
3D printen, technisch aangeduid als additive manufacturing (AM), is een productiemethode waarbij objecten laag voor laag worden gemaakt, rechtstreeks van digitale driedimensionale modellen. Additieve processen verschillen van subtractieve processen, zoals CNC-verspaning, waarbij het materiaal uit een massief blok wordt verwijderd. Het proces deponeert of hardt het materiaal gewoon uit waar het nodig is. Deze omkering van de productielogica maakt ingewikkelde geometrieën, kortere ontwikkelingstijden, elektronische voorraden en lokale productie mogelijk.

Wat zijn de soorten 3D printen?
De term “soorten 3D printen” beschrijft de fundamentele printtechnologieën die bepalen hoe materiaal wordt afgezet of gestold.
1. Materiaal Extrusie
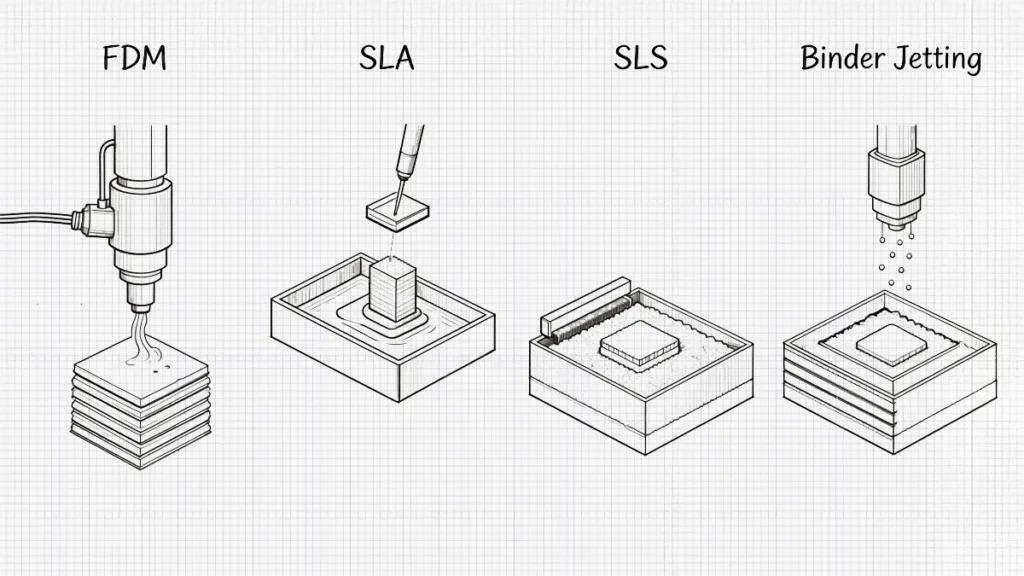
Ten eerste werkt materiaalextrusie op basis van het concept waarbij een thermoplastisch filament wordt verhit en door een spuitmond wordt geperst om onderdelen in één laag tegelijk te maken. [1]. De betaalbaarheid, beschikbaarheid en het uitgebreide ecosysteem van materialen maken het geschikt voor de consumentenmarkt en de professionele instapmarkt. De gebruikte materialen zijn PLA, ABS en PETG.
Het wordt gewaardeerd omdat het een snel prototypingproces heeft en het testen van functies mogelijk maakt. Er moet echter rekening worden gehouden met zichtbare laaglijnen, middelmatige maattoleranties en anisotrope mechanische eigenschappen bij het maken van specificaties voor prestatiegevoelige componenten.
Voordelen en beperkingen van materiaalextrusie
De technologie is geschikt voor de meeste thermoplasten en prototypes kunnen worden gebruikt vanaf de conceptfase tot de productie van functionele onderdelen. Materiaalextrusie is eenvoudig te gebruiken en vereist relatief minder rigoureus onderhoud, waardoor het de minst gecompliceerde methode van additieve productie is voor hobbyisten en de industrie.
De belangrijkste nadelen zijn waarneembare laaglijnen, slechte maatnauwkeurigheid en anisotrope mechanische eigenschappen vanwege de laaghechting. De oppervlakteafwerking vereist vaak nabewerking en voor complexe geometrieën kunnen ondersteunende structuren nodig zijn. Thermische vervorming kan ook de nauwkeurigheid beïnvloeden, vooral bij het werken met polymeren bij hoge temperaturen.
2. Fotopolymerisatie in vaten
Het concept van fotopolymerisatie in kuipen berust daarentegen op de selectieve uitharding van de vloeibare fotopolymeerhars door een aangepaste lichtbron. Deze technologieën zijn beschreven als zeer resoluut, geschikt voor fijne elementen en een glad oppervlak, en zeer geschikt voor tandheelkundige modellen, gietpatronen voor sieraden, microfluïdische apparaten en prototypes met zeer fijne elementen. [2]. De nadelen zijn de eisen die gesteld worden aan de verwerking van hars, de procedures na uitharding en het feit dat standaard fotopolymeermaterialen relatief bros zijn tenzij men speciale formuleringen gebruikt.
Voordelen en beperkingen van fotopolymerisatie in vaten
Fotopolymerisatietechnologieën in vaten zoals stereolithografie (SLA) en digitale lichtverwerking (DLP) zijn bijzonder effectief bij de productie van objecten met een hoge resolutie en gladde oppervlakteafwerking. Deze methoden zijn geschikt voor gecompliceerde ontwerpen, details en bewerkingen die een hoge mate van dimensionale precisie vereisen, zoals tandheelkundige, medische en hoogwaardige esthetische modellen.
Het materiaal en de verwerkingsbehoeften zijn de belangrijkste redenen waarom het enkele nadelen heeft. Fotopolymeer thermoplasten zijn bros, gevoelig voor UV en niet zo sterk als thermoplasten. De handelingen in de werkcyclus zijn het hanteren van hars, reiniging en nabehandeling, wat de handelingen moeilijker en duurder maakt in vergelijking met hars op basis van extrusie.
3. Poederbedfusie
Poederbedfusie omvat technologieën waarbij fijne poederdeeltjes selectief worden versmolten met thermische energie. Multi Jet Fusion (MJF) versmelt meestal met infrarode energie, terwijl Selective Laser Sintering (SLS) meestal wordt gebruikt bij het verwerken van polymeerpoeders zoals Nylon PA12. Direct metaallasersinteren (DMLS) en selectief lasersmelten (SLM) worden gebruikt om metaalpoeders zoals titanium, roestvrij staal, aluminium en nikkelsuperlegeringen te sinteren. [3].
Het poeder op zich is een natuurlijke ondersteunende architectuur, met als gevolg complexe interne routes en roosterstructuren. De resulterende componenten hebben een hoog niveau van mechanische werking en zijn vrijwel isotroop gekarakteriseerd, en de technologie is toegepast in de ruimtevaart, automobielindustrie en medische toepassingen. De belangrijkste tekortkomingen zijn echter de hoge kosten van de apparatuur, de uitdaging van het hanteren van poeder en de noodzaak van een gecontroleerde omgeving.
Voordelen en beperkingen van poederbedfusie
Poederbedfusietechnologieën maken de productie van complexe interne kenmerken en taaie onderdelenelementen in de meeste gevallen mogelijk zonder het gebruik van ondersteunende structuren in polymeersystemen. Dit maakt ze geschikt voor veeleisende engineeringopdrachten.
De nadelen zijn onder andere hoge materiaalkosten, complexe poederbehandeling en energie-intensieve bewerking. De oppervlakteruwheid wordt meestal nabewerkt en de thermische spanning beïnvloedt de integriteit van het onderdeel.
4. Materiaal Jetting
Material jetting deponeert microscopisch kleine druppeltjes fotopolymeer op een bouwplatform, gevolgd door onmiddellijke UV-uitharding. In dit proces kunnen meerdere materialen met verschillende mechanische eigenschappen, kleuren of ondoorzichtigheid tegelijk geprint worden. De technologie produceert hoogwaardige onderdelen met een opmerkelijke oppervlaktekwaliteit en hoge dimensionale precisie.
Voordelen en beperkingen van materiaalstralen
Material jetting is nauwkeuriger met fijne details dan andere processen en kan worden toegepast in multi-materiaal modi met depositie en uitharding van kleine druppeltjes fotopolymeer. Het is met name geschikt voor realistische prototypes, full-color en onderdelen waarbij verschillende materiaaleigenschappen in één constructie nodig kunnen zijn.
De technologie is onbetaalbaar vanwege de dure machines en de gepatenteerde materialen. De fotopolymeren die worden geprint bieden geen langdurige mechanische robuustheid en hittebestendigheid. De gevoeligheid voor de werkomstandigheden en de onderhoudsbehoeften kunnen de totale productiekosten verhogen.
5. Bindmiddelstralen
Tot slot brengt binder jetting selectief een vloeibaar bindmiddel over op een poederbed, waardoor de deeltjes van het drukproces worden gebonden zonder noemenswaardige warmte toe te passen in het proces. Er is verdere uitharding, sintering of infiltratie nodig om de uiteindelijke sterkte te bereiken. Deze beslotenheid van de vormgeving en verdichting maakt een hogere bouwsnelheid en minder thermische vervorming mogelijk.
Het wordt gegoten in zandmallen, in een stuk gesinterd metaal en in full-color modellen van zandsteen. Andere technische overwegingen zijn de secundaire verwerkingsvereisten en de lage green-state sterkte, die ook van cruciaal belang zijn.
Voordelen en beperkingen van Binder Jetting
Binder jetting heeft een snelle printcapaciteit, is schaalbaar en kan metalen, keramiek en zand verwerken. Minimale of afwezigheid van thermische energie resulteert in restspanning van de te bedrukken onderdelen, wat effectief is bij grote onderdelen, gietvormen en kosteneffectieve productie van metalen onderdelen na sinteren.
De beperkingen liggen in de kwetsbaarheid van groene onderdelen en de noodzaak van uitgebreide nabewerking, zoals sinteren of infiltratie. Dimensionale krimp tijdens verdichting bemoeilijkt de nauwkeurigheid en de uiteindelijke mechanische eigenschappen komen niet altijd overeen met die van volledig gesmolten metaalprocessen.
Wat zijn de soorten 3D Printers?
1. 3D consumentenprinters
Consumenten-3D-printers zijn waar de meeste reizen naar additieve productie beginnen. De machines zijn beschikbaar, goedkoop en eenvoudig te installeren, en kunnen worden geplaatst in huizen, scholen en makerruimtes. [4]. De technologie die het meest in verband wordt gebracht met deze printers is materiaalextrusie, ook wel FDM of FFF genoemd. Dergelijke systemen kunnen een object maken door een thermoplast te smelten en in lagen aan te brengen. De meest gebruikte materialen zijn PLA, PETG en ABS, omdat ze stabiel, gemakkelijk verkrijgbaar en relatief vergevingsgezind zijn bij het printen.
Fotopolymerisatie in vaten kan ook gebruikt worden voor 3D printers op consumentenniveau. Desktop printers (SLA en MSLA) harden hun vloeibare hars uit met ultraviolet licht en kunnen zeer fijne details printen, terwijl extrusie van filamenten de fijnheid normaal beperkt tot enkele tienden van micrometers. Hierdoor zijn ze uitstekend geschikt voor miniaturen, beeldjes en veel gedetailleerde prototypes. Het printen met hars vereist echter een ingewikkelder was- en uithardingsproces en strengere veiligheids- en hanteringsmaatregelen.
Voordelen en beperkingen
Het mooie van consumentenprinters is dat ze goedkoop zijn en breed inzetbaar. Je kunt ze snel itereren, creatief experimenteren en eenvoudig functionele prototypes maken zonder geld te hoeven uitgeven aan industriële apparatuur. Onderhoud en kalibratie zijn meestal niet zo'n probleem, maar kunnen wel tijd kosten voor de gebruiker.
Hun zwakheden komen tot uiting in het feit dat ze exacte, herhaalbare of goed te doen materialen vereisen. Maattoleranties kunnen kruipen, een oppervlakteafwerking moet nabewerkt worden en de mechanische sterkte varieert afhankelijk van de printoriëntatie. Ook al zijn deze machines perfect als het gaat om leren en lichte taken, betrouwbaarheid op productieniveau is meestal geen kenmerk van deze machines.
2. Prosumer 3D Printers
Prosumer 3D printers zijn handig voor amateurs met professionele mogelijkheden. Ze staan meestal in ontwerpstudio's, op technische afdelingen en in kleine productiebedrijven. Hoewel de extrusie van materialen in dit aspect een aanzienlijke technologie blijft, zijn de machines veel geavanceerder. Dankzij eigenschappen als afgesloten verwarmde kamers, filamentbewaking, geharde spuitmonden en verhoogde temperatuur van de hotends kunnen technische polymeren zoals nylon, polycarbonaat en TPU verwerkt worden. [5].
Fotopolymerisatiesystemen op consumentenniveau bieden optimale optische systemen, kalibratie voor fijnafstelling en gecontroleerde harsprofielen. Dit resulteert in een betere maatnauwkeurigheid en voorspelbaarheid van de materiaaleigenschappen. Deze printers worden meestal toegepast in gebieden zoals tandheelkunde, productontwerp en gieten, waar fijnheid en scherpe randen vereist zijn.
Op het gebied van compacte polymeerpoederbedfusiesystemen worden enkele technologisch meer geavanceerde prosumer systemen aangekondigd, waaronder SLS. Dergelijke printers maken de productie van sterke en isotrope componenten mogelijk zonder enige vorm van ondersteuning en productie in kleine series en functionele assemblages zijn nu mogelijk.
Voordelen en beperkingen
Prosumer printers bieden een grote toename in betrouwbaarheid, consistentie en flexibiliteit in materiaal. Het aantal mislukte afdrukken neemt af, de toleranties nemen toe en de machines zijn altijd geschikt voor professioneel gebruik. Ze vormen een rendabele investering omdat ze experimenten en inkomstengenererende workflows mogelijk maken.
Deze afwegingen brengen hogere aanschafkosten, een grotere complexiteit van het onderhoud en strenge milieueisen met zich mee. Er zijn eisen voor poederverwerking en ventilatie bij het gebruik van technologieën als SLS. Hoewel de printers uitstekend zijn voor kleine producties en prototypes op functioneel niveau, bieden ze mogelijk geen doorvoer- en certificeringsstructuren, zoals het geval is in de sterk gereguleerde industrieën.
3. Industriële 3D Printers
Industriële 3D printers zijn ontwikkeld om te werken in een zakelijke omgeving waar de productieomstandigheden niet in het gedrang mogen komen wat betreft herhaalbaarheid, traceerbaarheid en prestaties. [6]. Deze systemen zijn groter, robuuster en diep ingebed in beheerde werkprocessen. Poederbedfusietechnologieën zijn vooral uitstekend wanneer ze met deze machines worden gebruikt. Polymeer SLS- en MJF-machines kunnen eindproducten met hoge en bijna isotrope mechanische eigenschappen maken. Metaalpoederbedfusie DMLS en SLM zijn technologieën die worden gebruikt om dichte metalen onderdelen te maken die worden gebruikt in de ruimtevaart, medische instrumenten en apparaten.
Gerichte energiedepositiesystemen zijn ook een pijler van industriële additieve productie. Ze blinken uit in de reparatie van hoogwaardige metalen onderdelen, de productie van grote structuren en maken hybride productieopstellingen mogelijk die additieve depositie combineren met CNC-verspaning.
Material jetting speelt ook een rol op dit niveau, vooral wanneer de mogelijkheid om meerdere materialen te gebruiken, kleurnauwkeurigheid en oppervlakte realisme belangrijk zijn. Er bestaan ook industriële materiaalextrusiesystemen, vooral voor hoogwaardige polymeren zoals PEEK en PEI die verwarmde kamers en een nauwkeurige thermische regeling vereisen.
Voordelen en beperkingen
De industriële printers leveren een hoge herhaalbaarheid, materiaalprestaties en schaalbaarheid. Ze zijn gecodeerd als automatisch lopende programma's met realtime monitoring, closed-loop feedback en er worden vaak gecertificeerde materiaaldatabases gebruikt. Additive manufacturing is een betrouwbaar productiemechanisme in dergelijke omgevingen.
Financiële en operationele beperkingen zijn de belangrijkste nadelen. De kapitaalinvestering is groot, de installatievoorwaarden zijn strikt en er is gekwalificeerd personeel nodig. Verdere complicaties zijn post-processing workflows, kwaliteitsborgingsprocedures en materiaalcertificering. Deze machines zijn gerechtvaardigd als de prestaties, maatwerk of geometrische vrijheid waardevoller zijn dan de conventionele productiebeperkingen.
Conclusie
3D-printen is een strategische productietechnologie geworden die het engineeringontwerp, de toeleveringsketen en de economische aspecten van de productie beïnvloedt. Een goed begrip van de verschillende soorten 3D printen, de printers en de materiaalsystemen stelt ontwerpers en technici in staat om de juiste beslissingen te nemen die waarde toevoegen aan productiedoelen en -doelstellingen.
Referenties
[1] Het Instituut voor Lastechniek. (2025). Wat is materiaalextrusie? (Een complete gids). https://www.twi-global.com/technical-knowledge/faqs/what-is-material-extrusion
[2] Peiling. (2025, 25 april). Wat is Vat-fotopolymerisatie: Proces, toepassingen, materialen en kosten. https://www.raise3d.com/blog/vat-photopolymerization-3d-printing/
[3] Engineering Product Design (2024, 8 juni). Poederbedfusie - SLS, DMLS, EBM & MJF. https://engineeringproductdesign.com/knowledge-base/powder-bed-fusion/
[4] 3D Chimera (2018, 15 augustus) Industriële 3D Printers versus consumenten 3D Printers. https://3dchimera.com/blogs/connecting-the-dots/industrial-vs-consumer-3d-printer
[5] 3D Mag (2026, 28 jan). Prosumer 3D Printers begrijpen: Geavanceerde desktop- en semi-professionele oplossingen. https://www.3dmag.com/3d-wikipedia/prosumer-3d-printers-advanced-desktop-semi-professional/
[6] 3D Gence (2026). 9 kenmerken van industriële 3D printers. https://3dgence.com/3dnews/industrial-3d-printers/














