

La distinzione fondamentale tra stampi a due e a tre piastre sta nel modo in cui lo stampo si separa durante l'apertura e nella gestione del sistema di guide rispetto al pezzo stampato. Le seguenti illustrazioni spiegano bene queste differenze strutturali che forniscono il contesto in cui ogni tipo di stampo funziona durante il ciclo di stampaggio a iniezione.
Architettura strutturale
Architettura dello stampo a due piastre

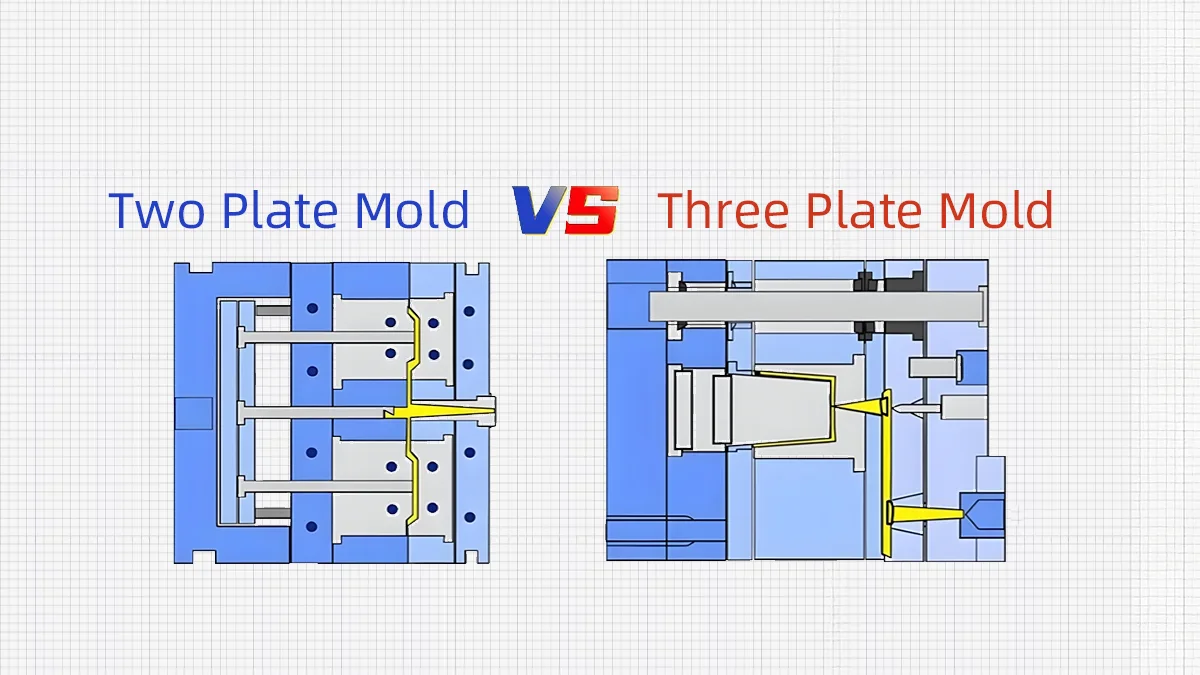
In uno stampo a due piastre, una linea di separazione è posizionata tra una metà fissa e una mobile. Durante l'apertura dello stampo, sia la parte stampata che il sistema di guide rimangono sullo stesso lato, consentendo al sistema di espulsione di spingerli fuori simultaneamente. [1].
L'efficienza meccanica dello stampo a due piastre è efficiente dal punto di vista ingegneristico. L'uso di corse brevi dell'apertura dello stampo, l'ottimizzazione dell'uso della forza di chiusura e la semplicità della cinematica sono altre caratteristiche del processo di stampaggio.
Architettura dello stampo a tre piastre

Uno stampo a tre piastre viene aggiunto a un'altra piastra in modo da creare due piani di separazione. La sequenza dell'apertura dello stampo è sequenziale nel caso dell'apertura dello stampo:
- La prima apertura collega la piastra cavità e il sistema di guide.
- La seconda apertura qualifica la parte sagomata per l'espulsione.
In questa architettura, la separazione delle guide di scorrimento è un processo che viene eseguito automaticamente senza attrezzature aggiuntive. La piastra aggiuntiva, tuttavia, aumenta l'altezza dello stampo, la corsa iniziale dello stampo e la complessità del meccanismo.

Design del gate e flessibilità del gate
Gareggiatura dello stampo a due piastre
Le porte dello stampo a due piastre sono posizionate solo lungo la linea di demarcazione primaria o gli elementi accessori, come ad esempio:
- Cancelli perimetrali
- Cancelli sottomarini (tunnel)
- Cancelli a ventola
Può essere necessario un post-trattamento cosmetico o un de-gating automatico perché il pezzo in fase di espulsione non è rimovibile in quanto componente integrale. Il vestigio del cancello è una delle considerazioni di progettazione, soprattutto per i pezzi critici dal punto di vista estetico. [2].
Gareggiatura dello stampo a tre piastre
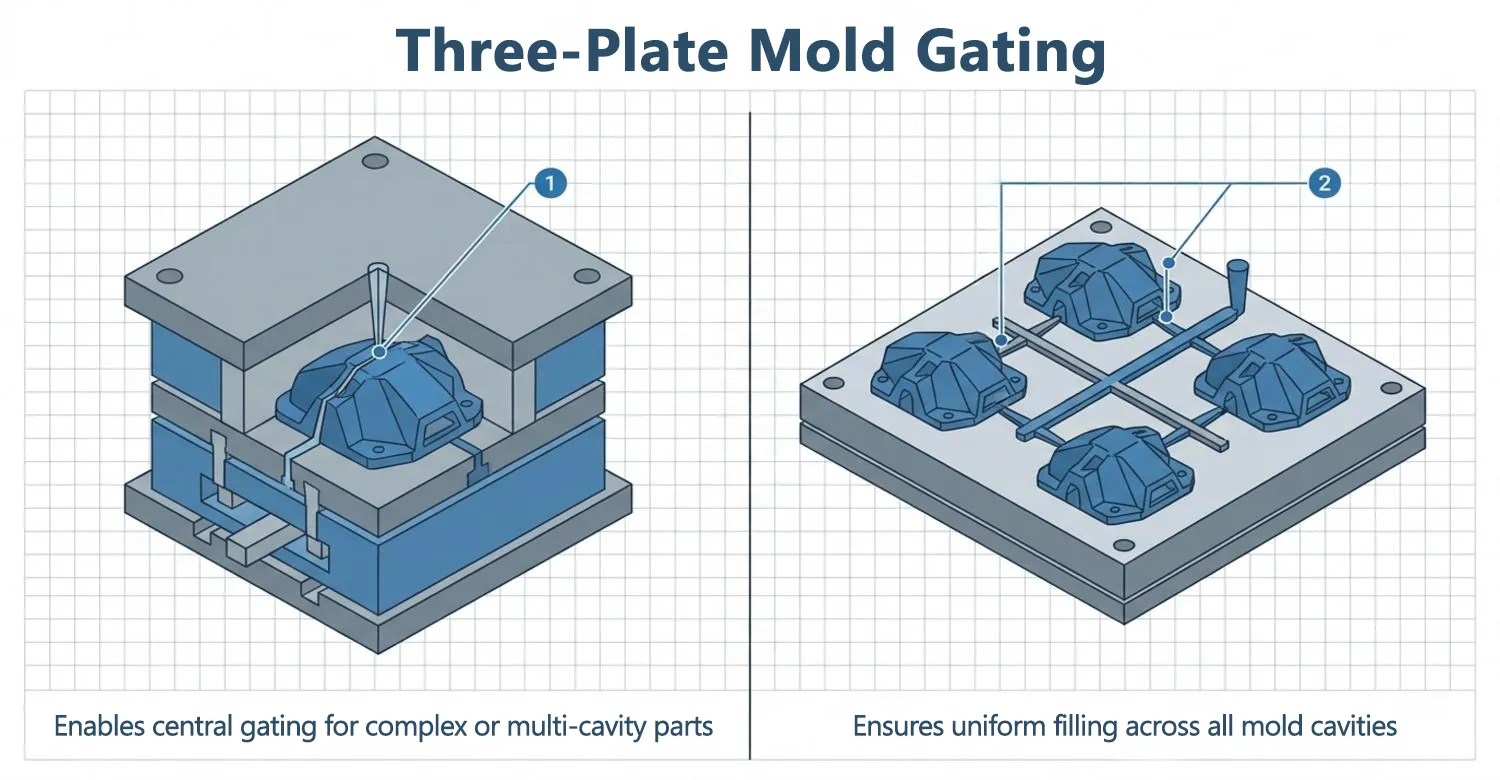
Gli stampi a tre piastre offrono la possibilità di localizzare o posizionare porte di colata dirette o pinpoint in qualsiasi posizione reale, ovunque sulla superficie del pezzo. Ciò è particolarmente utile in:
- Sezioni simili al cancello centrale.
- Stampi a flusso bilanciato a più cavità.
- Forme complesse che hanno un accesso minore ai cancelli.
La separazione automatica dei corridori a due vie garantisce un minor numero di residui di cancelli contaminati e la minimizzazione delle operazioni secondarie.
Comportamento dei corridori e separazione dei prodotti
| Caratteristica | Stampo a due piastre | Stampo a tre piastre |
|---|---|---|
| Separazione dei corridori | Manuale o automatizzato a valle | Automatico durante l'apertura dello stampo |
| Gestione dei rottami | Richiede un dispositivo di decompressione | Auto-separante |
| Sequenza di apertura della muffa | Singolo stadio | Multi-stadio |
| Rischio di danni alle parti | Più alto se il corridore si impiglia | Più basso a causa dell'isolamento |
Struttura dei costi e compromessi economici
Costo degli utensili
- Gli stampi a due piastre richiedono meno piastre, meno lavorazioni e meno componenti di allineamento di precisione.
- Gli stampi a tre piastre comportano una maggiore precisione di lavorazione, componenti di guida e tempo di assemblaggio degli stampi.
Costo operativo
- Gli stampi a due piastre comportano un costo aggiuntivo per la gestione a valle, tranne nel caso di stampi automatizzati.
- Lo stampaggio a tre piastre consente di ridurre il costo della manodopera, ma può aumentare il tasso di manutenzione poiché ci sono più interfacce mobili.
Economia del ciclo di vita
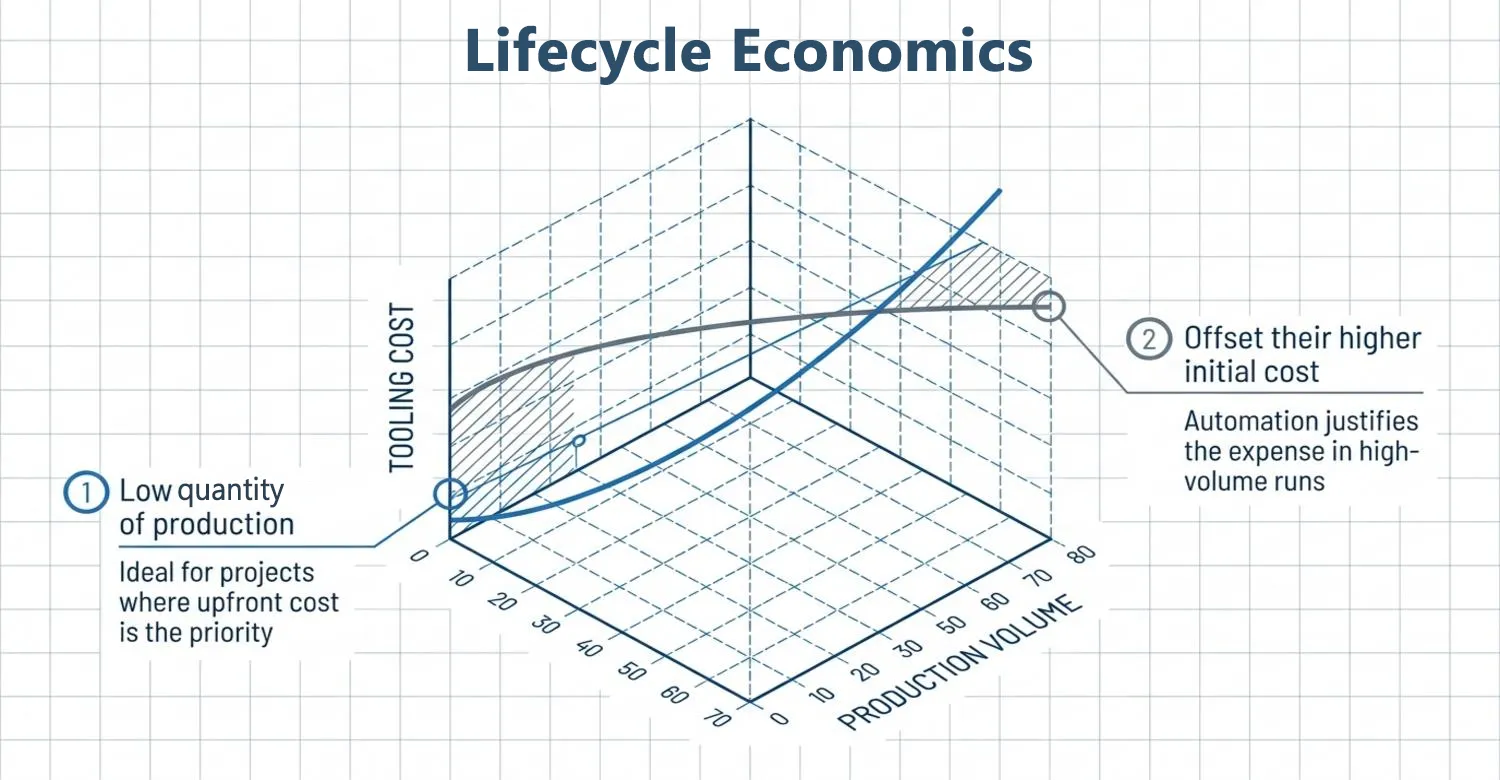
Gli stampi a due piastre sono quasi sempre meno costosi per basse quantità di produzione. Gli stampi a tre piastre possono essere utilizzati per volumi elevati, per compensare il loro costo iniziale più elevato, eliminando la de-gommatura manuale e favorendo l'uniformità del ciclo.
Scenari applicativi e casi d'uso industriali
Applicazioni di stampi a due piastre
- Alloggiamenti e coperture semplici
- Elementi con requisiti cosmetici tolleranti.
- Quantità di produzione da molto piccole a medie.
- Integrazione del canale caldo
Applicazioni degli stampi a tre piastre
- Strumenti multicavità a vibrazione bilanciata.
- Elementi intensamente orientati alla superficie.
- Produzione su larga scala che deve essere automatizzata.
- I sistemi Sensitive Cold-Runner sono sensibili alla gestione degli scarti del canale.
Rapporto con gli stampi a canale caldo
Con stampi a canale caldo, il confronto cambia radicalmente. I sistemi a canale caldo eliminano completamente i canali freddi e nel processo:
- Eliminare gli scarti di materiale.
- Riduzione del tempo di ciclo
- Aumentare la consistenza della temperatura di fusione.
In pratica:
- La maggior parte degli stampi a canale caldo sono a due piastre, poiché non richiedono la separazione dei canali.
- Gli stampi a tre piastre sono noti come stampi a canale caldo, sono molto rari e vengono utilizzati solo in casi speciali di gating multiplo o sequenziale.
I canali caldi sono quindi inclini a trasferire il processo decisionale dagli stampi a tre piastre, ma la geometria della chiusura è determinante.
Albero decisionale per la selezione degli stampi e logica di valutazione ingegneristica
La decisione tra stampo a due piastre, a tre piastre o a canale caldo si basa su uno studio sistematico che tiene conto dello scopo della progettazione del pezzo nella produzione, dell'efficienza produttiva, dell'automazione e dei costi a lungo termine. Il processo decisionale, piuttosto che determinare il tipo di stampo, dovrebbe essere definito in una progressione razionale delle decisioni ingegneristiche, con ogni decisione che esclude le potenziali architetture dello stampo. Le seguenti sottosezioni spiegano questa logica decisionale.
Fase 1: Requisiti di aspetto del prodotto
Il fattore più significativo e che determina la decisione finale nella scelta di uno stampo è spesso l'aspetto del prodotto, in quanto il primo vincola direttamente la posizione della porta, le dimensioni delle vestigia della porta o i requisiti di finitura dopo lo stampaggio. Le parti con una porzione di superficie fortemente visibile, come il rivestimento di dispositivi elettronici di consumo, l'arredamento interno di automobili o l'aspetto dei pannelli, possono spesso avere requisiti rigorosi per quanto riguarda la marcatura e la planarità della porta. Queste ultime situazioni richiedono l'applicazione di architetture di stampi in cui la posizione delle porte è accurata e la separazione dei canali è controllata con precisione.
Gli stampi a tre piastre ammettono cancelli posizionati in modo mirato o centrale, che possono essere collocati al di fuori di aree estetiche importanti. Nei casi in cui, tuttavia, le esigenze estetiche non sono molto significative o la posizione della porta può essere nascosta su una superficie invisibile, si possono ancora utilizzare stampi a due piastre, che sono convenienti ed efficienti in combinazione con porte a tunnel o perimetrali opportunamente differenziate. [3].
Fase 2: Struttura del prodotto e accessibilità del gate
Una volta soddisfatti i requisiti estetici, occorre considerare la struttura interna del prodotto e l'accessibilità della porta. Può essere necessario più di un cancello per riempire geometrie complesse con diversi spessori di parete, diverse lunghezze di flusso o diverse caratteristiche funzionali. [4]. Questa caratteristica è utile negli stampi a più cavità, dove il bilanciamento del flusso è necessario per garantire la coerenza dimensionale. Al contrario, i prodotti con una geometria semplice e con una direzione di flusso prevedibile possono essere frequentemente regolati in un unico punto e quindi può essere sufficiente uno stampo a due piastre.
Fase 3: Analisi del volume di produzione e dei costi
Il volume di produzione è fondamentale per determinare la capacità dell'investimento in utensili più elevato di essere compensato dai risparmi operativi. Nei programmi di produzione a basso volume, la facilità e la riduzione dell'esborso iniziale degli stampi a canale freddo a due piastre di solito fanno passare in secondo piano i vantaggi della separazione automatica dei canali o dell'elevata flessibilità del gating. Con l'aumento delle quantità prodotte, tuttavia, il costo del materiale del canale, la quantità di manodopera necessaria per la separazione dei canali e le inefficienze dei cicli diventano sempre più critici.
Gli stampi a due piastre con canali caldi possono essere un compromesso ideale per volumi di produzione medi, dove il materiale non viene sprecato e la struttura complessiva dello stampo rimane relativamente semplice. Con programmi di grandi dimensioni (oltre centinaia di migliaia di pezzi all'anno), gli stampi a tre piastre o il canale caldo completamente ottimizzato possono offrire i vantaggi economici a lungo termine di un minore intervento manuale, una migliore uniformità del tempo di ciclo e la possibilità di una maggiore automazione.
Fase 4: Strategia di automazione e lavoro
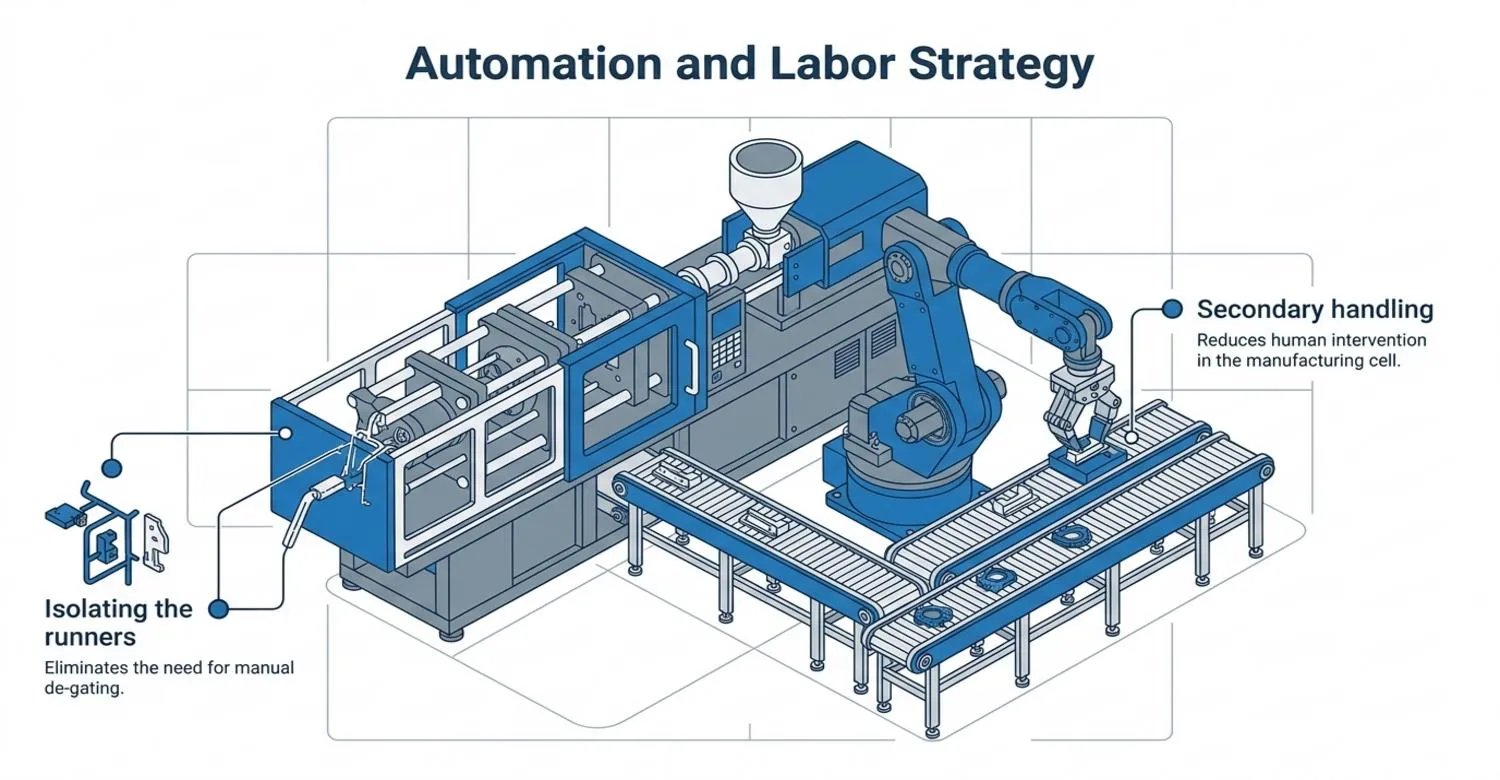
La scelta della strategia di automazione rappresenta un criterio decisionale fondamentale che determina direttamente la scelta dell'architettura dello stampo. I processi di produzione che dipendono maggiormente dalla manodopera manuale possono permettersi l'attacco del carrello caratteristico degli stampi a due piastre, soprattutto quando la manodopera è poco costosa o i volumi sono ridotti. Gli impianti che puntano a una maggiore automazione, come la movimentazione robotizzata dei pezzi e l'ispezione in linea, di solito hanno un vantaggio nella progettazione dello stampo che semplifica le operazioni a valle.
Gli stampi a tre piastre si adattano naturalmente bene alla produzione automatizzata in quanto isolano le guide di scorrimento al momento dell'apertura dello stampo, riducendo al minimo l'uso di manipolazioni secondarie. [5]. Gli stampi a due piastre possono essere implementati favorevolmente in celle automatizzate utilizzando l'estrazione robotizzata, la de-gommatura automatizzata e la movimentazione del materiale tramite trasportatore. Con l'introduzione dei sistemi a canale caldo, la scelta ricade spesso su stampi a due piastre, perché la rimozione dei canali facilita l'automazione e il sistema minimizza il tempo di ciclo senza un corrispondente aumento della complessità dello stampo.
Fase 5: Strategia di produzione a lungo termine
L'ultima fase della logica di valutazione è la strategia di produzione a lungo termine del prodotto. Le architetture degli stampi sono più facili e meno costose da adattare a programmi con un'alta aspettativa di variazione del progetto, riprogettazioni ingegneristiche o caratteristiche incerte della domanda. Gli stampi a due piastre sono di solito più flessibili sotto questo aspetto, perché la modifica della posizione delle porte, della geometria o della forma delle guide di scorrimento, o anche del design della cavità stessa, può essere facilmente effettuata con una rilavorazione limitata o nulla.
I sistemi a canale caldo e gli stampi a tre piastre richiedono maggiori sforzi di modifica, soprattutto quando si cambia il layout del collettore o il posizionamento delle porte. Nel caso di prodotti dal design più stabile e con un lungo ciclo di vita, l'aumento del costo iniziale di uno stampo a tre piastre o a canale caldo può essere compensato dall'efficienza media della produzione e dai bassi costi operativi a lungo termine. Allineando la scelta degli stampi sia alla durata che alla stabilità del prodotto, è possibile garantire che la scelta degli stampi sia in grado di supportare i requisiti di produzione a breve termine e gli obiettivi a lungo termine dell'azienda.
Percorsi per migliorare l'automazione degli stampi a due piastre
Gli stampi a due piastre sono automatizzati con le nuove tecnologie di produzione, nonostante l'attaccamento delle guide di scorrimento insito in questi tipi di stampi. Anche se gli stampi a due piastre fanno fuoriuscire naturalmente il pezzo formato insieme al sistema di guide, le moderne tecnologie di automazione consentono a questi stampi di raggiungere notevoli livelli di produttività, uniformità ed economia di lavoro. Gli stampi a due piastre possono essere trasformati in strumenti di produzione altamente automatizzati, pronti a servire il difficile ambiente industriale grazie all'introduzione strategica di robotica, de-gating automatizzato, controllo qualità e canali caldi.
1. Separazione robotizzata di pezzi e piste
Negli stampi che non offrono un isolamento naturale delle piste, per ovviare a questa carenza si ricorre comunemente alla separazione robotizzata dei pezzi e delle piste. Una tipica cella di produzione è dotata di un robot a sei assi che rimuove il gruppo pezzo stampato e pista all'apertura dello stampo per ottenere un'estrazione uniforme indipendentemente dalla forma del pezzo o dall'orientamento dello stampo. Il robot riposiziona il gruppo in una speciale stazione di separazione, dove la guida di scorrimento viene spezzata o tagliata meccanicamente, e quindi il pezzo finito viene spostato a valle.
2. Sistemi di separazione automatica
L'efficienza degli stampi a due piastre aumenta grazie all'automazione dei sistemi di de-gating, che standardizzano la rimozione delle guide e riducono il contatto umano. Questi sistemi incorporano processi di taglio o di taglio che sono controllati dalla posizione del cancello e sono anche fissati in modo che le vestigia del cancello siano di dimensioni simili in ogni lotto di produzione. Incorporata alla movimentazione robotizzata, la sbozzimatura automatizzata è un'estensione del ciclo di stampaggio stesso e non un processo a valle.
3. Automazione della qualità nello stampo e post-stampo
L'automazione di qualità consente a uno stampo a due piastre di funzionare con un controllo di processo pari a quello tradizionalmente legato a utensili più complessi. I sensori sono installati all'interno dello stampo e trasmettono in tempo reale i dati relativi alla pressione e alla temperatura nella cavità, consentendo all'utente di notare le derive del processo dovute al cambio di materiale o all'usura dell'attrezzatura. Altri sistemi di ispezione sono installati per garantire il rilevamento istantaneo di difetti di gating, riempimento ed espulsione.
4. Stampo a due lastre + canale caldo + robot: Una soluzione industriale comune
Gli stampi a due piastre, combinati con un canale caldo e un controllo robotico, sono tra le formazioni più efficaci e più diffuse nello stampaggio a iniezione contemporaneo. I canali caldi eliminano la necessità di de-gating, l'uso di materiale e la struttura a due piastre controlla la complessità dell'attrezzatura. La rimozione automatica dei pezzi è assicurata dalla movimentazione robotizzata e può essere integrata con l'automazione successiva.
Prospettiva finale
La scelta tra stampi a due o tre piastre non è una questione di eccellenza, ma di ingegneria in relazione ai requisiti del prodotto, al piano di produzione e alle esigenze economiche. Gli stampi a due piastre sono facili, flessibili e possono essere utilizzati con i sistemi a canale caldo, mentre gli stampi a tre piastre sono flessibili nel gating con il vantaggio aggiuntivo dell'automazione dei sistemi a canale freddo. Con le moderne tecnologie di automazione, il divario di prestazioni tra i due tipi di stampi continua a ridursi, rendendo la scelta dello stampo informata e basata sui dati più importante che mai.
Riferimenti
[1] Aco Mold. (2022, 22 luglio). Stampo a due piastre e stampo a tre piastre. https://www.acomold.com/2-plate-mold-and-3-plate-mold.html
[2] Ye, R. (2026). 6 tipi di porta per stampaggio a iniezione e quando utilizzarli. https://www.3erp.com/blog/6-types-of-injection-molding-gate-when-to-use-them/
[3] Asso (2023, 7 novembre). Progettazione di stampi a due piastre: Suggerimenti per una qualità ottimale del prodotto. https://www.ace-mold.com/two-plate-mould/
[4] Best Future (2025, 1 agosto). Vantaggi degli stampi a iniezione a tre piastre nella produzione di parti complesse. https://www.plasticmoldfactory.com/news/advantages-of-three-plate-injection-molds-in-the-production-of-complex-parts
[5] Strumenti per l'Asia. (2025, 11 novembre). Guida alla struttura e al processo di lavoro degli stampi a tre piastre. https://www.asiatools.net/news/blog/three-plate-mold-structure-and-working-process-guide











