

J'ai déjà parlé du système de coulée et de la disposition des cavités des moules à injection. Parmi elles, trois structures cruciales du moule sont la carotte, coureuret porte. Je développerai chacun d'entre eux dans trois articles distincts. Les connaissances concernant les carottes sont relativement limitées ; cet article mettra l'accent sur les principes de conception des carottes.
La compréhension de la carotte est particulièrement utile pour concepteurs de moules et les professionnels du moulage et de l'injection. Les concepteurs de produits n'ont besoin que de connaissances de base.
Qu'est-ce qu'une carotte ?
Pour mieux comprendre ce concept, rappelons le système de coulée des moules : il s'agit du canal d'écoulement par lequel le plastique, injecté par la buse de la machine d'injection, pénètre dans la cavité. Il se compose de la carotte, des canaux, des portes et des puits froids. Sa fonction première est d'assurer un remplissage harmonieux et ordonné de la cavité avec du plastique fondu, en transférant efficacement la pression d'injection pendant le remplissage et la solidification afin d'obtenir des pièces en plastique bien structurées.

La carotte marque la partie initiale de l'entrée du plastique dans l'ensemble du système de coulée. Elle s'étend du point de contact avec la buse du moule jusqu'aux canaux de coulée. C'est dans cette section que le plastique en fusion s'écoule pour la première fois après avoir pénétré dans le moule.
Principes de conception de la carotte de moulage
Différents modèles de carottes
Les carottes se présentent sous plusieurs formes, notamment verticales, à simple ou double inclinaison.
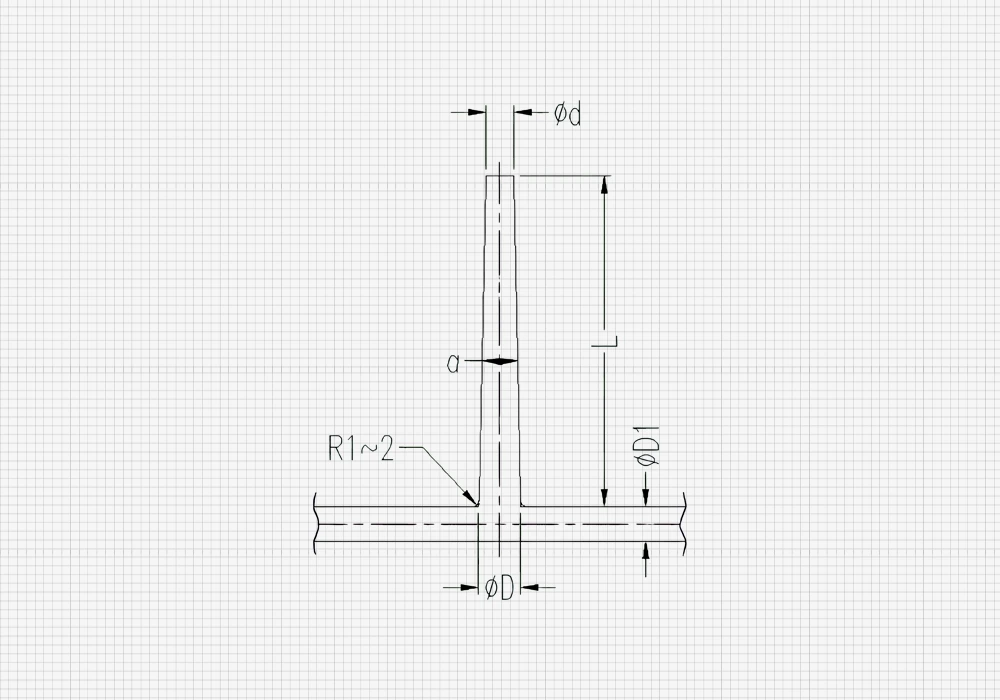
Conception des carottes verticales :
- Le diamètre à l'extrémité la plus petite (d) est la taille, généralement 0,25 mm de plus que le diamètre de la buse.
- La longueur (L) dépend de la structure du moule et ne dépasse généralement pas 150 mm.
- L'angle de conicité (a) est généralement compris entre 2° et 4°.
- D > D1 + (1~2mm)
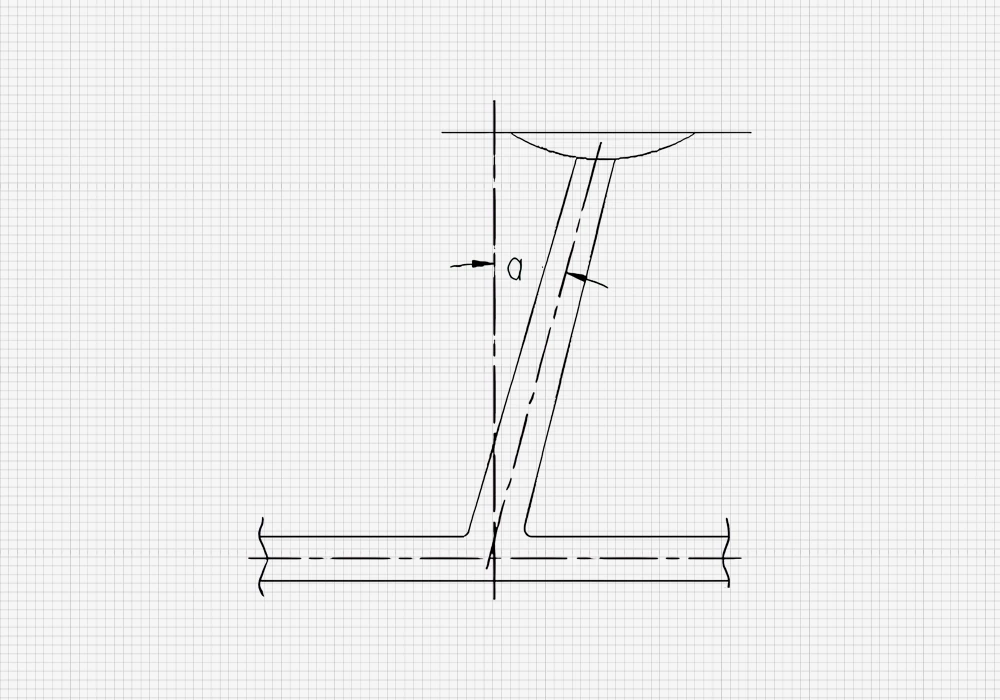
Conception de carottes à bascule unique :
- L'angle d'inclinaison (a) dépend des propriétés du plastique ; pour certains plastiques, il peut atteindre 30°.
- Pour d'autres, elle peut aller jusqu'à 20°, avec un contrôle de 10°~20° basé sur l'expérience de la conception.
- Les autres paramètres de conception sont similaires à ceux des carottes verticales.
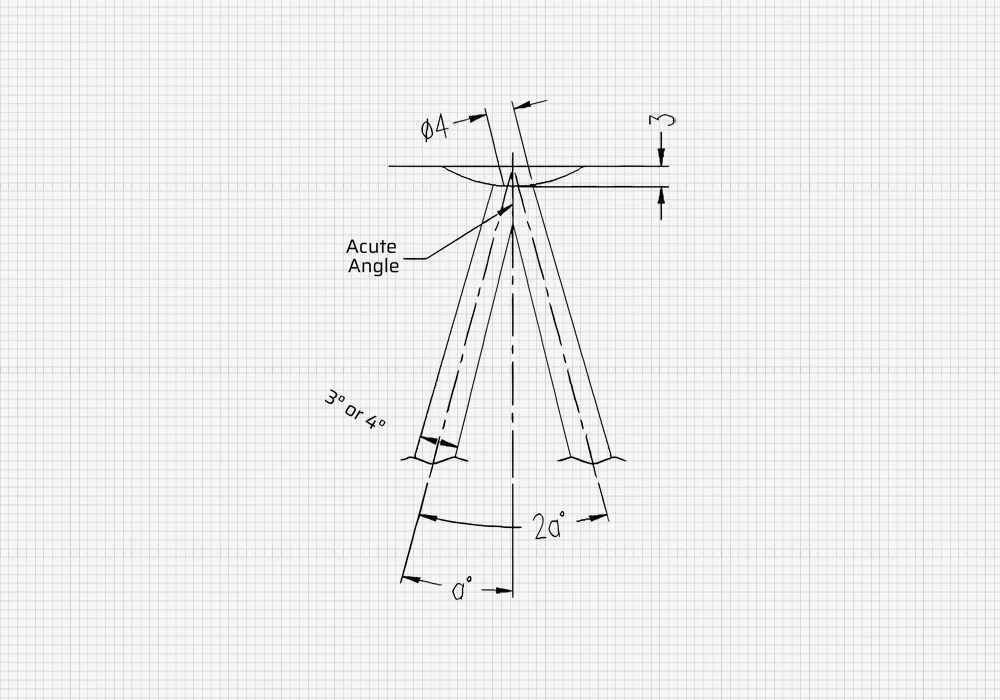
Conception de carottes à double bascule :
- Caractérisé par un large espace d'écoulement du plastique, remplissant rapidement les grandes cavités et simplifiant la structure du moule.
- Les arêtes vives à la jonction des deux carottes facilitent l'ouverture du moule.
- Les autres paramètres de conception sont les mêmes que pour les carottes à simple basculement.
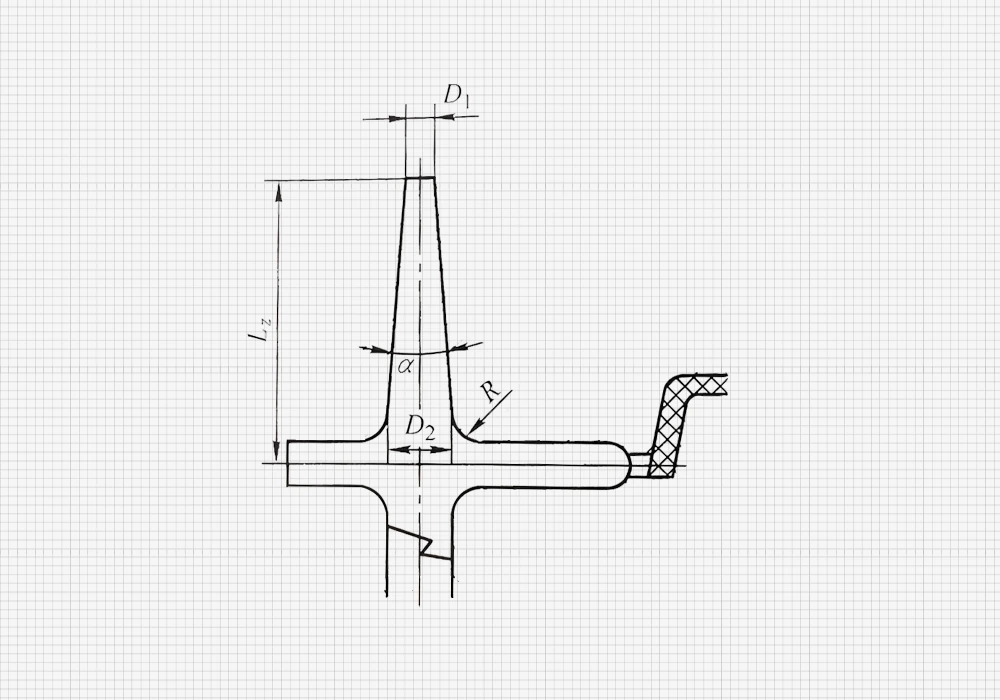
Forme de la carotte
Pour faciliter l'extraction du matériau solidifié de la carotte, celle-ci est généralement conçue de manière conique avec un angle de conicité α compris entre 2° et 4°. Pour les matières plastiques peu fluides, α peut être de 6° à 10°, avec une rugosité de surface de la paroi interne généralement autour de Ra 0,8 μm. Le diamètre d'entrée est généralement compris entre 4 et 8 mm. Si l'écoulement de la matière fondue est bon et que le produit est petit, nous préférons un diamètre plus petit ; dans le cas contraire, il vaut mieux choisir un diamètre plus grand.
| Le diamètre de l'entrée et de la sortie de la tige de coulée | ||||||||||||||
| Volume d'injection de la machine de moulage par injection/g | 10 | 10 | 30 | 30 | 60 | 60 | 125 | 125 | 250 | 250 | 500 | 500 | 1000 | 1000 |
| Le diamètre de l'entrée et de la sortie de la tige de coulée | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 |
| PE, PS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6 | 4.5 | 6.5 | 5.5 | 7.5 | 5.5 | 8.5 |
| ABS, AS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6.5 | 4.5 | 7 | 5.5 | 8 | 5.5 | 8.5 |
| PSU, PC/mm | 3.5 | 5 | 4 | 5.5 | 5 | 6.5 | 5 | 7 | 5 | 7.5 | 6 | 8.5 | 6 | 9 |
Coordination entre la buse de la machine et le manchon de la carotte
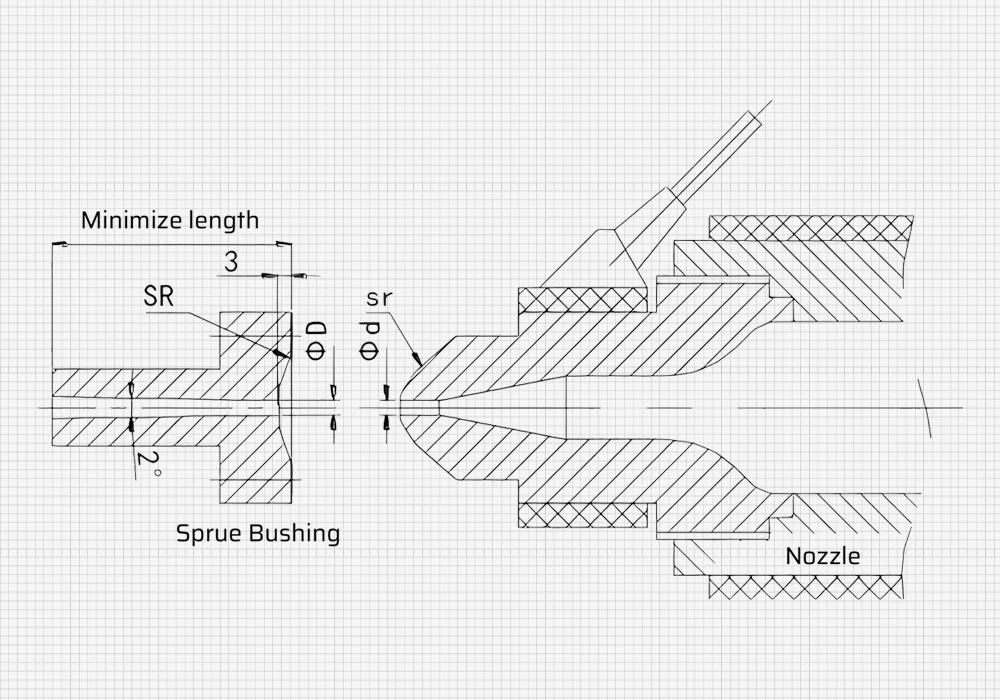
La SR sphérique de la bague de carotte du moule doit être supérieure de 1 à 2 mm à la SR de la buse de la machine. Vous pouvez vérifier la RS de la buse de la machine par rapport à ses spécifications.
| Tonnage des machines de moulage par injection | <130t | <350t | >350t |
| Arc de la buse | Vérifier les spécifications de la machine de moulage par injection | ||
| Douille de la carotte | 12 | 14 | 23 |
Note : Pour les moules à canaux chauds ou des buses allongées, nous devons nous assurer de la conformité à ces réglementations avant l'achat.
Lors de la conception du moule, vérifiez la longueur de la buse de la machine qui peut s'étendre dans le moule. Tout besoin d'extension des buses doit être pris en compte à l'avance.
Détermination du diamètre du trou de la douille de la carotte
| Tonnage des machines de moulage par injection | ≤60t | ≤130t | ≤220t | 350t | 450t | ≥550t |
| ABS, HI-PS, POM, PE, PP, PA | 2.5 | 3 | 3.5 | 4.5 | 5.5 | |
| PC, PPS, PPE | 3 | 3.5 | 4 | 5 | 6 | |
La valeur de D pour la bague de carotte doit être supérieure de 0,5 mm à la valeur de D de la buse de la machine.
Mesures pour raccourcir la carotte :
(1) Dans les moules à deux plaques, la bague de carotte doit être encastrée dans la plaque A (sauf exigences particulières du client).
(2) Pour les structures de moules à trois plaques, si la longueur de la carotte dépasse 25 mm (25 mm inclus), il est préférable d'utiliser une douille de carotte plus grande.
(3) Pour les produits présentant un aspect et d'autres exigences particulières, il convient d'utiliser des canaux chauds.
Conclusion
La carotte et le canal de coulée sont des structures relativement simples dans le système d'alimentation. Le respect des directives de conception ci-dessus devrait permettre d'éviter tout problème. Si vous rencontrez des problèmes dans la conception des moules, n'hésitez pas à laisser un commentaire dans la section ci-dessous. Dans le prochain article, nous aborderons la question des canaux de coulée.














