

Los moldes de inyección cuentan con un importante sistema de guiado, formado principalmente por pasadores guía y casquillos guía. Como dispositivos de guiado, requieren atención durante la compra (o fabricación), el diseño y el montaje.
Este artículo ofrece una introducción detallada a los pasadores guía y a los casquillos guía. Es un placer para los entusiastas del molde guardarlo como referencia.

¿Qué son los pasadores guía y los casquillos guía en los moldes?
Los pasadores guía y los casquillos guía son componentes de ajuste de precisión muy utilizados en la fabricación de moldes. Sirven principalmente para el posicionamiento y el apoyo durante el procesamiento. Los pasadores guía suelen ser piezas largas en forma de tira con diversas formas, pero generalmente son cilíndricos o cuadrados. Los casquillos guía son los manguitos de los pasadores guía y también tienen diversas formas.


Métodos de montaje de los pasadores guía y los casquillos guía
Existen múltiples métodos de ajuste, siendo los más comunes el ajuste por holgura y el ajuste por interferencia. El ajuste por holgura deja cierto espacio entre el pasador guía y el casquillo para reducir la deformación causada por la expansión y contracción térmicas. El ajuste por interferencia implica un contacto estrecho con presión entre el pasador guía y el casquillo, lo que proporciona un apoyo y un posicionamiento más robustos.
Funciones de los pasadores guía y los casquillos guía
Cumplen principalmente dos funciones en el mecanizado:
Posicionamiento: Gracias a un procesamiento y un ajuste precisos, garantizan un posicionamiento exacto, lo que permite mecanizar y manipular las piezas procesadas según posiciones predeterminadas.
Prevención de la fluctuación de fase: En el mecanizado, las vibraciones y los choques provocan a menudo sacudidas y desviaciones de las piezas. El ajuste entre ellas lo evita, garantizando la precisión y la calidad del mecanizado.
Tipos de pasadores guía y bujes
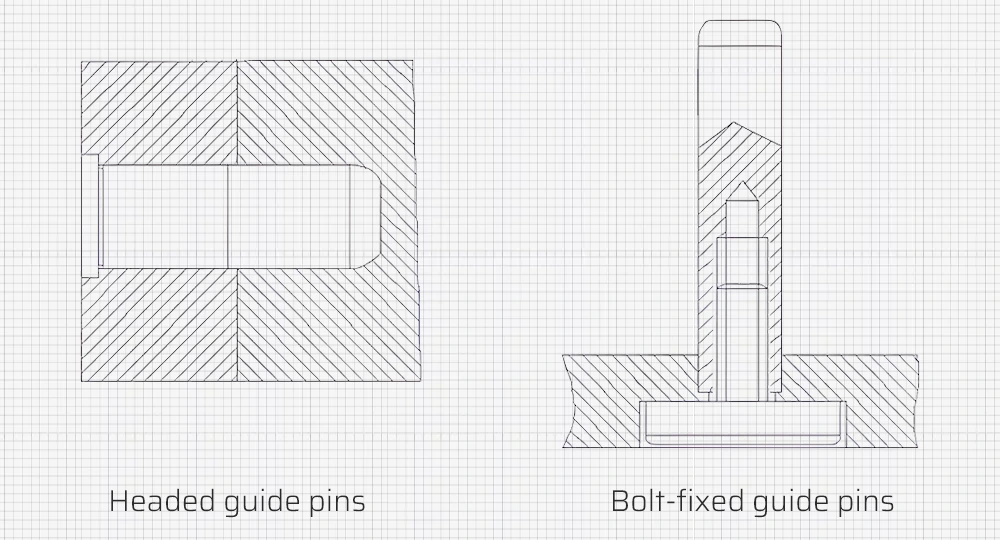
Los pasadores guía más comunes son los pasadores guía con cabeza y los pasadores guía con perno.
Podemos clasificar los casquillos en casquillos rectos (a) y casquillos con cabeza (b, c, d).
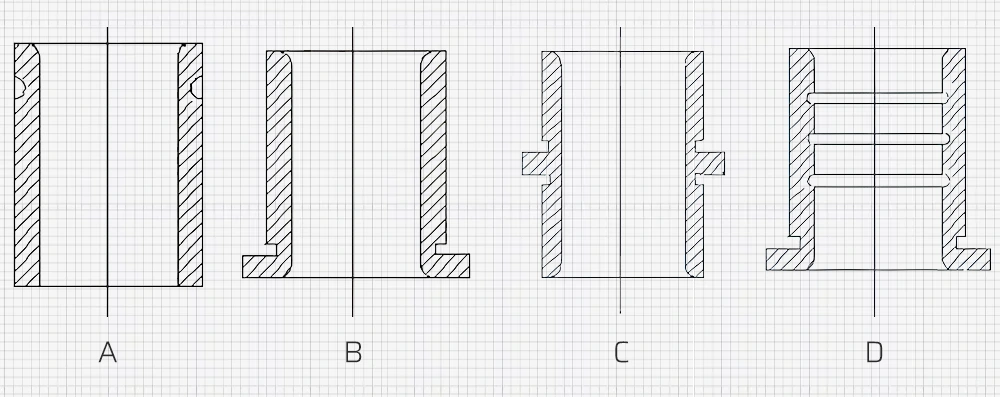
- Figura a: Casquillo recto, utilizado en situaciones que requieren una longitud de orificio guía corta o cuando la plantilla es demasiado gruesa.
- Figura b: La cabeza del extremo está remachada para evitar que el casquillo recto sea arrancado por el pasador guía.
- Figura c: Casquillo con cabeza que se utiliza cuando el grosor de la plantilla no cumple el requisito de longitud del orificio guía. Necesitamos instalarlo con un ajuste más flojo que la plantilla primaria.
- Figura d: Casquillo ranurado, utilizado para reducir la fricción cuando el diámetro es grande.
Disposición en el diseño del molde
Un molde suele tener de 2 a 4 pasadores guía. Los moldes pequeños o portátiles suelen tener 2. Los moldes medianos y grandes tienen 3-4, siendo 4 la configuración más común.
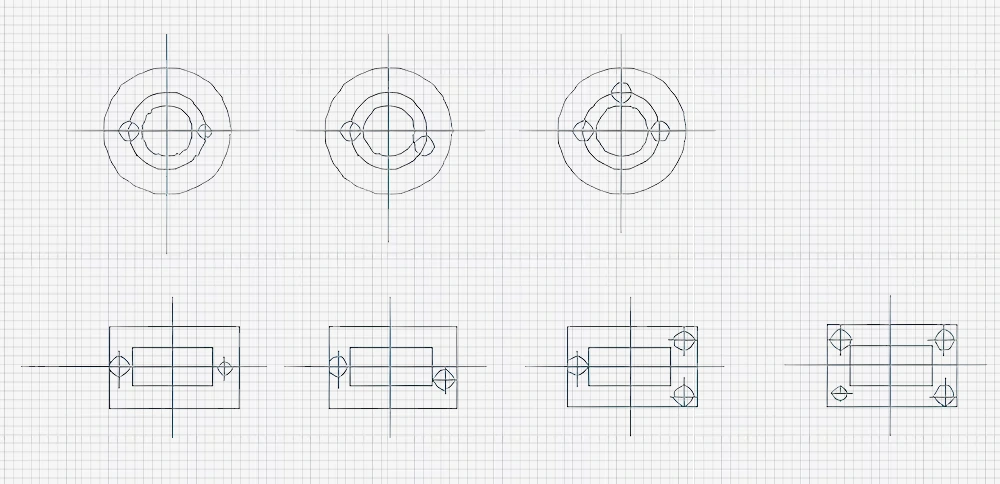
Para lograr el principio de una dirección única de cierre del molde, solemos disponerlos de dos maneras:
- Distribuidos simétricamente, con diámetros variables para uno de los pasadores guía.
- Distribuidos asimétricamente, con diámetros idénticos pero un pasador guía colocado asimétricamente.
Para un guiado estable, es preferible colocar los pasadores guía más separados, normalmente fuera de la cavidad. La distancia entre la pared del orificio guía y el borde de la plantilla no debe ser demasiado estrecha, generalmente algo mayor que el radio del pasador guía.
Adquisición de pasadores guía y bujes
Comprado a proveedores externos
La mayoría de los fabricantes de moldes adquieren los pasadores guía y los casquillos como piezas estándar. Esto ahorra tiempo, lo que permite a los fabricantes centrarse en el procesamiento de las cavidades centrales y los insertos, mejorando así la eficacia de la producción. Dada la extensa industria manufacturera china, la cadena de suministro de diversos componentes de moldes está bien desarrollada, lo que hace asequible el procesamiento externo de pasadores guía y bujes.
En estos casos, los fabricantes deben emitir juicios precisos sobre la calidad de los pernos guía y los casquillos, centrándose en aspectos como:
- Calidad del producto: La estabilidad de las dimensiones del producto, el acabado de la superficie y la utilización del material reflejan la calidad del propio molde.
- Vida útil: El número de ciclos de trabajo o piezas producidas que un molde puede completar garantizando la calidad del producto.
- Facilidad de uso y mantenimiento: Comodidad de uso, tiempo mínimo de producción auxiliar y facilidad de mantenimiento.
- Costes de mantenimiento y ciclicidad: El coste y la frecuencia del mantenimiento también se tienen en cuenta a la hora de evaluar la calidad del moho.
Producido internamente por empresas de componentes de moldes
En función de su forma estructural, tamaño y requisitos de material, las personas pueden seleccionar el acero redondo apropiado como piezas en bruto.
Procesamiento de los pasadores guía
Los pasadores guía suelen ser de acero 20, procesado en un tornoPara mejorar aún más la precisión dimensional y la rugosidad superficial, realice un rectificado adicional después de dejar un margen de 0,01-0,015 mm tras el rectificado exterior. Para mejorar aún más la precisión dimensional y la rugosidad superficial, realice un rectificado adicional después de dejar un margen de 0,01-0,015 mm tras el rectificado externo.
Si se utiliza un torno para sujetar y rectificar los pasadores guía, se suele emplear una mordaza. Se aplica una capa uniforme de abrasivo a la superficie rectificada, y el pasador guía se equipa con un anillo de rectificado para el movimiento axial alternativo manual. El pasador guía gira circunferencialmente impulsado por el husillo, logrando el esmerilado. Como alternativa, utilice un disco de esmerilado para la producción en serie.
Procesamiento de casquillos
Tras el torneado en bruto, dejando un margen de rectificado de 0,3 mm, los casquillos se someten a un tratamiento térmico (carburizado de 0,8-1,2 mm de profundidad, templado a 58-62HRC) y a un rectificado interno y externo. Debido a la gran precisión y coaxialidad necesarias para hacerlos coincidir, el rectificado interno se realiza primero, seguido del ajuste con un mandril para el rectificado externo. Si el rectificado externo no es crítico, omítalo. Cuando el rectificado interno deje un margen de 0,01-0,015 mm, es posible que necesite un bruñido posterior para mayor precisión.
Personalización de pasadores guía y bujes
Al realizar pedidos personalizados de pasadores guía y bujes, las empresas de moldes deben tener en cuenta lo siguiente:
1. Selección del material
Los pasadores guía y los casquillos suelen fabricarse con metales como el acero al carbono, el acero aleado o el acero inoxidable. La elección del material debe tener en cuenta el entorno de trabajo y la frecuencia de uso, favoreciendo los materiales de gran dureza, resistencia al desgaste y resistencia a la corrosión.
2. Precisión dimensional
Los pedidos a medida deben ajustarse estrictamente a la precisión dimensional especificada en los planos. La alta precisión es esencial para evitar problemas de montaje y uso.
3. Precisión de procesamiento
La precisión del mecanizado de pasadores guía y casquillos afecta directamente a su ajuste y vida útil. El mecanizado de alta precisión es especialmente crítico en campos como la electrónica y la óptica.
4. Calidad de la superficie
La alta calidad de la superficie es necesaria para la longevidad y la eficacia. Los tratamientos superficiales deben evitar la corrosión y los daños, manteniendo el rendimiento de los componentes.
5. Método de lubricación
Los métodos de lubricación adecuados mejoran el deslizamiento y la resistencia al desgaste de los pasadores guía y los casquillos. Los lubricantes especiales para moldes, conocidos como "lubricantes antigoteo", garantizan la durabilidad a largo plazo.
6. Mantenimiento
El mantenimiento, la limpieza y la lubricación regulares son esenciales para mantener la precisión y el rendimiento.
Montaje de pasadores guía y bujes
En su diseño y montaje, deben cerrarse completamente antes de que el punzón entre en contacto con la pieza o de que la placa de presión toque la pieza. Asegúrese de que queda un espacio de 10-15 mm entre la parte superior del pasador guía y la superficie de la base del molde superior. Tras el montaje, debe quedar un espacio de 2-3 mm entre el pasador guía y la superficie inferior de la base del molde inferior y entre el extremo superior del casquillo y la superficie superior de la base del molde superior.
En el caso de piezas simétricas, los diferentes diámetros o posiciones de los pasadores guía evitan errores de dirección durante el montaje. Las grandes presiones laterales requieren almohadillas de empuje en la base del molde para evitar que los pasadores guía y los casquillos soporten fuerzas laterales. Los bujes deben tener orificios de ventilación para liberar el aire atrapado.
Conclusión
Con esto concluimos el debate sobre los pasadores guía y los casquillos. FirstMold es una empresa profesional de moldes e inyección con personal experimentado y conocedor de todos los detalles. Si desea hablar sobre los conocimientos del sector, póngase en contacto con nosotros en [email protected]. Para necesidades de producción y fabricación de piezas, haga clic en el enlace para enviar sus requisitos.














