

2プレート金型と3プレート金型の基本的な違いは、型開きの際の金型の分離方法と、成形品に対するランナーシステムの管理方法にあります。射出成形サイクルの中でそれぞれの金型が機能する背景となるこれらの構造上の違いを説明するのに、次の図がよく使われています。.
構造建築
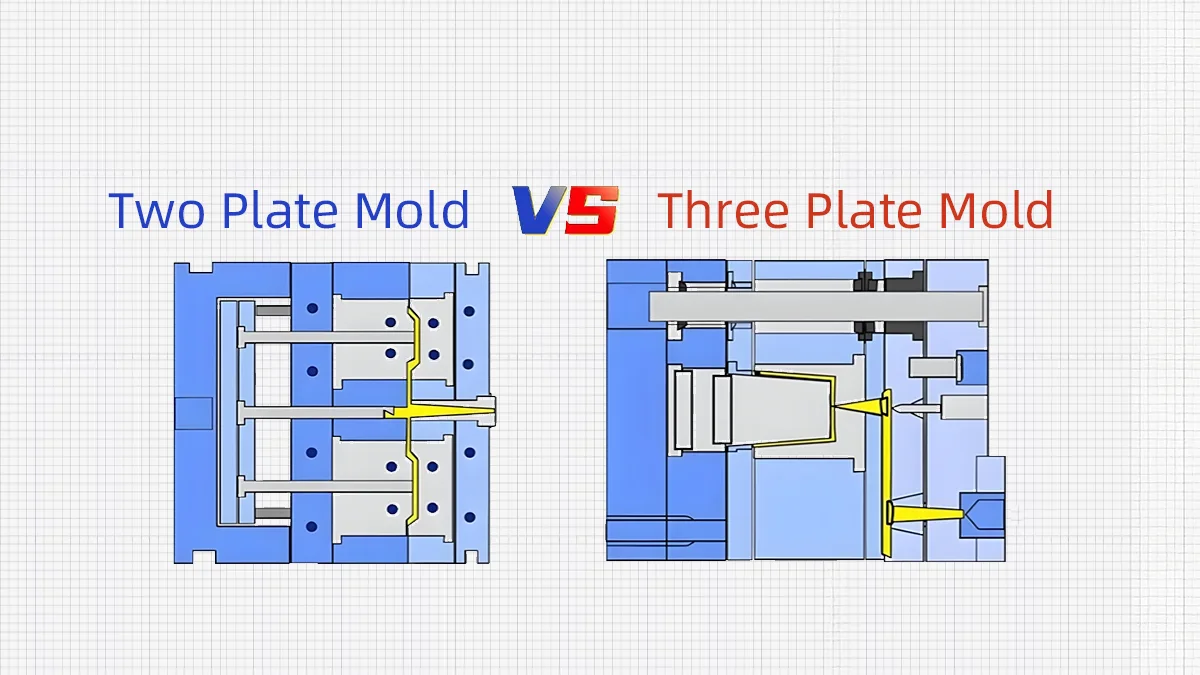
2プレート金型構造

2プレート金型では、1つのパーティングラインが固定ハーフと可動ハーフの間に配置されます。型開きの際、成形品とランナーシステムは同じ側に残り、エジェクターシステムが同時に押し出すことができます。 [1].
二枚板金型の機械的効率は、工学的見地から見ても効率的である。型開きの短いストロークの使用、クランプ力の使用の最適化、運動学の単純化も成形プロセスの特徴である。.
3プレート金型構造

3枚板の金型にもう1枚板を追加し、2つのパーティング・プレーンを作る。型開きの順序は、型開きの場合は順次です:
- 第一の開口部は、キャビティ・プレートとランナー・システムをつなぐ。.
- 第二の開口部は、それ自体を射出するように成形された部分を修飾する。.
この構造では、ランナーの分離は余分な装置なしで自動的に行われるプロセスである。しかし、追加プレートは、金型の高さ、金型の初期ストローク、機構の複雑さを増加させる。.

ゲート設計とゲーティングの柔軟性
2プレート・モールド・ゲーティング
2つのプレート・モールド・ゲートは、プライマリー・パーティング・ラインに沿ってのみ配置されるか、または以下のような補助的な特徴を持つ:
- エッジゲート
- 海底(トンネル)ゲート
- ファンゲート
排出時の部品は、一体部品であるために取り外しができないため、化粧品の後処理や自動ゲート除去が必要になる場合がある。ゲート跡は、特に外観が重要な部品において、設計上の考慮事項の一つである。 [2].
3プレート・モールド・ゲーティング
3プレート金型は、ピンポイントまたはダイレクトスプルーゲートを部品表面の任意の場所に配置するオプションを提供します。これは特に次のような場合に便利です:
- センターゲートでも同様のセクションがある。.
- マルチキャビティ・バランスフロー金型。.
- 複雑な形状で、ゲートへのアクセスが少ない。.
自動2ウェイランナー分離は、汚染されたゲートの残骸を少なくし、二次作業を最小限に抑えます。.
ランナーの行動と製品の分離行動
| 特徴 | 2プレート金型 | 三板金型 |
|---|---|---|
| ランナー分離 | 手動または自動下流 | 型開き中は自動 |
| スクラップ処理 | ディランナーが必要 | セルフセパレーション |
| 型開きシーケンス | シングルステージ | マルチステージ |
| 部品損傷のリスク | ランナーが絡むと高くなる | 孤立による低下 |
コスト構造と経済的トレードオフ
金型費用
- プレート2枚の金型では、プレートの枚数が少なく、機械加工も少なくて済み、精密アライメントの部品も少なくて済む。.
- 3プレート金型では、加工精度、ガイド部品、金型の組み立てにかかる時間が増える。.
運営コスト
- 2プレート金型は、自動化された金型の場合を除き、下流のハンドリングに追加費用がかかる。.
- 3プレート成形は人件費の削減を可能にするが、可動インターフェイスが増えるため、メンテナンス率が上がる可能性がある。.
ライフサイクル経済学
2プレート金型は、少量生産の場合、ほとんどの場合安価である。3プレート金型は、手作業による脱ゲートをなくし、サイクルの均一化を促進することで、初期コストの高さを相殺するため、大量生産時に採用されることがある。.
アプリケーション・シナリオと産業用ユースケース
2プレート金型アプリケーション
- シンプルなハウジングとカバー
- 耐容性のある化粧品が要求される要素。.
- ごく少量から平均的な製造量。.
- ホットランナーの統合
3プレート金型アプリケーション
- バランスド・ゲーティング・マルチキャビティ・ツール。.
- 強烈な表面志向の要素。.
- 自動化されなければならない大規模生産。.
- センシティブ・コールドランナー・システムは、ランナーのスクラップ管理にセンシティブである。.
ホットランナー金型との関係
と ホットランナー金型, ホットランナーシステムは、コールドランナーを完全に排除する。ホットランナーシステムはコールドランナーを完全に排除し、その過程で
- 材料の無駄を取り除く。.
- サイクルタイムの短縮
- 溶融温度の一貫性を高める。.
実際には
- ホットランナー金型のほとんどは、ランナーを分離する必要がないため、2枚プレートになっている。.
- 3プレート金型はホットランナー金型として知られ、非常にまれで、特殊なマルチゲートまたはシーケンシャルゲーティングにのみ使用される。.
ホットランナーは、ゲート形状が決定要因であることを除けば、3プレート金型から意思決定を移す傾向がある。.
金型選定決定ツリーと技術評価ロジック
2プレート、3プレート、ホットランナーの決定は、製造における部品設計の目的、製造効率、自動化、および長期的なコストを考慮した体系的な検討に基づいて行われる。決定プロセスは、決定される金型の種類よりもむしろ、工学的決定の合理的な進行の中で定義されるべきであり、各決定は潜在的な金型構造を除外する。以下のサブセクションでは、この決定の論理を説明する。.
ステップ1:製品外観の要件
金型の選択において最も重要で、最終的な決定を左右する要因は、多くの場合、製品の外観である。前者は、ゲートの位置、ゲートの名残の大きさ、または成形後の仕上げ要件を直接制約するからである。家電製品のカバー、自動車の内装、パネルの外観など、表面に強く見える部分がある部品は、ゲートのマーキングや平面度に対する要求が厳しい場合が多い。後者の状況では、ゲートの位置が正確で、ランナーの分離が精密に制御される金型構造が適用される。.
3プレート金型は、ピンポイントまたは中央にゲートを配置することができ、重要な美容領域から外れた場所に配置することができる。しかし、外観上の要求がそれほど大きくない場合や、ゲートの位置が見えない表面に隠せる場合は、2プレート金型を使用することもでき、適切に差別化されたトンネルゲートやエッジゲートと組み合わせることで、費用対効果が高く、効率的である。 [3].
ステップ2:製品構造とゲートへのアクセス性
外観の要件が満たされると同時に、製品の内部構造とゲートへのアクセス性を検討する必要があります。異なる壁厚、異なる流路長、または異なる機能的特徴を持つ複雑な形状を充填するためには、1つ以上のゲートが必要になる場合があります。 [4]. .この特徴は、流れのバランスが寸法の一貫性に必要なマルチキャビティ金型に便利である。逆に、形状が単純で流れ方向が予測できる製品は、1ヶ所でゲーティングすることが多いため、2プレート金型で十分な場合があります。.
ステップ3:生産量とコスト分析
生産量は、金型投資額を運用の節約で相殺できるかどうかを判断する上で極めて重要である。少量生産プログラムでは、2プレート・コールド・ランナー金型の容易さと初期費用の削減は、通常、自動ランナー分離やゲーティングの高い柔軟性の利点よりも優先されます。しかし、生産量が増加するにつれて、ランナー材料のコスト、ゲーティング解除に必要な労働力、サイクルの非効率性がますます重要になってきます。.
ホットランナー付き2プレート金型は、中程度の生産量では理想的なトレードオフとなり得る。大規模なプログラム(年間数十万個以上)の場合、3プレート金型または完全に最適化されたホットランナーは、手作業の介入を減らし、サイクルタイムを均一化し、より高度な自動化を可能にするという長期的なコストメリットをもたらす可能性があります。.
ステップ4:自動化と労働戦略
自動化戦略の選択は、金型構造の選択を直接決定する重要な決定基準である。手作業への依存度が高い製造工程では、特に労働力が安価であったり、生産量が少なかったりする場合、2プレート金型に特徴的なランナーアタッチメントを使用する余裕がある。ロボットによる部品ハンドリングやインライン検査など、より高度な自動化を目指す工場では、通常、下流段階での作業を簡素化する金型設計が有利になる。.
3プレート金型は、型開き時にランナーを分離し、二次ハンドリングの使用を最小限に抑えることで、自動生産に自然に適合する。 [5]. .2プレート金型は、ロボットによる取り出し、自動化されたデゲーテ ィング、コンベアベースの材料ハンドリングを使用する自動化セ ルに、有利に導入される可能性がある。ホットランナーシステムの導入に伴い、2プレート金型がしばしば選択されるのは、ランナーの除去により自動化が容易になり、また、このシステムは金型の複雑さを増加させることなくサイクルタイムを最小化するからである。.
ステップ5:長期的な製造戦略
評価ロジックの最後の段階は、製品の長期的な製造戦略である。金型構造は、設計のバリエーション、エンジニアリングの再設計、または不確実な需要特性が予想されるプログラムへの適応が容易であり、コストも低い。ゲート位置の変更、ランナーの形状や形状の変更、あるいはキャビティ自体の設計の変更も、限られた手直し、あるいは手直しなしで簡単に行えるため、通常、2プレート金型はこの面で柔軟性が高い。.
ホットランナーシステムや3プレート金型は、特にマニホールドのレイアウトやゲートの配置を変更する場合、より大きな改造作業が必要になる。生産ライフサイクルの長い、より安定した設計の製品では、3プレート金型やホットランナー金型の初期コストの増加は、長期的な生産における平均的な効率と低い運用コストによって補われる可能性があります。金型の選択を予想される製品寿命と安定性の両方に合わせることで、金型の選択が短期的な生産要件だけでなく、ビジネスの長期的な目標にも対応できるようにすることができます。.
2プレート金型の自動化を改善する道
二枚板金型は、ランナーが付いているにもかかわらず、新しい製造技術によって自動化されています。2プレート金型は、ランシステムとともに成形品を自然に噴出するにもかかわらず、現代の自動化技術により、このような金型はかなりの生産性、均一性、労働経済性を達成することができます。2プレート金型は、ロボット工学、自動デゲート、品質管理、ホットランナーを戦略的に導入することで、厳しい産業環境に対応できる高度に自動化された製造ツールに変えることができる。.
1.ロボットによる部品とランナーの分離
自然なランナー分離ができない金型では、この欠点に対処するため、ロボットによる成形品とランナーの分離が一般的に採用されている。典型的な生産セルには6軸ロボットがあり、金型が開くと成形品とランナーアセンブリを取り出し、成形品の形状や金型の向きに関係なく均一な取り出しが行われます。ロボットはアセンブリを特別な分離ステーションに再配置し、そこでランナーを機械的にスナップまたは切断し、完成部品を下流に移動させる。.
2.自動デゲートシステム
ランナー除去を標準化し、人手による作業を減らすデゲートシステムを自動化することで、2プレート金型の効率は向上する。これらのシステムには、ゲートの位置によって制御される切断または切り取り工程が組み込まれており、ゲートの名残が各生産ロットで同じようなサイズになるように固定されています。ロボット・ハンドリングと組み合わされた自動脱ゲートは、成形サイクルそのものの延長であり、下流工程ではない。.
3.金型内および金型後の品質自動化
品質の自動化により、2プレート金型は、従来、より複雑な金型にリンクされていたのと同程度のプロセス制御で稼動することができる。センサーは金型内に設置され、キャビティ内の圧力と温度のデータをリアルタイムで送信する。さらに、ゲート不良、充填不良、排出不良を即座に検出するための検査システムも設置されている。.
4.2プレート金型+ホットランナー+ロボット:一般的な産業ソリューション
ホットランナーとロボット制御を組み合わせた2プレート成形は、現代の射出成形において最も効果的で最も人気のある成形のひとつです。ホットランナーにより、脱ゲート、材料使用の必要性がなくなり、2プレート構造により金型の複雑さが制御されます。部品の自動取り出しはロボットハンドリングによって提供され、後続の自動化と統合することができます。.
最終的な展望
2プレート金型と3プレート金型の選択は、優劣の問題ではなく、製品要件、生産計画、経済的要件に関する技術的な問題である。2プレート金型は簡単で柔軟性があり、ホットランナーシステムと併用できる。3プレート金型はゲート加工に柔軟性があり、コールドランナーシステムの自動化という利点もある。最新の自動化技術により、両者の性能差は縮まり続けており、情報に基づいたデータ主導の金型選択がこれまで以上に重要になっている。.
参考文献
[1] アコ型。(2022年7月22日)。2プレートモールドと3プレートモールド。. https://www.acomold.com/2-plate-mold-and-3-plate-mold.html
[2] Ye, R. (2026). 6種類の射出成形ゲートとその使用時期. https://www.3erp.com/blog/6-types-of-injection-molding-gate-when-to-use-them/
[3] エース(2023年11月7日)。. 2プレート金型設計:最適な製品品質のためのヒント. https://www.ace-mold.com/two-plate-mould/
[4] Best Future(2025年8月1日)。. 複雑な部品の生産における3プレート射出成形の利点。. https://www.plasticmoldfactory.com/news/advantages-of-three-plate-injection-molds-in-the-production-of-complex-parts
[5] Asia Tools.(2025年11月11日). 三板金型の構造と作業工程ガイド。. https://www.asiatools.net/news/blog/three-plate-mold-structure-and-working-process-guide














