
紧固件是日常生活中广泛使用的常见部件。今天,我们将详细介绍紧固件的分类、选择和紧固工艺。本指南包含大量有用信息,值得收藏。

紧固件的定义
紧固件在市场上也被称为标准件,是一类机械部件,用于将两个或多个零件(或组件)牢固地连接成一个整体。
螺丝是紧固件的俗称,但它只是紧固件的一种。

各种紧固件的不同之处在于它们的形状、尺寸和材料,因此可以满足不同的应用需求。紧固件的主要功能是建立机械连接,保持部件的位置和完整性。
例如,它们可以连接两个或多个部件,或将部件固定在结构或表面上。紧固件的特点是种类繁多、高度标准化、系列化和通用化。在工程和制造领域,从简单的家具到复杂的机械、电子设备和船舶,紧固件都是不可或缺的。
紧固件类型
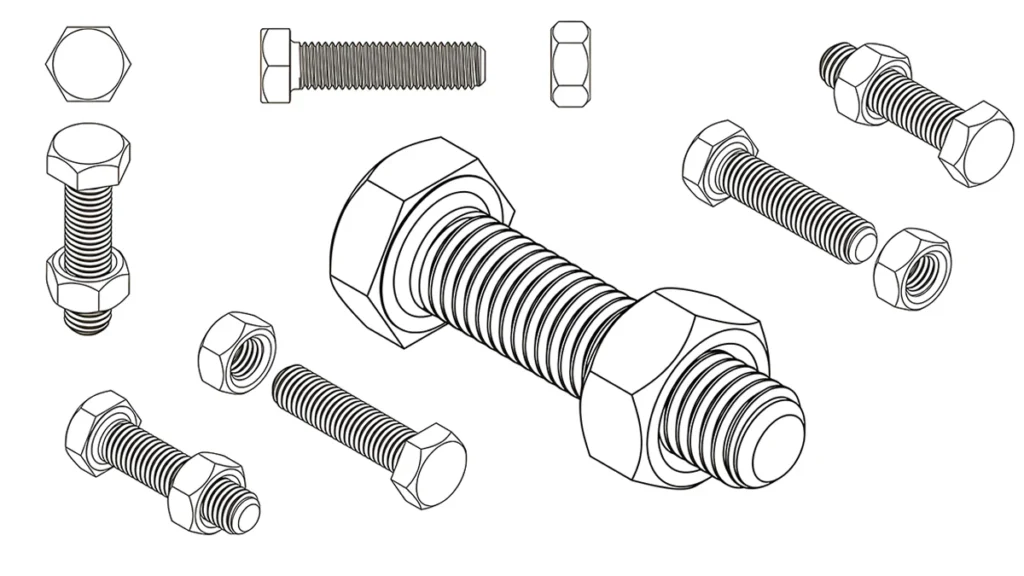
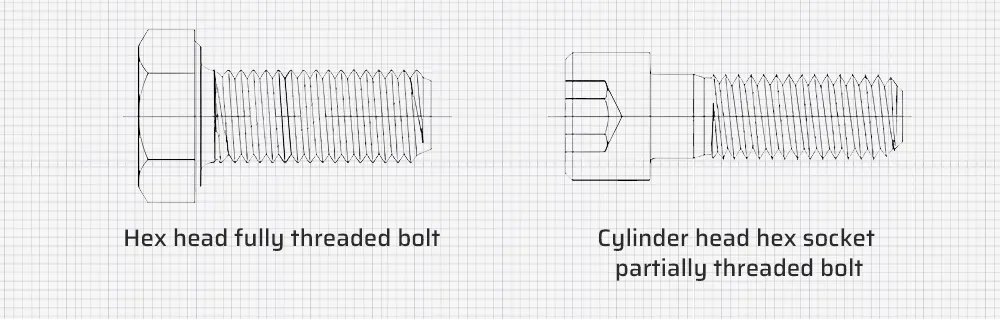
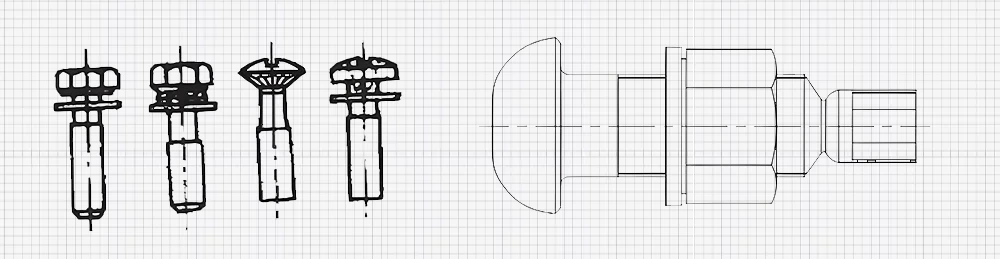
1.螺栓
螺栓由头部和螺杆(带外螺纹的圆柱形体)组成,与螺母一起用于固定两个带通孔的部件。这种连接方式称为螺栓连接。将螺母从螺栓上卸下可以将两个部件分开,从而使螺栓连接可拆卸。

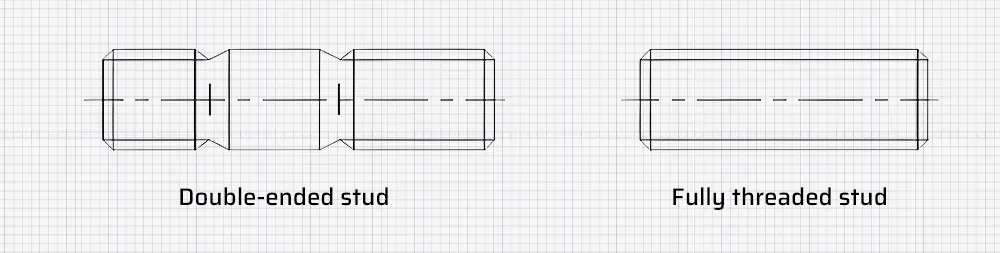
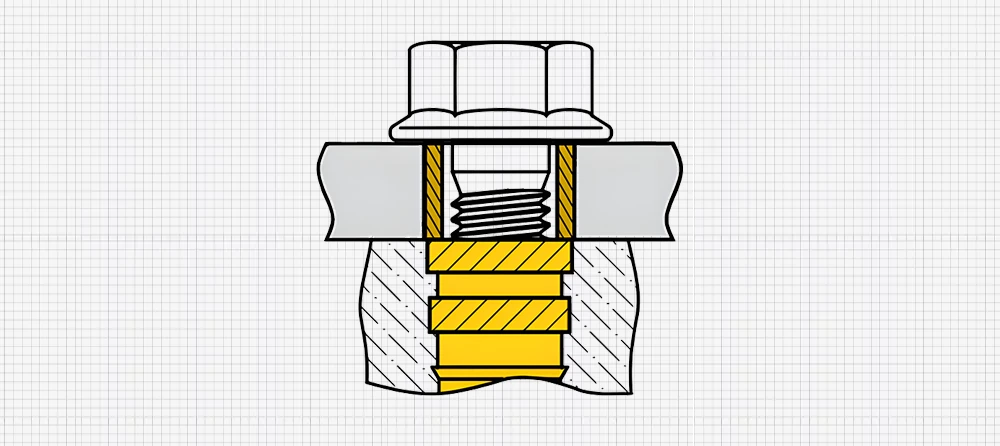
2.螺柱
一种没有头部的紧固件,两端都有外螺纹。一端必须拧入带内螺纹孔的零件,另一端穿过带通孔的零件,然后用螺母固定,形成一种可拆卸的连接,称为螺柱连接。螺柱主要用于被连接部件厚度较大,要求结构紧凑的场合,或者需要经常拆卸,不适合使用螺栓连接的场合。

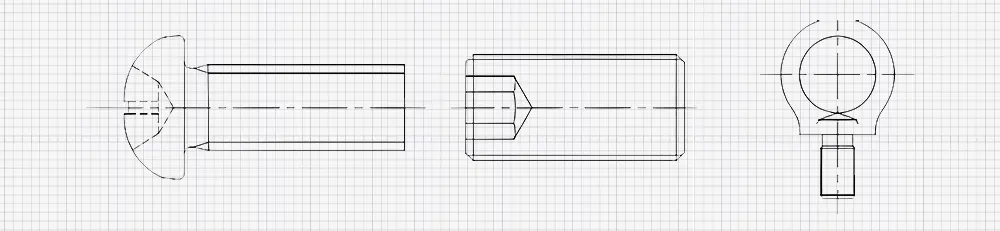
3.螺钉
这些紧固件也由头部和螺钉组成。根据用途,它们可分为三类:机械螺钉、固定螺钉和特殊用途螺钉。蜗轮螺钉用于将带内螺纹的部件与带通孔的部件紧固在一起,无需螺母(这称为螺钉连接,也可拆卸)。固定螺钉用于固定两个部件的相对位置。特殊用途螺钉,如吊环螺栓,用于吊装部件。

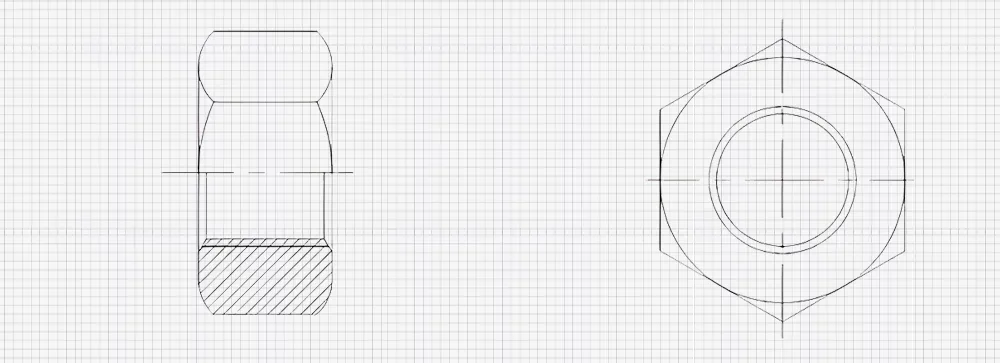
4.螺母
螺母有内螺纹孔,形状一般为六角形,但也可以是方形或圆柱形。它们与螺栓、螺柱或机螺钉一起使用,将两个部件牢固地连接在一起,使其成为一个整体。

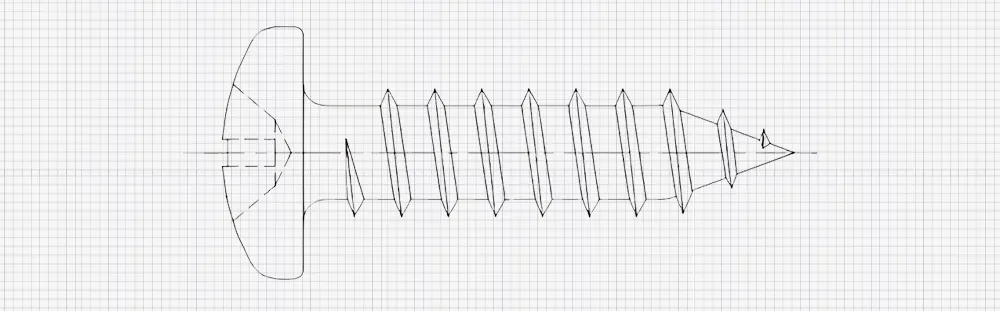
5.自攻螺丝
与蜗轮螺钉类似,但螺纹专门设计用于自攻。它们用于将两个薄金属零件紧固在一起,使其成为一个整体。零件需要预先钻孔,由于这种螺钉硬度高,可以直接拧入零件,形成内螺纹。这种连接方式也是可拆卸的。

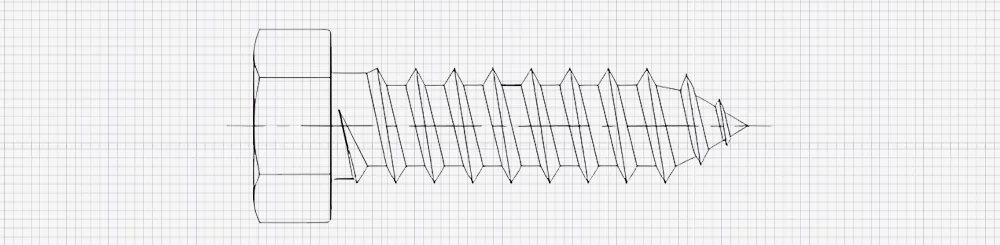
6.木螺钉
与机螺钉类似,但螺纹专为木材设计。它们可以直接拧入木制部件(或组件),将带有通孔的金属(或非金属)部件固定在木制组件上。这种连接方式也是可拆卸的。

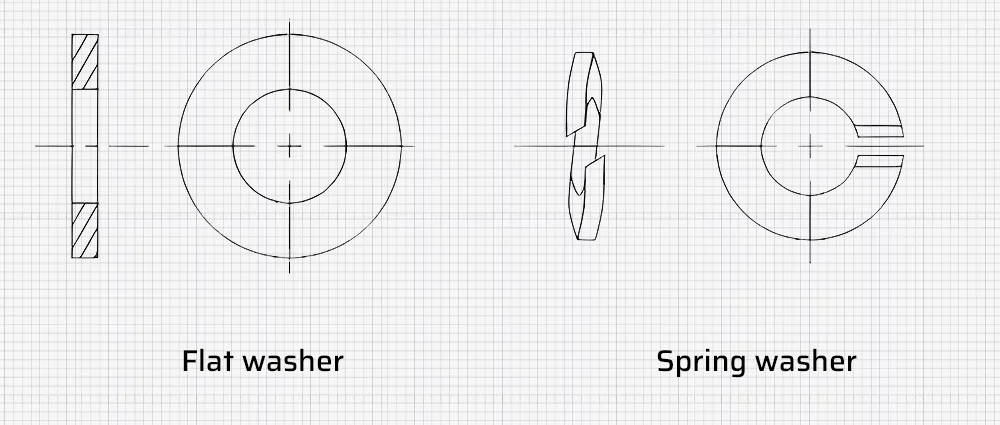
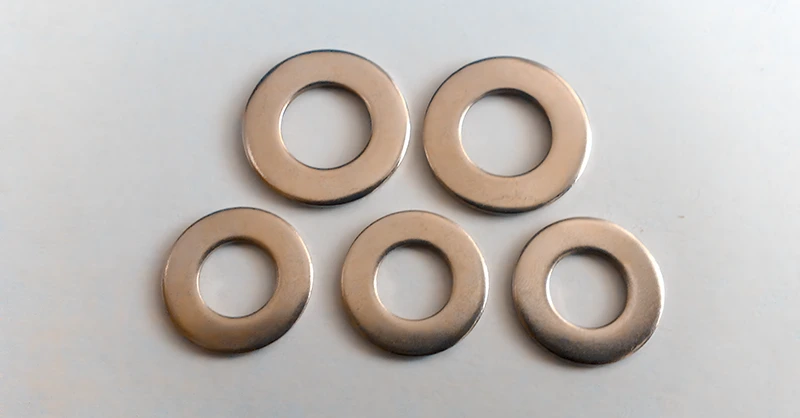
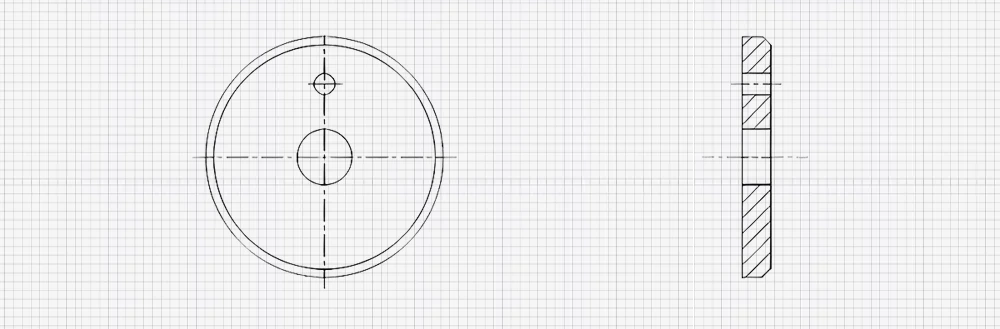
7.垫圈
扁圆形紧固件位于螺栓、螺钉或螺母的支承面与连接部件表面之间。它们可以增加接触表面积,降低单位面积的压力,保护连接部件的表面不受损坏。弹性垫圈还可以防止螺母松动。
提示:了解更多关于"垫圈类型“.
8.锁紧环
用于轴或孔的凹槽中,防止轴上或孔中的零件横向移动。

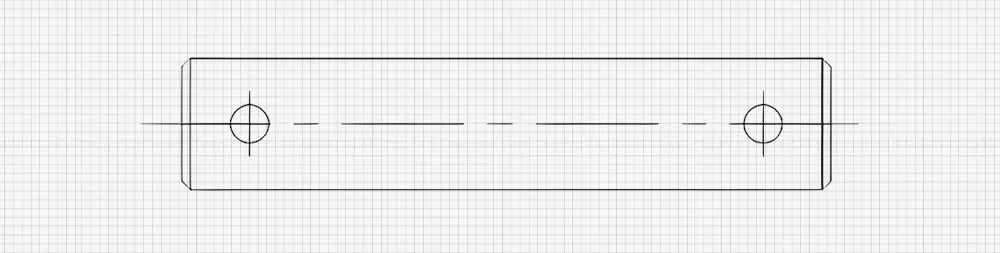
9.插销
主要用于部件定位,有些还可以连接部件、固定部件、传输动力或锁定其他紧固件。

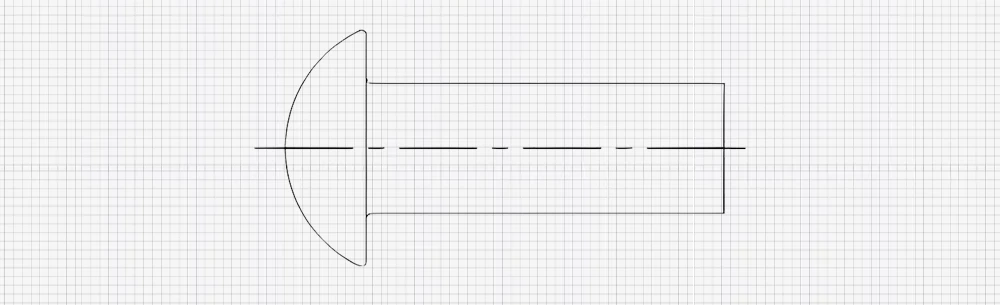
10.铆钉
铆钉由铆头和铆柄组成,用于固定两个带通孔的部件,使其成为一个整体。这种连接方式称为铆接,是不可拆卸的。要分离连接的部件,必须破坏铆钉。

11.组件和连接套件
组合是指一种紧固件的组合供应,如蜗轮螺钉(或螺栓、自攻螺钉)与平垫圈(或弹簧垫圈、锁紧垫圈)的组合。连接套件是指螺栓、螺母和垫圈的特定组合,如用于钢结构的高强度六角头螺栓连接套件。
不同类型螺钉的应用特点:
从现有的各种螺钉中,我们可以总结出它们的应用特点如下:
1. 带螺母或螺纹孔的螺栓、螺钉和螺柱: 它们主要用于承受重大负荷的高强度连接。它们的结构简单而稳定。
2. 预钻孔自攻螺钉: 它们通常用于将汽车内饰和小型电气部件等轻质物体固定在金属板上。
3. 塑料紧固件,如夹子和夹钳: 它们通常用于将线束和小直径管道固定在金属板上。
4. 软管卡箍和环形卡箍: 它们通常用于低压液压系统、气动系统、冷却管道等。

紧固件的选择
从紧固件库存中选择合适的紧固件时,不仅要考虑紧固性能,还要考虑装配的简易性、售后维护的简易性、美观要求和成本效益。
1.确定规格和性能等级
每个螺栓的强度和摩擦系数都有明确规定。根据不同的扭矩策略,其可提供的预紧力也不同,但可根据给定的扭矩策略确定最小预紧力。
确定连接点所需的最小预紧力后,比较哪些螺栓规格至少能提供该最小预紧力,并选择最经济的规格和性能等级。
一般步骤如下:
1.确定连接类型:是承受拉伸载荷、剪切载荷还是组合载荷?
2.根据连接类型确定连接装置的工作负荷。
3.计算螺栓的轴向和剪切载荷。
4.确定最小夹紧力。
5.确认夹紧部件的表面压力,防止挤压。
6.确定适当的规格和性能等级。
2.封头类型的选择
紧固件头部形状各异,以适应不同的装配空间、紧固级别和连接外观要求。头部的主要功能是承载和转动,因此在选择时应考虑这些因素。
| 机头类型图 | 名称 | 使用说明 |
|---|---|---|
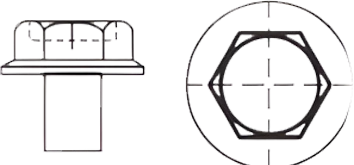 | 六角法兰 | 高强度螺栓最好使用六角法兰头,与六角头螺栓相比,六角法兰头可降低压碎夹紧部件的风险。 |
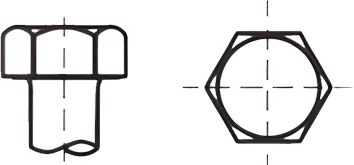 | 六角头 | 不推荐使用,一般与弹簧垫圈和平垫圈一起使用。 |
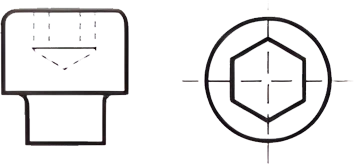 | 内六角 | 仅用于扳手空间有限的高强度螺栓/螺钉。 |
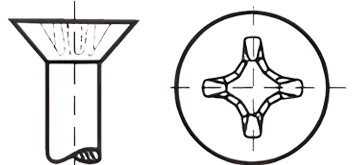 | 沉头 | 主要用于拧紧后要求平整的位置,如固定推拉门上的锁扣。沉头孔的尺寸必须严格遵守国家标准。 |
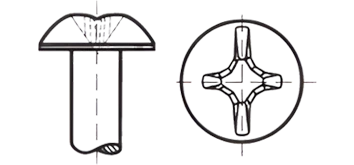 | 盘头 | 主要用于不需要沉头的平面轴承表面,与沉头相比更经济。 |
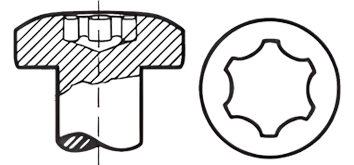 | 梅花头 | 内部扳手最好使用十字头,因为它们不易打滑,能承受更大的扭矩。 |
3.表面处理的选择
1.选择紧固件颜色的原则是与被夹零件相匹配。对于不可见的零件,优先使用银色。
2.根据所用部件的不同,可采用不同的防锈等级。
3.机械性能等级超过 8.8 级时,不建议使用 镀锌 和钝化进行表面处理。一般来说,建议使用非电解片状锌镀层。对于硬度高于 350HV 的弹簧垫圈和其他紧固件,应避免使用镀锌和钝化处理,以防止氢脆失效。.
4.选择等级兼容性
一般来说,螺母的机械性能等级应与螺栓、螺柱或螺钉的机械性能等级相匹配,具体如下:
1.8 级螺母可与 8.8 级螺栓、螺柱或螺钉匹配。
2.10 级螺母可与 10.9 级螺栓、螺柱或螺钉匹配。
3.12 级螺母可与 12.9 级螺栓、螺柱或螺钉匹配。
一般来说,性能等级较高的螺母可以替代等级较低的螺母。例如,10 级螺母可以替代 8 级螺母,与 8.8 级螺栓、螺柱或螺钉相配。
5.紧固工艺的选择
在选择紧固工艺之前,设计人员必须确定产品是否需要拆卸和维护。例如,火灾探测器、电视遥控器和便携式信息终端等产品必须允许消费者拆卸以更换电池。相反,吹风机和一次性医疗器械等产品一般不需要拆卸或维护。此外,一些设计者可能会专门设计一些防篡改部件,防止消费者轻易拆卸产品(如电子产品)。
需要拆卸维护的产品
螺钉、螺栓和卡接接头(即塑料夹)是需要可拆卸维护的产品中最常用的紧固方法。螺栓和螺钉提供夹紧载荷,将部件压入组件中。当螺栓/螺钉的扭矩超过头部和配合部件之间的接触点时,就达到了紧固要求。与卡入式连接相比,螺栓和螺钉的固定性更好,而卡入式连接则更依赖于塑料部件本身的强度。
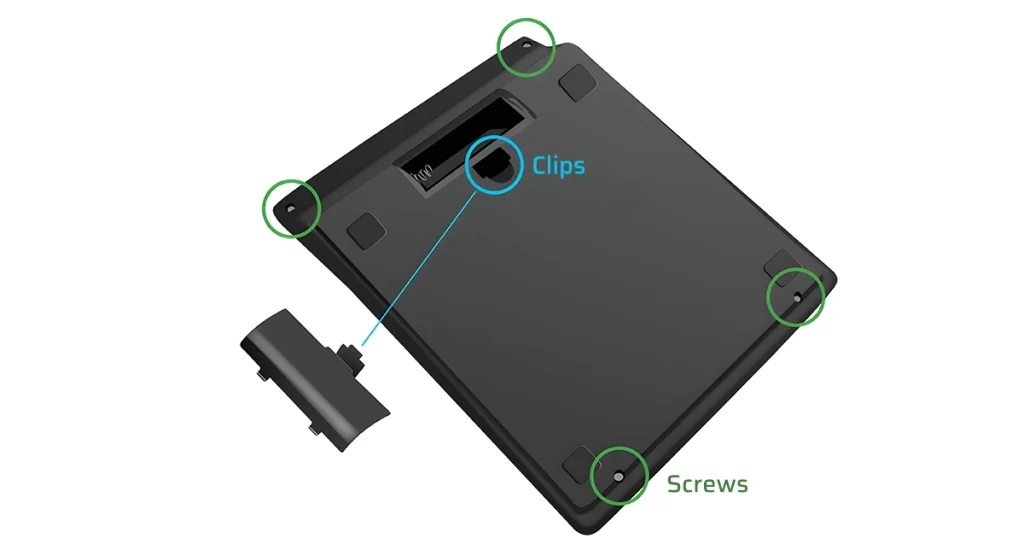
卡入式连接通过将多个部件相互锁定来提供固定。由于材料清单中的零件较少,卡入式接头可以实现快速装配,并简化整个装配过程。如果塑料产品需要最小的保持力,通常首选卡入式连接。如上图所示,大多数袖珍计算器都在电池盖上使用卡入式接头,以方便消费者更换电池。
提示:点击了解更多关于"卡扣类型“.
永久性产品
实心销钉、粘合剂、螺钉、螺栓和卡接接头是永久固定部件的常用方法。虽然设计者通常不会明确要求新产品采用可拆卸的维护设计,但许多产品仍然使用螺丝等可拆卸紧固件,以便操作者熟悉使用。如上图所示,大多数袖珍计算器都使用螺丝来连接塑料外壳,尽管消费者在产品的使用期限内并不需要拆卸这些部件。
实心销钉和粘合剂是永久性部件的首选紧固方法,因为它们能为塑料材料提供极佳的保持力。粘合剂可将多个组件粘合在一起,从而提供保持力,而实心销钉则可使基体材料变形,从而产生干涉并提供保持力。需要注意的是,带有固定功能的实心销钉(例如:..、 压花倒钩)比普通销钉更好,因为它们允许更大的孔公差,并能减少塑料部件上的应力。抗篡改性有助于降低保修、产品损坏或环境暴露(如潮湿、微粒)的风险。
此外,可拆卸的维护紧固件(如螺丝)在儿童玩具等产品中会造成严重的安全隐患(窒息风险)。对于不可拆卸的维护项目,通常首选实心销钉和粘合剂作为紧固方法。
实心引脚
无论是手动还是全自动,都可以使用压力机轻松安装实心销钉。在安装过程中,压力机施加线性力来驱动销钉,直到它们达到预定的停止距离。对于有多个针孔的部件,压板压力机可用于同时安装多个实心销钉。因此,实心铆钉的装配周期比螺钉或螺栓快。与其他紧固方法相比,在部件固定和方向正确的情况下,实心铆钉的故障率最低。安装实心铆钉的设备只需最少的维护。
出于美观的考虑,一些实心销钉在最终组装时被隐藏起来。
粘合剂
粘合剂可使用手动喷枪或自动喷涂设备喷涂。通常需要对基础部件进行表面处理。组装过程中的粘合剂涂抹工艺相当复杂,需要熟练的操作人员。在单个组件上涂抹过少或过多粘合剂都可能导致现场故障。此外,许多粘合剂在与基础组件接触前需要温度控制、压力控制和/或与不同流体混合。粘合剂涂抹后需要经过固化过程,在某些情况下可能需要 24 小时以上!
粘合剂喷涂设备需要大量的维护和监控,因为粘合剂可能有问题。污染物会导致设备堵塞,而且许多粘合剂的保质期有限。这些因素增加了装配过程的成本和复杂性,降低了机器的可用性。由于变量众多,最大的挑战可能是可重复性和控制。
螺钉
螺丝插入主机部件后,可使用手持式扭矩螺丝刀或固定式自动螺丝刀进行安装。这两种螺丝刀都能将螺丝旋转到指定的扭矩值。重要的是要认识到,这一过程要比安装实心销复杂得多。制造商在将螺钉对准驱动头并将螺钉固定到位时可能会遇到问题。如果螺丝没有完全对准,可能会剥离主塑料,导致组件报废。将螺钉直接安装到塑料中的另一个常见问题是,随着时间的推移,螺钉可能会因以下原因而松动 塑料蠕变 或应力松弛。虽然螺钉价格低廉、易于获得,而且操作人员也很熟悉,但在装配过程中却会遇到困难。.
螺栓
螺栓的功能与螺钉类似,不同之处在于螺栓是拧入螺母或金属嵌件中,而不是拧入塑料主件中。在本文讨论的紧固方法中,螺栓的保持力最高。与螺母或螺纹插件一起使用时,螺栓可以无限制地组装和拆卸,而不会损坏塑料。塑料部件中正确的螺栓连接需要三个独立部件:螺栓、限位套筒和螺母或螺纹插件。这就增加了材料清单以及装配过程的复杂性和成本。除非其他紧固方法无法达到所需的夹紧负荷,否则应避免使用螺栓连接。
卡接接头
卡入式连接通常是通过将组件压在一起进行手动装配。根据互锁部件的设计,组装过程会有很大不同。有些卡接接头是为可拆卸维护而设计的,而有些则是永久性的。通过使用卡接接头,制造商可以最大限度地减少每个组件中使用的零件总数。这种方法最终可降低成本、库存和处理难度。不过,与其他紧固方法相比,卡入式接头的保持力最低,因为它依赖于塑料部件本身的强度。对于承受最小负荷环境的部件来说,卡入式连接是首选。不过,卡入式接头容易发生故障,并可能造成环境危害,例如窒息风险。
在设计塑料外壳时,设计人员必须考虑性能、简易性、紧固件成本和装配成本。建议设计工程师在设计初期就与制造工程师合作,考虑整个装配过程。在大多数情况下,最终的新产品设计并没有考虑装配周期、废品率、维护成本以及消费者在产品整个生命周期中的行为。
结论
作为连接不同部件的关键工业组件,紧固件在工业生产中的重要性不容低估。如果紧固件失效或松动,就会导致机器或设备故障,造成停机、生产延误、损失和安全隐患。因此,在工业生产中使用优质可靠的紧固件和正确的紧固方法至关重要。











