

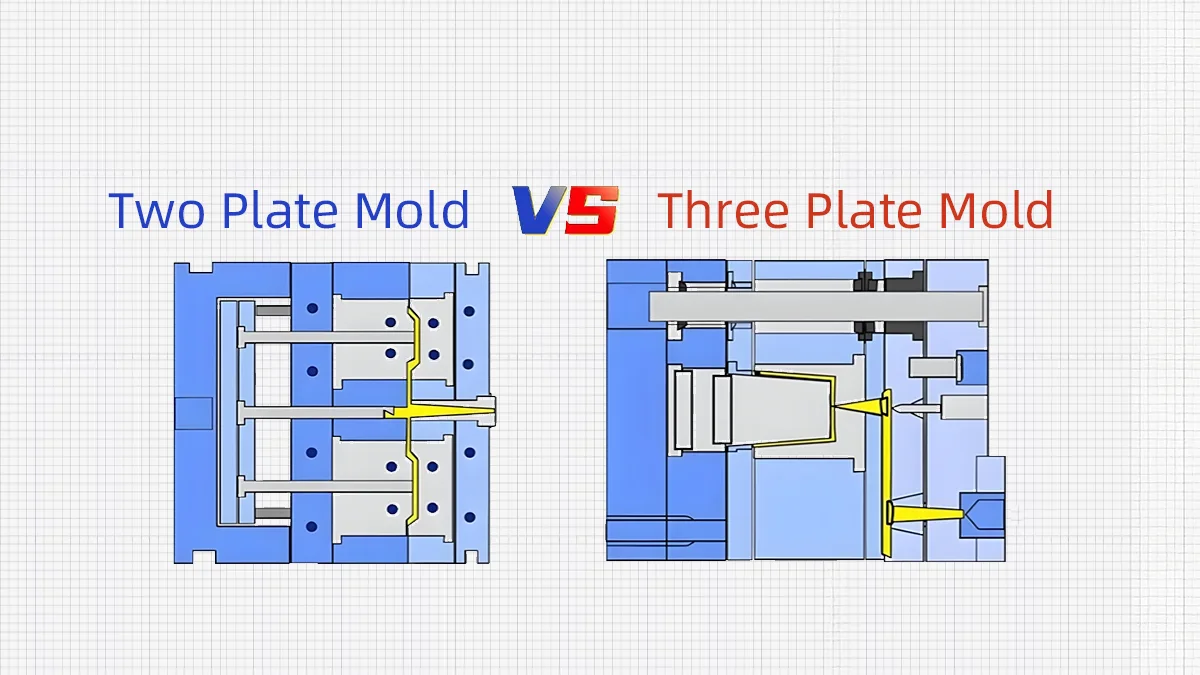
两板模具和三板模具的根本区别在于开模时模具的分离方式以及流道系统相对于成型件的管理方式。下面的插图很好地解释了这些结构上的差异,并提供了每种模具在注塑成型周期中的功能背景。.
结构建筑
双板模具结构

在双板模具中,一条分模线位于固定半模和移动半模之间。开模时,成型件和流道系统保持在同一侧,顶出系统可同时将它们推出。 [1].
从工程角度看,双板模具的机械效率很高。模具开口冲程短、夹钳力使用优化和运动学简单也是成型工艺的特点。.
三板模具结构

三板模具与另一块模板相加,形成两个分模平面。在开模的情况下,开模顺序是有先后顺序的:
- 第一个开口连接腔板和流道系统。.
- 第二个开口可使成型部件自行弹出。.
在这种结构中,流道的分离是一个无需额外设备即可自动完成的过程。然而,额外的模板增加了模具的高度、模具的初始行程和机构的复杂性。.

栅极设计和门控灵活性
双板模具浇口
两块板模具浇口仅沿主分模线或辅助特征定位,例如
- 边门
- 海底(隧道)闸门
- 扇形闸门
可能需要进行外观后处理或自动去浇口,因为顶出的部件是一个整体部件,无法拆卸。浇口残留物是设计考虑因素之一,尤其是对外观要求较高的部件 [2].
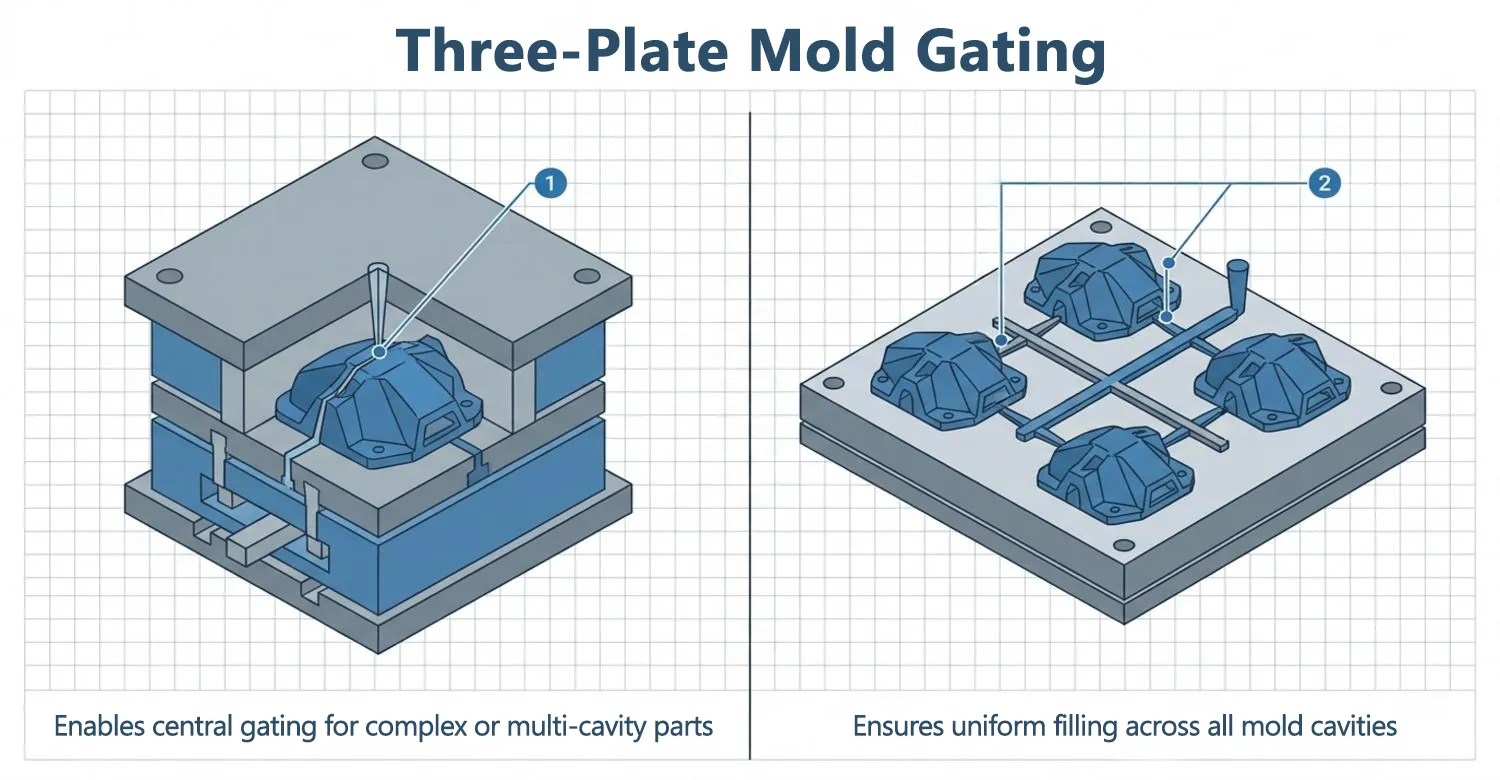
三板模具浇口
三板模具可选择在零件表面的任何实际位置定位或定位精确浇口或直接浇口。这在以下方面尤其有用
- 中央大门处的类似部分。.
- 多腔平衡流模具.
- 形状复杂,有小门出入。.
自动双向流道分离确保减少污染门残留物,并最大限度地减少二次操作。.
流道行为和产品分离行为
| 特点 | 双板模具 | 三板模具 |
|---|---|---|
| 转轮分离 | 手动或自动下游 | 开模期间自动运行 |
| 废料处理 | 需要减速器 | 自分离 |
| 开模顺序 | 单级 | 多级 |
| 部件损坏的风险 | 如果跑垒员缠绕在一起,跑垒高度会更高 | 因隔离而降低 |
成本结构和经济权衡
模具成本
- 双板模具所需的板材更少,加工更少,需要精密校准的部件也更少。.
- 三板模具需要更高的加工精度、更多的导轨部件和更长的模具组装时间。.
运营成本
- 双板模具需要额外的下游处理费用,自动模具除外。.
- 三板成型可以降低劳动力成本,但由于移动接口较多,可能会增加维护率。.
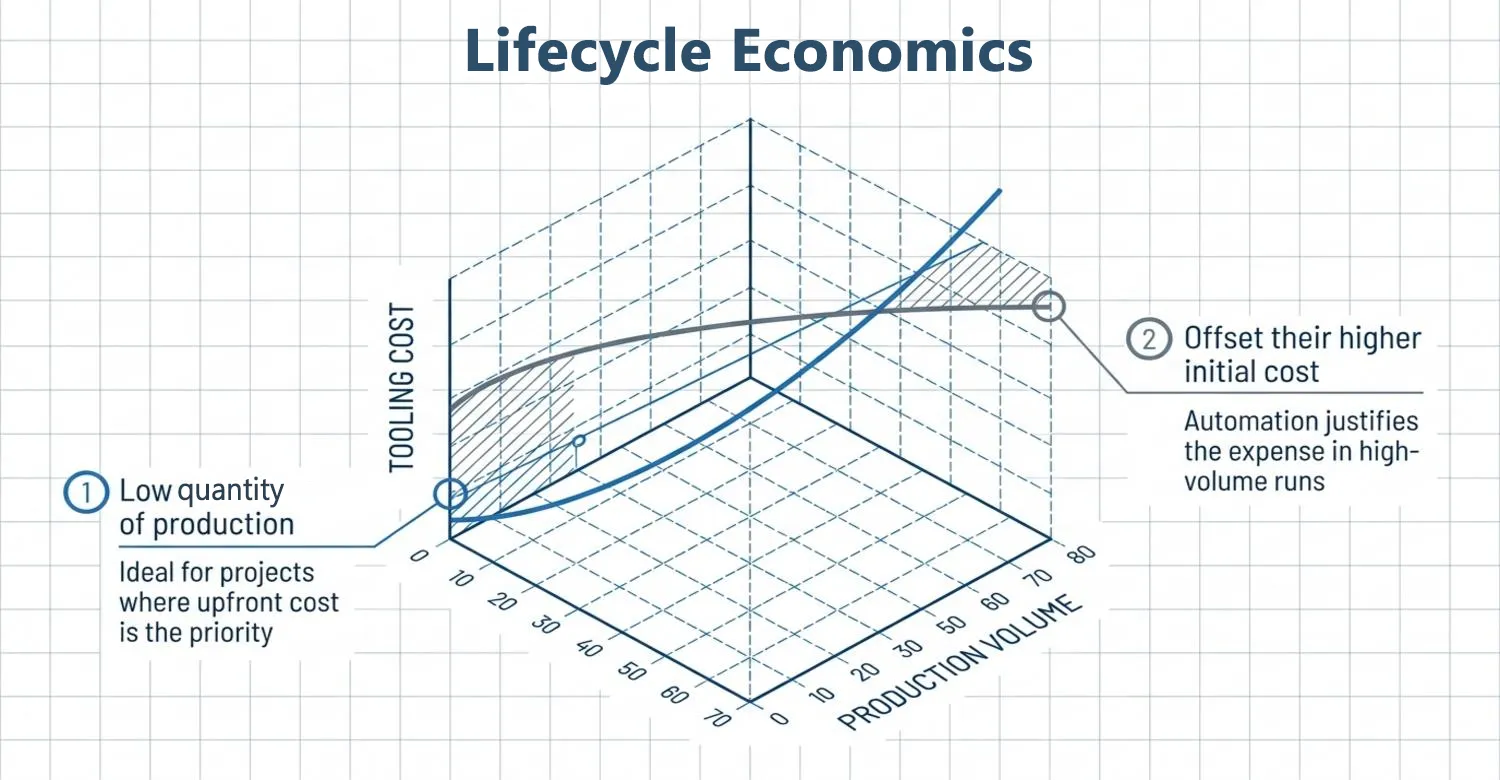
生命周期经济学
对于小批量生产而言,两板模具的成本几乎总是较低。在大批量生产时,可以使用三板模具,这样可以省去手工去浇口,提高循环的均匀性,从而抵消较高的初始成本。.
应用场景和工业用例
双板模具应用
- 简易外壳和盖子
- 对外观要求较高的元素。.
- 极少量到一般数量的制造。.
- 热流道集成
三板模具应用
- 平衡门控多腔工具。.
- 以强烈的表面为导向的元素。.
- 必须实现自动化的大规模生产。.
- 敏感冷流道系统对流道废料管理非常敏感。.
与热流道模具的关系
与 热流道模具, 因此,比较结果大不相同。热流道系统完全消除了冷流道,并在此过程中消除了冷流道:
- 消除材料浪费。.
- 缩短周期时间
- 提高熔体温度的一致性。.
在实践中:
- 大多数热流道模具都是双板的,因为它们不需要分离流道。.
- 三板模具被称为热流道模具,非常罕见,仅用于特殊的多浇口或顺序浇口。.
然后,热流道倾向于从三板模具上转移决策,但浇口的几何形状是一个决定因素。.
模具选择决策树和工程评估逻辑
在两板、三板或热流道之间做出决定时,应考虑到零件设计在制造中的目的、制造效 率、自动化和长期成本,并以系统性研究为基础。决策过程,而不是确定模具类型,应在工程决策的合理进展中确定,每个决策都应排除潜在的模具结构。以下各小节将解释这一决策逻辑。.
步骤 1:产品外观要求
在选择模具时,最重要并决定最终决定的因素往往是产品的外观,因为前者直接制约着浇口的位置、浇口痕迹的大小或成型后的表面处理要求。表面明显可见部分的零件,如消费类电子产品的外壳、汽车的内部装饰或面板外观等,往往对浇口标记和平面度有严格的要求。在后一种情况下,需要应用浇口位置精确、流道分离控制精确的模具结构。.
三板模具可以将浇口精确定位或集中定位在重要的外观区域之外。但是,如果对外观的要求不是很高,或者浇口的位置可以隐藏在不可见的表面上,则仍然可以使用两板模具,与适当区分的隧道浇口或边缘浇口结合使用,既经济又高效。 [3].
步骤 2:产品结构和无障碍通道
一旦满足了外观要求,就应考虑产品的内部结构和闸门的可及性。要填充具有不同壁厚、不同流线长度或不同功能特征的复杂几何形状,可能需要不止一个浇口 [4]. .这一特点在多腔模具中非常有用,因为在多腔模具中,流动的平衡对尺寸的一致性非常重要。相反,具有简单几何形状和可预测流动方向的产品可能经常在单个位置进行浇口,因此使用双板模具就足够了。.
步骤 3:产量和成本分析
生产量是决定较高的模具投资能否被运营节省所抵消的关键。在小批量生产项目中,两板冷流道模具的简便性和初始支出的减少通常会掩盖自动流道分离或浇口灵活性高的优势。然而,随着生产量的增加,流道材料的成本、去除浇口所需的劳动力以及循环的低效率变得越来越重要。.
在中等产量的情况下,带有热流道的两板模具是一种理想的折中方案,因为在这种情况下,材料不会被浪费,模具的整体结构也相对简单。对于大型项目(年产量超过数十万件),三板模具或经过全面优化的热流道可减少人工干预,提高周期时间的一致性,并实现更高的自动化程度,从而带来长期的成本效益。.
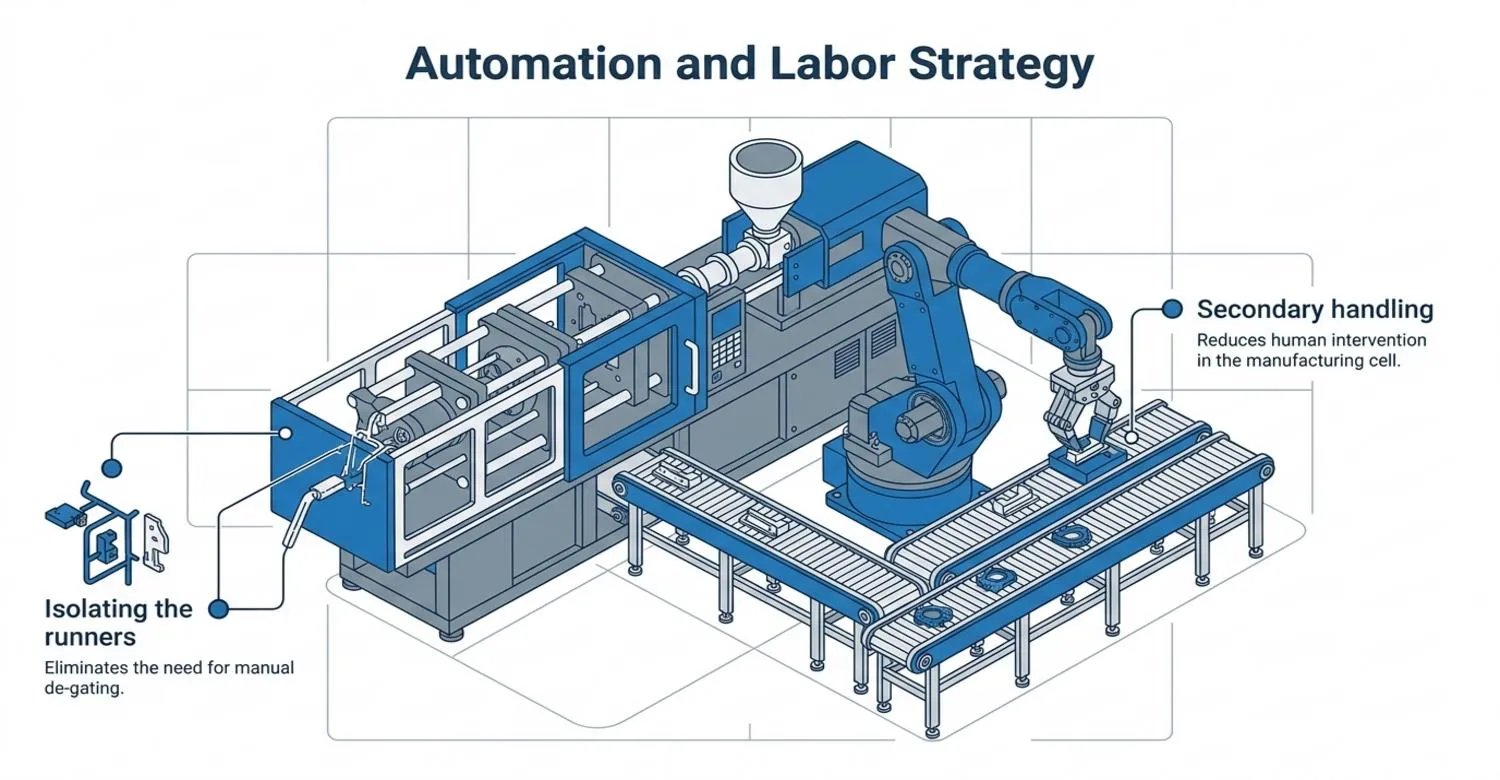
步骤 4:自动化和劳动力战略
自动化策略的选择是直接决定模具结构选择的重要决策标准。比较依赖人工的生产工艺可以承受双板模具所特有的流道附件,尤其是在人工成本低廉或产量较小的情况下。努力实现更高的自动化程度(如机器人零件处理和在线检测)的工厂,通常在简化下游阶段操作的模具设计方面具有优势。.
三板模具通过在开模时隔离流道,最大限度地减少了二次处理的使用,从而与自动化生产完美契合。 [5]. .两板模具可以通过机械手抽取、自动脱浇口和基于输送机的材料处理,很好地应用到自动化单元中。随着热流道系统的引入,两板模具通常成为首选,因为去除流道后,自动化变得更加容易,而且该系统还能最大限度地缩短周期时间,同时不会相应增加模具的复杂性。.
步骤 5:长期制造战略
评估逻辑的最后一个阶段是产品的长期制造战略。模具结构更容易适应设计变化预期高、工程重新设计或需求特征不确定的项目,成本也更低。在这方面,两板模具通常更具灵活性,因为修改浇口的位置、流道的几何形状或形状,甚至模腔本身的设计,都很容易实现,只需有限的返工,甚至无需返工。.
热流道系统和三板模具需要进行较大的改造,特别是在改变分流板布局或浇口位置时。对于设计较为稳定、生产周期较长的产品,三板模具或热流道模具增加的初始成本可能会被平均生产效率和长期低运营成本所弥补。根据预期的产品寿命和稳定性来选择模具,可以确保选择的模具既能满足短期生产要求,又能实现企业的长期目标。.
提高双板模具自动化水平的途径
尽管两板模具本身带有流道,但新型制造技术可实现两板模具的自动化。尽管两板模具在运行时会自然喷出成型零件,但当代自动化技术使这类模具能够达到相当高的生产率、均匀性和劳动力经济性。通过战略性地引入机器人技术、自动脱浇口、质量控制和热流道,两板模具可以转变为高度自动化的制造工具,随时为充满挑战的工业环境服务。.
1.机器人部件和流道分离
在无法提供自然流道隔离的模具中,通常采用机械手分离零件和流道来弥补这一不足。一个典型的生产单元有一个六轴机械手,在模具打开时取出模塑部件和流道组件,以实现统一的抽取,而不受部件形状或模具方向的影响。机械手将组件重新放置在一个特殊的分离站中,在该分离站中对流道进行机械折断或切割,然后将成品部件向下游移动。.
2.自动除闸系统
通过自动化去浇口系统,可提高双板模具的效率,实现流道去除标准化,减少人工接触。这些系统采用切割或剪切工艺,由浇口位置控制,并确保每个生产批次的浇口残留物大小相似。与机械手处理相结合,自动除浇口是成型周期本身的延伸,而不是下游工序。.
3.模内和模后质量自动化
质量自动化使双板模具能够像传统上与更复杂的模具一样,在运行过程中实现更多的过程控制。传感器采用模内形式,实时传输模腔内的压力和温度数据,使用户能够注意到由于材料变化或设备磨损而导致的工艺漂移。此外,还安装了检测系统,以确保即时检测浇口、填充和顶出缺陷。.
4.双板模具 + 热流道 + 机器人:常见的工业解决方案
双板成型与热流道和机械手控制相结合,是当代注塑成型中最有效、最流行的成型方式之一。热流道消除了去浇口和材料使用的必要性,双板结构控制了模具的复杂性。机械手可自动移除部件,并可与后续自动化集成。.
最终视角
在两板模具和三板模具之间做出选择并不是一个优劣问题,而是一个与产品要求、生产计划和经济要求有关的工程问题。两板模具简单、灵活,可与热流道系统配合使用;三板模具浇口灵活,具有冷流道系统自动化的额外优势。随着现代自动化技术的发展,二者之间的性能差距不断缩小,因此以数据为导向的明智模具选择比以往任何时候都更加重要。.
参考资料
[1] Aco Mold.(2022年7月22日)。双板模具和三板模具。. https://www.acomold.com/2-plate-mold-and-3-plate-mold.html
[2] Ye, R. (2026). 6 种注塑浇口及使用时间. https://www.3erp.com/blog/6-types-of-injection-molding-gate-when-to-use-them/
[3] 王牌(2023 年 11 月 7 日)。. 双板模具设计:优化产品质量的技巧. https://www.ace-mold.com/two-plate-mould/
[4] 最佳未来(2025年8月1日)。. 三板注塑模具在生产复杂零件方面的优势。. https://www.plasticmoldfactory.com/news/advantages-of-three-plate-injection-molds-in-the-production-of-complex-parts
[5] 亚洲工具。(2025 年 11 月 11 日)。. 三板模具结构和工作流程指南。. https://www.asiatools.net/news/blog/three-plate-mold-structure-and-working-process-guide











