金属部品のリベット接合は、リベット接続としても知られ、軸力を使ってリベット孔内でリベットのシャンクを変形させ、リベット・ヘッドを形成し、それによって複数の部品を接続することを含む機械用語である。.
プラスチック部品のリベッティングは、本体としてプラスチック部品を含み、接続部品はプラスチック部品、金属部品(例えば、金属板)、電気部品(例えば、PCB)、布地(例えば、メッシュ布)等であることができる。付加的なリベットやリベット・ポストを必要とする金属リベッティングとは異なり、プラスチック・リベッティングは、プラスチック本体から成長した柱やリブのようなプラスチック構造を直接使用する。これらの構造体は接続された部品を通過し、突出した柱やリブはリベット・ヘッドの圧力下で加熱され、軟化し、成形される。冷却されると、リベッティングは完了する。.

加熱法に基づくリベッティングプロセス:
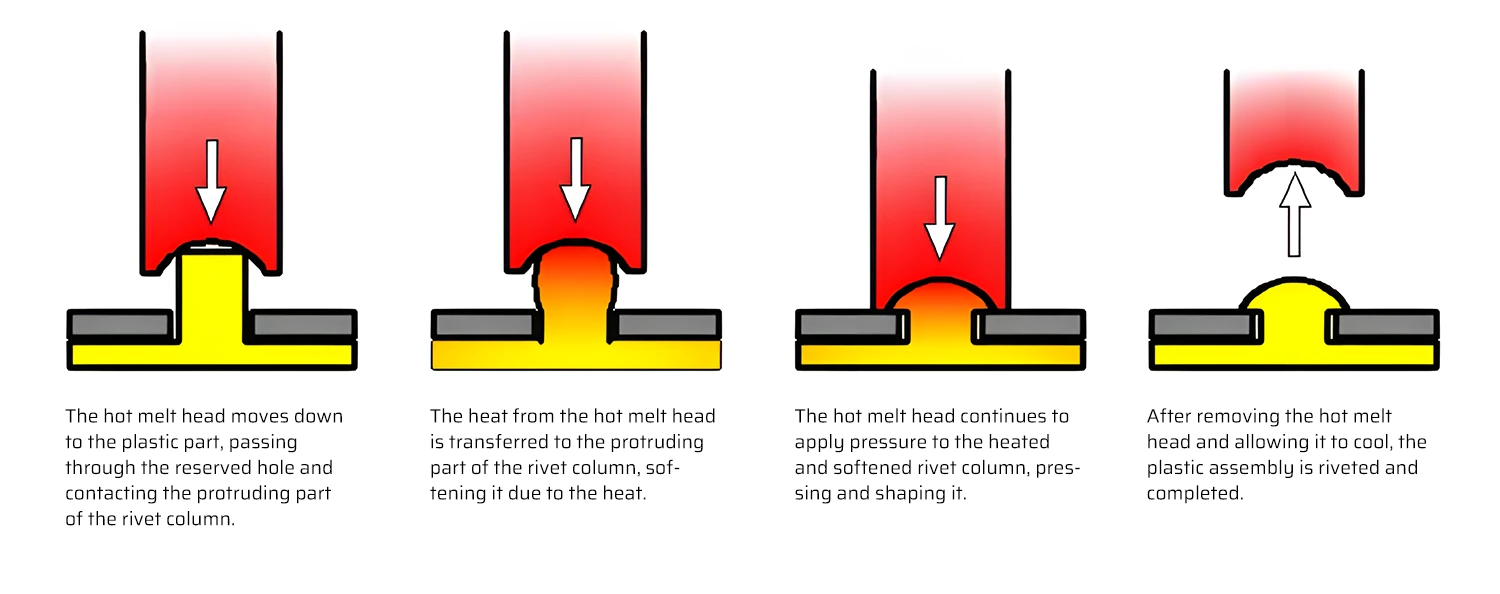
ホットメルト・リベット:
これは接触型リベッティング法である。いくつかの技術では、金属リベット・ヘッドを加熱するためにリベット・ヘッド内に加熱管を配置する。この結果、金属リベット・ヘッドが大きくなり、加熱効率が低下する。現在、一般的な技術は、金属ホット・リベット・ヘッドが自己加熱できるように高周波パルス加熱原理を使用し、熱を伝導するための加熱ブロックや管の必要性を排除している。これは加熱効率を高め、その結果金属リベット・ヘッドが小さくなり、より多くの用途に適する。
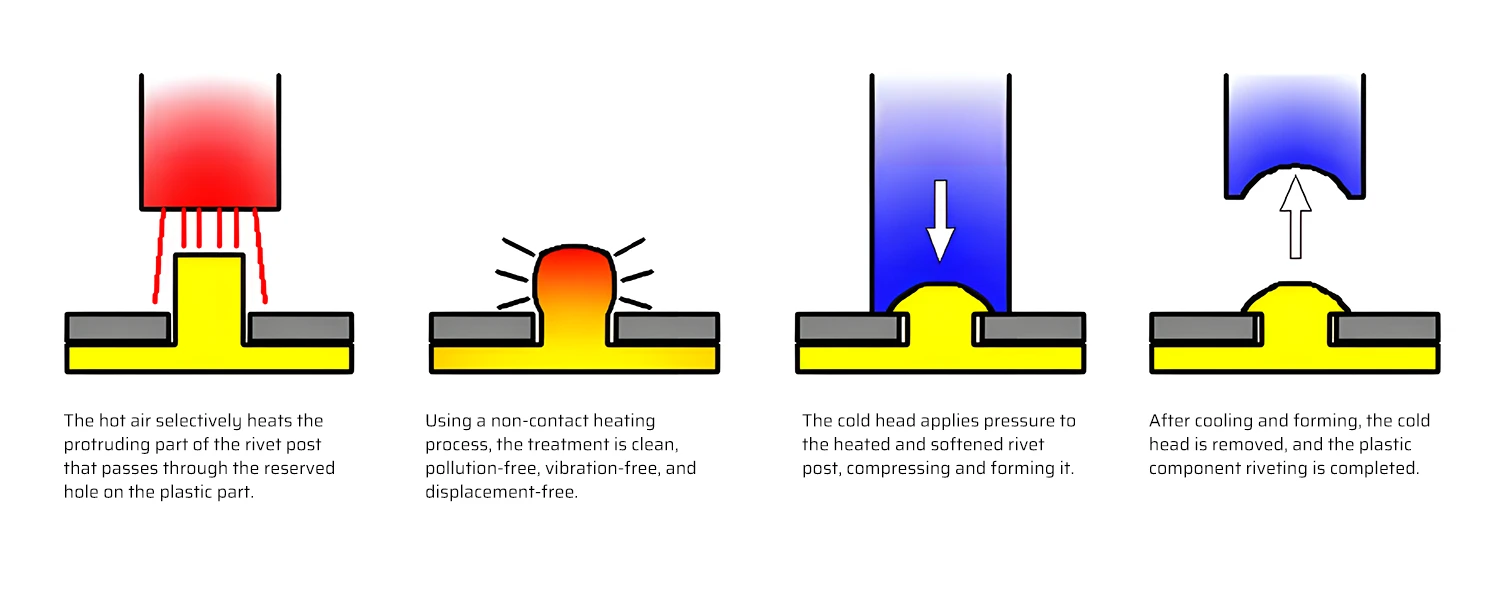
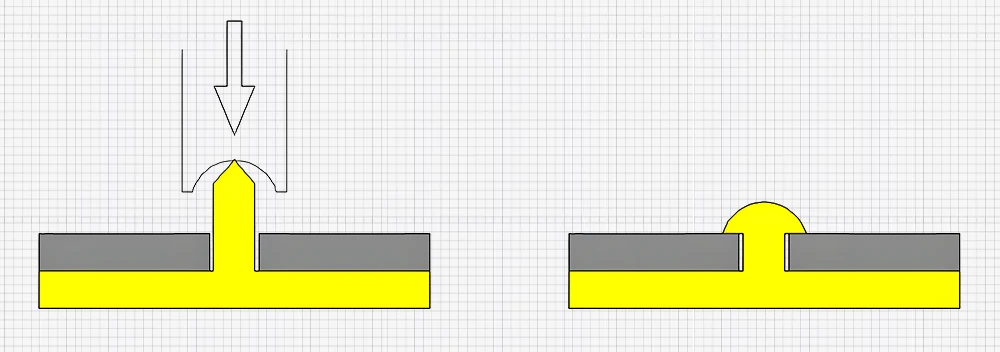
熱風リベット:
熱風リベット・プロセスは主に熱風を加熱源として使用し、リベット柱を加熱し形成する。全工程は2つの段階を含む:
第一段階では、熱風がリベット柱を可鍛性状態に均一に加熱する。リベット柱を効果的に加熱するには、安定した温度と均一な気流が重要である。
第2段階では、コールド・リベット・ヘッドが軟化したリベット柱を押圧して堅固なリベット・ヘッドを形成する。リベット柱は十分に加熱され軟化しているので、形成されたリベット頭部はリベット止めされる部品を確実に固定することができる。熱風コールド・リベッティングでは、リベット・コラムとリベットされる部品の穴との間のはめ合いが緩すぎてはならない。隙間が大きすぎると、軟化したプラスチックがリベット接合中に隙間を埋めてしまい、リベット頭部の大きさが不十分になることがある。
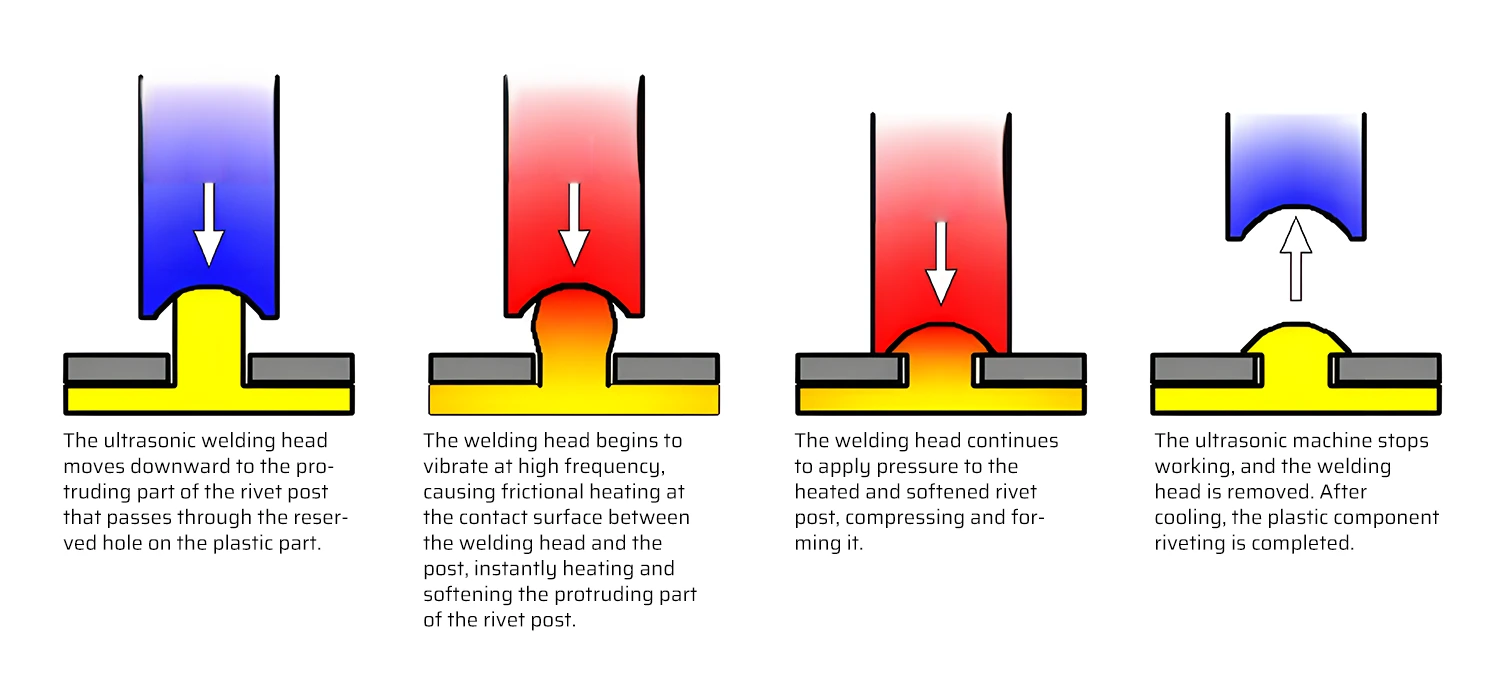
超音波リベッティング:
これも接触式リベット接合法である。工程は以下の通り:
正しいリベッティングプロセスの選択:長所と短所
共通の利点:
- シンプルなプラスチック部品構造で、金型コストを削減。
- シンプルな組み立て工程、追加の材料やファスナーを必要としない、高い信頼性。
- 複数のリベット箇所を同時にリベットすることができ、組立効率を大幅に向上させる。
- プラスチック部品だけでなく、金属やその他の非金属部品の接続にも適しており、特に限られたスペースでの接続に適しています。
- リベット止めされた部品は、長期にわたる機械的振動や過酷な環境条件に適している。
- 簡単な操作、省エネ、高速、製品品質の簡単な目視検査。
一般的なデメリット
- 追加のリベット装置と工具が必要。
- 高強度や長期荷重の用途には適さない。
- 恒久的な接続で、取り外しや修理が可能な用途には適さない。
- 一度故障すると修復が難しいため、必要に応じて設計段階で冗長性を考慮する必要がある。
具体的な長所と短所の比較:
| 比較項目 | ホットメルト・リベット | 熱風リベット | 超音波リベット |
|---|---|---|---|
| リベットの強さ | 金属ホットメルト・ヘッドはリベット・ポストに直接作用し、プレスしながら溶融し、高い応力をもたらす。ポスト・リベットの強度は信頼できず、振動に敏感である。 | リベット・ポスト全体が加熱されるため、応力が低い。ポスト・リベットの強度は高く、振動の影響を受けない。 | 超音波溶接ヘッドは高周波振動でリベット・ポストに直接作用し、高い応力をもたらす。ポスト・リベットの強度は信頼できない。 |
| フィックス効果 | 加圧ヘッドがリベット・ポストに作用し、軟化と加圧を同時に行う。リベットポストの根元は完全に軟化することができず、製品の組立に隙間が生じ、固定効果に欠陥が生じる。 | 素晴らしい。リベット・ポスト全体が軟化し、加圧下で素早く形成され、組立の隙間を完全に埋める。 | 溶接ヘッドがリベット・ポストに作用し、軟化と加圧を同時に行う。リベット・ポストの根元は完全に軟化することができず、製品の組立に隙間が生じ、固定効果に欠陥が生じる。 |
| リベット締め速度 | スモール・リベット・ポイント:6~10秒、ラージ・リベット・ポイント:50~60秒 | 6-10秒加熱、2秒冷却 | 5秒未満 |
| 設備の柔軟性 | 加熱とリベッティングが統合され、製品に応じてカスタマイズされるため、段取り替えが複雑になる。 | 加熱と冷間リベッティングは独立して調整できる。エアノズルはリベットポストに応じてカスタマイズすることができ、リベットポイント温度は独立して調整可能である。 | 一体型溶接ヘッドであれば、リベット・ポイントの深さや振幅を独立して制御することはできない。 |
| リベット・ポイント外観 | 表面は明るく美しく、線が引きやすい。 | それは明るさ、ほとんど無光沢の表面、ワイヤーデッサンを達成できる。 | 明るく美しい表面。 |
| 素材適応性 | ガラス繊維が沈殿し、外観に影響を与えることがある。 | ほとんどすべての一般的な熱可塑性材料とガラス繊維材料をリベットできます。 | ガラス繊維素材をリベットで固定することはできないし、難しい。 |
| 製品への影響 | 接触加熱リベッティングでは、ホットメルト・ヘッドからの熱がリベット・ポスト近くの部品や製品表面に影響を与える可能性がある。 | 非接触加熱リベッティング、コンポーネントや製品の外観を損傷しません。 | 振動加熱リベット、振動はコンポーネントに害を与える可能性がある。 |
| 設備費 | 低い | ミディアム | 高い |
その他の側面
ホットメルト・リベット:
利点は明確である。リベット・ヘッドは同時にリベット柱を加熱し、リベット・ヘッドを形成する。これは非常にコンパクトな装置設計を可能にし、特に間隔の狭いプラスチック・リベット柱を持つ小さな部品に適している。
しかし、重大な欠点もある。リベット・ヘッドが完全に冷却されないと、余熱によってプラスチックがリベット・ヘッドに付着し、フィラメント化が生じることがある。リベット・ヘッドは頻繁に交換する必要がある。表面熱をリベット・コラムの中央と底部に伝えることがますます困難になり、コールド・コア現象やリベット・コラムと接続部品との間の不十分な隙間充填を引き起こす可能性があるため、大きなリベット・コラムには適さない。さらに、ホットメルト・リベッティングを用いて製造された製品は、比較的高い残留応力を有し、引き抜き強度が低い傾向がある。従って、高い位置決めと固定要求のある製品には適さない。
熱風リベット:
プラスチック・リベット柱は高温熱風環境で均一に加熱されるので、プラスチック・リベット柱は内側から完全に軟化し、成形後の内部応力を効果的に減少させる。第二段階では、コールド・リベット・ヘッドが完全に軟化したプラスチック材料をプレスして成形し、連結部品とリベット・コラムの間の組立ギャップの90%以上を素早く埋めることができ、非常に良好な固定効果を達成する。
超音波リベッティング:
リベット接合強度と固定効果はホットメルト・リベット接合に似ている。しかし、超音波リベッティングは摩擦によって熱を発生するので、リベット・ポイントが形成されると、超音波発生器は作動を停止する。ホット・メルト・リベッティングとは異なり、超音波溶接ヘッドは熱を伝えないので、フィラメント化の可能性が減少する。超音波リベッティングはまた、最も短い時間を要する。
超音波リベッティングを使用する場合、リベット・カラムは大きな高低差を持つ平面上に設計すべきではない。これは、様々なリベット・ポイントでの振幅差を引き起こし、不均一な加熱速度や潜在的に緩んだり劣化したカラムにつながる可能性があるからである。単一の溶接ヘッドを使用する場合、コラムの分布距離も制限される。対照的に、ホット・メルトまたはホット・エア・リベット・プロセスは、リベット・コラムを異なる平面に設計することを可能にし、かなりの距離であっても一度に多点リベット打ちを達成することができる。
素材の適応性:
リベットは、特定の温度範囲で溶ける熱可塑性プラスチックにのみ適している。熱硬化性プラスチックは一定の温度で硬化するため、上記の3つの方法ではリベッティングが難しい。そのため、リベッティングには熱可塑性プラスチックが選ばれることが多く、製品の構造にも熱可塑性プラスチックが使われることが多い。
熱可塑性プラスチックはさらに、非結晶性プラスチックと結晶性プラスチックに分けられる。
非結晶性プラスチック:
これらは無秩序な分子配列を持ち、明確な温度(Tg、 ガラス転移温度)で徐々に軟化し、溶けて流動する。このようなプラスチックは、3つのリベッティング工程すべてに適している。
半結晶性プラスチック:
これらは秩序だった分子配列を持ち、明確な融点(Tm)と再結晶点を持つ。融点に達する前は、半結晶性プラスチックは固体のままである。温度が融点に達すると、分子鎖が動き始め、プラスチックは溶け始める。熱が低下すると、プラスチックはすぐに固化する。
リベット・コラムを加熱し、リベット・ポイントを形成するという二重の機能のために、半結晶性プラスチックはホット・メルト・リベッティングにより適している。
半結晶性プラスチックは規則的なバネのような分子構造を持ち、高周波の超音波振動エネルギーを容易に吸収するため、リベット接合部で熱を発生しにくい。半結晶性プラスチックは融点が高いことが多く、プラスチックを溶かすのに十分な超音波エネルギーを必要とする。従って、それらは非結晶性プラスチックよりもリベットの難易度が高い。半結晶性プラスチックのためのより高いリベット打ち品質を達成するには、より高い振幅、適切な継手設計、溶接ヘッド接触、溶接距離、および超音波エネルギーなど、より多くの要因を考慮する必要がある。 溶接治具.超音波エネルギーを集中させるために、リベット・コラムの上部は、溶接ヘッドとの最初の接触が最小になるように設計すべきである。
超音波リベッティングに影響する追加的な材料特性には、硬度(より高い硬度は一般に超音波リベッティングを改善する)、融点(より高い融点はより多くの超音波エネルギーを必要とする)、及び純度(原材料のより高い純度はリベッティング効果を高め、一方リサイクル材料中の不純物は性能を低下させる)が含まれる。
フィラー入りプラスチック(ガラス繊維など):
フィラー入りのプラスチックは、プラスチックとフィラーの融点に大きな差がある。ホットメルト・リベッティングでは、±10°以内の温度制御が重要である;高温はプラスチックからガラス繊維を析出させ、接着と粗面をもたらし、低温は亀裂と冷間成形を引き起こす。超音波リベッティングでは、プラスチックを溶融させるためにより大きな振動エネルギーが必要である。高いフィラー含有量は、リベット接合点での残留と剥離をもたらし、リベット接合強度と信頼性を低下させる。
フィラーの含有量が10%未満である場合、材料特性に大きな影響を与えないことがある。充填剤(例えば、ガラス繊維)は、PP、PE、PPSのような軟質材料をリベッティングするのに有益である。10%-30%の間のフィラー含有量はリベッティング強度を低下させるが、30%を超える含有量はリベッティング性能に著しく影響する。
一般的なリベット・コラムとリベット・ヘッド
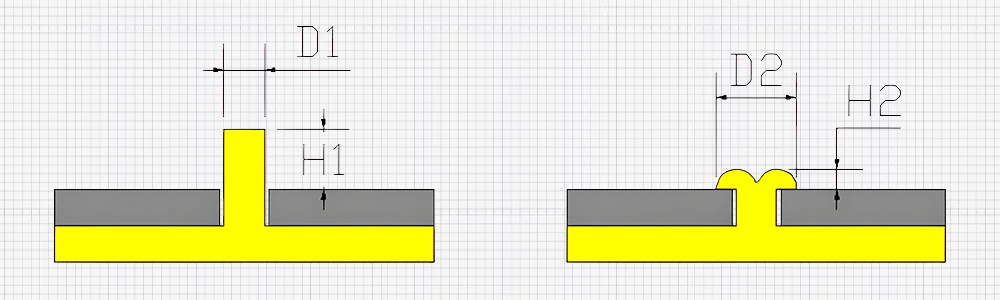
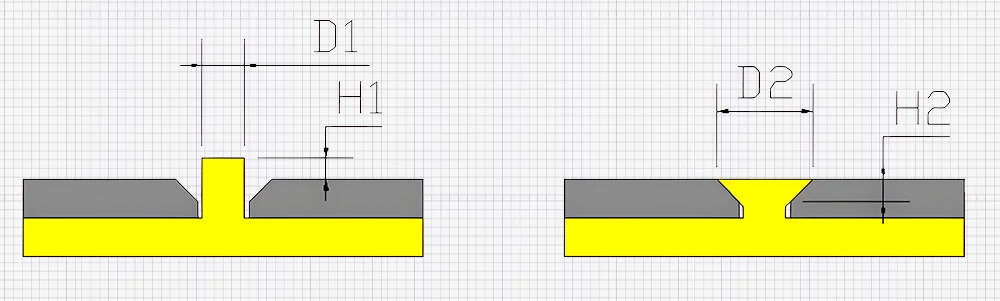
1.半円形リベットヘッド(ラージプロファイル)
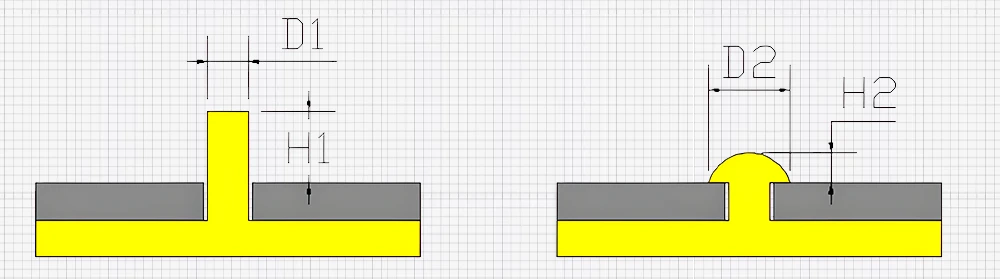
1).リベット柱の直径(D1)が3mm未満、好ましくは破損を防ぐために1mm以上に適している。
2).リベット柱の突出部の高さ(H1)は、一般に(1.5~1.75)*D1である。
3).リベット・ヘッドの直径(D2)は一般に約2 * D1であり、高さ(H2)は約0.75 * D1である。具体的な数値は、体積換算S_head = (85%-95%) * S_columnに基づくべきである。
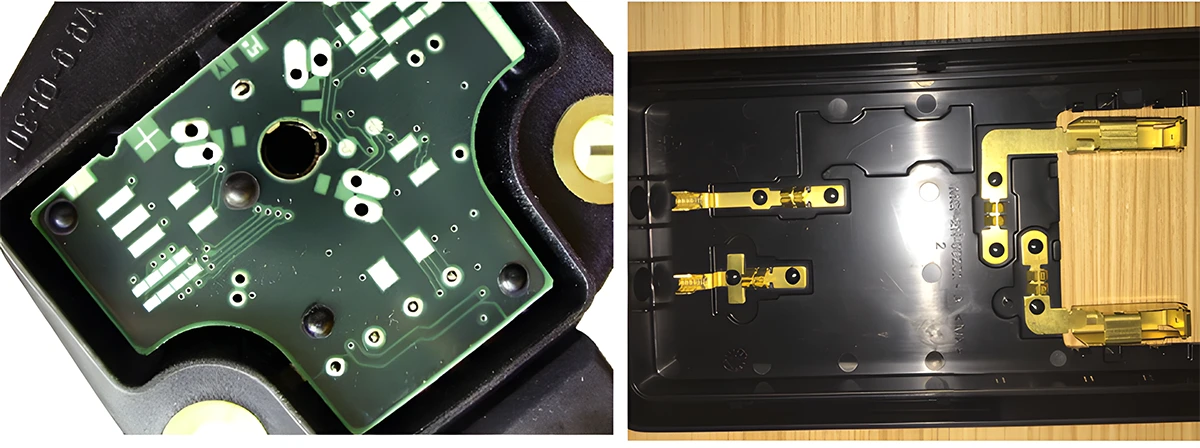
4).このタイプは最も一般的に使用され、一般的にPCB基板やプラスチック装飾部品など、強度の要求が低い場合に使用される。
2.半円形リベットヘッド(スモールプロファイル)
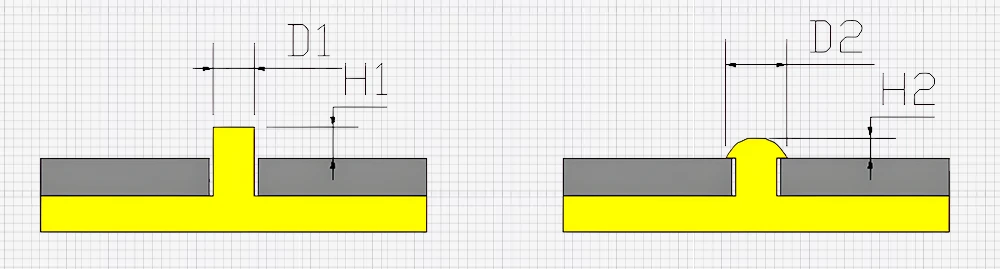
1). リベット・コラムの直径(D1)が3mm未満、好ましくは破損を防ぐために1mm以上に適している。
2). リベット柱の突出部の高さ(H1)は、一般に1.0 * D1である。
3). リベット・ヘッドの直径(D2)は一般に約1.5 * D1であり、高さ(H2)は約0.5 * D1である。具体的な数値は体積換算S_head = (85%-95%) * S_columnに基づくべきである。
4). このタイプは、大きなプロファイルの半円形リベット・ヘッドよりリベット締結時間が短く、一般にFPCソフト・リボンや金属バネ片のような強度要求の低い状況で使用される。
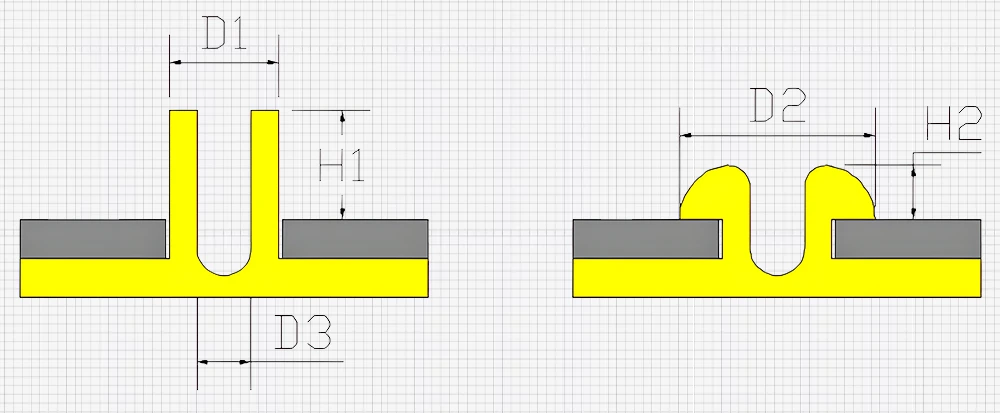
3.ダブル半円リベットヘッド
1). 2-5mmの間のリベット・コラム直径(D1)に適している。
2). リベット柱の突出部(H1)の高さは、一般に1.5 * D1である。
3). リベット・ヘッドの直径(D2)は一般に約2 * D1であり、高さ(H2)は約0.5 * D1である。具体的な数値は体積換算に基づくべきである S_head = (85%-95%) * S_column.
4). このタイプは半円頭タイプよりわずかに大きなリベット柱を持つ。リベット打ち時間を短縮し、より良いリベット打ち結果を得るために、一般に高い固定強度を必要とする状況では、二重半円頭法が使用される。
5). リベット柱と金型ホット・リベット・ヘッドの中心は、きれいな形のリベット・ヘッドを得るために一直線に並べなければならない。
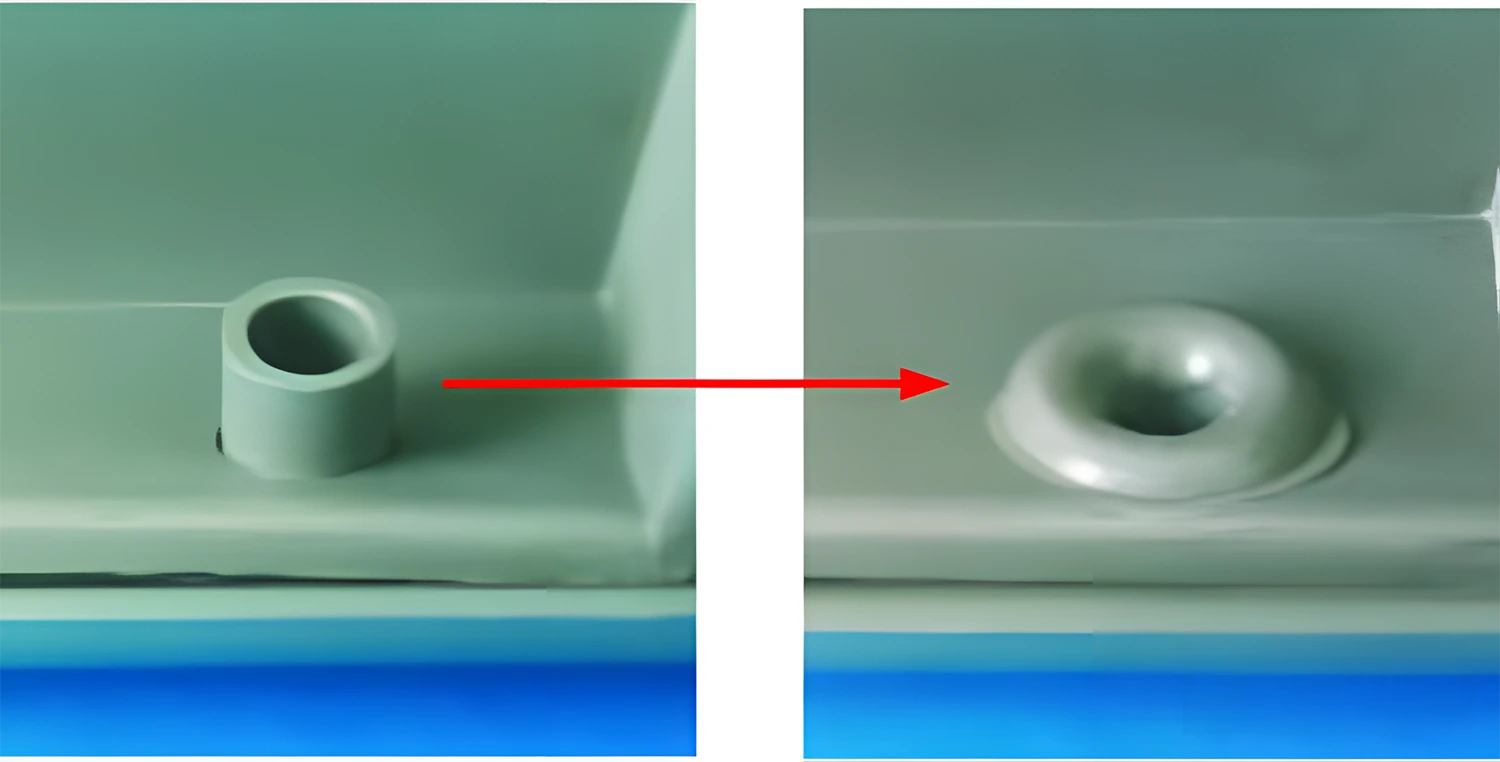
4.環状リベットヘッド
1). 5mm以上のリベット柱径(D1)に適している。
2). リベット・コラムの突出部(H1)の高さは、一般に(0.5~1.5)*D1であり、直径が大きいほど小さい値をとる。内径は0.5 * D1である(柱の裏側の収縮を避けるため)。
3). リベット・ヘッドの直径(D2)は一般に約1.5 * D1であり、高さ(H2)は約0.5 * D1である。具体的な数値は体積換算S_head = (85%-95%) * S_columnに基づくべきである。
4). リベット・コラムの直径が大きくなるにつれて、リベット接合時間を短縮し、裏面の収縮欠陥を避けながらより良い結果を得るために、一般に高い固定強度を必要とする状況では中空リベット・コラムが使用される。
5). 中空リベット・コラムは内側も外側も均等に加熱されるため、リベット・ヘッドの形状をきれいに仕上げるのが容易になる。
5.フラットリベットヘッド
1). 3mm以下のリベット・コラム直径(D1)に適している。
2). リベット柱の突出部の高さ(H1)は、一般に0.5 * D1である。
3). リベット頭部の直径(D2)と高さ(H2)は、体積換算S_head = (85%-95%) * S_columnに基づくべきである。
4). そうでなければ、信頼性が低く、十分な固定強度が得られない。
5). 平らなリベット頭部は、形成されたリベット頭部が表面から突出すべきでない状況に適している。

6.リベットヘッド
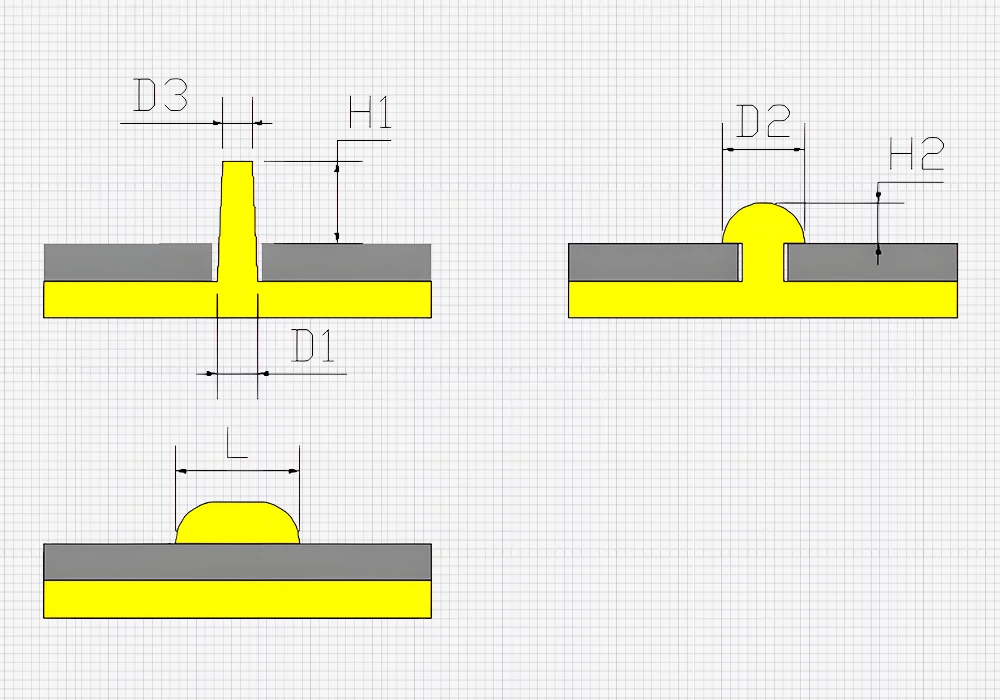
1). リベット柱のベース直径(D1)は3mm未満とし、トップ直径(D3)は(0.4~0.7)*D1とする。
2). リベット柱の突出部の高さ(H1)は、一般に(1.5-2)*D1であり、H1はリベット柱の長さ(L)より小さくすべきである。
3). リベット・ヘッドの直径(D2)は一般に約2 * D1であり、高さ(H2)は約1.0 * D1である。具体的な数値は体積換算に基づくべきである S_head = (85%-95%) * S_column.
4). リベット頭部により大きな接触面積が必要で、中空のリベット柱を設計するのに十分なスペースがない場合に、リブ付きリベット頭部を使用する。
7.フランジ付きリベットヘッド
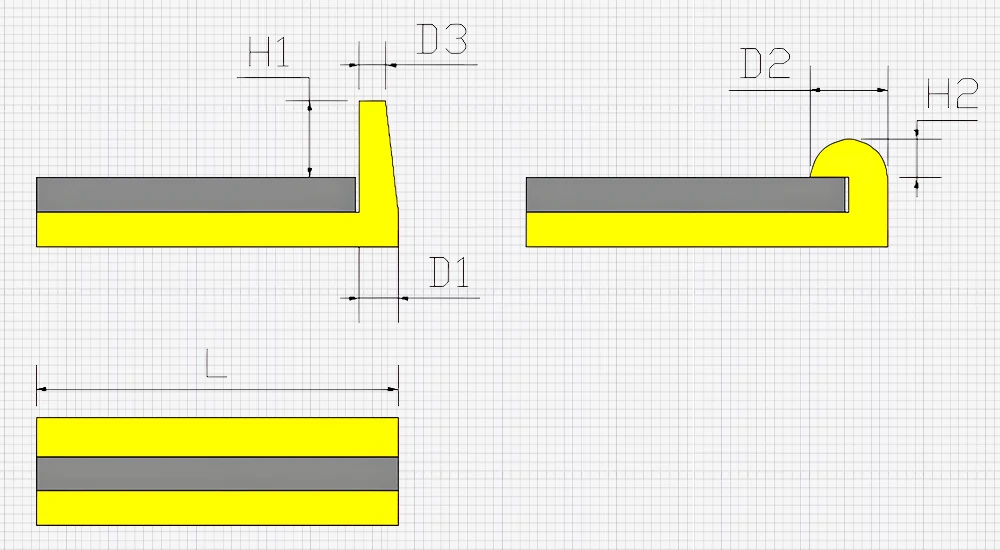
1). リベット・コラムのベース直径(D1)は3mm未満とし、トップ直径(D3)は(0.3-0.5)*D1とする。
2). リベット柱の突出部の高さ(H1)は、一般に(1.5-2)*D1であり、H1はリベット柱の長さ(L)より小さくすべきである。
3). リベット・ヘッドの直径(D2)は一般に約2 * D1であり、高さ(H2)は約1.0 * D1である。具体的な数値は体積換算に基づくべきである S_head = (85%-95%) * S_column.
4). フランジ付きリベット頭部は、接続部分の圧着または巻付けを必要とする状況に適している。
ヒント様々なリベットの種類とその具体的な用途をお探しですか?以下の詳細ガイドをご覧下さい リベットの種類.
注釈
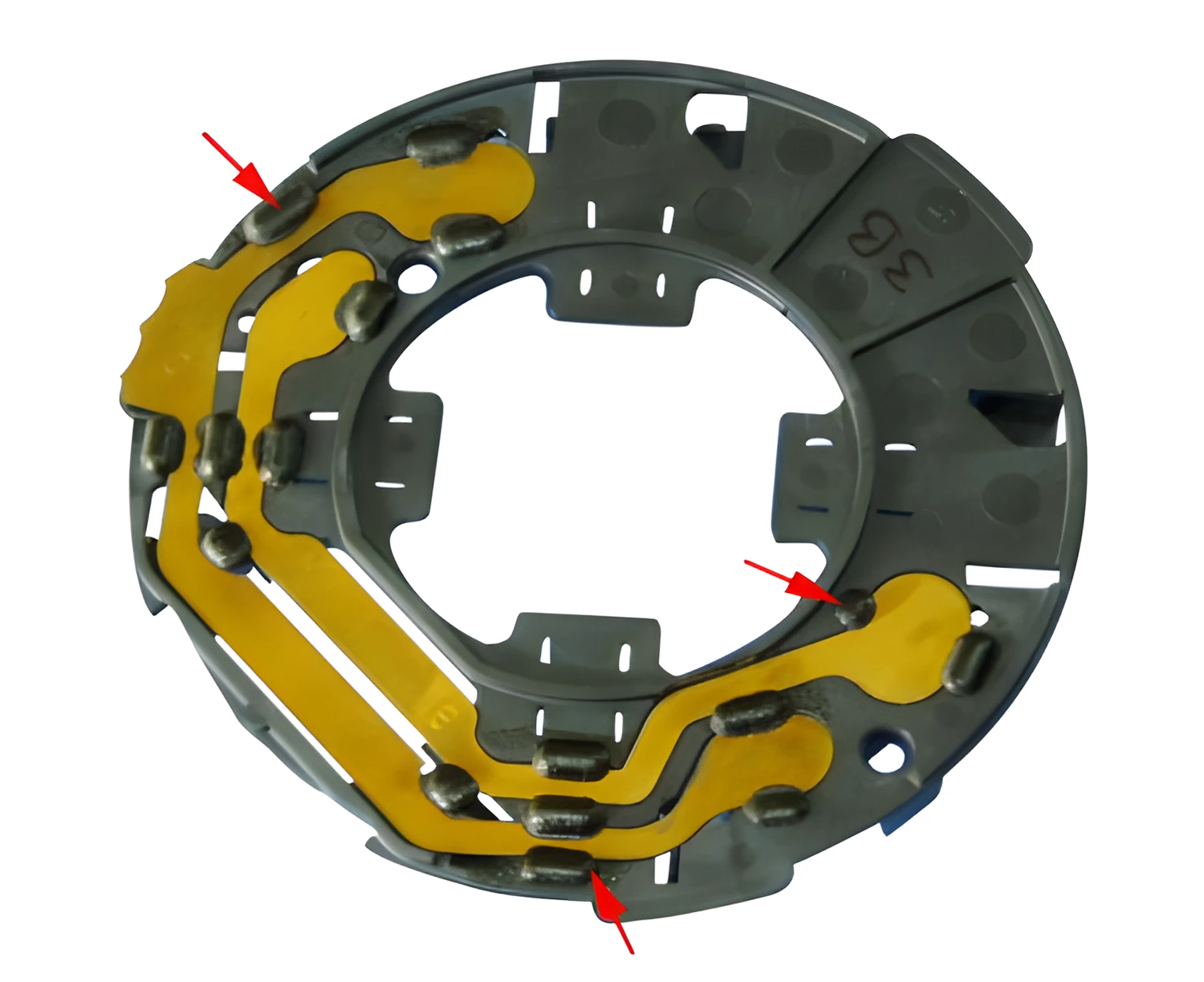
リベット・コラムが傾斜面にあるか、ベースから高い場合は、次のように設計する:
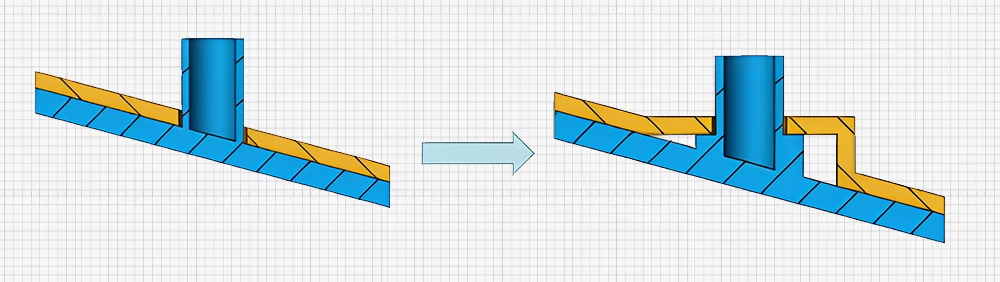
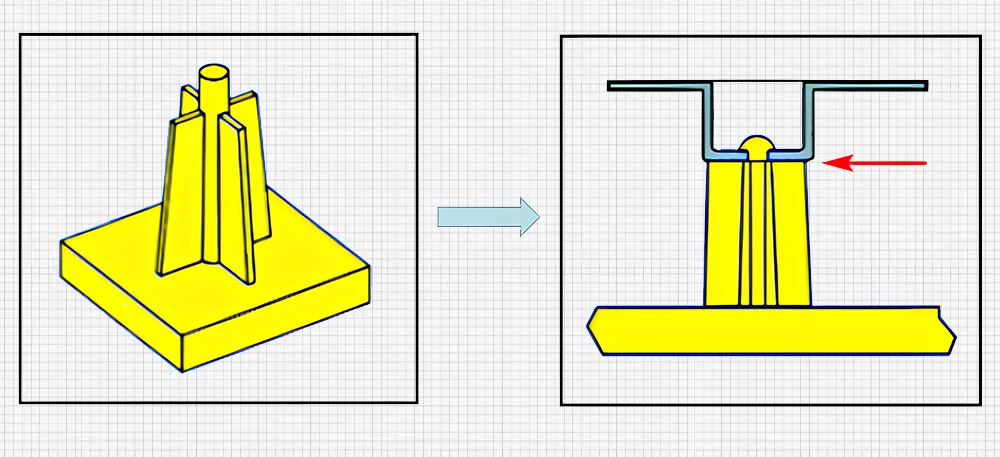
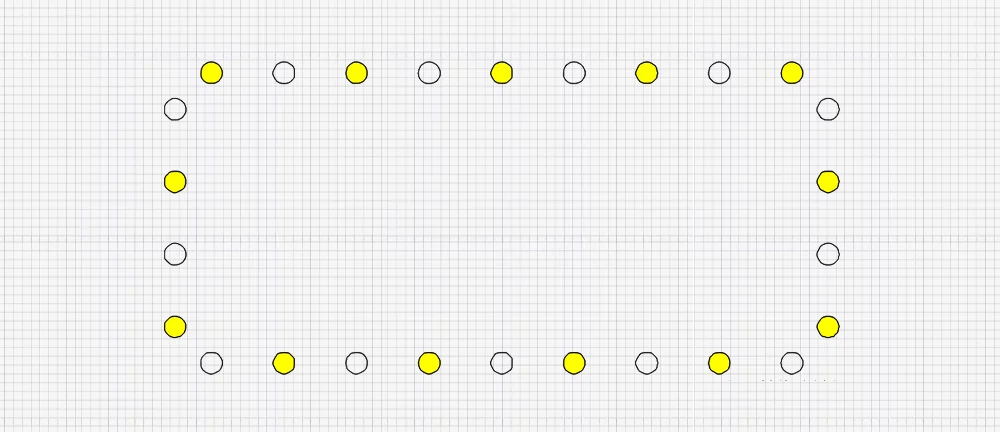
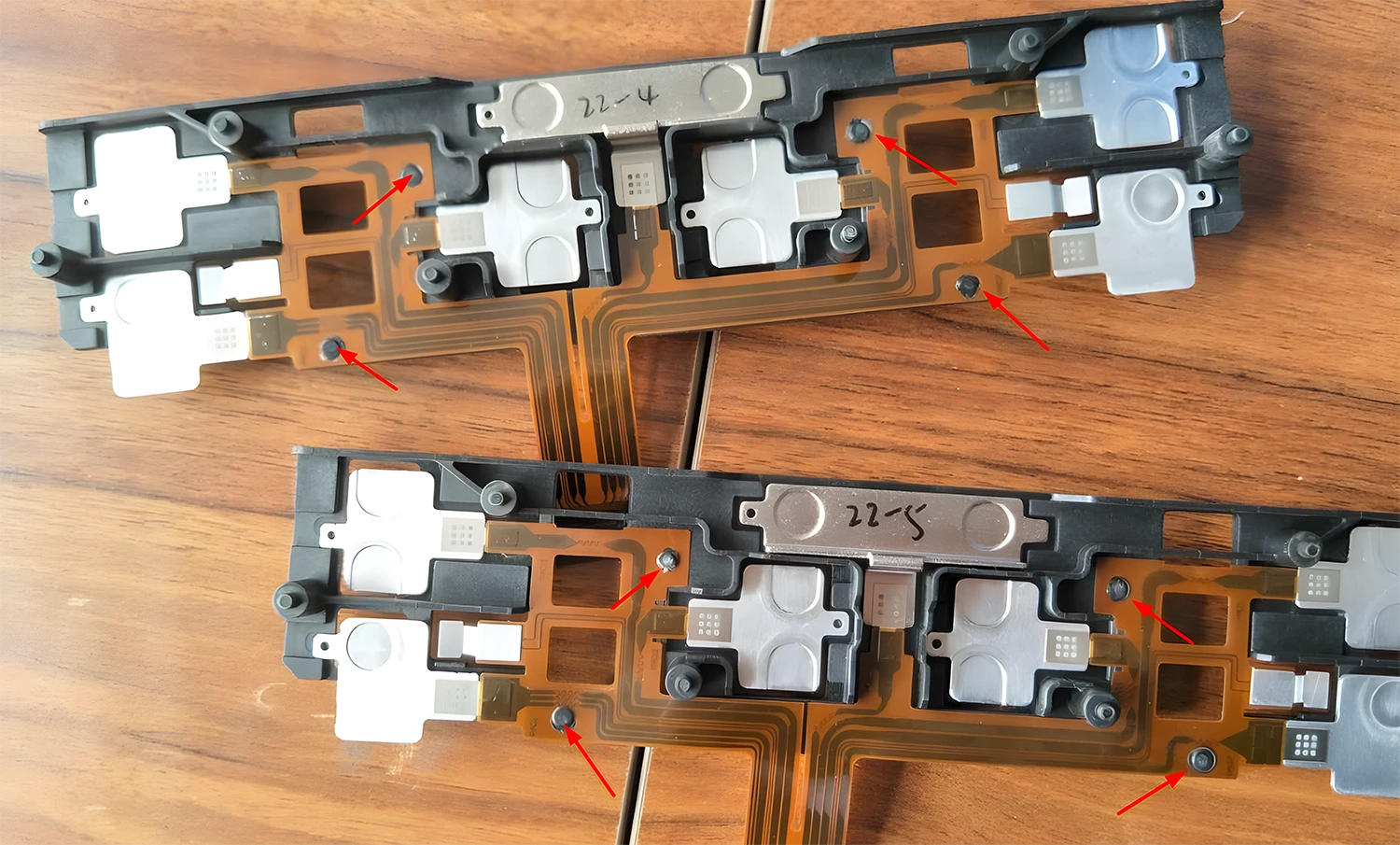
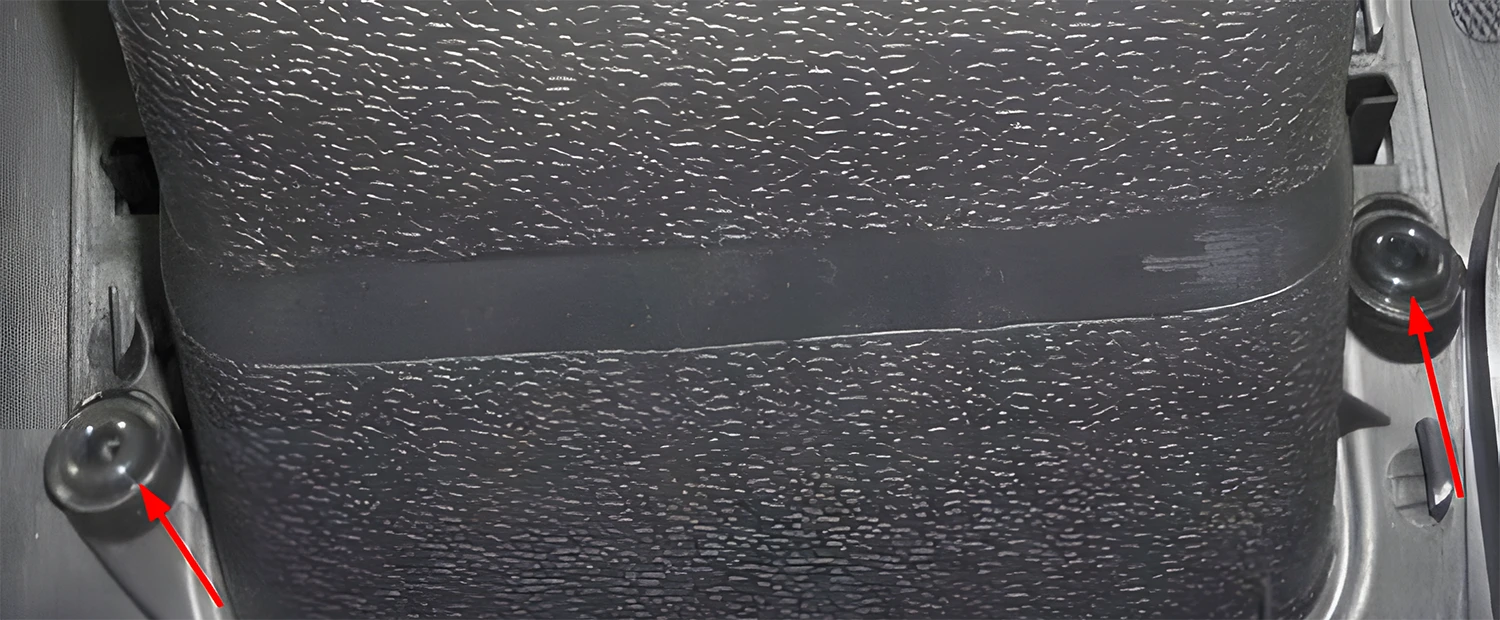
リベットは永久的な接続であり、一度故障すると修復が難しいので、必要に応じて構造に冗長性を設計することができる。例えば、リベット柱と穴の数を2倍にし、黄色のリベット柱を最初に使用し、修理が必要な場合は白のリベット柱を2度目の修理のチャンスに使用する。