definicja elementów złącznych
Elementy złączne, znane również na rynku jako części standardowe, to klasa komponentów mechanicznych używanych do bezpiecznego łączenia dwóch lub więcej części (lub komponentów) w jedną całość.
Śruby to potoczne określenie elementów złącznych, ale są one tylko jednym z rodzajów elementów złącznych.

Różnice między różnymi elementami złącznymi polegają na ich kształtach, rozmiarach i materiałach, dzięki czemu mogą one spełniać różne potrzeby aplikacji. Podstawową funkcją elementów złącznych jest tworzenie mechanicznego połączenia, które utrzymuje pozycję i integralność komponentów.
Mogą one na przykład łączyć dwie lub więcej części lub mocować komponenty do konstrukcji lub powierzchni. Elementy złączne charakteryzują się różnorodnością, wysokim stopniem standaryzacji, serializacji i uogólnienia. W inżynierii i produkcji elementy złączne są niezbędne do budowy wszystkiego, od prostych mebli po złożone maszyny, urządzenia elektroniczne i statki.
Rodzaje elementów złącznych
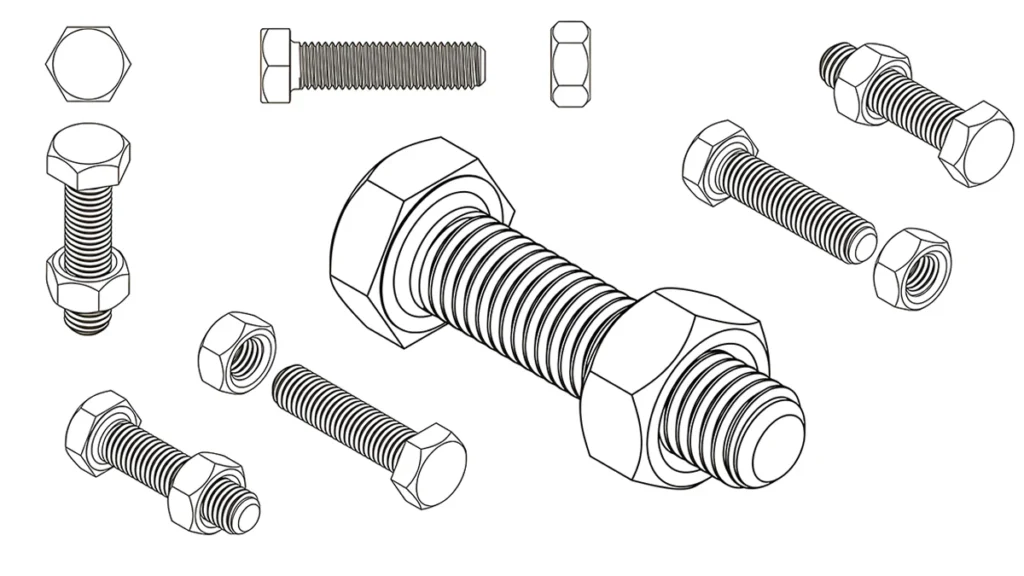
1. Śruby
Składające się z łba i śruby (cylindrycznego korpusu z gwintem zewnętrznym), śruby są używane z nakrętkami do mocowania dwóch części z otworami przelotowymi. Ten typ połączenia nazywany jest połączeniem śrubowym. Odkręcenie nakrętki od śruby może rozdzielić dwie części, dzięki czemu połączenia śrubowe można zdemontować.

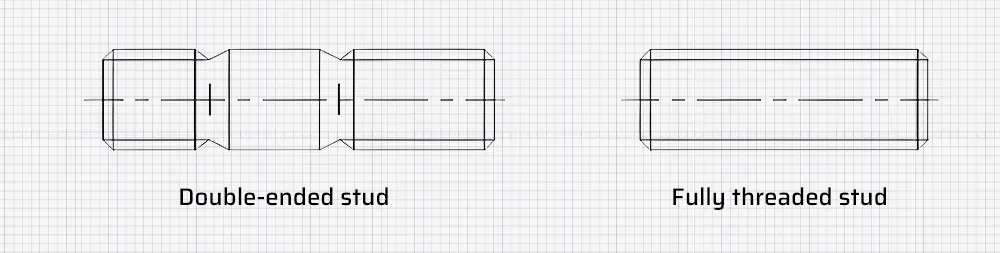
2. Kolce
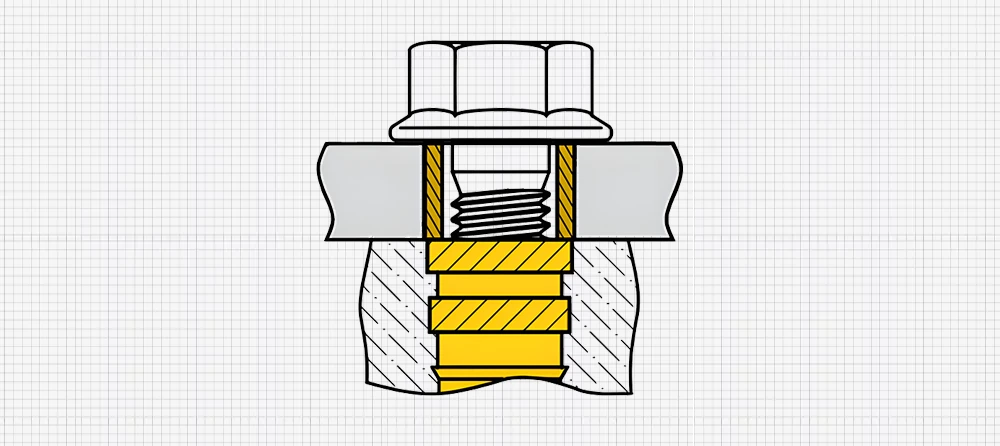
Rodzaj łącznika bez łba, z gwintami zewnętrznymi na obu końcach. Jeden koniec musi być wkręcony w część z otworem z gwintem wewnętrznym, podczas gdy drugi koniec przechodzi przez część z otworem przelotowym, a następnie jest mocowany za pomocą nakrętki, tworząc zdejmowalne połączenie zwane połączeniem śrubowym. Śruby dwustronne są stosowane głównie tam, gdzie grubość łączonej części jest duża, co wymaga zwartej konstrukcji, lub tam, gdzie wymagany jest częsty demontaż, co sprawia, że połączenia śrubowe są nieodpowiednie.

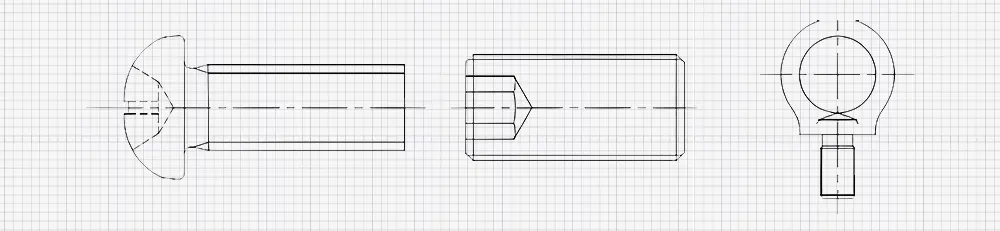
3. Śruby
Te elementy złączne również składają się z łba i śruby. W zależności od zastosowania, można je podzielić na trzy kategorie: śruby maszynowe, śruby ustalające i śruby do celów specjalnych. Śruby maszynowe są używane do mocowania części z gwintem wewnętrznym do części z otworami przelotowymi, bez konieczności stosowania nakrętek (nazywa się to połączeniem śrubowym i jest również usuwalne). Śruby ustalające służą do ustalania względnego położenia dwóch części. Śruby specjalnego przeznaczenia, takie jak śruby oczkowe, są używane do podnoszenia części.

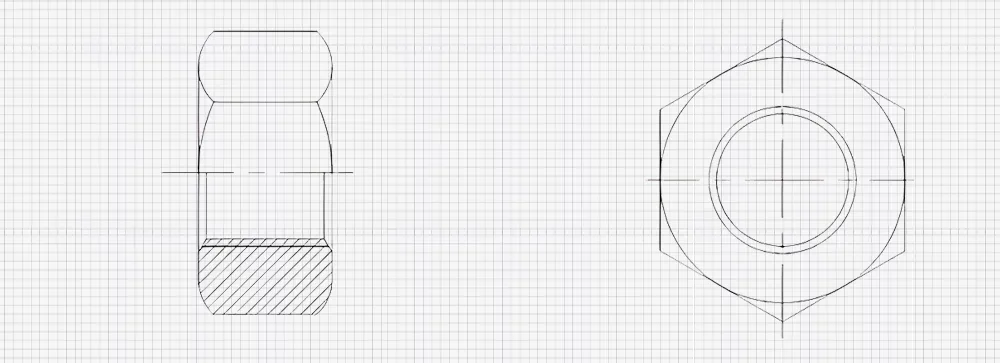
4. Orzechy
Nakrętki posiadają otwory z gwintem wewnętrznym i zazwyczaj mają kształt sześciokątny, choć mogą być również kwadratowe lub cylindryczne. Są one używane ze śrubami, kołkami rozporowymi lub wkrętami maszynowymi w celu bezpiecznego połączenia ze sobą dwóch części, tworząc z nich jedną całość.

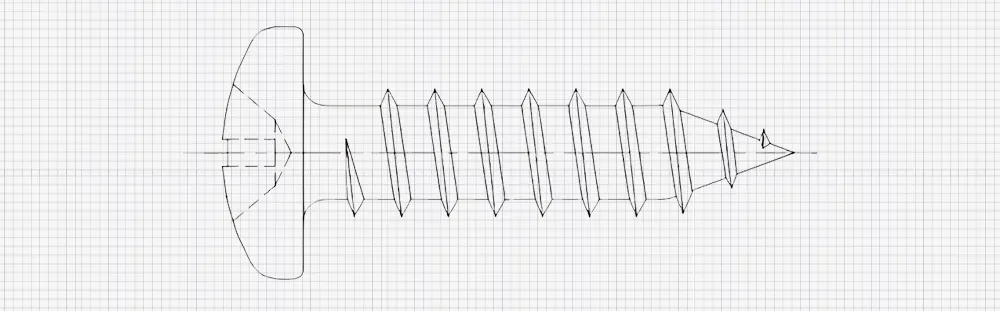
5. Wkręty samogwintujące
Podobne do wkrętów maszynowych, ale z gwintem zaprojektowanym specjalnie do samogwintowania. Służą do łączenia ze sobą dwóch cienkich metalowych części, tworząc z nich jedną całość. Części muszą mieć wstępnie wywiercone otwory, a ze względu na wysoką twardość tych śrub, można je bezpośrednio wkręcić w części, tworząc gwinty wewnętrzne. Ten rodzaj połączenia jest również usuwalny.

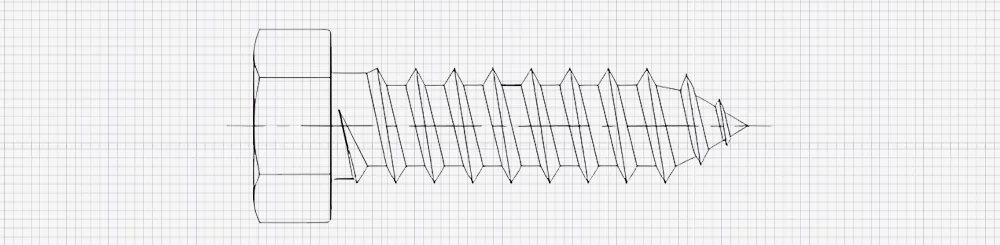
6. Wkręty do drewna
Podobne do wkrętów maszynowych, ale z gwintem przeznaczonym do drewna. Można je wkręcać bezpośrednio w drewniane elementy (lub komponenty), aby przymocować metalową (lub niemetalową) część z otworem przelotowym do drewnianego elementu. Ten rodzaj połączenia jest również usuwalny.

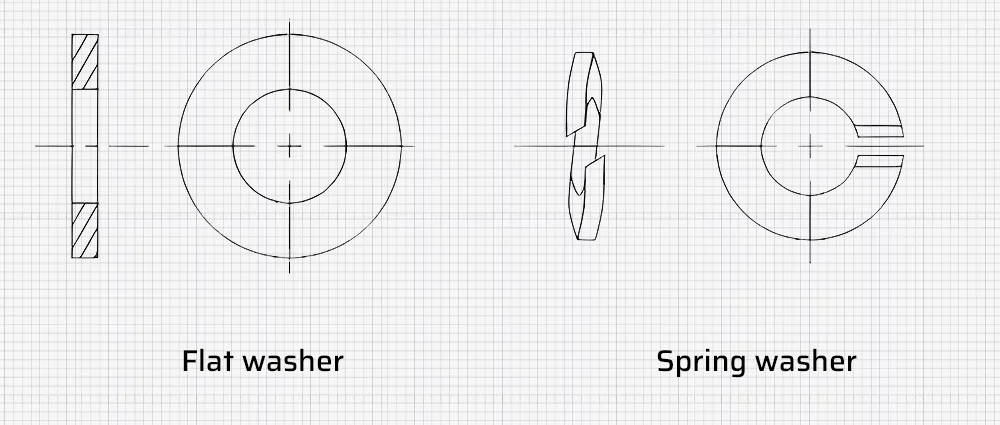
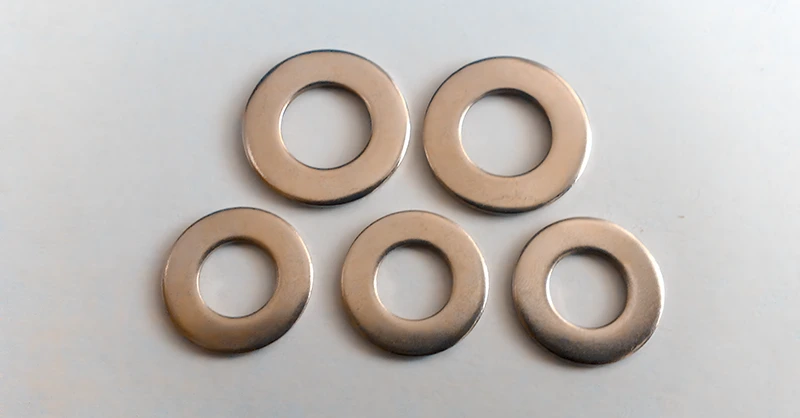
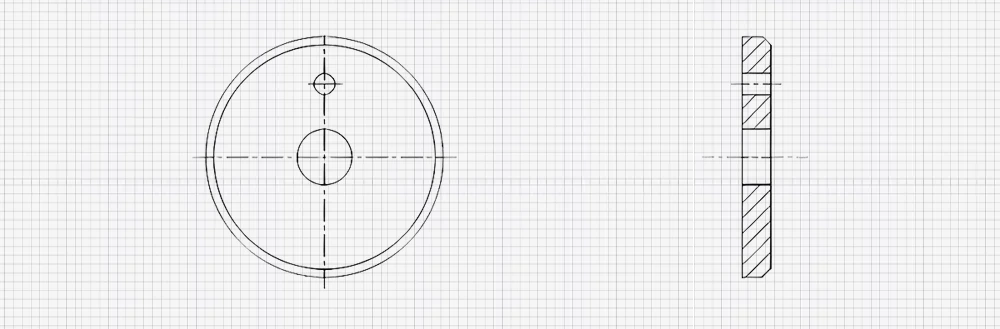
7. Podkładki
Płaskie, okrągłe elementy złączne są umieszczane między powierzchnią nośną śruby, wkrętu lub nakrętki a powierzchnią połączonej części. Zwiększają one powierzchnię styku, zmniejszają nacisk na jednostkę powierzchni i chronią powierzchnię połączonej części przed uszkodzeniem. Elastyczne podkładki mogą również zapobiegać odkręcaniu się nakrętek.
Wskazówki: Dowiedz się więcej o "rodzaje podkładek“.
8. Pierścienie zabezpieczające
Używany w rowkach wałów lub otworów, aby zapobiec przesuwaniu się części na wałach lub w otworach na boki.

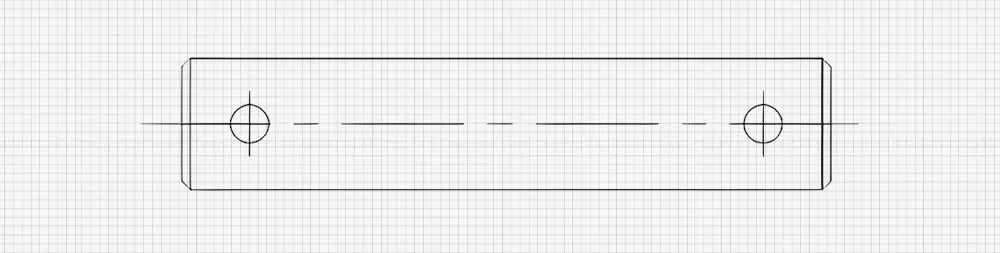
9. Szpilki
Używane głównie do pozycjonowania części, niektóre mogą również łączyć części, mocować części, przenosić moc lub blokować inne elementy złączne.

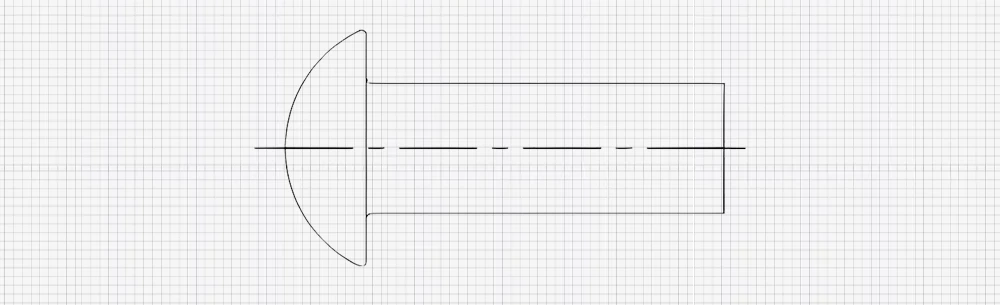
10. Nity
Składające się z łba i trzpienia nity służą do łączenia dwóch części z otworami przelotowymi, tworząc z nich jedną całość. Ten rodzaj połączenia nazywany jest nitowaniem i jest nieusuwalny. Aby rozdzielić połączone części, nit musi zostać zniszczony.
Wskazówki: Kliknij, aby dowiedzieć się więcej o "rodzaje nitów" i "metody łączenia części“.

11. Zespoły i zestawy połączeń
Zespoły odnoszą się do rodzaju łącznika dostarczanego w kombinacji, takiego jak śruba maszynowa (lub śruba, śruba samogwintująca) w połączeniu z podkładką płaską (lub podkładką sprężystą, podkładką zabezpieczającą). Zestawy połączeń odnoszą się do określonych kombinacji śrub, nakrętek i podkładek dostarczanych razem, takich jak zestawy połączeń śrubowych z łbem sześciokątnym o wysokiej wytrzymałości do konstrukcji stalowych.
Charakterystyka zastosowania różnych typów śrub:
Biorąc pod uwagę różnorodność dostępnych śrub, możemy podsumować ich charakterystykę zastosowania w następujący sposób:
1. Śruby, wkręty i kołki z nakrętkami lub otworami gwintowanymi: Są one używane głównie do połączeń o wysokiej wytrzymałości, które przenoszą znaczne obciążenia. Mają prostą i stabilną konstrukcję.
2. Wkręty samogwintujące z nawierconymi otworami: Są one zwykle używane do mocowania lekkich przedmiotów, takich jak wnętrza samochodów i małe części elektryczne, na blachach metalowych.
3. Plastikowe elementy złączne, takie jak klipsy i zaciski: Są one zwykle używane do mocowania wiązek przewodów i rur o małej średnicy do blachy.
4. Zaciski do węży i zaciski pierścieniowe: Są one często stosowane w niskociśnieniowych układach hydraulicznych, układach pneumatycznych, rurociągach chłodzących itp.

Wybór elementów złącznych
Wybierając odpowiednie elementy złączne z zapasów elementów złącznych, należy wziąć pod uwagę nie tylko wydajność mocowania, ale także łatwość montażu, łatwość konserwacji posprzedażnej, wymagania estetyczne i efektywność kosztową.
1. Określenie specyfikacji i klas wydajności
Wytrzymałość i współczynnik tarcia każdej śruby są jasno określone. Napięcie wstępne, które może zapewnić, różni się w zależności od różnych strategii momentu obrotowego, ale minimalne napięcie wstępne można określić dla danej strategii momentu obrotowego.
Po określeniu minimalnego obciążenia wstępnego wymaganego dla punktu połączenia, należy porównać, które specyfikacje śrub mogą zapewnić co najmniej to minimalne obciążenie wstępne i wybrać najbardziej ekonomiczne specyfikacje i klasy wydajności.
Ogólne kroki są następujące:
1. Określić typ połączenia: czy przenosi obciążenie rozciągające, ścinające, czy kombinację?
2. Określić obciążenie robocze zestawu połączeniowego w oparciu o typ połączenia.
3. Obliczyć obciążenia osiowe i ścinające śruby.
4. Określić minimalną siłę zacisku.
5. Sprawdź nacisk powierzchniowy na zaciśnięte części, aby zapobiec ich zgnieceniu.
6. Określenie odpowiednich specyfikacji i klas wydajności.
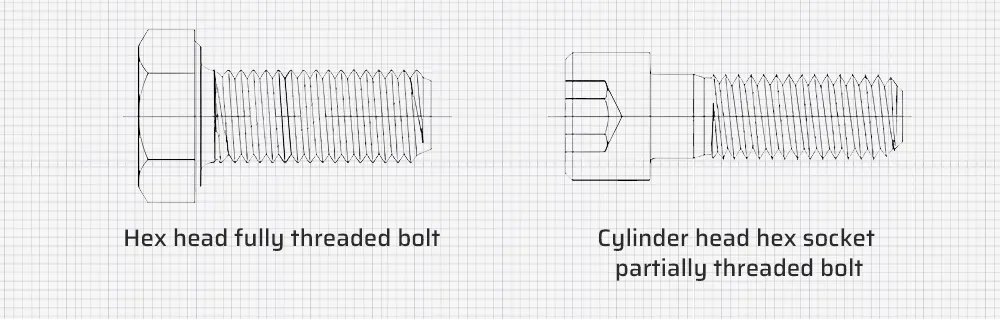
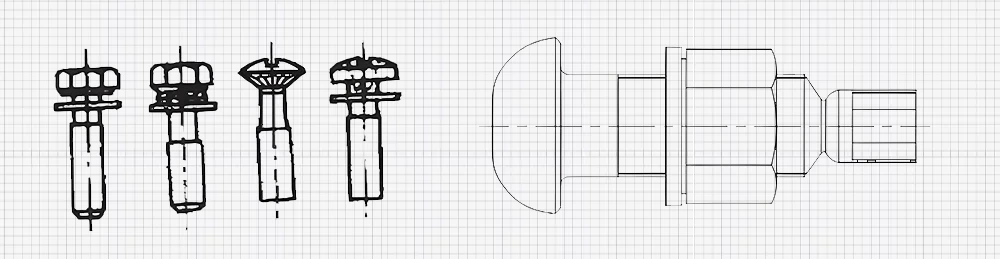
2. Wybór typów głowic
Kształty łbów łączników różnią się w zależności od przestrzeni montażowych, poziomów dokręcenia i wymagań dotyczących wyglądu połączenia. Głównymi funkcjami łba są łożyskowanie i obracanie, a wybór powinien uwzględniać te czynniki.
| Schemat typu głowicy | Nazwa | Uwagi dotyczące użytkowania |
|---|---|---|
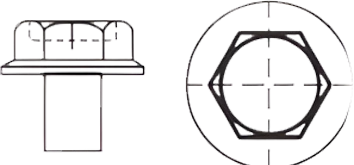 | Kołnierz sześciokątny | W przypadku śrub o wysokiej wytrzymałości zaleca się stosowanie łbów sześciokątnych, które zmniejszają ryzyko zmiażdżenia zaciśniętych części w porównaniu do śrub z łbem sześciokątnym. |
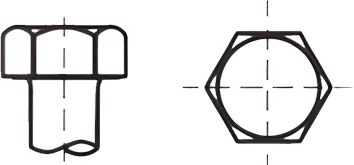 | Głowica sześciokątna | Niezalecane, zwykle używane z podkładkami sprężystymi i płaskimi. |
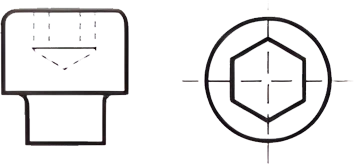 | Gniazdo sześciokątne | Wybierane tylko do śrub o wysokiej wytrzymałości z ograniczoną przestrzenią na klucz. |
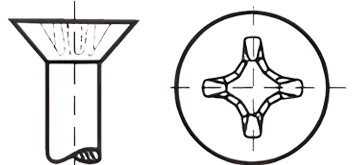 | Łeb stożkowy | Stosowany głównie w pozycjach wymagających płaskości po zamocowaniu, takich jak mocowanie zamków w drzwiach przesuwnych. Wymiary otworów stożkowych muszą być ściśle zgodne z normami krajowymi. |
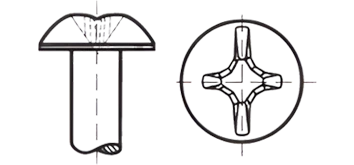 | Głowica panoramiczna | Stosowany głównie do płaskich powierzchni łożysk, które nie wymagają łbów stożkowych i jest bardziej ekonomiczny w porównaniu do łbów stożkowych. |
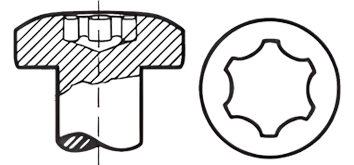 | Torx | Preferowane do kluczy wewnętrznych, ponieważ są mniej podatne na poślizg i wytrzymują większy moment obrotowy. |
3. Wybór obróbki powierzchni
1. Zasadą wyboru koloru łącznika jest dopasowanie go do zaciskanych części. W przypadku niewidocznych części priorytetem jest użycie koloru srebrnego.
2. W zależności od użytych części można zastosować różne stopnie odporności na rdzę.
3. W przypadku klas wydajności mechanicznej powyżej 8.8 nie zaleca się stosowania cynkowanie galwaniczne i pasywacja do obróbki powierzchni. Ogólnie zaleca się stosowanie nieelektrolitycznych powłok płatkowych cynku. W przypadku podkładek sprężystych i innych elementów złącznych o twardości powyżej 350HV należy unikać stosowania cynkowania i pasywacji, aby zapobiec uszkodzeniu spowodowanemu kruchością wodorową.
4. Wybór stopnia zgodności
Ogólnie rzecz biorąc, klasy wydajności mechanicznej nakrętek powinny odpowiadać klasom śrub, kołków lub wkrętów w następujący sposób:
1. Nakrętki klasy 8 pasują do śrub, kołków lub wkrętów klasy 8.8.
2. Nakrętki klasy 10 mogą pasować do śrub, kołków lub wkrętów klasy 10.9.
3. Nakrętki klasy 12 mogą pasować do śrub, kołków lub wkrętów klasy 12.9.
Ogólnie rzecz biorąc, nakrętki wyższej klasy mogą zastąpić nakrętki niższej klasy. Na przykład nakrętki klasy 10 mogą zastąpić nakrętki klasy 8, aby pasowały do śrub, kołków lub wkrętów klasy 8.8.
5. Wybór procesów mocowania
Przed wyborem procesu mocowania projektanci muszą określić, czy produkt wymaga demontażu i konserwacji. Na przykład produkty takie jak czujniki przeciwpożarowe, piloty telewizyjne i przenośne terminale informacyjne muszą umożliwiać konsumentom ich demontaż w celu wymiany baterii. Z kolei produkty takie jak suszarki do włosów i jednorazowe urządzenia medyczne generalnie nie muszą być projektowane z myślą o demontażu lub konserwacji. Ponadto niektórzy projektanci mogą specjalnie zaprojektować komponenty tak, aby były odporne na manipulacje, uniemożliwiając konsumentom łatwy demontaż produktów (np. produktów elektronicznych).
Produkty wymagające wymiennej konserwacji
Wkręty, śruby i połączenia zatrzaskowe (np. plastikowe klipsy) są najczęściej stosowanymi metodami mocowania w produktach wymagających wymiennej konserwacji. Śruby i wkręty zapewniają obciążenia zaciskające, ściskając komponenty w zespole. Gdy moment obrotowy śrub/śrub przekracza punkt styku między łbem a współpracującymi częściami, wymóg mocowania jest spełniony. W porównaniu z połączeniami zatrzaskowymi, śruby i wkręty zapewniają lepszą retencję, podczas gdy połączenia zatrzaskowe w większym stopniu polegają na wytrzymałości samych elementów z tworzywa sztucznego.
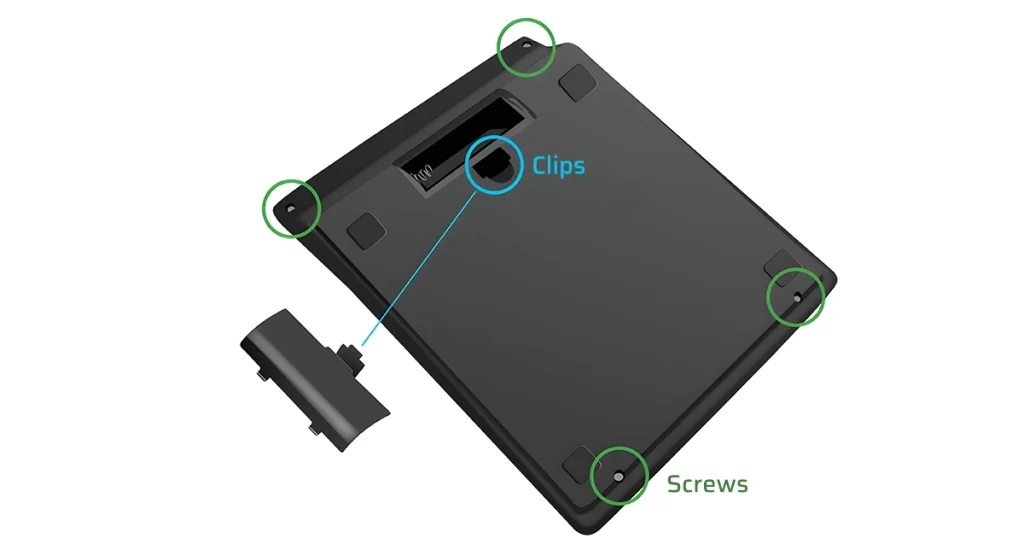
Połączenia zatrzaskowe zapewniają mocowanie poprzez blokowanie wielu komponentów. Połączenia zatrzaskowe umożliwiają szybki montaż i upraszczają ogólny proces montażu dzięki mniejszej liczbie części w zestawieniu materiałów. Jeśli w produktach z tworzyw sztucznych wymagana jest minimalna retencja, zazwyczaj preferowane są połączenia zatrzaskowe. Jak pokazano na powyższej ilustracji, większość kalkulatorów kieszonkowych wykorzystuje połączenia zatrzaskowe na pokrywie baterii, aby ułatwić konsumentom wymianę baterii.
Wskazówki: Kliknij, aby dowiedzieć się więcej o "rodzaje zatrzasków“.
Produkty trwałe
Solidne kołki, kleje, wkręty, śruby i połączenia zatrzaskowe to powszechne metody trwałego mocowania komponentów. Chociaż projektanci często nie wymagają od nowych produktów stosowania zdejmowalnych konstrukcji konserwacyjnych, wiele produktów nadal wykorzystuje zdejmowalne elementy złączne, takie jak śruby, aby zapoznać operatorów z ich użyciem. Jak pokazano na powyższym obrazku, większość kalkulatorów kieszonkowych wykorzystuje śruby do łączenia plastikowych obudów, mimo że konsumenci nie muszą demontować komponentów w okresie użytkowania produktu.
Solidne kołki i kleje są preferowanymi metodami mocowania stałych komponentów, ponieważ zapewniają doskonałą retencję dla materiałów z tworzyw sztucznych. Kleje łączą ze sobą wiele komponentów, zapewniając retencję, podczas gdy solidne kołki powodują odkształcenie materiału bazowego, tworząc interferencję i zapewniając retencję. Należy pamiętać, że kołki stałe z funkcjami retencyjnymi (np, radełkowaniesą lepsze niż zwykłe szpilki, ponieważ pozwalają na większe tolerancje otworów i zmniejszają naprężenia na plastikowych elementach. Odporność na manipulacje pomaga zmniejszyć ryzyko związane z gwarancją, uszkodzeniem produktu lub narażeniem środowiska (np. wilgoć, cząsteczki).
Ponadto usuwalne elementy mocujące (np. śruby) stanowią poważne zagrożenie dla bezpieczeństwa (ryzyko zadławienia) w produktach takich jak zabawki dla dzieci. W przypadku nieusuwalnych elementów konserwacyjnych preferowanymi metodami mocowania są zwykle solidne kołki i kleje.
Solidne szpilki
Solidne sworznie można łatwo zainstalować za pomocą prasy, zarówno ręcznej, jak i w pełni automatycznej. Podczas instalacji, prasa przykłada siłę liniową do wbijania kołków, aż osiągną one z góry określoną odległość zatrzymania. W przypadku komponentów z wieloma otworami na kołki, prasa dociskowa może być używana do jednoczesnego montażu wielu kołków. W związku z tym cykl montażu kołków pełnych jest szybszy niż w przypadku wkrętów lub śrub. Solidne kołki mają najniższy wskaźnik awaryjności w porównaniu z innymi metodami mocowania, gdy komponenty są prawidłowo zamocowane i zorientowane. Sprzęt używany do montażu kołków stałych wymaga minimalnej konserwacji.
Ze względów estetycznych niektóre solidne kołki są ukryte w końcowym montażu.
Kleje
Kleje mogą być nakładane za pomocą ręcznych pistoletów lub zautomatyzowanych urządzeń dozujących. Zazwyczaj wymagane jest przygotowanie powierzchni elementów bazowych. Proces nakładania kleju podczas montażu jest dość złożony i wymaga wykwalifikowanych operatorów. Nałożenie zbyt małej lub zbyt dużej ilości kleju na pojedynczy element może spowodować awarie w terenie. Ponadto wiele klejów wymaga kontroli temperatury, ciśnienia i/lub mieszania z różnymi płynami przed kontaktem z elementami bazowymi. Po nałożeniu kleje przechodzą proces utwardzania, który w niektórych przypadkach może trwać ponad 24 godziny!
Sprzęt do dozowania kleju wymaga intensywnej konserwacji i monitorowania, ponieważ kleje mogą być problematyczne. Zanieczyszczenia mogą powodować blokadę sprzętu, a wiele klejów ma ograniczony okres przydatności do użycia. Czynniki te zwiększają koszty i złożoność procesu montażu oraz zmniejszają dostępność maszyn. Ze względu na liczne zmienne, największym wyzwaniem może być powtarzalność i kontrola.
Śruby
Po włożeniu śrub do komponentów hosta można je zainstalować za pomocą ręcznych wkrętaków dynamometrycznych lub stałych wkrętaków automatycznych. Oba typy wkrętaków obrócą śruby do określonej wartości momentu obrotowego. Ważne jest, aby zdać sobie sprawę, że proces ten jest znacznie bardziej złożony niż instalacja solidnych kołków. Producenci mogą napotkać problemy podczas wyrównywania śrub do końcówki wkręcającej i zabezpieczania śrub na miejscu. Jeśli śruby nie są w pełni wyrównane, mogą one uszkodzić plastik, co może skutkować złomowaniem komponentów. Innym częstym problemem podczas instalowania wkrętów bezpośrednio w plastiku jest to, że wkręty mogą się z czasem poluzować z powodu pełzanie plastiku lub rozluźnienie naprężeń. Chociaż śruby są niedrogie, łatwo dostępne i znane operatorom, stanowią wyzwanie podczas montażu.
Śruby
Śruby działają podobnie do wkrętów, z tą różnicą, że są wkręcane w nakrętki lub metalowe wkładki, a nie w plastikowe uchwyty. Spośród omówionych tutaj metod mocowania, śruby zapewniają najwyższą retencję. W połączeniu z nakrętkami lub gwintowanymi wkładkami, śruby pozwalają na nieograniczony montaż i demontaż bez uszkodzenia tworzywa sztucznego. Prawidłowe połączenia śrubowe w elementach z tworzyw sztucznych wymagają trzech oddzielnych części: śruby, tulei ograniczającej i nakrętki lub wkładki gwintowanej. Zwiększa to zestawienie materiałów oraz złożoność i koszt procesu montażu. O ile alternatywne metody mocowania nie mogą osiągnąć wymaganego obciążenia zaciskowego, należy unikać połączeń śrubowych.
Złącza zatrzaskowe
Złącza zatrzaskowe są zazwyczaj montowane ręcznie poprzez dociskanie komponentów do siebie. Proces montażu może się znacznie różnić w zależności od konstrukcji zazębiających się komponentów. Niektóre połączenia zatrzaskowe są przeznaczone do wymiennej konserwacji, podczas gdy inne są trwałe. Stosując połączenia zatrzaskowe, producenci mogą zminimalizować całkowitą liczbę części używanych w każdym zespole. Takie podejście ostatecznie zmniejsza koszty, zapasy i trudności w obsłudze. Jednak w porównaniu z innymi metodami mocowania, połączenia zatrzaskowe oferują najniższą retencję, ponieważ polegają na wytrzymałości samych plastikowych elementów. Połączenia zatrzaskowe są preferowane w przypadku komponentów poddawanych minimalnym obciążeniom. Złącza zatrzaskowe są jednak podatne na awarie i mogą stwarzać zagrożenia dla środowiska, takie jak ryzyko zadławienia.
Projektując obudowy z tworzyw sztucznych, projektanci muszą wziąć pod uwagę wydajność, prostotę, koszt elementów złącznych i koszt montażu. Zaleca się, aby inżynierowie projektanci współpracowali z inżynierami produkcji na wczesnym etapie projektowania, aby uwzględnić cały proces montażu. W większości przypadków ostateczny projekt nowego produktu nie uwzględnia cyklu montażu, wskaźnika złomu, kosztów konserwacji i zachowania konsumentów przez cały okres użytkowania produktu.
Wnioski
Jako kluczowe komponenty przemysłowe, które łączą różne części, znaczenie elementów złącznych w produkcji przemysłowej jest nie do przecenienia. Jeśli elementy złączne zawiodą lub poluzują się, może to prowadzić do awarii maszyn lub urządzeń, powodując przestoje, opóźnienia w produkcji, straty i zagrożenia dla bezpieczeństwa. Dlatego też stosowanie wysokiej jakości, niezawodnych elementów złącznych i prawidłowych metod mocowania w produkcji przemysłowej ma kluczowe znaczenie.














