金属射出成形(MIM)は、粉末金属を原料として金属部品を製造するプロセスである。粉末冶金と呼ばれる技術を使用します。この工程は、プラスチック射出成形の柔軟性と金属の完全性と強度を統合し、複雑な形状の部品を製造します。この製法は100グラム以下の小さな部品に適しており、製品は大量にも少量にもなります。
航空宇宙、自動車、医療機器分野など、高い精度と品質が要求される空間で使用されている。


プロセスフローの概要
金属射出成形の製造手順は、MIMが金属を扱うので、プラスチック射出成形(PIM)とよく似ているが、少し複雑である。小さな金属粒子とプラスチックバインダーの混合物(重合金属原料)を高圧で金型に注入する。冷却後、固まり、金型から取り出され、必要に応じてトリミングされる。
しかし、まだ終わってはいない!生成されるのは「緑色の部分」と呼ばれるもので、これは剥離を受ける必要がある。次の工程では、プラスチック・バインダーが取り除かれ、"茶色い部分 "と呼ばれる壊れやすく多孔性の金属片が残る。
その手順には、原料の準備(コンパウンド)、射出成形、脱バインダー、焼結など、いくつかの段階がある。それぞれの段階は、最適な形状、材料特性、寸法の部品を製造する上で非常に重要です。
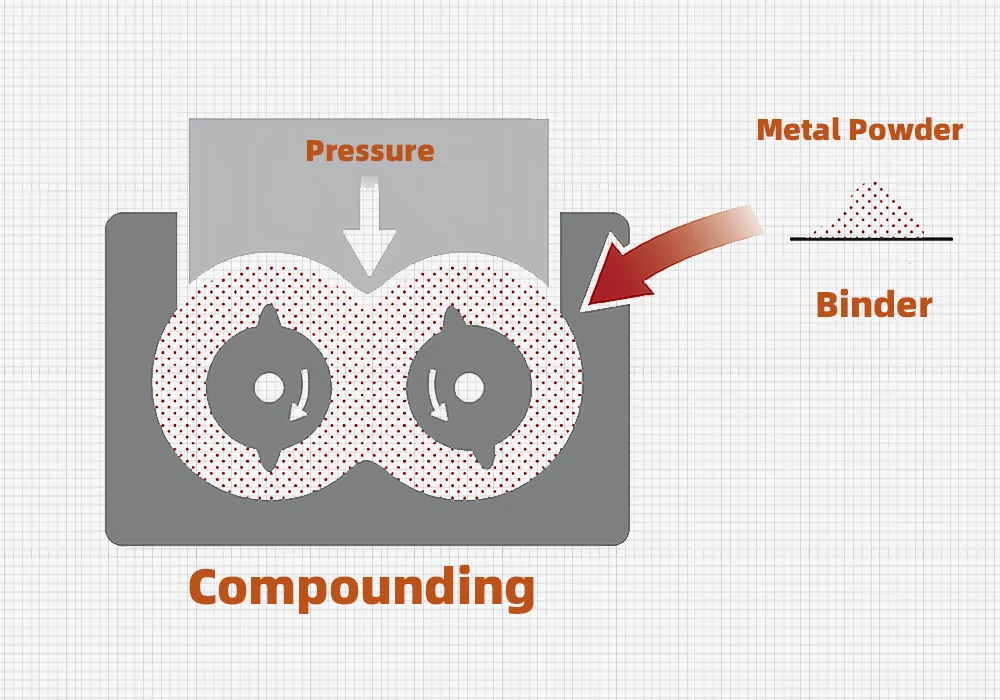
1.配合
原料調製とも呼ばれ、MIMプロセスの最初のステップである。この段階では、4~25μの金属粉末とワックスバインダーまたは熱可塑性プラスチックを体積比で60:40の割合で混合します。この混合物は、シグマ・ブレード・ミキサーのような特殊な混合装置で加熱・溶融され、粒子が全体に均一に分散されます。この分散は、射出成形プロセスと最終部品の密度に影響する材料粘度を確保するために不可欠です。その後、塊は冷却され、造粒されてMIM機の原料になります。
金属粉末は最終部品の構造特性を決定する。このバインダーは射出成形時の流動を促進し、脱バインダーや焼結工程にも影響を与えます。原料の均一性は、射出成形段階での均一な材料流動を確保するために不可欠であり、その結果、全体を通して一貫した特性を持つ部品が得られる。
2.射出成形
この工程は、プラスチック射出成形工程に似ている。準備された原料が金型キャビティに注入され、目的の部品が作られる。ペレット化された原料は、まず特定の温度で加熱され、金型キャビティに高圧で注入される。
バレル内にあるスクリューの回転が原料を押し進め、その圧力でノズルがキャビティ内に入る。充填されると冷却され、バインダーが固化し、圧縮空気またはエジェクターピンによって固形物から排出される際に部品の形状を保持する。
出てきた部品は「緑の部分」であり、プロセスは続く。高品質の製品を保証するためには、金型に適切なゲートとベントの位置を組み込み、金型チャンバーへの安定した充填を促進しなければならない。
焼結時に発生する収縮を補うため、キャビティは20%大きく作られており、この収縮変化は各材料によって異なる。.

3.脱バインダー
脱バインダーとは、"緑色部分 "からバインダーを排出し、"茶色部分 "として知られる多孔質の金属部分を残すプロセスである。この工程はいくつかの段階を経て行われ、バインダーの大部分は、焼結炉内で部品を保持するのに十分な量だけ残るように除去される。
バインダーの除去は、3つのカテゴリーによって達成される;
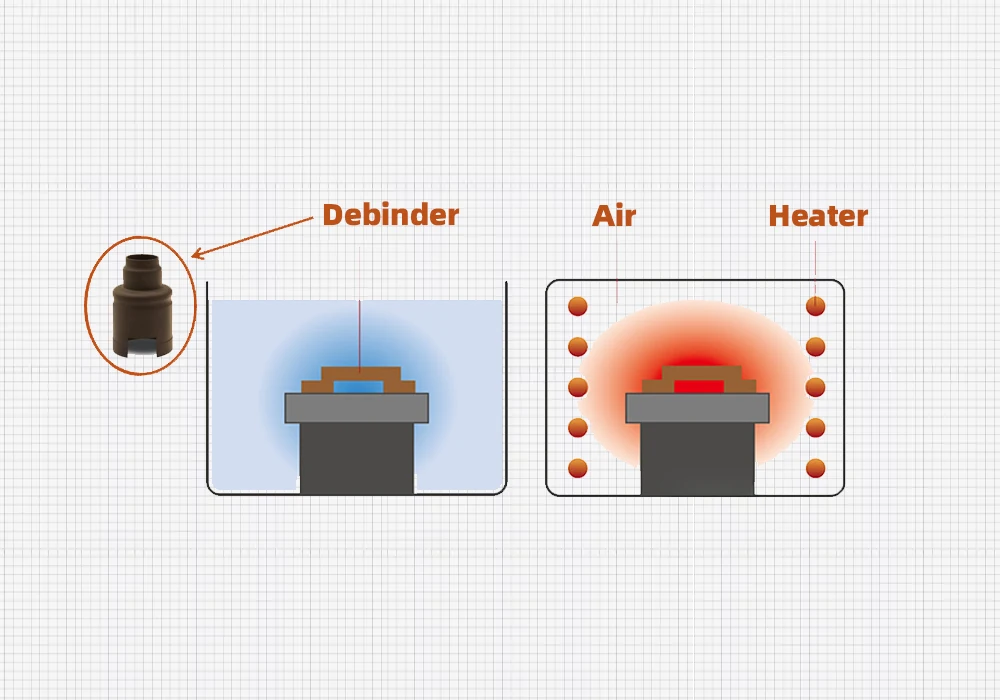
Ⅰ.溶剤脱バインダー
この手順では、グリーンパーツを液体溶剤に浸し、バインダーを溶解・抽出する。バインダーの材質によって、使用する溶剤の種類が決まる。例えば、バインダーが水溶性であれば水性溶媒を使用する。そうでない場合は、有機溶剤が望ましい。部品は、数時間から数日間、溶剤の中に浸すことができる。
Ⅱ.熱脱バインダー/熱分解
は、最も簡単な脱バインダー法の一つである。射出成形された部品は、金属粉末の焼結温度以下の温度で加熱される。バインダーが分解して蒸発し、多孔質の金属片が残る。この場合に制御しなければならない重要なパラメーターは、加熱速度、滞留時間、ピーク温度である。これらは、バインダーが完全に除去され、欠陥や歪みが減少することを保証する。
Ⅲ.触媒結合
このプロセスは非常に効果的だが、少々複雑である。シュウ酸や濃硝酸などの酸蒸気にグリーンパーツをさらすのだ。この場合の酸蒸気は触媒であり、部品の内部構造からバインダーを確実に分解する。この工程は管理された環境下で行われ、酸を使用するため、金属の適合性テストが非常に重要である。
ある種の場合、部品の変形を最小限に抑えるために、熱結合と溶剤結合を組み合わせた2段階脱バインダーとして知られるプロセスが使用される。
脱バインダー工程後に残る「茶色い部分」は、連結した金属粉末粒子からなる脆弱な多孔質構造である。この時点で、部品は焼結という最終工程に入る準備が整う。焼結は、粒子に所望の機械的特性を与え、それらを強化する。
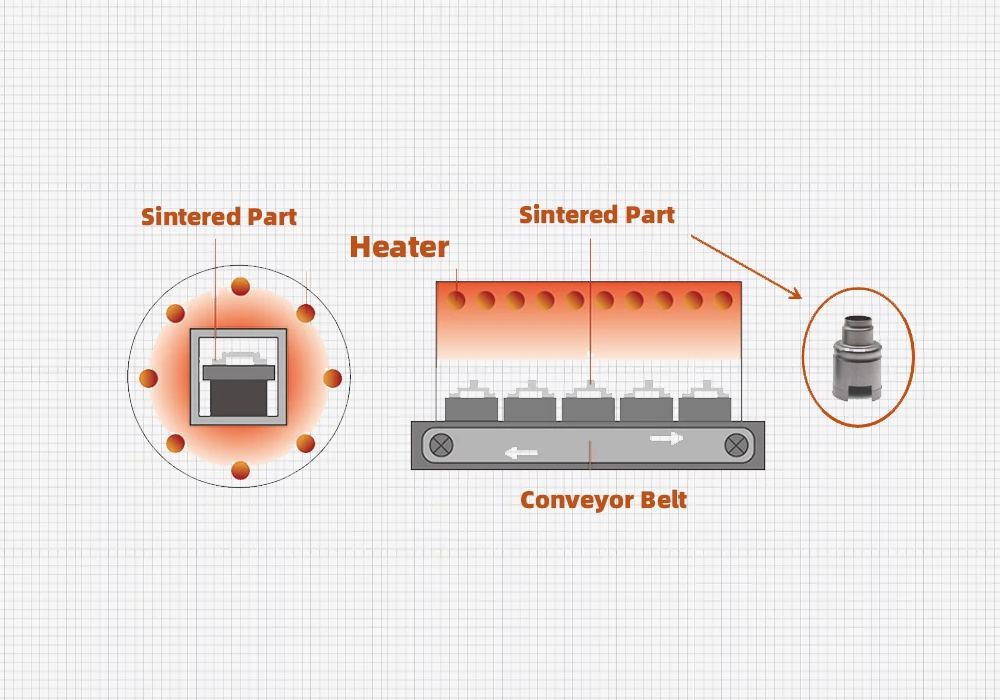
4.焼結
焼結工程とは、褐色の金属を金属粉末の融点以下の温度にすることである。脱バインダーされた部品は、高温で雰囲気制御された焼結炉に入れられ、セラミック・セッターの上に置かれる。バインダーが融点に近づくと、液化して蒸発する。その後、金属部品は高温に加熱され、粒子間の空隙がなくなって融合する。部品は収縮し、所望の寸法に緻密な固体に変化する。部品の収縮率は、焼結段階で最大20%になる。しかし、これは設計と金型製造の段階で考慮されます。
金属射出成形用材料
MIMに適した金属材料は極めて一般的である。理論的には、高温で鋳造できる粉末材料であれば、従来の製造工程における難削材や高融点材料も含めて、MIMプロセスで部品に成形することができる。MIMで加工できる金属には、低合金鋼、ステンレス鋼、工具鋼などがある、, ニッケル基合金, タングステン合金、硬質合金、, チタン合金, 磁性材料、コバール合金、精密セラミックなど。さらに、MIMはユーザーの性能要件に基づいて材料配合をカスタマイズすることもできます。.
アルミニウムや銅のような非鉄合金のMIM成形は技術的には可能ですが、通常はダイカストや機械加工のような、より費用対効果の高い他の方法で加工されます。材料の例としては、SUS316L、SUS420J2、SUS440C、SUS630、SNCM415、SKD11、SKH51、Ti合金などがあります。
| 材料システム | 合金組成 | 応用分野 |
|---|---|---|
| 炭素 - 合金鋼 | Fe₂Ni, Fe₈Ni | 自動車、機械構造部品 |
| ステンレス鋼 | 316L、17 - 4ph、420、440C | 医療機器、時計部品 |
| 超硬合金 | WC - Co | 切削工具、時計、腕時計 |
| セラミックス | Al₂O₃, ZrO₂, SiO₂ | ITエレクトロニクス、時計、日用品 |
| 重合金 | W-Ni-Fe、W-Ni-Cu、W-Cu | 軍事産業, テレコミュニケーション, 日用品 |
| チタン合金 | Ti, Ti - 6Al - 4V | 医療、軍事用構造部品 |
| 磁性材料 | Fe、NdFeB₃、SmCo₅、Fe - Si | 磁気コンポーネント |
| 工具鋼 | CeMo₄, M₂ | 各種ツール |
金属射出成形(MIM)と従来の射出成形(TIM)の違い
従来の射出成形(TIM)と金属射出成形(MIM)は、どちらも高精度で複雑な部品を製造するための製造プロセスです。しかし、材料、使用機器、製造工程に大きな違いがあります。
MIMとTIMの比較表
| アスペクト | 従来の射出成形(TIM) | 金属射出成形(MIM) |
|---|---|---|
| 使用材料の種類 | 熱可塑性プラスチック 例:ABS(アクリロニトリル・ブタジエン・スチレン)、PP(ポリプロピレン)、PE(ポリエチレン)、PC(ポリカーボネート | メタルパワーとバインダー(原料)の組み合わせ |
| 原材料の形態。 | プラスチックペレット。 | ポリマー(熱可塑性プラスチック)またはワックスバインダー(原料)と混合した粉末金属 |
| 金型設計 | 溶融プラスチックを成形することに重点を置いているため、プラスチックが流れやすく、複雑で詳細な形状を可能にする設計でなければならない。プラスチックの低収縮率(0.5%~2%)に対応し、幾何学的な計算が複雑でないこと。 生産効率と速度を高めるために、複数のキャビティがあること。 | 金型は、高密度の原料や、焼結過程で発生する高い金属収縮率(15-20%)に対応しなければならない。同様に、MIMは複数のキャビティを持つことができるが、設計はより高い収縮率と均一なバインダー除去を考慮する必要がある。 |
| 金型材料 | 溶融プラスチックの温度(150℃~300℃)に耐えるアルミニウム、スチール、その他の高強度合金で構成されている。 | 高い射出圧力と金属粉による激しい摩耗に耐えるため、硬化工具鋼または超硬合金から抽出される。 |
| 後処理 | ペイントやトリミングなど、後処理は最低限で済む。 | 後処理は、脱バインダーや焼結などの工程を経て広範囲に及ぶ。 |
| 加工温度 | 150℃~300℃の比較的低い温度で作動する。 | 焼結段階では、通常1000℃を超える高い処理温度が必要となる。 |
| 使用機材 | プラスチック用に設計された加熱・冷却システムを備えた標準的なプラスチック射出成形機を使用。 | 機械の構造は似ていても、高圧(30,000~150,000 PSI)と高密度の原料を扱うには、大きな改造が必要である。 |
他の金属製造プロセスと比較したMIMの違いと利点
各製造プロセスには、利点と限界がある特定の応用分野があります。MIMは、他の製造プロセスの汎用性とコスト削減を、金属の耐久性と堅牢性と組み合わせたものである。MIMが最適な製造経路であるかどうかを見極めるために、その主な利点と他の製造工程との違いについて掘り下げてみよう。
- 複雑な幾何学: 従来の金属加工では不可能な、複雑な形状や材料特性を持つ部品を必要とする用途。
- 費用対効果: MIMは高度に自動化されたプロセスであり、他の金属成形法に比べて手作業の必要性を減らすことができる。余分な材料がほとんど出ないため、廃棄物の量を減らすことができる。また、精度が高いため、二次加工の必要性も減少します。
- 一貫した品質: 高度に自動化され、繰り返される工程により、製造される部品の類似性が保証される。この工程は管理された環境で行われるため、欠陥や汚染は最小限に抑えられます。
- 素材の選択: スチール、チタン、一部の合金など、幅広い材料の選択肢は、柔軟性と特定の用途への適合性を保証します。この特性は、しばしば鋳造のようなプロセスを凌駕します。
- 密度と強度: 製造される金属射出成形部品は、硬度や強度などの機械的特性が高く、極度の摩耗や高応力条件に耐える必要がある部品に適しています。
MIMと他の製造プロセスとの比較
金属部品の製造に使用されるその他の製造プロセスには、従来の粉末冶金、鍛造、3Dプリンティング、LQMT(液体金属技術)などがある。次の表は、MIMとリストアップされた製造プロセスの間で、製造のさまざまな側面を比較したものです。
製品の機能と外観デザインにおける素材特性の役割
材料の選択は金属射出成形プロセスにおいて重要な要素であり、製品の外観、デザイン、性能、機能性に直接影響する。ここでは、材料選択がデザインにどのような影響を与えるかについて展望する。
1.機械的特性と機能性
スチールやチタンなどの素材は、併用することで強度と耐食性を発揮します。これらは機械的耐久性を必要とする部品に適しています。このような材料を使用するように設計された部品は、肉厚の形状を取り入れたり、強度の低い材料で補強することができます。
2.収縮率と寸法精度
MIMの焼結過程における収縮率は15%から20%の間である。しかし、これは材料特性と挙動に依存します。設計者は、この収縮を金型寸法に考慮し、より精度を高めるために比例してスケールアップする必要があります。
3.耐食性。
過酷な環境にさらされる部品には、ステンレス鋼(316L)やチタンなどの耐食性材料が必要です。設計者は、保護コーティングの必要性を最小限に抑え、形状を維持するために、これらの材料を取り入れています。
4.熱的性質
銅合金は熱伝導率が高く、熱に敏感な用途に使用できます。設計者は、このような素材に放熱に効果的な通気孔やフィンのような機能を配置することができます。
5.美観と表面仕上げ
ステンレス鋼のような素材は、優れた仕上げ特性を持つ。コーティング、メッキ、研磨が容易である。家電製品などは、滑らかな表面と高級感のある外観が要求されるため、このような素材が使用される。
MIMに基づく製品設計最適化戦略とMIMのタブー
複雑な形状の簡素化
MIMは複雑な形状を可能にするが、それは時に困難であったり、実現が難しかったりする。これは、欠陥のリスクとコストを増加させます。リスクを最小限に抑えるために、設計者は薄いフィーチャー、半径、フィレットなどの戦略を採用し、鋭角を減らすことでこれを最適化することができます。また、複数のコンポーネントを1つに統合することで、組み立ての手間を省くことができます。
肉厚の最適化
均一な厚みの部品を設計することで、材料の流れが良くなり、反り、ひび割れ、ボイド、ヒケを防ぐことができる。コアリングのような方法を使用することで、材料と加工時間を削減することができます。
ドラフトの角度を取り入れる
金型キャビティから部品を排出するためには、抜き勾配、またはわずかなテーパーが必要です。抜き勾配が必要な場合は、垂直壁面に対して0.5°~2°の角度をつけるとスムーズな射出が可能です。
機能的な特徴を取り入れる
MIM最適化は、性能を向上させ、組み立てを減らすための機能的特徴と統合することができる。これらの機能には、スナップフィット、自己接合要素、アライメントタブなどがあります。構造要素や美的ハイライトなど、多機能のための設計。
アンダーカットと複雑な金型動作を避ける
アンダーカットは内部または外部にあり、部品の機能に必要である。しかし、その位置と種類によっては、金型コストを増加させ、サイクルを長引かせます。アンダーカットをシンプルな形状に再設計し、サイドアクションを使用することをお勧めします。
MIMによるケース製品の全工程設計の分解
ケース製品の設計プロセスは、構想から最終的な組み立て/分解に至るまで、いくつかの段階を経て行われる。分解は、製品の修理、メンテナンス、リサイクルを考慮する上で非常に重要です。以下は、ケース製品の設計に金属射出成形を使用する際の分解プロセスと考慮事項の内訳です。
コンセプト開発: 例えば、消費者向け製品の装飾機能や航空宇宙部品の軽量筐体などである。
素材の選択: 製品に使用される素材は、組み立てや分解を容易にするために非常に重要です。頻繁に分解を必要とするケース製品を設計する場合、耐久性のある素材がひび割れや劣化を起こさずに耐えることができます。
分解可能なモジュラー設計: これは、製品をモジュール部品に分解することで、生産を容易にし、分解を簡素化するものである。自己位置決めピン、アリ溝、ねじ接続などの機能は、MIM部品に直接組み込まれています。
金型のデザイン: 金型を設計する際には、ケースの形状、肉厚、機能的要件などの側面を考慮する必要があります。材料が流れやすく、ボイドやウェルドラインなどの欠陥を最小限に抑えるためには、ゲートやベントを戦略的に配置する必要があります。
プロトタイピング: 物理的なサンプルは、設計の実行可能性を検証することができます。3Dプリントは、最終製品が規定の目標を満たすことを確認するために、実際の製品の前にテスト用のプロトタイプを作成します。
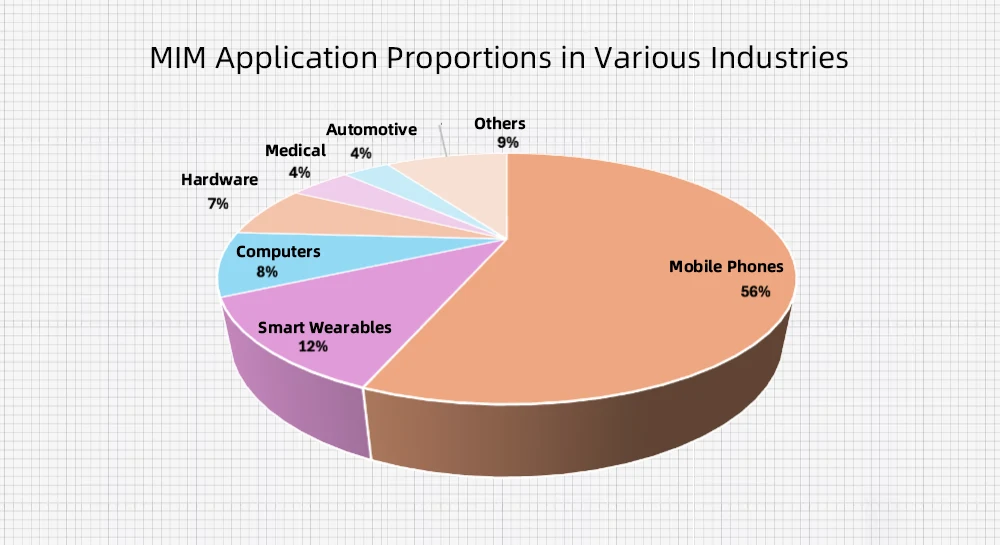
MIMアプリケーション
金属射出成形(MIM)は、数多くの用途で成功を収めている。MIMが採用されている主な産業には次のようなものがあります:
- 自動車用途: トランスミッション用の軽量・高強度ギアを製造。
- 医療機器部品: 低侵襲器具のための極小で複雑な手術器具の製造。使用される材料は、生体適合性や耐腐食性、耐滅菌性などの特性を備えていなければならない。
- 航空宇宙部品: 業界では、軽量化と燃料効率の最大化のために、高強度かつ軽量な材料が求められています。エンジン燃料エジェクターノズルは、エンジン効率に不可欠な燃料混合を最適化するために複雑な形状をしています。
- コンシューマー・エレクトロニクス 複雑で高精度な製品を製造できるMIMの能力は、この業界では魅力的だ。MIMは、スマートウォッチ、コンピューター・ハードウェア、スマートフォンなどの主要製品の製造に使用されている。