
Tras comprender presión y velocidad de inyección, hoy seguimos aprendiendo sobre otro parámetro importante en el moldeo por inyección: la temperatura del molde.
Normalmente, los técnicos de inyección fijan la temperatura de fusión por encima de la temperatura ideal, creyendo que la temperatura de fusión es la única forma eficaz de reducir la viscosidad de la masa fundida, lo que facilita el moldeo por inyección. Para compensar la prolongación del ciclo debida a la elevada temperatura de la masa fundida, los técnicos suelen bajar la temperatura del molde para acortar el tiempo de enfriamiento. Este método de ajuste suele causar muchos problemas de calidad del producto. Entonces, ¿cómo debe ajustarse razonablemente la temperatura del molde? Hablaremos de ello en detalle más adelante.

¿Qué es la temperatura del moho?
La temperatura del molde se refiere a la temperatura de la superficie del cavidad y núcleo del molde. Es uno de los parámetros de control más básicos en el proceso de moldeo por inyección y una consideración primordial en diseño de moldes. No hay que subestimar su impacto en el conformado, la transformación secundaria y el uso final de los productos.
El efecto de la temperatura del molde en las piezas moldeadas por inyección
1. Impacto en la apariencia
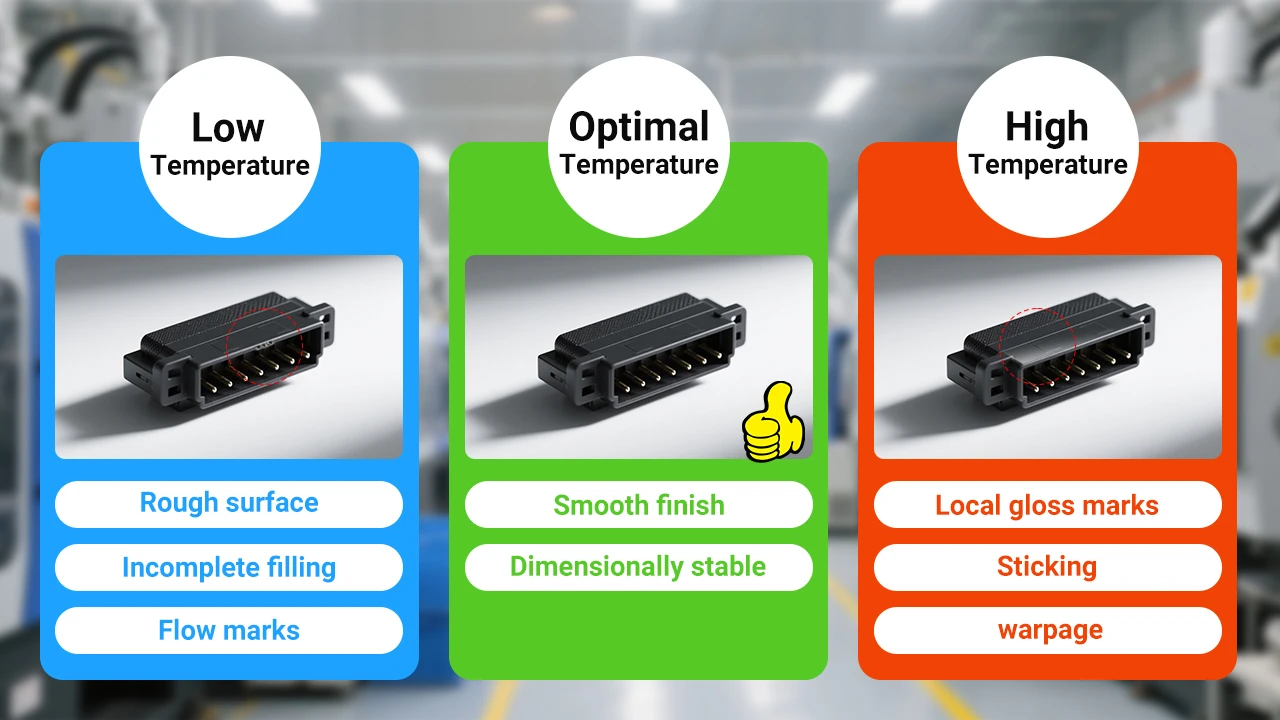
En primer lugar, si la temperatura del molde es demasiado baja, se reducirá la fluidez de la masa fundida, lo que puede provocar un llenado incompleto. Afecta a la cristalinidad de los plásticos. En el caso del ABS, si la temperatura del molde es demasiado baja, la suavidad del producto será baja. Cuando es alta, es más probable que el plástico migre a la superficie. Por lo tanto, cuando es alta, los componentes plásticos están más cerca de la superficie del molde, lo que resulta en un mejor llenado, mayor brillo y lustre.
Sin embargo, la temperatura del molde no debe ser demasiado alta, ya que puede provocar que se pegue al molde y crear puntos brillantes perceptibles en algunas zonas de la pieza de plástico. Por el contrario, una temperatura de molde baja puede hacer que la pieza de plástico se agarre demasiado al molde, lo que provocaría arañazos al desmoldar, especialmente en superficies texturadas. La inyección multietapa puede resolver los problemas de posición, como las marcas de gas al inyectar, utilizando la inyección segmentada. En la industria de la inyección, cuanto mayor es la temperatura del molde, mayor es el brillo de la superficie del producto, y viceversa. En el caso de los productos de PP con acabado satinado, cuanto mayor sea la temperatura, menor será el brillo superficial y mayor la diferencia de color, siendo el brillo y la diferencia de color inversamente proporcionales.
Por lo tanto, el problema más común causado por la temperatura del molde es un acabado superficial áspero de las piezas moldeadas, normalmente debido a la baja temperatura de la superficie del molde. En contracción de moldeo y la contracción postmoldeo de los polímeros semicristalinos dependen principalmente de la temperatura del molde y del grosor de la pared de la pieza. Una distribución desigual de la temperatura en el molde provocará una contracción diferente, lo que imposibilitará que las piezas cumplan las tolerancias especificadas. En el peor de los casos, la contracción supera el valor corregible, independientemente de si la resina está reforzada o no.
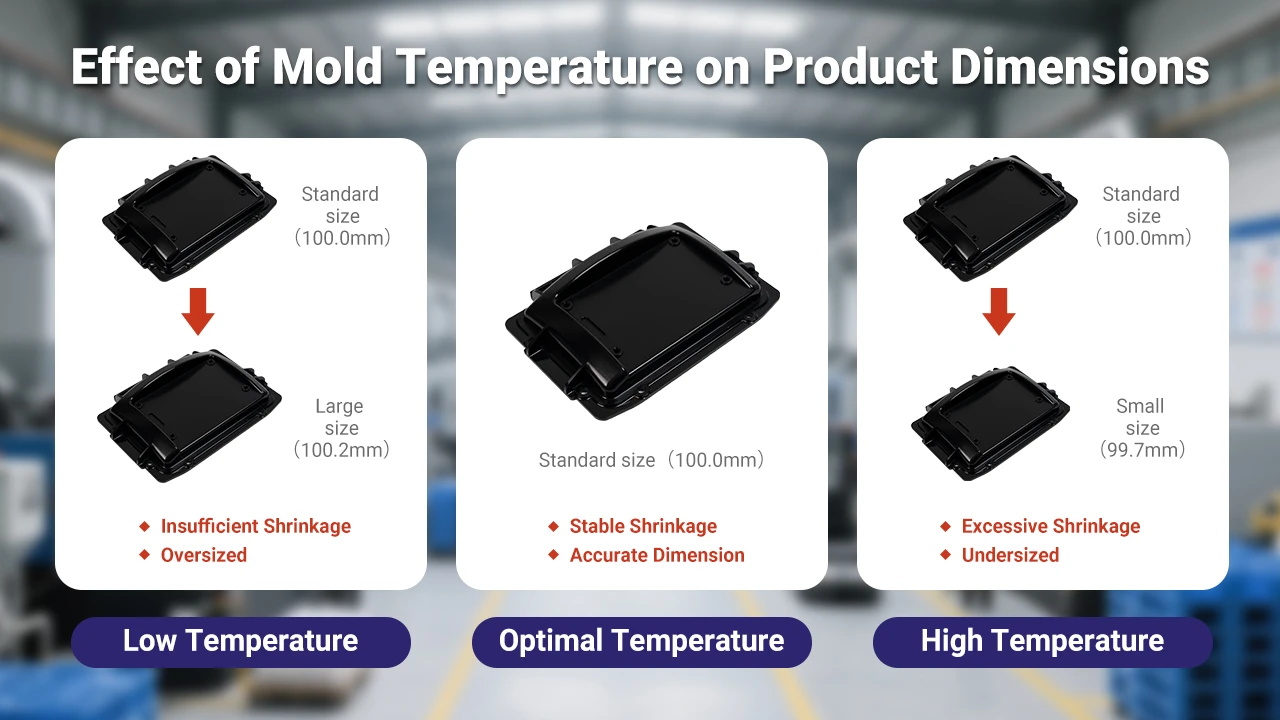
2. Impacto en las dimensiones del producto
Si la temperatura del molde es demasiado alta, la masa fundida puede sufrir una descomposición térmica que aumente la tasa de contracción en el aire, provocando una disminución de las dimensiones del producto. En condiciones de baja temperatura, si las dimensiones de la pieza aumentan, suele deberse a que la temperatura de la superficie del molde es demasiado baja. Esto se debe a que, con una temperatura baja de la superficie del molde, el producto se contrae menos en el aire, por lo que las dimensiones son mayores. La baja temperatura del molde acelera la "orientación de congelación" molecular, lo que aumenta el grosor de la capa congelada en la cavidad del molde y dificulta el crecimiento de los cristales, reduciendo así la contracción por moldeo.
Por el contrario, una temperatura de molde elevada provoca un enfriamiento lento, un tiempo de relajación más largo y una orientación más baja, lo que favorece la cristalización y da lugar a una mayor contracción real. Si el proceso tarda demasiado en estabilizar las dimensiones, indica un mal control de la temperatura del molde, ya que éste tarda más en alcanzar el equilibrio térmico. La disipación desigual del calor en algunas zonas del molde puede alargar significativamente el ciclo de producción, aumentando costes de moldeo. La temperatura estable del molde reduce las fluctuaciones de la contracción de moldeo, mejorando la estabilidad dimensional.
En el caso de los plásticos cristalinos, la alta temperatura del molde facilita el proceso de cristalización. Las piezas de plástico totalmente cristalinas no sufren cambios dimensionales durante el almacenamiento o el uso. Sin embargo, una alta cristalinidad provoca una contracción significativa. Para los plásticos más blandos, una baja temperatura del molde durante el moldeo favorece la estabilidad dimensional. Independientemente del material, una temperatura del molde y una contracción constantes son beneficiosas para mejorar la precisión dimensional.
3. Impacto en la deformación
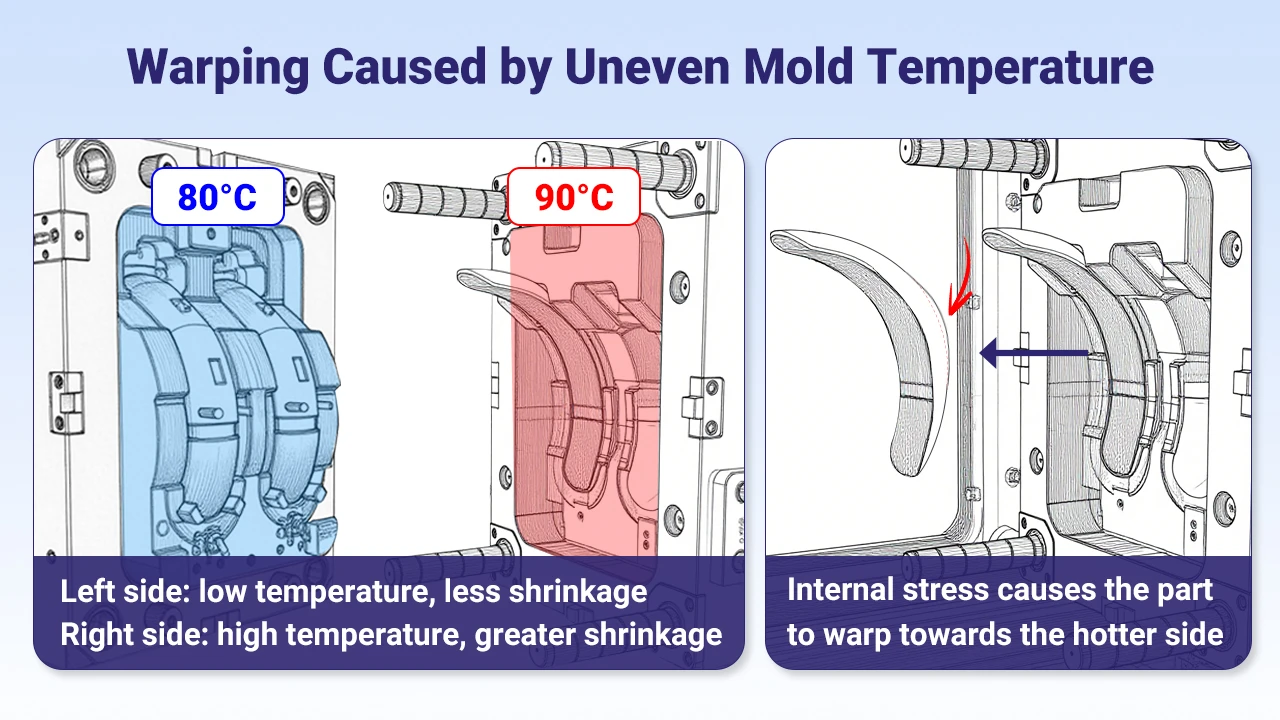
Si el diseño del sistema de refrigeración no es razonable o el control de la temperatura del molde es deficiente, una refrigeración insuficiente puede deformar las piezas de plástico. El control de la temperatura del molde debe basarse en las características estructurales del producto para determinar la diferencia de temperatura entre el núcleo y la cavidad, el núcleo y la pared de la cavidad, y la pared de la cavidad y la cavidad. insertos. Esto permite que las diferentes velocidades de contracción por enfriamiento de cada pieza contrarresten las diferencias de contracción por orientación y eviten la deformación por alabeo.
En las piezas de estructura simétrica, la temperatura del molde debe ser constante para garantizar un enfriamiento equilibrado y reducir la deformación. Una diferencia excesiva de temperatura del molde provoca un enfriamiento desigual y una contracción incoherente, generando tensiones y provocando deformaciones, especialmente en piezas con paredes de grosor desigual y formas complejas. El lado con la temperatura del molde más alta se deformará hacia ese lado tras el enfriamiento. Seleccione razonablemente las temperaturas del núcleo y de la cavidad del molde según sea necesario.
4. Impacto en las propiedades mecánicas (tensión interna)
La baja temperatura del molde hace que las líneas de soldadura sean evidentes, lo que reduce la resistencia del producto. En el caso de los plásticos cristalinos, una mayor cristalinidad aumenta la tendencia al agrietamiento por tensión. Para reducir la tensión, la temperatura del molde no debe ser demasiado alta (por ejemplo, PP, PE). Para los plásticos amorfos de alta viscosidad, como el PC, el agrietamiento por tensión está relacionado con la tensión interna y una mayor temperatura del molde ayuda a reducir la tensión interna y la tendencia al agrietamiento por tensión.
La tensión interna se indica mediante marcas de tensión. Está causada por diferentes tasas de contracción térmica durante el enfriamiento. Tras el conformado, el enfriamiento se extiende desde la superficie hasta el interior, encogiéndose y endureciéndose primero la superficie y después el interior, generando tensiones internas debidas a diferentes velocidades de contracción. Cuando la tensión interna residual supera el límite elástico de la resina o en determinados entornos químicos, aparecen grietas en la superficie de la pieza de plástico. Los estudios sobre resinas transparentes como el PC y el PMMA demuestran que la tensión interna residual es de compresión en la capa superficial y de tracción en el interior. La tensión de compresión superficial depende de la condición de enfriamiento; un molde frío enfría rápidamente la resina fundida, creando una tensión interna residual mayor.
La temperatura del molde es la condición más básica para controlar la tensión interna. Ligeros cambios en la temperatura del molde alteran significativamente la tensión interna residual. Por lo general, cada producto y resina tiene un límite mínimo aceptable de temperatura del molde para la tensión interna. Cuando se moldean piezas de paredes finas o con grandes distancias de flujo, la temperatura del molde debe ser superior al límite mínimo general.

5. Impacto en la temperatura de deflexión térmica
Especialmente en el caso de los plásticos cristalinos, si los productos se moldean a bajas temperaturas de molde, la orientación molecular y la cristalinidad se congelan instantáneamente. Si se utilizan a altas temperaturas o se someten a un tratamiento secundario, las cadenas moleculares pueden reorganizarse y cristalizar, provocando deformaciones a temperaturas mucho más bajas que las del material. temperatura de desviación térmica (HDT). El enfoque correcto consiste en producir a la temperatura de molde recomendada, cercana a la temperatura de cristalización, garantizando una cristalización adecuada durante el moldeo por inyección y evitando la postcristalización y la contracción en entornos de alta temperatura.
En conclusión, la temperatura del molde es uno de los parámetros de control más básicos en el proceso de moldeo por inyección y una consideración primordial en el diseño del molde.
Determinar la temperatura correcta del molde
Con moldes cada vez más complejos, crear las condiciones adecuadas para un control eficaz de la temperatura del molde se convierte en todo un reto. Salvo en el caso de piezas sencillas, el sistema de control de la temperatura del molde suele ser un compromiso. Las siguientes sugerencias son orientativas:.
1. Durante el diseño del molde, tenga en cuenta el control de la temperatura de la forma de la pieza procesada.
2. Para un volumen de inyección bajo y un tamaño de molde grande, una buena conductividad térmica es crucial.
3. Deje espacio extra al diseñar el tamaño de la sección transversal del fluido que pasa por el molde y el tubo de alimentación. Evite el uso de conectores, ya que obstruyen significativamente el flujo de fluido controlado por la temperatura del molde.
4. Utilice agua a presión como medio de control de la temperatura si es posible, y utilice tuberías y colectores duraderos y resistentes a la alta presión.
5. Proporcione especificaciones de rendimiento detalladas para el equipo de control de temperatura que corresponda al molde.
6. La hoja de datos del fabricante de moldes debe incluir las cifras necesarias para el caudal. Utilice placas aislantes en la interfaz entre el molde y la plantilla de la máquina.
7. Utilice sistemas de control de temperatura separados para el núcleo y la cavidad.
8. Aísle los sistemas de control de temperatura en cada lado y en el centro para permitir diferentes temperaturas de arranque durante el moldeo.
9. Conecte los diferentes circuitos de control de temperatura en serie, no en paralelo. Los circuitos en paralelo hacen variar el caudal debido a las diferencias de resistencia, lo que provoca una mayor variación de la temperatura que las conexiones en serie.
10. Resulta ventajoso mostrar las temperaturas de suministro y retorno en el equipo de control de temperatura del molde.
11. El objetivo del control del proceso es añadir un sensor de temperatura en el molde para detectar los cambios de temperatura durante la producción real.
Temperatura de moldeo recomendada para distintos materiales
| Nombre del material | Temperatura del molde (℃) |
|---|---|
| PP | 10~60 |
| PS | 10~80 |
| ABS | 50~80 |
| PMMA | 40~90 |
| PC | 80~120 |
| PA66 | 40~120 |
| POM | 60~120 |
| PPS | 120~150 |

Otras sugerencias para determinar la temperatura del molde
Establezca el equilibrio térmico en el molde mediante inyecciones múltiples, generalmente al menos diez inyecciones. La temperatura real en el equilibrio térmico depende de muchos factores. Mida la temperatura real de la superficie del molde en contacto con el plástico utilizando un termopar dentro del molde (a 2 mm de la superficie). Un método más habitual es utilizar un medidor manual de alta temperatura con una sonda de respuesta rápida. Mida muchos puntos, no sólo un lado o un punto. Ajuste la temperatura del molde al valor adecuado en función de las normas de control establecidas. La hoja de datos del material suele recomendar las temperaturas del molde teniendo en cuenta el acabado de la superficie, las propiedades mecánicas, la contracción y el tiempo de ciclo.
Para moldes que produzcan componentes de precisión o que cumplan normas estrictas de apariencia o seguridad, utilice temperaturas de molde más altas para obtener una menor contracción postmoldeo, un mayor brillo superficial y un rendimiento más uniforme. Para piezas de baja tecnología con limitaciones de costes, utilice temperaturas de procesado más bajas, comprenda las compensaciones e inspeccione las piezas para asegurarse de que cumplen los requisitos del cliente.
Resumen
Ajustar la temperatura del molde implica utilizar una máquina de temperatura de moldes. Si es posible, en el futuro presentaré la selección de la máquina de temperatura del molde para los entusiastas del moldeo por inyección. Si reconoce nuestro nivel profesional y necesita fabricar piezas para diversas industrias, disfrute de nuestra servicios de moldeo por inyección.














