

Fortune Business Insightsの最新データによると、世界の補聴器市場は大幅な成長を続けている。2024年、この市場は$139.7億ドルに達した。さらに、同社の統計によると、この市場は2032年までに$295.8億ドルに拡大すると予測している。 [1].
これと並行して 欧州補聴器工業会 (EHIMA)によると、2024年の世界の補聴器販売台数は約2,269万台に達する。この数字は、2023年と比較して4%の増加である。
補聴器がインテリジェント化、小型化、パーソナライズ化されたデザインへと進化していることは、賢明な読者ならお気づきだろう。ユーザーの視点から見ると、最新の補聴器は、人工知能、ブルートゥース接続、適応アルゴリズムをますます統合している。さらに、補聴器に使用される素材も絶えず改良されている。
特に重要なのはプラスチック部品である。製品の美的魅力や着心地を直接決定するものだからだ。この業界の買い手にとっても売り手にとっても、これらのプラスチック部品は全体的なコストに大きく影響する。
補聴器の基本的な技術概要
補聴器の原理
補聴器の主な動作は、集音、信号変換、増幅処理、音出力の4つのステップに要約される。具体的には、1つまたは2つの内蔵マイクが周囲の音を集音します。これらの音は電気信号に変換され、内蔵のサウンドプロセッサーに送られます。
この処理段階は非常に重要である。最新のデジタル補聴器は デジタル信号処理 (DSP)技術である。アナログ電気信号をデジタル形式に変換します。その後、ユーザー特有の難聴に基づいて、異なる周波数に的を絞った補正を適用します。例えば、高周波数の低下を伴う加齢性難聴の場合、プロセッサーは特に2000~8000Hzの増幅を強化する。一方、低周波ノイズは圧縮します。この手順により、格段にクリアな音声が得られる。
最後に、アンプが処理された信号をブーストする。レシーバーと呼ばれる小型のスピーカーが、ユーザーの外耳道に向けられる可聴音波に変換する。
補聴器の種類と構造上の特徴
現在市販されている補聴器は、大きく4つのタイプに分類される。実用面では、それぞれの補聴器は明確な特徴を持っており、用途も様々である。
耳かけ型(BTE)補聴器 は最も一般的なカテゴリーである。約60%のユーザーが選択している。この装置は耳の後ろに装着します。サウンドチューブを介してカスタムイヤモールドまたはイヤーチップに接続します。一般的なサイズは18~22ミリ(外部レシーバーを含む)。周波数特性は約100Hz~8kHz。ハイエンドモデルの全高調波歪率は1%以下。最大出力は140dB SPLに達する。これらのユニットは幅広いパワースペクトルを提供します。様々な難聴に対応します。さらに、外耳道への負担も最小限です。装用感も比較的良好です。操作や調整も簡単です。また、電池寿命も比較的長くなっています。
耳かけ型(ITE)補聴器 耳の円蓋内に部分的または全体的に配置される。寸法により、フル・コンチャ、ハーフ・コンチャ、イン・ザ・カナル(ITC)スタイルに分けられる。周波数帯域は一般的に150Hzから7.5kHz。全高調波歪みは1.5%以下。出力は平均120dB SPL。利点としては、比較的目立たないプロファイルが挙げられる。さらに、ピナの自然な集音を活用することで、より自然な音声が得られる。とはいえ、バッテリーの寿命はやや限られている。
カナル型(RIC)補聴器 は近年急速に進化している。主な特徴は、外耳道の内側に設置される独立したレシーバーである。この部品は、細いワイヤーを通して耳の後ろにあるメインユニットとリンクしている。デザインはよりコンパクトになり、通常10~15mm。周波数帯域はより広く、80Hzから10kHzに達する。全高調波歪みは0.8%を下回る。出力は約130dB SPL。革新的な点は、ノイズの多い環境での音響歪みを低減する能力にあります。その結果、より自然な音質を提供します。
完全カナル型(CIC)補聴器および見えないカナル型(IIC)補聴器 は、最も小さく、最も目立たないタイプである。CIC装置は、ほとんど外耳道内に収まる。サイズは5~8mm。周波数特性は200Hz~6kHz。全高調波歪みは2%以下。パワーレベルは約110dB SPLに達する。IICインストゥルメントは外耳道に深く埋め込まれます。外からはほとんど見えません。そのため、慎重さを優先するユーザーにとって最良の選択となります。
補聴器の部品構成と製造工程分析
補聴器の中核部品の分類と機能
補聴器を分解すると、その部品は主に射出成形部品と非射出成形部品の2つに分類されることがわかります。非射出成形部品は、主に内部の電子部品と精密機械部品を指します。非射出成形部品は主に内部の電子部品と精密機械部品を指し、数量は限られているように見えますが、補聴器全体の機能的な中核を成しています。これに対し、射出成形部品は部品の大半を占める。射出成形部品は、内部素子を保護する筐体を提供するだけでなく、製品の外観やユーザーの装着感を直接決定づけます。
非射出成形部品
そもそも非射出成形部品には、マイク、サウンドプロセッサー、アンプ、レシーバー(小型スピーカー)、バッテリーなどが含まれる。
マイクは周囲の音を捕らえ、電気信号に変換する。最新の機器には通常、1つまたは2つのマイクが内蔵されている。この構成により、ノイズ低減と指向性のある音の取り込みが可能になる。サウンドプロセッサーはユニットの "頭脳 "として機能する。複雑なデジタル信号処理を実行する。さらに、ユーザーの難聴プロファイルに合わせて調整します。アンプは、処理された信号を適切な聴取レベルまで増幅します。最後に、レシーバーが増幅された電気信号を音波に変換し、外耳道に送ります。
これらの非射出成形部品は、部品総数の20%を占めるに過ぎない。それにもかかわらず、これらの部品は高い技術的精巧さを示し、かなりのコストがかかる。これらの部品は、デバイス全体の性能を決定的に左右する。例えば、高級デジタルモデルのチップには人工知能アルゴリズムが組み込まれている。これらはリアルタイムで環境ノイズを分析し、パラメーターを自動的に調整する。実用的には、このようなチップだけで、総機械コストの30%以上を占めることもある。
射出成形部品
射出成形部品に焦点を移すと、射出成形部品は補聴器部品の約80%を占めている。主なものは、ハウジング、イヤーフック、電池室、ボタン、イヤモールドなどです。
これらのエレメントは複数の機能を扱います。基本的な物理的保護にとどまらず、音の伝導、ユーザーとの対話、湿気の密閉を管理する。ハウジングには一般的にABSプラスチックが使用されています。この熱可塑性プラスチック素材は、優れた耐応力性と耐薬品腐食性を発揮します。一部のハイエンド・ブランドは 防水ナノコーティング をハウジング表面に貼り付けます。このアップグレードにより、保護等級が向上します。イヤーフックはBTE補聴器に不可欠な要素です。一般的にシリコン製のフック形状で、補聴器を耳にしっかりと固定します。さらに、レシーバーからの音をイヤモールドに届けます。.
バッテリー・コンパートメントとボタンも同様に重要な成形部品です。現代のデジタル機器では、バッテリー・コンパートメントは単なる収納以上の役割を担っている。それは電源スイッチング機能を内蔵している。ユーザーは、コンパートメントをスライドさせることで、ユニットのオン/オフ状態をコントロールする。ボタンには、プログラムセレクターやボリュームアジャスターが含まれる。これらは設計時に操作の利便性を保証しなければならない。さらに、信頼性の高い防水シーリングも実現している。
ヒントクリックして確認する "おすすめ中国補聴器部品メーカー“.
射出成形部品の材料選択と性能要件
様々なプラスチック部品の材料選択は、製品の性能、コスト、製造性に直接影響します。補聴器業界では、使用される場所や機能要件に応じて、主に以下のプラスチック材料を使用しています:
ABS
ABS樹脂 は、補聴器ハウジングの主要な選択肢となっています。この素材は、剛性、耐衝撃性、加工性のバランスの取れたプロファイルを提供します。熱変形温度は約95℃です。表面は十分に滑らかで、塗装などの後加工も可能です。実際の用途では、ABSは内部の電子機器から発生する熱に耐えます。また、日々の衝撃や摩擦にも耐えることができます。.
PC
ポリカーボネート(PC) は卓越した耐熱性と衝撃強度を提供する。その動作温度範囲は-30℃から120℃までと非常に広い。特に屋外での使用に適しており、PCはこの広い範囲で性能を維持します。さらに、その高い透明性により、バッテリー・コンパートメント・カバーのような内部の視認性が必要な部品の製造が可能です。時には、PCはABSとブレンドしてそれぞれの長所を組み合わせることもあります。その結果、ABSの容易な加工性はそのままに、PCの優れた強度と機械的特性が得られます。.
医療グレードのシリコーン
医療グレードのシリコーン(生体適合性)は、主に皮膚に直接接触するイヤモールドやイヤーチップを製造しています。この素材は、優れた生体適合性、固有の柔らかさ、耐老化性を備えています。その結果、装着感が向上します。その中でも、熱硬化性シリコーンは精密な密閉性を備えています。特にユニークな外耳道形状やハイパワーBTEデバイスに適しています。
PMMA
アクリル樹脂(PMMA) 通常、カスタムメイドのイヤモールドを製造しています。最新の3Dスキャン技術は、ユーザーの外耳道形状を正確に捉えます。この樹脂が、完璧にフィットするイヤモールドを形成します。完成した部品は無色または透明なピンク色で、美的魅力を保証します。.
ティーピーイー
熱可塑性エラストマー(TPE) は弾力性と耐摩耗性を兼ね備えています。この組み合わせは、スポーツ向けの補聴器に理想的です。際立った利点は、標準的なシリコーンと比較して優れた耐汗性です。さらに、TPEは 射出成形. .これにより、高い生産効率と比較的低いコストが可能になる。.
覗き見
PEEK(ポリエーテルエーテルケトン) は高性能エンジニアリング・プラスチックの代表です。優れた機械的特性、耐薬品性、熱安定性を発揮します。価格は高くなりますが、極限の精度と温度耐久性を要求する重要な部品に最適です。.
では、デザイナーは素材選びの際に具体的にどのような要素を考慮しなければならないのだろうか?観察力のある読者なら、ここに数多くの複雑な要素があることにお気づきだろう。生体適合性は、安全性に直結する最優先事項である。材料は国際規格ISO 10993に適合していなければならない。オートクレーブであれ、エチレンオキサイドガスであれ。機械的特性も同様に重要で、強度、靭性、耐摩耗性は十分でなければならない。加工特性も見逃すことはできない。 脱型 挙動を評価する必要がある。さらに、耐候性や耐薬品性のような環境適応性も評価範囲に含まれる。最終的には、コスト管理が市場競争力に大きく影響する。.
射出成形プロセスと製造ワークフロー
補聴器用プラスチック部品の製造は、以下の技術に大きく依存している。 精密補聴器射出成形技術. .この統合された製造工程には、主に以下のものが含まれる。 金型設計/加工、材料準備、射出成形、後処理段階。.
金型の設計と製作:
補聴器射出成形用金型 通常、S136、2316、またはH13のような高硬度工具鋼を使用します。これらの鋼はHRC 48-52の硬度基準を満たし、優れた耐摩耗性と耐食性を提供する。しかし、材料の選択には慎重な配慮が必要である。例えば、ガラス繊維入りプラスチックには、繊維の摩耗に対する優れた耐摩耗性を持つH13鋼が必要です。逆に、ポリ塩化ビニールのような腐食性材料には、特殊な不動態化処理を施したS136のようなステンレス鋼が必要である。.
金型設計は部品精度の要求を満たさなければならない。キャビティの寸法精度はIT7-IT8等級に達する必要があり、表面の平滑性は厳しい仕様となります。完全な金型は、キャビティ、ゲート、冷却、排出、ベントの5つのコアシステムを統合しています。特に、ゲートシステムの設計は極めて重要である。コンポーネントの形状に基づき、ゲート量、位置、タイプを戦略的に決定し、ポリマーメルトによるキャビティへの均一かつ完全な充填を保証します。
射出成形プロセスパラメータ:
補聴器用プラスチック部品のプロセス・パラメーター制御には、極めて高い精度が要求されます。射出圧力は通常3000バールに達し、微細なキャビティ構造への材料の浸透を可能にします。金型温度は一般的に40~80℃を維持し、バレル温度は材料に応じて180~280℃の範囲で調整されます。射出速度と保圧パラメータは、欠陥の低減と寸法精度に決定的な影響を与えます。
イヤーフックやボタンなどの小型部品では、複数の部品を同時に成形することで生産効率を高めるマルチキャビティ金型が使用されます。金型内のキャビティレイアウトは、左右対称に配置し、すべてのキャビティに均一な充填を保証する必要があります。さらに、適切な抜き勾配(通常1度以上)は、損傷なく部品を排出するために不可欠です。
特殊な射出成形技術:
補聴器の複雑な機能ニーズを満たすには、いくつかの特殊な成形技術が必要です。
ツーショット成形 (または オーバーモールド)は、ボタンやバッテリー・コンパートメントなど、さまざまな硬さのゾーンを必要とする部品を頻繁に製造している。このプロセスでは、まず硬質プラスチックを射出し、次に同じ金型サイクル内で軟質材料を射出することで、硬軟一体型の部品を作り出します。こうして出来上がった部品は、硬い部分による構造的強度と、柔らかい部分による快適な触感を兼ね備えています。.
インサート成形 は、ステンレス・スチール接点を備えたバッテリー・コンパートメントのような、金属要素を組み込んだ部品を生産しています。プレハブの金属インサートは、金型キャビティ内に正確に配置されます。射出中、溶融プラスチックがインサートを包み込み、しっかりと接着します。この方法により、高い接続強度と信頼性の高い導電性が実現します。.
精密マイクロ成形は、ダストフィルターやサウンドチューブのような小型部品の製造を専門としています。この高度な技術により、ミクロン単位の精度で複雑な構造を形成し、補聴器の小型化と高精度の要求に完璧に応えています。
後処理作業:
射出成形機から出てきた部品は、まだ完成品ではありません。適格な製品になるまでには、いくつかの後処理工程が必要です。
例えば、こうだ、 デフラッシング およびバリ取りにより、部品エッジの余分なバリやカエリを除去し、きれいな外観を確保します。.
その後、デザイン要件に応じて塗装、メッキ、ホットスタンプなどの表面処理が施される。これらの処理により、特定の色、光沢レベル、またはブランド名が作成されます。
他の部品と組み立てる必要がある成形部品は、より良い統合のために、穴あけ、タッピング、研磨などの二次加工を行う場合がある。
最後に、品質検査は必須である。オペレーターは、すべての製品が設計仕様に適合していることを確認するために、目視チェック、寸法測定、機能テストを行います。生産ラインの観点からは、この包括的な検証によって一貫した品質の生産が保証される。
補聴器の外観デザインにおける射出成形部品の決定的役割
補聴器の最終的な外観と装用感は、プラスチック射出成形部品によって大きく左右されます。この影響は主に次のような面で現れます:
フォーム成形能力
射出成形は、非常に複雑な形状を作り出すという大きな利点があります。設計者の創造的なコンセプトが、このプロセスによって実現可能になるのです。流線型のBTEハウジングであれ、複雑なITEの輪郭であれ、成形部品はそれらをすべて作り出します。先進のコンピューター支援設計/コンピューター支援製造(CAD/CAM)技術を活用し、設計者は射出成形と密接に連携するようになりました。複雑なカーブ、繊細なテクスチャー、超薄肉構造も完璧です。
特に今日のカスタマイゼーションのトレンドでは、3Dスキャンと射出成形を組み合わせることが非常に重要です。手順は、正確な形状をキャプチャするための3Dイヤースキャニングから始まります。このデータが金型製造の直接の原動力となります。その結果、製造された各デバイスはユーザーの外耳道に完璧にフィットし、真のパーソナライゼーションを実現します。
色と質感の表現
成形品の表面処理技術は、デザインの可能性を大きく広げます。基本的なレベルでは、原料樹脂にカラーマスターバッチを添加することで、様々な色合いを作り出すことができます。さらに、表面スプレー技術により、メタリック仕上げ、パール効果、マット/グロス仕上げが可能です。さらに、特殊な金型処理により、部品に直接テクスチャー(革模様、つや消し仕上げ、ピアノラッカー模倣など)を作り出すことができます。
高級補聴器ブランドは、より洗練されたアプローチを採用している。最初に導電性コーティングで静電気の蓄積を防ぎ、次にカラーレイヤーで不透明性を与え、最後に耐摩耗性のクリアコートで保護します。製造の観点から、この包括的な方法は美的魅力と耐久性の両方を向上させます。
構造的統合を考える
射出成形はもう一つの重要な利点をもたらします。独創的な設計により、複数の機能要素が1つの成形部品に統合されます。このアプローチにより、部品点数と組立工程が削減されます。例えば、最新の補聴器ハウジングは、電池コンパートメント、ボタン、サウンドチューブインターフェース、充電コンタクトを統合しています。このような統合は、組み立てを簡素化するだけでなく、全体的な信頼性を向上させます。
さらに、高度に統合された設計は、さらなる利点をもたらす。シーリング・インターフェイスが少なくなれば、当然防水性能も向上する。一方、工場が管理する部品の種類が減り、複雑さが軽減されます。組み立てのエラー率は大幅に低下します。最終的に、生産効率は向上し、コストは抑制されます。
ヒューマン・マシン・インターフェース・デザイン
ユーザーと補聴器とのインタラクションは、射出成形部品に依存します。ボタンの形状(丸型か四角型か)、サイズ、配置、触覚フィードバック、電池収納部の開閉機構、インジケーターのソフトな光拡散など、すべて精密な部品設計が必要です。
これらのインタラクティブな要素は、ユーザー体験を優先しつつ、機能性を保証しなければならない。高齢者は特に注意が必要です。指先の触覚感度と手の器用さが操作の成功に直接影響することを示す調査結果 [2]. .加齢によって手の機能が低下すると、操作能力が低下する。そのため、これらのプラスチック部品の設計には、人間工学の原則を取り入れる必要がある。これにより、幅広い年齢層のユーザー、特に高齢者が簡単かつ正確に操作できるようになります。.
補聴器射出成形部品の構造および外観設計ガイドライン
主流モデルにおける成形部品の設計事例
補聴器のカテゴリーによって、プラスチック部品に求められる設計アプローチや優先順位は全く異なります。いくつかの主流モデルを具体的に見てみましょう。
耳かけ型補聴器の設計特性
BTE機器用のプラスチック部品を設計するには、装着安定性、音響性能、美観の3つの重要な側面のバランスをとる必要があります。メインハウジングは通常、流線型の輪郭を採用しています。この輪郭は耳介の後ろの自然なカーブに沿っています。ハウジングの厚さは、1.5mmから2.5mmの間で正確にコントロールされます。過度の薄さは強度を損ない、かなりの厚さは全体の重量を増加させます。
重要な部品は「イヤーフック」で、通常はシリコン製でフック状になっている。その内径は一般的に2.5mmから3.5mm。この寸法により、サウンドチューブがスムーズに通過できる。フックのデザインは、耳にしっかりと固定することと、効率的な音の伝達を確保するという2つの主要な機能を果たす。現代的なデザインは、人間工学の原理を広範囲に応用しています。精密に計算された曲率と特殊な表面処理により、快適な装着感を保証します。
音響的には、BTEプラスチック部品の設計は音道を最適化する必要があります。サウンドチューブのルーティング、曲げ半径、内壁の滑らかさなどの要素は、音響効率と音質に大きく影響します。プレミアムBTEモデルには、洗練された内部音響構造が組み込まれています。これにはアコースティック・ダンパーやレゾナンス・チャンバーが含まれます。このような機能により、異なる周波数にわたって正確なコントロールが可能になります。
レシーバーインカナル(RIC)補聴器の設計革新
RICのデザインは、現在の技術的進歩を象徴しています。その核となる技術革新は、レシーバーを外耳道に移設し、細いワイヤーを介してビハインドイヤーユニットに接続することである。この斬新なアプローチは、プラスチック部品に新たな要求を課している。
小型・軽量化を追求したRICメインハウジング。「超薄肉射出成形を多用し、肉厚1.2mm~1.8mmを実現。この小型筐体には、配線出口、充電接点、ボリュームボタンなど、複数の機能要素が集約されている。特に、ワイヤーの出口には細心の設計が要求される。汗やホコリの侵入に対して効果的な密閉性を維持しながら、ワイヤーの動きを許可しなければなりません。
RICイヤーチップやイヤモールドもまた、特殊なデザインを採用しています。ハウリング防止に効果的なアコースティックバリアを形成するため、外耳道をしっかりと密閉する必要があります。これらの部品は通常、医療用シリコーンまたは熱可塑性エラストマー(TPE)を利用します。精密射出成形により製造され、様々な外耳道の寸法に対応できるよう、複数のサイズがあります。
カスタム補聴器デザイン
コンプリート・イン・カナル(CIC)およびインビジブル・イン・カナル(IIC)モデルは、小型化の限界に挑戦しています。そのプラスチック部品設計は、前例のない技術的課題に直面しています。これらの超小型デバイスのシェルサイズはわずか5mmから8mmです。しかし、この最小スペースにすべての電子部品を収納しなければなりません。
カスタム補聴器のプラスチック部品の製造には、ユニークな方法があります。それは、高度な3Dプリンティングと従来の射出成形を組み合わせたものです。ワークフローは、正確なユーザーデータのための3Dイヤースキャニングから始まります。この情報により、完全にパーソナライズされたイヤモールドとシェルの設計が行われます。次に、感光性樹脂が3Dプリンティングでマスターパターンを作成します。このマスターから射出成形用金型が作られます。最後に、完璧にフィットしたカスタム製品が製造されます。
このカスタマイズされた生産アプローチは、明らかな利点をもたらす。着心地が大幅に向上するのだ。さらに、音響性能も向上します。優れた外耳道密閉性により、音漏れやハウリングを低減します。その結果、ユーザーはよりクリアで自然なサウンドを体験できます。同時に、深く隠されたデザインは、慎重さを求めるユーザーの強い要望を満たします。製造の観点からも、この方法は重要な美的・機能的要求を満たしています。
人間工学的設計の原則と快適性の最適化
快適な装用感の実現は、補聴器のプラスチック部品を設計する際の中心的な目標です。この目標は、主観的な感覚にとどまらず、厳密な人間工学の原則に基づくものです。
耳の形態適応と装着性
個人の耳の対称性、性別、コンチャの寸法などの要因が、快適性に大きく影響するという研究結果がある。 [3]. .そのため、補聴器の設計は解剖学的特性を十分に考慮する必要があります。これにより、長時間の快適な装用が保証されます。.
ビハインド・ザ・イヤー(BTE)デバイスの主な接触部位は、耳根部と耳介後部です。そのため、プラスチック部品の設計は、これらのゾーンの輪郭に基づいて最適化する必要があります。正確な曲率設計と一体化されたクッション構造は、局所的な圧迫点を最小限に抑えます。先進的なデザインは「マルチポイントサポート」の原理を採用しています。イヤーフックとハウジングには複数の接触点があり、デバイスの重量をより広い範囲に分散させます。このアプローチは快適性を著しく向上させます。 [4].
耳かけ型については、快適さは主に外耳道のフィット感に左右される。興味深いことに、ウォーキングやエクササイズのようなダイナミックな活動時には、ユーザーはやや大きめで、より安全なフィッティングを好むことが研究で明らかになっています。逆に、座っているときは、小さくて目立たないサイズが好まれます。そのため、設計者は、外耳道の圧迫感を最小限に抑えながら、運動時に確実なフィット感を確保するという課題に直面しています。
軽量設計戦略
軽量化は装用感を向上させる直接的な方法です。最新の補聴器は、より軽い素材と構造の最適化により、最小限の質量を実現しています。例えば、高級なRIC補聴器の重量はわずか4~5gです。これは、7~10グラムの従来のBTE補聴器に比べ、大幅な軽量化になります。
では、軽量化はどのようにして達成されるのだろうか?低密度のエンジニアリングプラスチックを選択する、強度を維持しながら肉厚を最小化する、中空構造や発泡技術を導入する、構造的に最適化して材料の使用量を削減する、例えば、以下のような方法があります。 肋骨 厚い壁の代わりに。.
圧力分布の最適化が重要
軽量機器であっても、持続的な圧力がかかると不快感が生じます。そのため、部品全体にかかる圧力を最適化することが不可欠です。プラスチック部品の設計では、合理的な曲率と材料の組み合わせを利用して、より大きな接触面積に力を均等に分散させます。
革新的なデザインは、「ソフトとハードのコンビネーション」アプローチを採用。重要な圧力のかかる部分には、柔らかいシリコンやTPE素材を採用し、優れたクッション性を実現しています。例えば、ある種のオープンフィット補聴器は、医療グレードのニチノール記憶合金を使用しています。この素材はさまざまな耳の形に適応し、バランスのとれた3点支持を実現します。接触面積が大幅に増加し、安定性と快適性が自然に向上します。
換気設計の考慮事項
耳かけ型補聴器のユーザーは、蒸れや湿気の蓄積を頻繁に訴えます。これは不快感や皮膚トラブルの原因となります。プラスチック部品の設計は通気性に対応する必要があります。戦略的に配置された通気口や通気性の良い素材は、外耳道の通気性を改善します。
しかし、バランスを取る必要がある。通気孔が大きいと空気の循環はよくなるが、低域の増幅が損なわれる。小さな通気口は効果がない。最新の設計では、複数の小口径通気口という妥協案を採用するのが一般的です。このソリューションは、音響性能に大きな影響を与えることなく、必要な通気性を維持します。ユーザーの視点から見ると、このバランスの取れたアプローチは、快適性と音質の両方のニーズに対応しています。
インタラクティブなデザインと操作の利便性
ユーザーが補聴器をどのように操作し、対話するかは、ハウジング上のプラスチック部品によってほぼ決定されます。一見シンプルに見えるこれらのボタンやインターフェイスには、かなりの設計ノウハウが必要です。
ボタンとコントロール・インターフェースのデザイン
インタラクションは、主にボタン、ノブ、インジケーターランプを通して行われる。これらの要素を設計する際には、特に高齢のユーザーによく見られる手の器用さの低下を考慮し、ユーザーの習性を十分に考慮する必要がある。
ボタンはインタラクションの中核をなす。例えば、静かな環境、騒がしい環境など)1つはプログラム切り替え用、もう1つは音量調整用です。これらは、明確な触覚フィードバックを提供しながら、正確な操作が要求されます。その寸法は慎重に検討され、直径は通常5mm以上、移動距離は少なくとも1.5mmです。これらの仕様は主に、指の柔軟性が限られているユーザーの正確な操作を保証するものである。
素材選びも同様に重要だ。プレミアムモデルでは、ボタンにツーショット成形(オーバーモールディング)を採用することが多い。柔らかいシリコンの外層は、肌に優しく快適な手触りを提供する。硬いプラスチックの内層は、構造的な完全性を保証します。このデザインは、触感を向上させるだけでなく、ボタンの耐久性を大幅に向上させます。
触覚フィードバックデザイン
明確な触覚フィードバックは、特に視覚補助のないブラインド操作には不可欠です。設計者は、プラスチック部品の表面テクスチャ、形状のバリエーション、キーの移動を通して、明確な操作信号を伝えます。
独創的なデザインは、さまざまな機能ボタンに異なる形状を割り当てている。例えば、丸いボタンは音量を調節し、四角いボタンはプログラムを切り替えます。また、ボタンの表面には、滑り止めパターンや小さな凹凸など、さまざまなテクスチャーが施されており、触っただけで区別できるようになっています。また、一部のキーは「2段階」トラベル・デザインを採用している。最初に押すとわずかに抵抗があり、さらに押すと機能が完全に作動する。誤操作を効果的に防ぎます。
インジケーターとステータス表示デザイン
ユーザーは機器の状態を明確に認識する必要があるため、表示灯が必要となる。ここではプラスチック部品が重要な役割を果たし、光透過性と美観の両方が要求される。
インジケーターのデザインには、一般的にライトガイド構造が使用される。基本的に、プラスチック部品内部の透明な柱が、回路基板上の小さなLEDから可視表面位置まで光を導く。これらのライトガイドは通常、透明なPCまたはPMMA材料を採用している。その表面には特殊な光学処理が施され、放出される光が均一でソフトに見えるようになっています。
高級補聴器には、色が変化するRGB LEDが搭載されています。緑は正常動作、赤は電池残量低下、青はブルートゥース接続を示す。プラスチック製のハウジングは、これらの光と協調し、状態を即座に認識できるよう適切な光透過窓を設計する必要があります。
バッテリー・コンパートメントの設計革新
バッテリー・コンパートメントは、最も頻繁に使用される部品のひとつです。そのデザインはユーザー・エクスペリエンスに直接影響を与えます。長い時間をかけて、そのデザインはシンプルなものからインテリジェントなものへと進化してきました。
人気のイノベーションは、バッテリー・コンパートメントを電源スイッチと一体化させたものだ。コンパートメントを開けると自動的に電源が入り、閉じると電源が切れる。この設計により、操作手順が簡素化され、部品点数が削減され、偶発的な起動のリスクが最小限に抑えられます。
コンパートメント自体には通常、高強度エンジニアリング・プラスチックが使用されている。内部では、金属接点が電気的接続を確保する。充電式モデルの場合、プラスチック部分には充電用の接点やポートも組み込まれていなければならない。これらの接点には、酸化を防ぎ、安定した充電を確保するために金メッキが施されることが多い。重要な設計上の課題は、汗による腐食や物理的な損傷からプラスチック構造で保護しながら、これらの接点に簡単にアクセスできるようにすることにある。実用的な観点からは、長期的な信頼性を確保するためには、アクセス性と保護性のバランスが非常に重要です。
構造設計の課題と解決策
補聴器用プラスチック部品の設計は、技術者にいくつかの厄介な課題を突きつけます。その解決策は、製品の信頼性とユーザーエクスペリエンスを直接左右します。
防水・防湿の課題
補聴器は日常的に汗や湿気、そして雨にさらされます。そのため、防水性と防湿性が最大の関心事となります。従来の解決策は、主にナノコーティングと物理的シーリングの2つの技術に頼っていましたが、それぞれに限界がありました。
ナノコーティング技術により、部品表面に極薄の疎水性被膜を形成。スマートフォンのスクリーン・コーティングと同様、水滴を効果的にはじく。とはいえ、汗に含まれる小さな電解質イオンに対する保護には限界がある。シリコン・ガスケットや超音波溶接のような物理的な密閉技術は、初期の密閉性には優れている。しかし、汗に長時間さらされると、シリコーン材料が膨張して老化し、時間とともにシール性能が低下する。
現実的には、IP68の最高等級(通常1.5メートルまでの水没を示す)であっても、汗の浸透や腐食を完全に防ぐことは難しい。
この矛盾を解決するために、最新の補聴器は普遍的に「多層防水」戦略を採用しています。電池室やボタンのような重要な部分には、設計者は精密なツーショット成形を採用しています。この工程では、硬質プラスチックと軟質シリコーンを1回のサイクルで結合させ、シームレスな密閉を実現します。より高度な設計では、筐体内部に連続したシール用リブを組み込んでいます。例えば、V字型のリブ(高さ0.15mm、幅0.3mm)や丸いチューブ状のリブ(半径0.26mm)などがあります。これらのミニチュア構造は、最小限の内部空間を占めながらも、ラビリンスのように効果的に水分の浸入をブロックします。
熱管理に関する考察
特にハイパワーモデルでは、動作中に内部のチップやコンポーネントが発熱します。熱が速やかに放散されないと、部品の寿命や性能に影響します。また、耳の中が暖かく感じることもあります。
そのため、プラスチック部品のデザインは、美観と放熱効率のバランスを取る必要があります。ハウジングの表面積を増やしたり、内壁に小さな冷却フィンを組み込んだりして、熱の放出を促進する設計もある。材料の選択も同様に重要です。炭素繊維や金属粉末を加えた特殊なエンジニアリング・プラスチックを使用することで、筐体固有の熱伝導性を高めることもあります。
機能が豊富なハイエンドのデジタル補聴器では、チップの消費電力が高くなるため、熱管理がより急務となります。革新的なソリューションは、プラスチック部品内に専用の熱伝導チャンネルを設計します。これらの熱伝導路は、一次熱源から放熱のための特定のハウジング領域へと熱を正確に導きます。同時に、内部部品のレイアウトを最適化することで、熱を発生する要素を集中させ、対応するハウジング部分の冷却構造を強化します。
耐衝撃性と構造強度設計
日常生活での落下や衝撃は、補聴器の耐久性を著しく低下させます。プラスチック部品は、内部の精密な電子機器を保護するために、軽さと頑丈さのバランスを取る必要があります。
構造強度の確保は、均一な肉厚分布と合理的なリブ設計にかかっています。経験則として、隣接する部分間の肉厚のばらつきは、理想的には40%から60%の範囲内に抑える必要があります。局部的な厚肉部や薄肉部を避けることで、不均一な収縮による変形や応力集中を効果的に防ぐことができます。ボタン周辺部やバッテリー・コンパートメント界面のような重要な応力部分には、補強リブや局所的な厚肉化が必要です。
最先端のデザインの中には、自然からインスピレーションを得て、ハニカム構造やアーチ状の生体模倣構造を採用したものさえある。これらは、重量を減らしながら強度を大幅に向上させる。今日、エンジニアは有限要素解析(FEA)のような最新のツールを活用している。FEAは、落下やスクイーズ衝撃に対するプラスチック部品の挙動を計算でシミュレートします。これにより、金型製作前に設計を予測し、最適化することができる。
音響フィードバック制御
一般的な「口笛」音は、専門的には音響ハウリングと呼ばれ、増幅された音が外耳道から漏れてマイクロホンに再捕捉され、ループが生じることで発生します。プラスチック部品の設計は、この問題を制御するために非常に重要です。
まず、イヤモールドとイヤーチップは外耳道と効果的なシールを形成し、音漏れを物理的に低減する必要があります。最新の設計では、高精度の耳とのマッチングと特殊なシール構造により、ハウリングの確率を大幅に低減しています。革新的なソリューションの中には、より弾力性のある素材を使用したものもあります。その変形能力は様々な外耳道形状に適応し、優れた密閉性を実現します。
第二に、補聴器内部の音伝導経路(音導管)の設計も同様に重要です。その長さ、直径、形状を正確に計算することで、音響特性が調整されます。音響経路に小型の音響ダンパーや共鳴室を組み込んだ設計もあります。これらの部品は、ハウリングを起こしやすい特定の周波数を減衰させ、口笛を効果的に抑制します。音響の観点からは、このような的を絞ったアプローチにより、顕著な性能向上が実現します。
製造可能設計(DFM)の原則
補聴器のプラスチック部品を設計する際に考慮すべきことは、機能や美観だけではありません。効率的で費用対効果の高い製造が保証されなければなりません。これは 周波数変調.
金型設計の原則と最適化戦略
金型設計段階におけるいくつかの基本原則は、後の生産における数々の問題を防ぐ。
主に、排出設計が重要である。金型内のすべての垂直面に十分な抜き勾配をつけなければなりません。簡単に言えば、わずかなテーパーが不可欠であり、一般的には1度以下である。これにより、成形されたプラスチック部品が、くっついたり傷ついたりすることなく、金型からスムーズに排出されるようになります。表面にテクスチャーを施したり、光沢仕上げを施したりする場合には、抜き勾配はさらに大きくなります。
次に、肉厚を均一にすることが鉄則です。肉厚に大きなばらつきがあると、冷却収縮が不均一になる。これは反りやヒケなどの欠陥につながりやすい。実用的なガイドラインは、隣接する領域間の肉厚のばらつきを40%から60%以内に抑えることです。さらに、過度に厚い壁は材料を浪費し、コストを上昇させ、サイクルタイムを長引かせ、内部ボイドを引き起こす可能性があります。
では、どうすれば肉厚を減らしながら強度を維持できるのか。その答えは、戦略的なリブ設計にあります。リブの厚さは通常、隣接する肉厚の60%を超えてはならない。高さは肉厚の3倍を超えてはなりません。さらに、リブの配置は金型内のプラスチックの流れ方向を考慮し、スムーズな充填の妨げにならないようにする必要があります。
組立設計の原則
優れたデザインは、組み立て工程を単純化し、スピードアップし、信頼性を高めるものでなければならない。
モジュラー設計は優れたアプローチを提供します。製品を機能的に独立したモジュールに分割することで、同時組み立てが可能になり、効率が飛躍的に向上する。プラスチック部品そのものは、位置決めや接続が簡単にできるように設計する必要があります。. スナップフィット, また、スロットなどの小さな特徴により、迅速で正確な組み立てが可能です。.
ガイド構造、位置決め溝、アライメントマークなど、自己位置決め機能を部品に組み込むことで、作業者が部品を素早く位置決めし、調整時間を短縮することができます。意図的に部品を非対称にする設計もあります。これにより、逆付けなどの組み立てミスを未然に防ぐことができます。
接続方法については、スナップフィットジョイントが低コストと高速性から補聴器に広く使用されています。効果的なスナップフィットを設計するには、プラスチックの弾性、スナップアームの形状、係合力、保持力を考慮する必要があります。適切なアンダーカット角度と肉厚は、確実で耐久性のある接続を保証します。
コスト管理と大量生産への配慮
品質に妥協することなくコストを削減することは、DFMの永遠の目標である。
材料コストの最適化は重要な分野である。これには、材料使用量を減らすために部品形状を最適化すること、費用対効果の高い代替材料を選択すること、調達コストを下げるために標準的な原材料仕様を優先することなどが含まれる。同時に、合理的な金型設計は材料利用を改善し、無駄を最小限に抑えます。
生産効率を高めることは、コストを効果的に管理することにもつながる。例えば、マルチキャビティ金型の使用(射出サイクルごとに複数の部品を生産)、温度や圧力などのプロセスパラメーターの最適化、デフラッシングや研磨などの二次作業の最小化などが挙げられる。. ホットランナー技術 自動化された組立ラインは、労働力への依存を減らし、一貫した品質を保証します。.
品質管理コストも見逃せない。優れた設計によって潜在的な品質問題を未然に防ぐことで、検査コストやスクラップ率を削減することができる。例えば、重要な部分を補強することで製品の信頼性を高め、標準化を進め、部品の種類を減らすことで在庫管理を簡素化する。これらはすべて、コスト管理に貢献する。
テストと検証の原則
完成した製品は、品質と信頼性を確保するために厳格なテストを受けなければならない。DFMは、早い段階で便利で効果的なテストを促進する方法を検討しなければならない。
テスト容易性を考慮した設計とは、設計段階で後続のテストに便利なようにすることである。例えば、回路チェックのためにプラスチック部品にテストポイントを確保すること、分解せずに内部の状態を見るために透明な検査窓を設計すること、自動機器統合のために標準化されたテスト・インターフェースを実装することなどが挙げられる。
具体的な試験方法は、製品の特性や品質要件によって異なる。一般的な試験には、精密工具による寸法測定、目視検査(手動またはマシンビジョン)、実際の使用シナリオをシミュレートした機能試験、加速信頼性試験などがあります。補聴器用プラスチック部品では、音響性能、侵入保護等級、機械的強度が最優先の試験項目です。
トレーサビリティ・システムの確立も重要である。成形部品にシリアル番号、製造日、バッチコードなどの恒久的なマーキングを施すことで、原材料から完成品までの完全なトレーサビリティが可能になります。これにより、問題の迅速な特定と回収が容易になるだけでなく、厳しい医療機器業界の規制にも適合する。生産ラインの観点からは、このトレーサビリティは品質保証に不可欠です。
優れた補聴器デザインの評価
01.オルディ人工内耳
オルディ人工内耳は、重度難聴者のために特別に設計された革新的な製品です。スタイリッシュなイヤホンデザインで、骨伝導技術を採用し、装着が簡単です。Bluetooth 5.0とスマートフォンとの接続により、ユーザーは自由に音楽を楽しむことができます。
左右のサウンドプロセッサーは、それぞれの耳の難聴の度合いに基づいて左右のバランスを自動的に調整することができ、聴覚に障害を持つユーザーにより快適で個別の聴覚体験を提供する。





デザイン:チャン・ウジン
02.SILVER EGG イヤホン
この聴覚イヤホンの充電ケースは卵のような外観を誇り、その滑らかでエレガントな曲線は製品に親しみやすさを与えるだけでなく、ユーザーに心理的な安心感を与える。
デザイン要素を減らすことで直感的な機能を実現し、初めて使う人が直感的に操作できるようにする。
さらに、充電ケースの底部にある拡張可能なバッテリー設計により、バッテリー寿命が効果的に延長され、長時間の使用にも対応します。全体的なデザインは、聴覚障害者のニーズに対する深い理解と配慮を反映し、美しさと実用性を兼ね備えています。





デザイン:アンコール
03.ヒアロ補聴器
Hearoは、重要な音を振動リングを通して触覚信号に変換し、睡眠中の状況認識を維持するのに役立つ。
本製品は、夜間に火災報知器などの重要な音が聞こえない聴覚障害者の不安を解消し、生活の質を向上させることを目的としている。装着感と使いやすさを最優先した設計で、安心・安全にお休みいただけます。





デザイン:ノ・ヒョンジェ
04.JINGHAO JH-A40 補聴器
ユニークなスペースカプセルのコンセプトから着想を得たデザインは、軽度から中等度の難聴の方に個人に合わせたサポートを提供します。コンパクトでほとんど目立たない外観は、審美的に美しいだけでなく、装用者の自信を高めます。
高度なデジタルチップにより、騒音下でも最適な聴覚体験を保証します。
さらに、電話、音楽、テレビの音声を直接送信できるストリーミング機能にも特化している。直感的な操作と15時間を超えるバッテリー持続時間により、日常使用における利便性と快適性をさらに高めている。




デザイン:JingHao
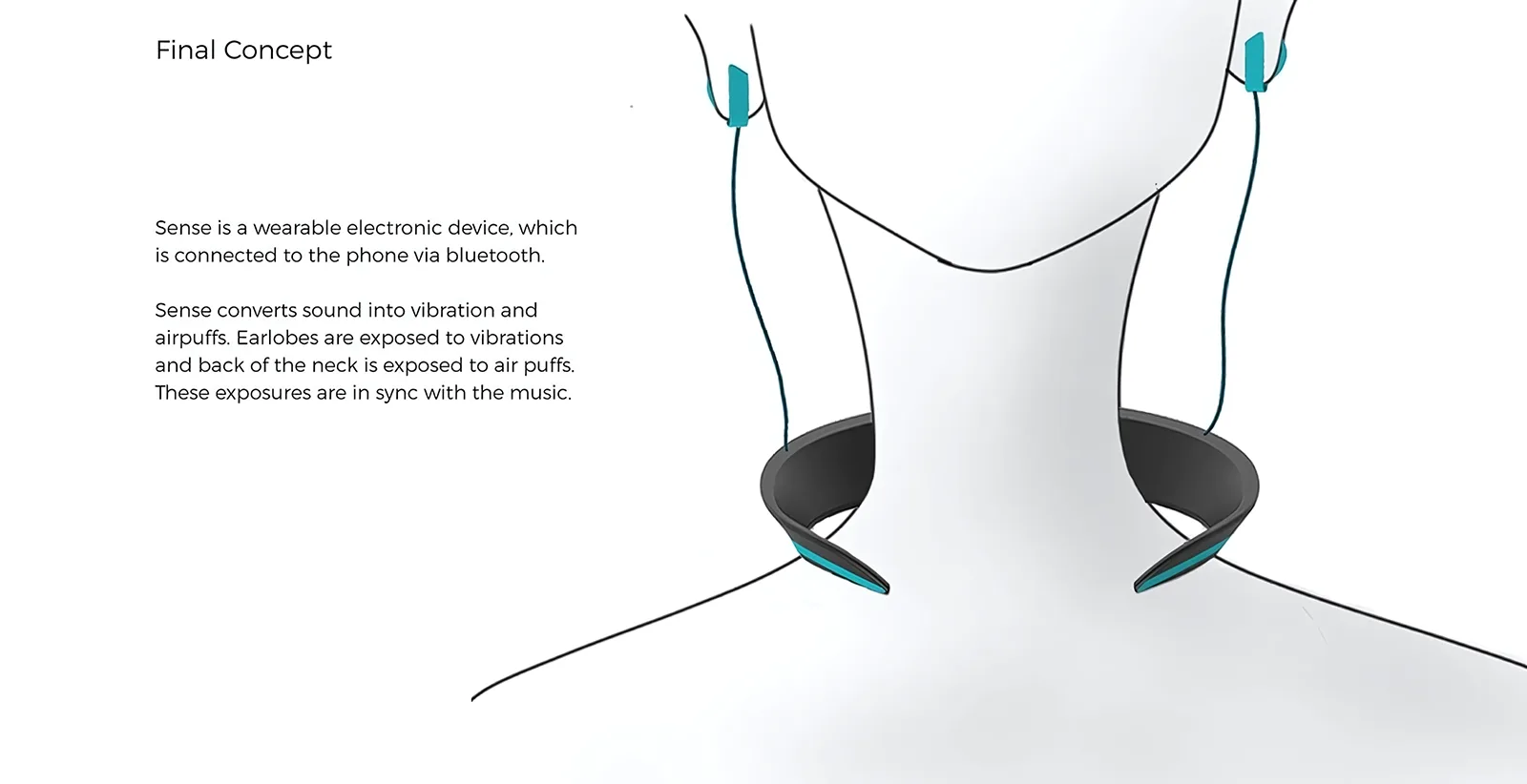
05.センス
この首かけ型補聴器は、スポーツ用ワイヤレスイヤホンに似ており、安定性に優れ、電池寿命が長い。



デザイン:ペイチー・タン
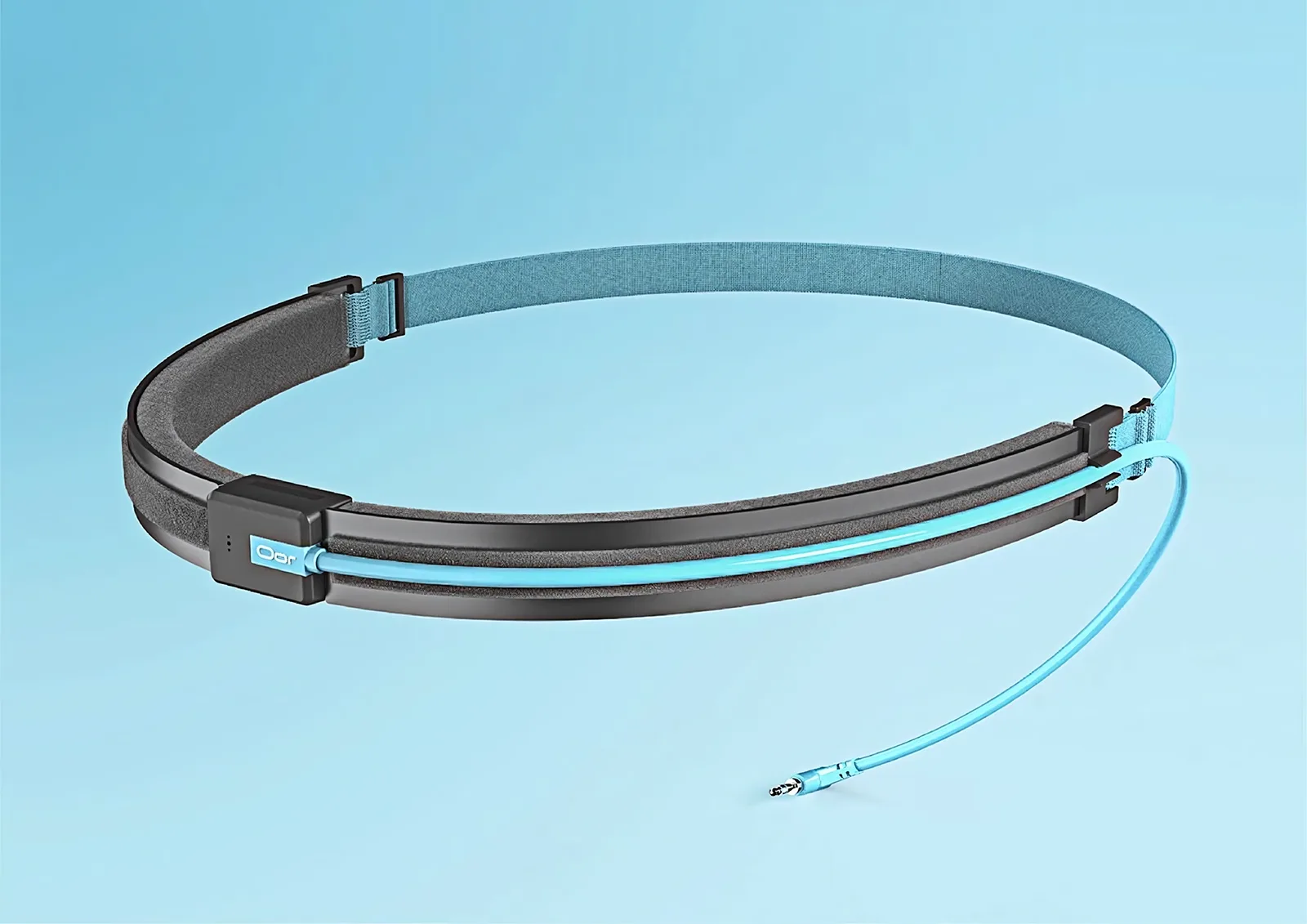
06.ウーア - 低価格補聴器
これは低価格で環境に優しい補聴器ソリューションである。スマートフォンを音声受信・処理モジュールとして使用し、骨伝導イヤホンと組み合わせる。


デザイン:アンドレス・バルビエリ
結論と展望
5.1 基本設計原則のまとめ
補聴器プラスチック部品の構造および外観設計の詳細な分析を通じて、私たちはいくつかの核となる設計原則を抽出することができます:
科学的な素材選びが基本補聴器に使用するプラスチックの選定には、コストだけでなく複数の要素を評価する必要があります。生体適合性、機械的強度、加工性、最終的な価格など、すべてを考慮しなければなりません。ABS、PC、シリコーン、アクリル樹脂のような一般的な材料は、それぞれ明確な目的をもっています。特に皮膚に接触する部品には、人体への安全性と長期間の耐久性を確保するために、医療グレードの基準を満たす材料が必要です。
合理的な構造設計が最も重要です。プラスチック部品の構造は、均一な肉厚を維持し、金型からの排出を容易にし、日常使用に十分な強度を提供するという基本原則に従わなければなりません。戦略的なリブ配置、最適化された肉厚分布、適切な抜き勾配は、製造性とともに信頼性の高い性能を可能にします。特に小型化のトレンドは、限られたスペースの中で完全な機能を統合する上で、設計者の技術力と創造性が問われます。
人間工学はユーザーエクスペリエンスに直接影響します。快適な装着感は、長期的なユーザー受容性を決定します。正確な耳のマッチング、合理的な圧力分布、厳格な重量管理は、快適性を大幅に向上させます。現代のデザインは、パーソナライズされたカスタマイズがますます好まれるようになっています。3Dスキャニングと3Dプリンティングを活用してカスタムフィットのデバイスを作成することは、快適性向上のための効果的なアプローチとなっています。
人間中心のインタラクションデザインはユーザビリティに影響します。ボタン、インジケータ、バッテリー・コンパートメントなどのコンポーネントには、ユーザーのニーズ、特に手先が不自由になる可能性のある高齢者のニーズを十分に考慮したデザインが必要です。適切なサイズ、明確な触覚フィードバック、および直感的な操作ロジックは、すべてのユーザーにとってのアクセシビリティを保証します。
高度な製造工程が設計の実現を可能にする射出成形技術の選択と最適化は、最終製品の品質とコストに直接影響します。ツーショット成形、インサート成形、精密マイクロ成形などの高度な技術は、複雑な設計コンセプトの実現に役立ちます。同時に、製造可能設計(DFM)の原則を厳守することで、生産効率を高め、製造コストを抑制します。
技術動向とイノベーションの方向性
今後、補聴器のプラスチック部品設計はいくつかの軌道に沿って進化していく:
インテリジェンスと自己適応技術が主流になる。将来の補聴器は「より賢く」なり、環境の変化に応じて自動的に設定を調整するようになるでしょう。その結果、プラスチック部品の設計は、より多くのセンサーを統合し、アンテナ性能を最適化し、効率的な熱管理ソリューションを提供するなど、これらの機能に対応する必要があります。
パーソナライズド・カスタマイゼーションが普及する。3Dスキャンと3Dプリンターが成熟し、コストが下がるにつれて、カスタムフィットの補聴器シェルが標準サービスになるかもしれません。そのためには、設計者がデジタルツールを使いこなし、個別の設計要求に迅速に対応することが求められます。
新素材と新プロセスは、絶えず限界を押し広げるだろう。材料科学の進歩は、より高性能で機能的なプラスチックを生み出すだろう。自己修復するスマート材料、環境に優しい生分解性オプション、特殊な光学的/電気的特性を持つ材料などである。一方、アディティブ・マニュファクチャリング(3Dプリンティング)やナノマニュファクチャリングのような新しい製造プロセスは、新しいデザインの可能性を解き放つだろう。
持続可能な開発は重要性を増すだろう。環境保護と持続可能性は、今や世界的なコンセンサスとなっています。これからの補聴器設計は、材料のリサイクル性、エネルギー効率の高い生産、製品の寿命など、ライフサイクル全体における環境への影響を考慮しなければなりません。設計者は、卓越した性能と環境への責任のバランスを取らなければなりません。
デザイナーへの提言と行動指針
この分析に基づき、私たちは補聴器設計者に以下の提言を提案します:
継続的な学習とスキルアップは不可欠です。急速な技術革新は、デザイナーに学習意欲を維持し、知識ベースを常に更新することを要求する。特に、新しい素材、プロセス、技術に注目し、最新の設計ツールやシミュレーション・ソフトウェアを習得する必要があります。
分野横断的なコラボレーションを重視する。現代の補聴器設計は、音響学、電子工学、材料、力学、人間工学を含むシステム工学的な取り組みです。単独でのアプローチは時代遅れです。デザイナーは、複雑な技術的課題を解決するために、音響エンジニア、電子エンジニア、材料スペシャリスト、およびオーディオロジストとのコミュニケーションとコラボレーションに優れていなければなりません。
デザインの出発点としてユーザーニーズを深く理解する。最終的なゴールは、ユーザーの問題を解決することです。そのため、デザイナーはさまざまなユーザーグループ(特に高齢者や子供)の真のニーズやペインポイントを理解することに時間を割かなければなりません。ユーザー・インタビュー、ユーザビリティ・テスト、市場調査は、デザインの反復を導くための直接的なフィードバックを提供します。
競争上の差別化のために革新的思考を養う。デザイナーは既成概念に挑戦し、新しいデザインコンセプトや手法を試すべきだ。他の業界(家電やウェアラブルなど)からインスピレーションや経験を引き出すオープンな考え方を維持することも同様に重要です。
医療製品設計者の基本である品質意識の強化。補聴器の信頼性と安全性は最も重要です。設計者は、DFM、厳格な試験、継続的な最適化を採用し、あらゆる設計段階を通じて厳格な品質基準を維持し、100%が規制や規格に適合するようにしなければなりません。
チームワークとコミュニケーション能力を高める。複雑な製品開発はチーム力に依存します。デザイナーには、設計意図やソリューションの価値を多様なチームメンバーに明確に伝え、理解と支持を得て、プロジェクトを共同で成功に導くための強力なコミュニケーション能力が求められます。
結論として、補聴器のプラスチック部品設計は、困難であると同時に非常に価値のあるものです。技術の進歩やユーザーニーズの多様化に伴い、設計者は継続的な専門的開発と最新情報の入手によってのみ、満足のいく結果を提供することができます。科学的な設計、先進的なプロセス、絶え間ない技術革新によって、未来の補聴器は世界中の聴覚障害者に、よりクリアで快適な、より良い生活体験を提供できると信じています。実用的な観点から、この全体的なアプローチは、ユーザーの満足と技術の進歩の両方を保証します。
参考文献
[1] Fortune Business Insights.(n.d.).*補聴器の市場規模、シェア、COVID-19影響分析*.取得元 https://www.fortunebusinessinsights.com/industry-reports/hearing-aids-market-101573
[2] McCroskey, J. (n.d.). 補聴器の快適性はすべてのユーザーの満足に不可欠.マックロスキーのベター・ヒアリング検索元 https://www.mccroskeysbetterhearing.com/hearing-aid-comfort-crucial-for-all-users-satisfaction/amp/
[3] Narne, V. K., Prabhu, P., & Kumar, K. A. (2022).補聴器装用が難聴者の音楽知覚とQOLに及ぼす影響. 聴覚の動向, 26.パブコメ https://doi.org/10.1177/23312165221112927
[4] Plyler, P. N., Hill, A. B., & Trine, T. D. (2012).補聴器使用者の客観的および主観的性能に対する拡張の効果. 米国聴覚学会誌, 23(6), 435-449.パブコメ https://doi.org/10.3766/jaaa.23.6.3











