
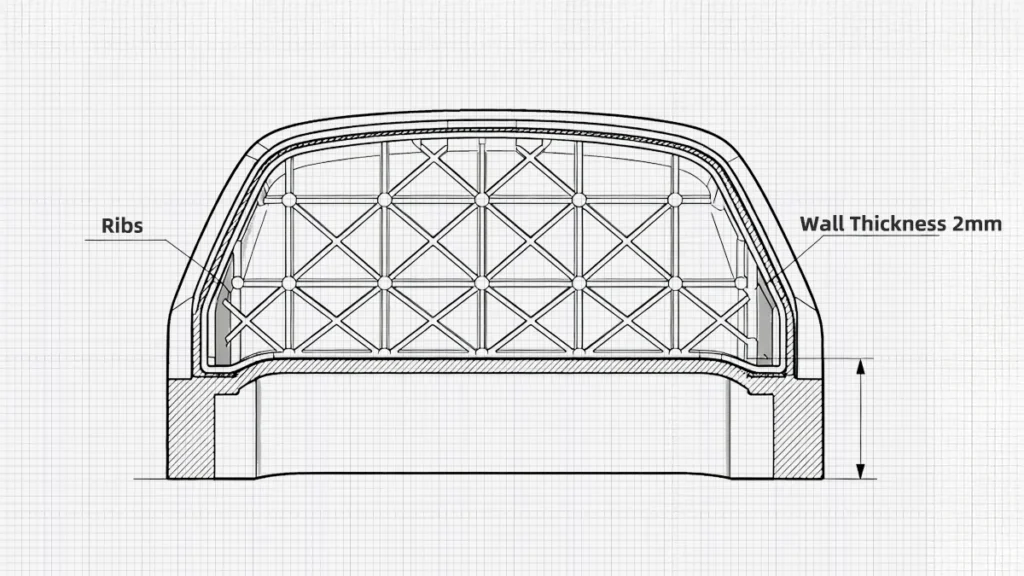
リブは、大きくて薄い壁の表面を支えるミニ柱や梁の役割を果たします。リブは、剛性と強度を高め、壁や平らな面の耐荷重を向上させます。 全体の厚さ, また、射出成形におけるリブデザインは、成形品の変形を防ぐことができます。さらに、射出成形におけるリブ・デザインは、以下のことを防ぐことができる。 シンクマーク そして 反り. .肋骨の使用が必要な場合としては、以下のようなものがある:
- 薄い壁を維持しながら、プラスチック部分に最適な強度が望まれる
- 曲げ、ねじり、圧力に耐える。
- プラスチック部品は、材料の使用量や重量を増やすことなく強度を増す必要がある。
- 部品は大きく複雑
製造業者は、部品や製品が使用環境で受ける応力に基づいて、リブの設計と配置を意図的に行う必要があります。リブ設計の重要性をより理解するためには、リブが構造的完全性において果たす役割に注目することが重要です。.
射出成形におけるリブ設計の最適化が製品に与える影響
リブのデザイン、高さ、厚さは、プラスチック製品や部品の強度と品質にとって非常に重要です。リブは肉厚を増やすことなく、薄い部品を強化します。メーカーは、肉厚を増やすのではなく、リブを使用して部品を強化することを好みます。.
肉厚が厚くなると、ヒケや反りなどの製造不良のリスクが高まり、製品の品質に影響します。また、厚い部品はより多くの材料を必要とし、製造コストと部品重量を増加させます。最適化されたリブ設計により、以下のことが実現できます:
1.構造剛性の強化
薄い壁は外力によって変形しやすい。しかし、最適化された射出成形リブ設計により、壁は機械的応力に耐えられるよう強化されます。壁の下に追加されたリブは、装飾的に見えることが多い。しかし、その主な目的は、応力が一点に集中して構造破壊につながらないように、応力を分散させることにある。適切なリブ設計は、構造の耐久性を向上させることができる。.
2.欠陥防止における妥当性
射出成形に使用されるプラスチック材料は、冷えると収縮し、反りの原因となります。収縮率は素材によって異なります。ポリプロピレンとポリエチレンは、ポリカーボネートとポリスチレンに比べ、収縮率が最も大きくなります。射出成形における最適化されたリブ・デザインは、サポートを提供し、内部の収縮を均等に分散させることで、形状の安定性を維持し、ヒケや反りを軽減します。.
3.耐荷重の向上
適切なリブを追加することで、薄肉の圧縮抵抗が増し、変形せずに耐えられる荷重が増加します。これは、部品が曲げ、圧縮、引っ張りに耐えなければならない場合に特に重要です。リブを追加することで、圧力が構造全体に均等に分散され、局所的な損傷のリスクが低くなります。.
4.材料費の削減
肉厚を増すために使用するはずだった材料のほんの一部を、適切な厚みと高さのリブを作るために使うことができる。このリブにより、厚みを増すことなく部品の剛性を高めることができる。材料費 総製造コストの30~70%を占める, 部品の完全性に影響を与えることなく材料の使用量を削減することは、製造コストの削減に直結する。.
5.製品寿命の延長
射出成形において最適化されたリブ設計を用いることで、亀裂の形成や拡大を遅らせることができる。特に動的荷重にさらされる製品では、応力を分散させることでこれを実現します。耐久性の向上は、常に消費者の満足に不可欠な要素です。.
よくある失敗を避けるためのリブ設計の基本ルール
陥没、反り、ひび割れは、射出成形リブの設計で最も一般的な欠陥の一部です。このような欠陥があると、製品の完全性に影響を与えたり、美観を損ねたりして、最終的には製品バッチ全体を廃棄することになります。. これらの欠陥はどのようにして発生するのか?
- 反り: 肉厚が不均一で、厚い部分と薄い部分で冷却に差が生じる場合に起こる。.
- シンクマーク: これは、隣接する薄い壁が厚いリブ部分よりも速く冷却され、表面に目に見える凹みが生じることで発生する。.
- 割れている: この欠陥の主な原因は、リブと主壁の接合部における過剰な肉厚や、鋭角部での応力集中である。.
射出成形におけるリブ設計に関連した失敗を避けるために、メーカーはリブの厚さ、高さ、フィレット設計、およびリブ設計を管理する一連の規則に従わなければならない。 抜き勾配.
リブの厚さ
経験則では、リブの厚さは隣接する肉厚の50~60%程度とし、それ以上にはしない。このリブと肉厚の比率を維持することで、収縮パターン、気泡、ヒケ、応力集中を防ぐことができます。厚いリブを使用するメーカーは、冷却上の問題に直面することになる。.
リブの高さ
リブの高さは、公称肉厚の2.5~3倍程度に抑える。射出成形でリブを長く設計すると、射出が困難になり、破損しやすくなる。また、過剰な厚みはひび割れ、ヒケ、ボイドの原因となる。メーカーは、リブの高さを最適化するために、リブがまだ機能する最低の高さを見つける実験をしなければなりません。.
リブの間隔
リブ同士を近づけすぎると、冷却と材料の流動性に問題が生じ、サイクル時間が長くなるだけでなく、ヒケの危険性も生じる。経験則として、2つのリブを隔てる距離は、呼び肉厚の2~3倍が望ましい。こうすることで、均一な材料流動、均一な冷却が可能になり、サイクル時間が短縮される。.
リブ・ベース半径
リブの付け根を丸くすることで、部品の応力集中を最小限に抑えることができます。経験則として、強度を高めるために、半径は部品の肉厚の0.25~0.5倍程度に保つべきである。応力集中を助長する鋭角のコーナーは、面取りやフィレットで避ける。応力集中は、ひび割れ、クレーズ、あるいは部品全体の破損につながる可能性がある。.
リブのドラフト角度
射出成形のリブデザインを直線的にしすぎると、射出時に部品が金型に張り付く不具合が発生し、部品が破損する原因となります。これを避けるために、リブの両側に0.5~1度程度の抜き勾配をつける。.
リブの配置
リブの位置は戦略的で、強度が必要な部分や平らな部分、薄い部分に集中させる。こうすることで、構造的なサポートが得られるだけでなく、性能も向上する。リブの数は、大きいものよりも小さいものを数多く選ぶこと。.
射出成形におけるリブ・デザイン ガイドライン一覧
| リブの厚さ | 公称肉厚50%~60% |
| リブの高さ | 公称肉厚の2.5~3倍 |
| リブの間隔 | 公称肉厚の2~3倍 |
| リブ・ベース半径 | 公称肉厚の0.25~0.5倍 |
| リブのドラフト角度 | 片側0.5~1度 |
| リブの配置 | 平らな部分や薄い部分、強度が必要な部分 |
リブ補強部品の適切な材料とプロセスの選択
材料の選択は、射出成形におけるリブ設計に直接影響する。例えば、強度の高い硬い材料を使用する場合、メーカーは、使用する材料の剛性が低い場合と比較して、所望の構造的完全性を達成するために、より小さな高さのより少ないリブが必要になる場合があります。.
同様に、材料の熱伝導率も冷却に影響するため考慮する必要があり、適切に管理されなければ関連する欠陥が発生する。つまり、材料選択の際に考慮しなければならない要素は以下の通りです。.
- 素材の剛性と強度: 高い剛性を持つ材料は、リブの数を少なくしたり薄くしたりしても、同じ構造的完全性を達成することができます。その結果、材料の使用量と重量を減らすことができます。.
- 熱伝導率: 材料の熱伝導率は冷却時間に影響します。適切な射出成形リブの設計は、冷却を改善するために、熱伝導率の低い材料に適切な間隔を含める必要があります。.
- 耐衝撃性: 部品が強い衝撃に耐える必要がある場合、選択された材料はこの特性を備えていなければならない。そのため アクリロニトリル・ブタジエン・スチレン (ABS)や一部のポリカーボネートは、破損やもろさを防ぐのに役立つ。.
- 耐クリープ性: 部品や製品に持続的な負荷がかかる場合は、PTFE、PAI、PEEKなどの高機能ポリマーを使用することで、長期にわたって部品の構造的完全性と形状を維持することができます。.
- 環境への影響: 材料の選択プロセスにおいて考慮すべき重要な要素は、その部品や製品が使用される環境です。海水や紫外線にさらされたり、極端な高温にさらされたりする場合、選択された材料はこれらの環境要因に耐える特性を備えていなければなりません。.
- コストだ: 大量生産では、収益性と競争力のために材料費を考慮することが重要である。構造的な完全性と品質に妥協しない、より安価な代替品を常に優先すべきである。.
リブ補強部品の製法
材料の選択プロセスが意図的でなければならないのと同様に、射出成形におけるリブ設計のプロセスも、選択された材料のユニークな特性に対応しなければなりません。選択した材料に基づいて、リブ設計で行わなければならない考慮事項は以下の通りです:
- 溶融粘度: 溶融粘度の高い材料を使用する場合、メーカーは、薄くて複雑なリブ形状への適切な充填を確保するために、特殊な装置が必要になることがある。あるいは、メーカーは、材料の完全性を破壊することなく、より高い溶融温度を使用する可能性を実験することができる。.
- 繊維強化素材: 繊維強化プラスチックを使用するメーカーは、最大の強度を得るために繊維の配列を最適化する特殊な形状をリブ設計に取り入れる必要がある。.
- シンクマーク: リブの設計が厚すぎたり、溶融粘度の高い材料を使用したりすると、リブと反対側の表面にヒケと呼ばれる窪みが生じることがある。これを避けるには、リブと壁の比率を適切に管理する必要があります。.
- ブランディング: これは重要な生産要素ではないが、リブデザインに特別なグラフィックやロゴが含まれるかどうかを考慮することは重要であり、材料の選択にも影響する。.
リブのパフォーマンスを最適化するための先進技術の活用
射出成形におけるリブ設計を最適化する従来の方法は、試行錯誤に頼っており、コストと時間がかかるものでした。従来のリブ設計で発生した課題のいくつかを下表に示します。.
| リブ・デザインの欠陥 | 部品や製品への影響 |
|---|---|
| 過度のリブ | サイクルタイムが長くなり、材料の使用量が増え、排出時に破損するリスクが高まります。 |
| 厚みの急激な変化 | 薄い部分から厚い部分への急激な変化は、充填不良を引き起こし、反りやヒケのような欠陥のリスクを高める。 |
| リブ周辺の通気孔が不十分 | リブ周辺の通気性が悪いと、射出圧力が過剰になり、ヒケ、焼け跡、ショートショットの原因となる。 |
メーカーは、リブ設計の欠陥を克服するために、高度な技術を使用して材料の流れをシミュレーションすることがよくあります。これらのシミュレーションから得られたデータは、さまざまな状況下でのリブの挙動を予測するために使用することができます。また、材料の選択、効率的な熱伝達のための適切な設計の発見、構造強度の向上、圧力損失と抗力の低減にも役立ちます。以下は、リブ性能の最適化に使用される先進技術の一部です。.
計算シミュレーション
射出成形リブ設計のための計算シミュレーションの最良の例は、次のようなものである。 計算流体力学 (CFD)。この強力なエンジニアリングツールは、高性能なコンピューティングを使用して、さまざまな条件下での流体(液体や気体を含む)の流れに関する問題を解析します。質量、運動量、エネルギー保存の法則を適用することで機能する。仮想環境での流体のシミュレーションにより、メーカーは性能を予測し、流れのパターンを視覚化し、部品や製品設計を最適化することができます。.
最適化アルゴリズム
最適なリブの構成と形状を見つけるために、計算シミュレーションを使用する。. 非ドミナント型ソート遺伝的アルゴリズム II (NSGA-II)は、リブ設計でよく使われるツールの1つである。以前のアルゴリズムと比較して、NSGA-IIは高速であり、計算複雑度を下げるために非ドミナントソートアプローチを利用している。.
アディティブ・マニュファクチャリング
3Dプリンティングのような高度な積層造形技術により、従来の成形法では不可能だった複雑なリブ構造を作ることができるようになった。例えば、3Dプリントされた コンフォーマル冷却金型 射出成形における複雑なリブデザインにおいて、冷却速度のバランスをとることで、反りやヒケを大幅に防ぐことができます。.
トポロジー最適化
これは、SIMP(Solid Isotropic Material with Penalization Method)理論に基づくもう1つの計算手法で、適切な構造補強のためのリブの設計と最適化に直接使用できます。AIアルゴリズムを活用してリブの断面形状と配置を最適化し、性能目標を損なうことなく材料の使用量を最小限に抑えます。.
シミュレーション・ソフトウェア
Autodesk MoldFlowとAnsys Workbenchは、一般的な流動シミュレーションソフトウェアです。メーカーはこれらのツールを活用して、射出成形におけるさまざまなリブ設計を評価し、選択した構成が特定の材料の性能要件に完全に適合していることを確認します。MoldFlowの欠陥熱マップを使用すると、メーカーはウェルドライン、反り、ヒケなどの傷を予測し、防止することができます。.
メタモデリング
クリンギングメタモデルは、感度解析やシステム最適化に使用されます。射出成形リブの設計に使用され、CFDデータからより高速で簡素化された予測モデルを作成します。これにより、時間を節約し、最適化プロセスをスピードアップすることができます。メタモデルの使用は、フルスケールのシミュレーションを統計的に効果的な代替モデルで置き換えることにより、計算コストの削減に役立ちます。.
リブ・デザインでクリティカル・アプリケーションの現実問題を解決する
CFDをはじめとするさまざまな最適化技術により、メーカーは、航空機の翼リブのような重要な用途のリブを、より効率的かつ正確に設計・最適化できるようになりました。翼リブの最適化は、より効率的な航空機の運航のために、揚力を増加させ、抗力を減少させるのに役立ちます。射出成形における最適化されたリブ設計のその他の重要な用途には、以下のようなものがあります:
1.熱伝達の改善
過熱は電子機器が直面する課題のひとつである。システムが最適に動作し続けるためには、メーカーは構造を通して熱を効果的に伝え、分散させる方法を見つけなければならない。例えばノートパソコンでは、冷却チャネル内にリブを配置して気流の乱れを作り出し、ヒートシンクからの熱伝導を高めている。.
メーカーはまた、風力タービンブレードに適したリブ形状(V字型、楕円型など)や、特に高温環境において熱除去を最大化し、同時に圧力の低下を最小化する構成を見つけるための技術も活用している。.
2.エネルギー消費の低減
自動車では、部品が重くなると車全体の重量が増し、エネルギー消費量の増加につながる。先端技術を駆使して射出成形リブの設計を最適化することで、メーカーはより軽量で効率的な部品を作ることができ、自動車全体の重量を減らしてエネルギー効率の向上に貢献することができる。.
3.航空機タンク内の燃料の動きを制限する
航空機のタンク内で燃料が激しく動くことは、潜在的に危険である。この動きは、重心の急激な移動につながり、飛行機の安定性に影響を与える可能性がある。また、操縦中に燃料が枯渇したり、静電気が蓄積して爆発や発火につながることもある。これを防ぐため、航空機のタンク内部コンパートメントに最適化されたリブが追加され、燃料の動きを制限し、燃料の重心を安定させて飛行の安定を図っている。.
4.ソーラーエアヒーター
太陽熱ヒーターのメーカーは、吸収板に人工的な粗さを形成するためにリブを使用しています。この粗さは、太陽熱ヒーターの効率的な性能のための熱伝達を向上させます。.
射出成形のガイドラインにおけるリブデザインを理解しているFirst Moldのような専門家と協力することは常に重要です。適切な製造パートナーは、リブの設計、高さ、配置、および目的の製品や部品の予想される構造特性と環境アプリケーションに基づいて材料の選択に関するデータ駆動型のアドバイスを提供する高度な技術を持っている必要があります。.














