

عيوب حقن القوالب بالحقن هي مشكلات شائعة قد تنشأ أثناء عملية التشكيل بالحقن. من بينها، علامات الغرق في القولبة بالحقن هي عيب شائع جدًا.
بالنسبة لمصممي المنتجات، والمصممين الهيكليين، وشركات التصميم، يساعدهم فهم علامات الغرق وغيرها من عيوب القولبة بالحقن على تحسين طرق التصميم وفحص المنتجات أو الأجزاء النهائية من مصانع القولبة بالحقن (راجع معايير قبول الأجزاء المصبوبة بالحقن).
بالنسبة لمصانع القوالب ومصانع القولبة بالحقن، فإن تحليل علامات الغرق في القولبة بالحقن وحل هذا العيب بشكل مثالي أمر أساسي. تقع على عاتق كل ممارس في مجال القوالب والقولبة بالحقن مسؤولية والتزام بإتقان جميع المعارف المتعلقة بعيوب القولبة بالحقن.

فيما يلي مخطط عيوب الحقن بالحقن الشائعة ومعلومات مفصلة عنها. الأصدقاء المهتمون مدعوون للنقر لمزيد من الفهم:
| فهم عيوب حقن القوالب بالحقن المختلفة | ||||
|---|---|---|---|---|
| فلاش | لقطة قصيرة | علامة الحوض | الالتواء/التشويه | علامة الحرق |
| علامة سبلاي مارك/البقعة الفضية | بقعة داكنة/بقعة سوداء/بقعة سوداء | علامة التدفق | فقاعة | خط اللحام |
| اختلاف اللون/لون غير متساوٍ | علامة دبوس القاذف | |||
ما هي علامة الحوض في قولبة الحقن؟
علامات الغرق أو علامات الانكماش أو الانخفاضات على سطح الأجزاء البلاستيكية هي عيوب تحدث بشكل متكرر ويصعب إزالتها أثناء عملية القولبة بالحقن.

الأضرار الناجمة عن علامات البالوعة
تتسبب علامات الغرق في أن يكون سطح الأجزاء البلاستيكية مقعرًا وغير مستوٍ، مما يؤثر بشدة على المظهر. لا يمكن إخفاء علامات الغرق في قولبة الحقن الواضحة للغاية عن طريق المعالجة السطحية، بل إن المعالجات السطحية اللامعة ستزيد من حجم العيوب.
بالنسبة للمنتجات الاستهلاكية مثل الغسالات والثلاجات وأجهزة الكمبيوتر المحمولة، إذا رأى المستخدمون النهائيون العديد من علامات الحوض على السطح، مع وجود أسطح غير مستوية ومخالفات مقعّرة، فسوف ينظرون إلى جودة المنتج على أنها رديئة، مما يؤثر بشكل خطير على صورة العلامة التجارية.
إذا كان المنتج لا يواجه المستخدمين النهائيين بشكل مباشر بل عملاء المؤسسات، فإن رؤية العديد من علامات الغرق قد تؤدي إلى اعتبار المهندسين غير محترفين وتؤثر على صورة الشركة.
بالإضافة إلى ذلك، يمكن أن تؤثر علامات الحوض أيضًا على أبعاد مناطق محددة من الأجزاء البلاستيكية، مما يؤثر على التجميع والتنفيذ الوظيفي المقابل.
باختصار، قد تبدو علامات البالوعة بسيطة، ولكن أضرارها المحتملة تشمل فقدان المستخدمين والعملاء، وكذلك التأثير على التجميع، وما إلى ذلك، وهو ما لا ينبغي الاستهانة به.
لماذا تحدث علامات البالوعة؟
يجب صهر المواد البلاستيكية في حالة منصهرة أثناء عملية القولبة بالحقن، ويحتاج البلاستيك المنصهر إلى الانكماش المستمر أثناء عملية التبريد والتصلب. إذا كان سُمك الجزء البلاستيكي غير متناسق أو التبريد غير متساوٍ، يمكن أن تحدث درجات مختلفة من الانكماش.

إذا لم يكن السطح الخارجي للجزء البلاستيكي صلبًا بما فيه الكفاية لمقاومة قوة الشد الناتجة عن الانكماش الداخلي، فإن المادة السطحية ستتحرك إلى الداخل، مما يؤدي إلى ظهور علامات غاطسة على السطح دون تعويض في العمليات اللاحقة. إذا كان السطح الخارجي للجزء البلاستيكي صلبًا بما فيه الكفاية، فسوف تتشكل الفراغات داخليًا.
تشمل العوامل المحددة التي تساهم في ظهور علامات الغرق في المنتجات المواد البلاستيكية وتصميم المنتج وهيكل القالب ومعلمات عملية التشكيل بالحقن وغيرها.
1. العوامل المادية التي تسهم في ظهور علامات الغرق في قولبة الحقن في المنتج
عندما يكون معدل انكماش المادة البلاستيكية مرتفعًا، تزداد احتمالية حدوث علامات الغرق. من الجدول 1، يمكن ملاحظة أنه بالنسبة للPC/ABS، عندما يكون سمك ضلع التسليح مصممًا ليكون 50% من سمك الجدار الأساسي، فإن احتمال حدوث علامات الغرق يكون منخفضًا نسبيًا. وعلى النقيض من ذلك، في حالة PBT، تقل احتمالية حدوث علامات الغرق فقط عندما يكون سمك ضلع التسليح 30% من سمك الجدار الأساسي. هذا يعني أنه حتى لو كان سمك ضلع التسليح أكثر سمكًا قليلًا يزيد بشكل كبير من احتمالية حدوث علامات الغرق.
| مادة بلاستيكية | الحد الأدنى من الانكماش | انكماش أقل |
|---|---|---|
| كمبيوتر شخصي | 50% | 66% |
| ABS | 40% | 60% |
| جهاز كمبيوتر شخصي/مكيف هوائي | 50% | 50% |
| السلطة الفلسطينية | 30% | 40% |
| السلطة الفلسطينية (المقواة بالألياف الزجاجية) | 33% | 50% |
| PBT | 30% | 50% |
| مادة PBT (مقواة بالألياف الزجاجية) | 33% | 50% |
بالإضافة إلى معدل الانكماش، تشمل العوامل المادية الأخرى التي تساهم في ظهور علامات الغرق في الأجزاء المصبوبة بالحقن ما يلي:
- علامات الغرق الناتجة عن عدم كفاية تجفيف المادة.
- علامات الغرق الناجمة عن جزيئات المواد الكبيرة للغاية أو غير المتساوية مما يؤدي إلى جودة ذوبان دون المستوى المطلوب.
نصائح: انقر على الرابط التشعبي للحصول على معلومات أكثر تفصيلاً عن انكماش البلاستيك.
2. عوامل التصميم المساهمة في علامات غرق المنتج
فيما يتعلق بظواهر علامات الحوض الناتجة عن تصميم المنتج، سنركز على مناقشة سمك الجدار.
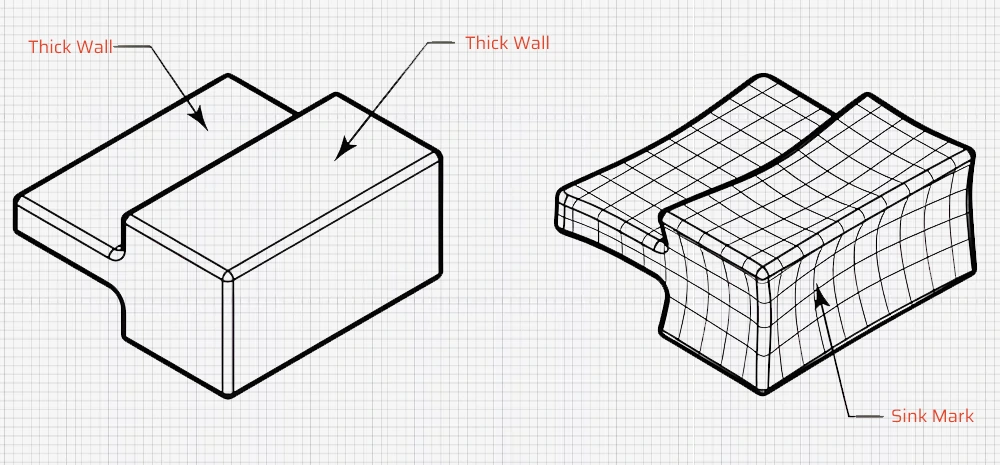
تبرد المناطق ذات سمك الجدار الزائد محليًا بشكل أبطأ من المناطق ذات الجدران الأقل سمكًا. تكون المناطق ذات الجدران الرقيقة قد بردت وتصلبت بالفعل، في حين أن المناطق ذات الجدران السميكة للغاية لم تبرد وتتصلب بالكامل. ومع استمرار المناطق ذات الجدران السميكة للغاية في التبريد والتصلب، تحدث علامة الحوض.
من المرجح أن تحدث المناطق ذات سمك الجدار الزائد محليًا عند جذور أضلاع التسليح، وجذور الأعمدة، والوصلات بين أضلاع التقويةوالوصلات بين أضلاع التسليح والجدران، والوصلات بين الأعمدة والجدران.
بالإضافة إلى ذلك، تؤدي سماكة الجدار غير المتساوية إلى تبريد أسرع وانكماش أقل في المناطق رقيقة الجدران، بينما يحدث تبريد أبطأ وانكماش أكبر في المناطق سميكة الجدران، مما يؤدي إلى ظهور علامات الحوض.
وباختصار، فإن التصميم غير السليم الذي يؤدي إلى ظهور علامات الغرق في الأجزاء المصبوبة بالحقن ناتج عما يلي:
- سمك الجدار غير المتساوي بسبب التصميم غير المتوازن للمنتج.
- السماكة المفرطة لـ تصميم البوابة.
- تصميم غير ملائم لموضع العظام دون مراعاة معايير انكماش المواد مما يؤدي إلى زيادة السُمك والانكماش اللاحق.
- السماكة المفرطة لمواضع الأعمدة اللولبية غير المصممة وفقًا لتصميمات الأعمدة اللولبية القياسية للمنتجات البلاستيكية.
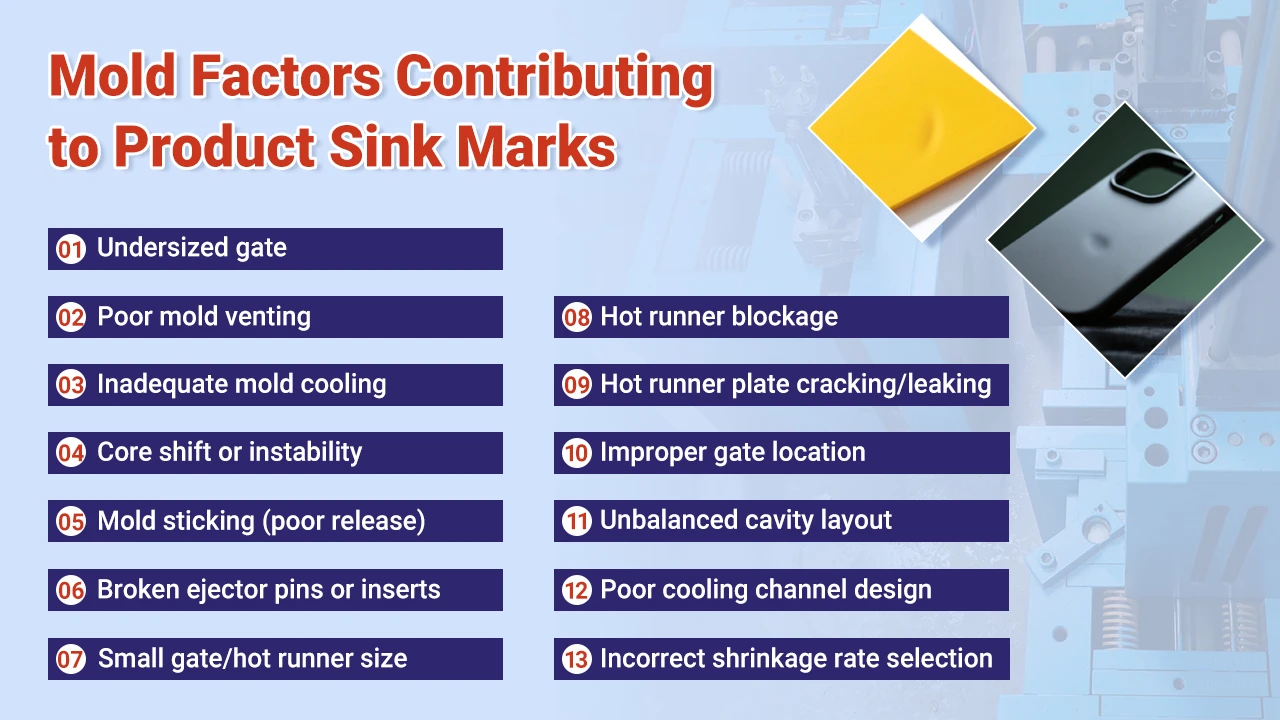
3. عوامل العفن المساهمة في علامات غرق المنتج
إن أسباب علامات الغرق الناجمة عن العفن في قولبة الحقن أكثر تعقيدًا وتشمل بشكل أساسي ما يلي:
- يتسبب صغر حجم المدخل في عدم كفاية الضغط، خاصةً في قوالب مواد الكمبيوتر الشخصي، والمواد المقواة بالألياف الزجاجية، والمواد الموصلة حراريًا.
- عادم العفن الرديء يؤدي إلى الهواء المحبوس.
- يؤدي التبريد غير الكافي للقالب إلى الحرارة الزائدة والانكماش الزائد.
- إزاحة قلب القالب أو قلب القالب غير المستقر مما يتسبب في الحقن والبثق المتحيز.
- تحدث علامات الغرق بسبب التصاق العفن.
- الإبر المكسورة أو إدخالات القالب تسبب السماكة الزائدة والانكماش اللاحق.
- صغر حجم بوابة القالب أو ص الساخنةأونر يسبب الحشو غير المتساوي.
- انسداد الأجسام الغريبة في العداء الساخن مما يتسبب في ملء غير متساوٍ.
- لوحة العداء الساخن تتشقق وتتسرب.
- وضع مدخل غير صحيح لا يدخل من الجزء الأكثر سمكًا مما يتسبب في عدم كفاية الضغط وعلامات الغرق اللاحقة.
- تخطيط غير معقول للمنتج يتسبب في عدم كفاية ضغط الحقن الذي يصل إلى مناطق بعيدة مما يؤدي إلى انكماش. (للحصول على تخطيط معقول للمنتج، يرجى الرجوع إلى تصميم تدفق قالب الحقن).
- يؤدي التصميم غير السليم لقناة مياه التبريد مع عدم كفاية القنوات إلى الإفراط في درجة حرارة القالب أثناء الإنتاج.
- الاختيار غير الصحيح لقيم انكماش المواد أثناء تصميم القالب.
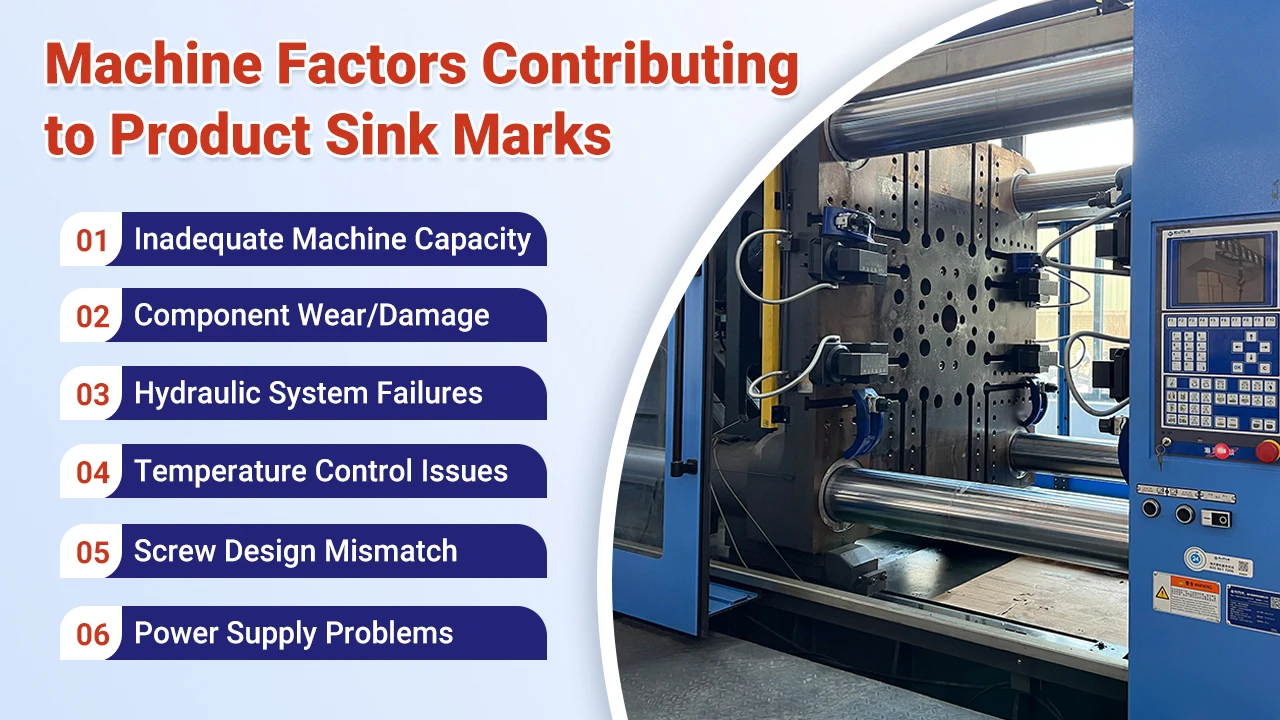
4. عوامل الآلة التي تساهم في علامات غرق المنتج
- الآلات الصغيرة تسبب ضغطاً غير كافٍ.
- قد يتسبب تآكل الأجزاء الصغيرة (مثل مكونات الأسطوانة) أو تمزق حلقات الختم/القوالب في حدوث تدفق عكسي، مما يساهم في انكماش البلاستيك.
- يتسبب تسرب الزيت في أسطوانة الحقن في عدم استقرار الضغط وعدم كفايته.
- تلف في شفرات مضخة الزيت مما تسبب في عدم كفاية الضغط.
- درجة حرارة غير طبيعية للبرميل مع عدم تسخين أحد الأقسام، مما يتسبب في انخفاض جودة الذوبان وعلامات الغرق اللاحقة.
- تأثير التبريد الضعيف لمياه تبريد البرميل يتسبب في حدوث تدفق عكسي.
- عدم التوافق بين نوع برغي الماكينة والبلاستيك، مثل استخدام برغي قياسي لمواد الكمبيوتر الشخصي.
- جهد الخرج غير مستقر مما يتسبب في ضعف عمل الحقن.
عيوب علامة حقن حقن القوالب بالحقن
1. الوقاية هي المفتاح لمشاكل علامات البالوعة
لا تنتظر حتى تحدث عيوب علامة الحوض بالفعل لحلها على عجل. في حين أن هذا قد يحل المشكلة، إلا أنه قد يعني أيضًا تعديل تصميمات الأجزاء البلاستيكية، وتعديل بوابات القوالب، والعدائيات، وما إلى ذلك، مما لا يزيد من تكاليف المنتج فحسب، بل يطيل أيضًا دورات تطوير المنتج.
وبطبيعة الحال، هناك احتمال أكبر أنه بسبب القيود الهيكلية والهيكلية للقالب أو التكاليف الباهظة، لا يمكن إجراء التعديلات، ولا يمكن معالجة المشكلة إلا من خلال إجراء تعديلات على الماكينة، والتي غالبًا ما لا يمكن أن تحل المشكلة بشكل أساسي. والنتيجة النهائية هي حل وسط من جميع الأطراف، وقبول الوضع الراهن للانكماش.
2. الموقف تجاه علامة الحوض: مناهج مختلفة للأجزاء البلاستيكية المختلفة
بشكل عام، يتضمن المنتج الأسطح أ، ب، ج، د.
- السطح الأمامي: السطح الأمامي للمنتج الذي يراه المستخدمون بشكل متكرر.
- السطح الجانبي B: السطح الجانبي للمنتج.
- السطح C: السطح السفلي للمنتج.
- D- السطح: السطح غير الخارجي للمنتج، مثل الأسطح الداخلية والمكونات الهيكلية.
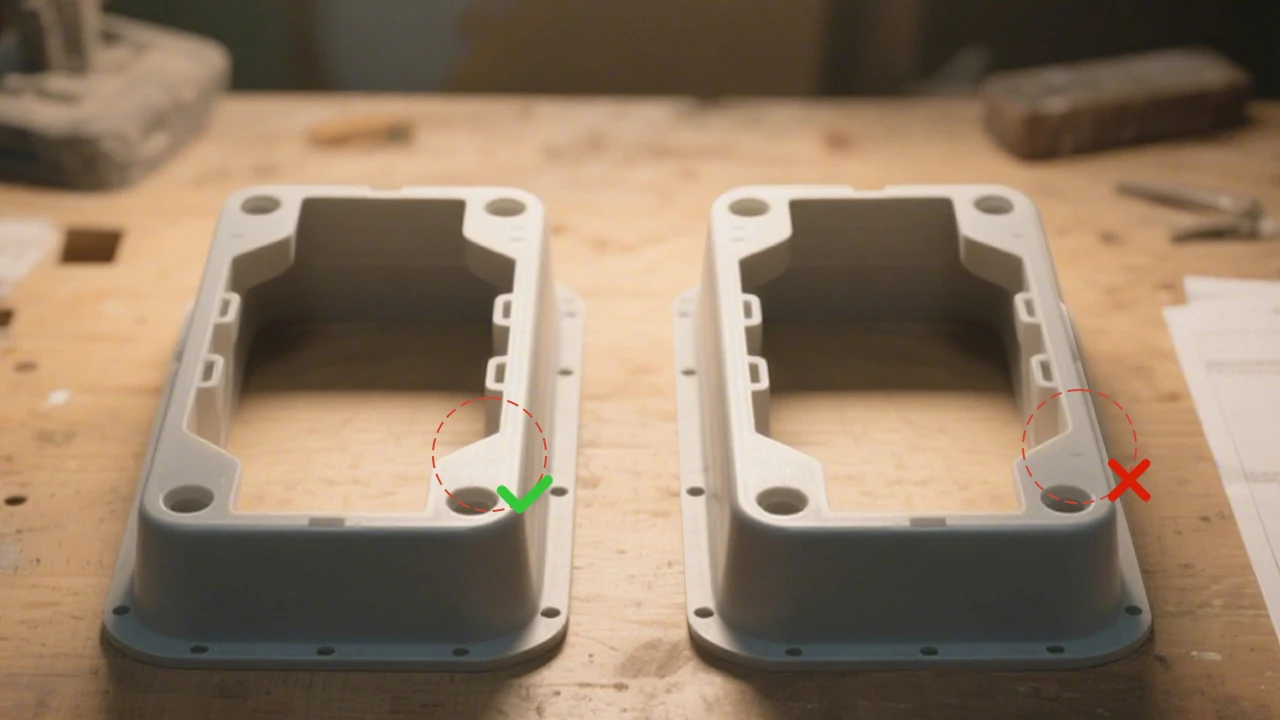
من الواضح أن المناطق المختلفة للأجزاء البلاستيكية لها متطلبات مختلفة لقولبة حقن علامات الحوض. لذلك، في التصميم، لا يمكن اتباع نهج موحد، خاصةً عندما يكون هناك تعارض بين المظهر والقوة. على سبيل المثال، لتعزيز قوة الجزء البلاستيكي، قد يتم زيادة سمك أضلاع التعزيز بشكل طفيف، أو يمكن إضافة شرائح إلى قاعدة أضلاع التعزيز. ومع ذلك، فإن هذا يؤدي حتماً إلى ظهور علامات الغرق. ولذلك، بالنسبة للأسطح ذات المظهر الحرج مثل السطح A، يجب تقليل سُمك أضلاع التسليح، أو قد يتم حذف الشرائح بالكامل. بالنسبة للمكونات الإنشائية الداخلية، تكون القوة أمرًا بالغ الأهمية، لذلك قد يلزم زيادة سُمك أضلاع التسليح قليلاً، مع إضافة شرائح إلى القاعدة.
3. الاعتبار الشامل
يتطلب منع مشاكل علامات الحوض دراسة شاملة. فمعالجة المشكلة من اتجاه واحد لا يمكن أن تمنع بشكل أساسي مشاكل علامات الحوض.
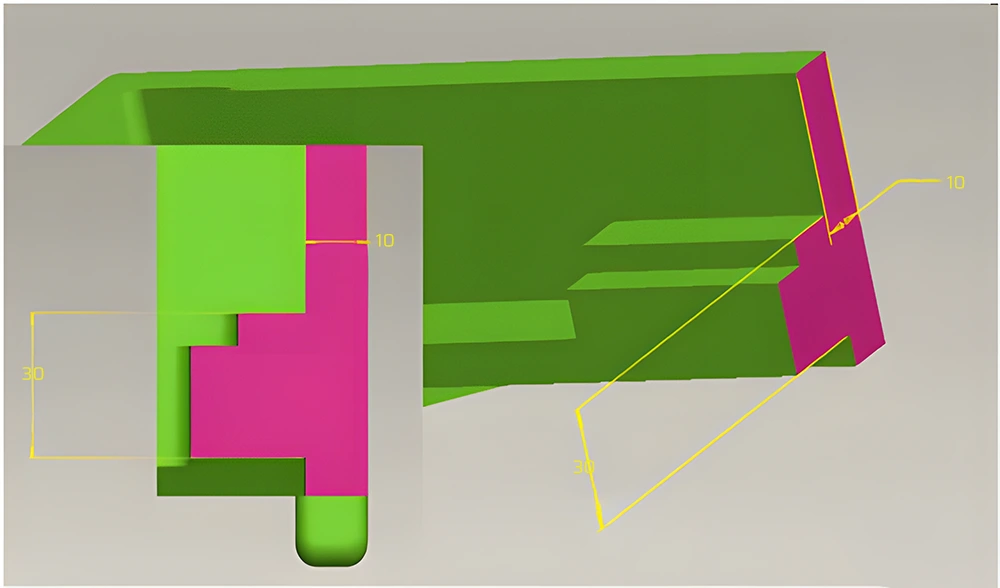
4. البدء من تصميم الأجزاء البلاستيكية هو الحل الأفضل
على الرغم من أن مشاكل علامات الغرق قد يتم حلها من خلال تصميم القالب لاحقًا وتعديل معلمات القولبة بالحقن، إلا أن الأمر قد لا يكون كذلك دائمًا. هناك شيء واحد مؤكد: يمكن أن تزيد بسهولة من تكلفة الأجزاء البلاستيكية، وهو ما يجب تجنبه.
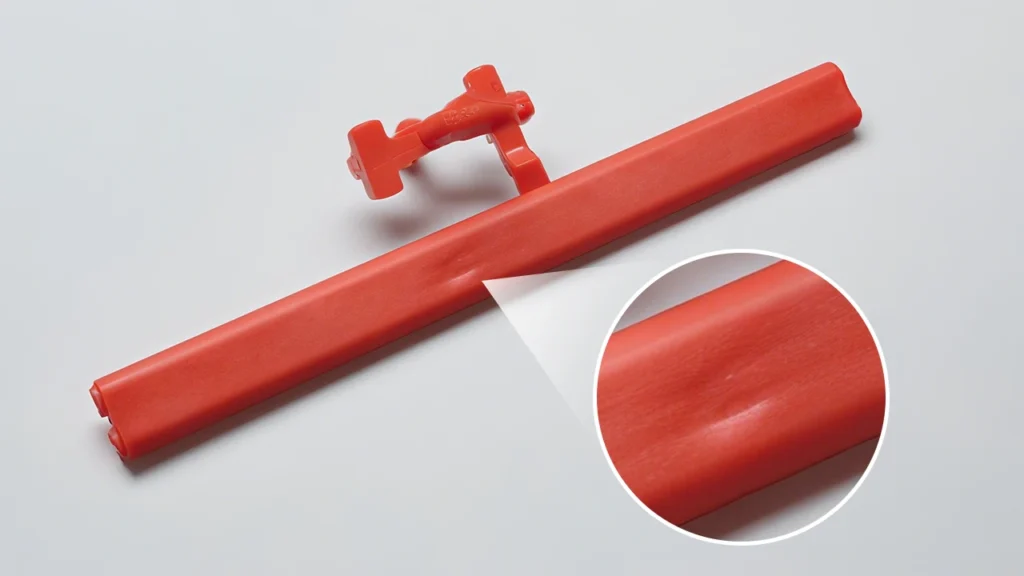
على سبيل المثال، في حالة اللوحة التوجيهية الخفيفة الموضحة في الشكل، حدثت علامات الغرق أثناء قولبة الحقن بسبب التصميم غير السليم للجزء البلاستيكي، مع زيادة سمك الجدار محليًا. ولمعالجة مشكلة علامات الغرق، تم تعديل القالب لزيادة قطر البوابة وقطر العداء، مما ساعد إلى حد ما في تقليل علامات الغرق ولكن ليس بشكل كبير. ومع ذلك، أدى ذلك إلى زيادة حجم العداء بشكل أكبر، مما أدى إلى زيادة دورة الصب بشكل أكبر. تزن اللوحة التوجيهية الخفيفة 0.6 جرام، بينما يزن العداء ما يصل إلى 22.0 جرام، مع زمن تبريد يبلغ حوالي 45 ثانية. سيؤدي الإنتاج على أساس هذه البيانات إلى تكاليف مواد ومعالجة عالية للغاية.
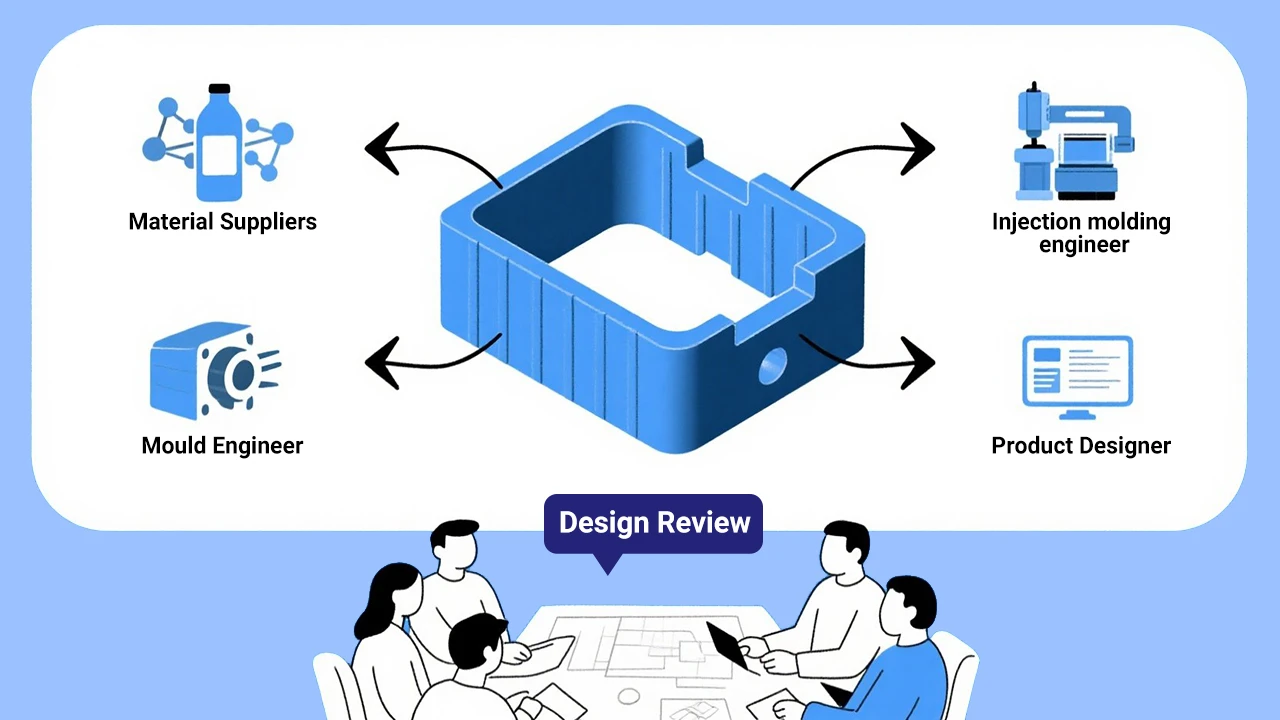
5. تعاون الفريق
تعتمد الوقاية من عيوب علامات الحوض على التعاون الصادق بين مهندسي تصميم المنتجات، ومهندسي القوالب، ومهندسي التشكيل بالحقن، وموردي المواد البلاستيكية، والأقسام الأخرى وكذلك الموردين.
أثناء تصميم الأجزاء البلاستيكية، يجب على مهندسي تصميم المنتجات أن يبحثوا أولاً عن معلومات حول خصائص المواد البلاستيكية من موردي المواد البلاستيكية، بما في ذلك خصائص الانكماش. بشكل عام، يمتلك موردو المواد البلاستيكية معرفة ومهارات غنية لمعالجة العيوب المختلفة.
أثناء تصميم أجزاء بلاستيكية محددة، يحتاج مهندسو تصميم المنتجات إلى اتباع قواعد وإرشادات محددة لتصميم الأجزاء البلاستيكية التفصيلية، مثل الالتزام بالإرشادات التي تنص على ألا يكون سمك ضلع التعزيز سميكًا جدًا. كلما كانت هناك أي شكوك أو شكوك حول التصميم، يجب على مهندسي تصميم المنتجات طلب المشورة من مهندسي القوالب ومهندسي القولبة بالحقن وموردي المواد البلاستيكية وما إلى ذلك، في الوقت المناسب. وأثناء مراجعات التصميم، يجب دعوة جميع الأطراف للمشاركة.
بمجرد تصميم الأجزاء البلاستيكية في برنامج ثلاثي الأبعاد، يجب على مهندسي تصميم المنتجات تحديد متطلبات مظهر الأجزاء البلاستيكية بدقة في رسومات ثنائية الأبعاد، وإبلاغ مهندسي القوالب بمتطلبات علامات الحوض المحددة. وبهذه الطريقة، يمكن لمهندسي القوالب النظر في تصميم هيكل القالب بناءً على هذه المعلومات، بما في ذلك حجم البوابات وموضعها وعددها، وحجم العدائين، وهيكل قنوات مياه التبريد.
أثناء تجارب العفن، يجب أن تعالج جميع الأطراف المذكورة أعلاه بشكل مشترك مشاكل علامات الحوض المحتملة في الموقع.
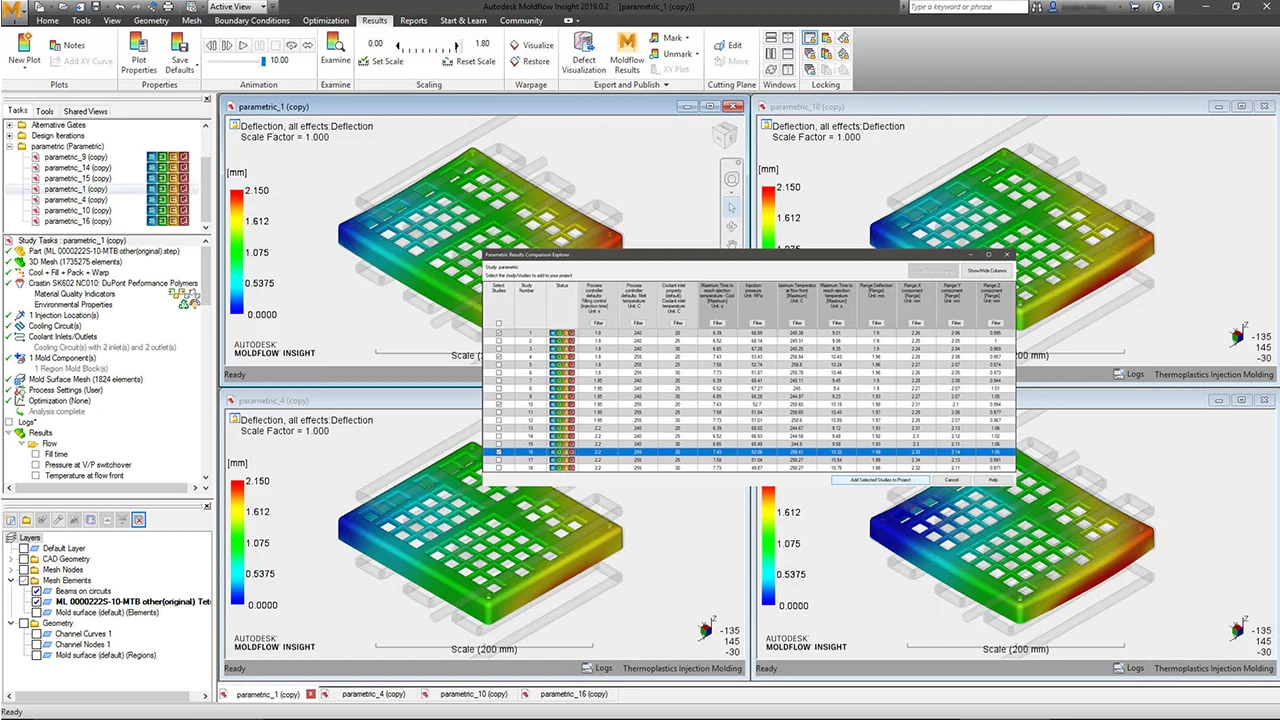
6. استخدام برنامج تحليل تدفق القالب
في التنبؤ بعيوب علامات الحوض ومعالجتها, تحليل تدفق القالب البرنامج أداة مفيدة للغاية.
استنادًا إلى الأجزاء البلاستيكية الحالية وتصميمات القوالب، باستخدام برنامج تحليل تدفق القالب (مثل Moldflow) يمكن التنبؤ بحجم علامة الحوض. إذا كانت علامة الحوض تتجاوز متطلبات المظهر، يمكن طلب تحسين تصميم الجزء البلاستيكي (على سبيل المثال، التفريغ حيث يكون الجدار سميكًا) وتصميم القالب (على سبيل المثال، تعديل موضع وحجم البوابات).
الخلاصة
إن احتمالية حدوث علامات الانكماش في قولبة الحقن تعادل الوميض. يتطلب منع ومعالجة مشاكل علامات الغرق في قولبة الحقن ومعالجتها فهمًا كاملاً لخصائص انكماش المواد. بينما يمكن الحصول على بيانات معدل انكماش المواد عبر الإنترنت، قد يختلف معدل الانكماش الفعلي لنفس المادة المستخدمة في أجزاء مختلفة من المنتجات.
ستقوم شركة First Mold بتجميع جدول شامل لـ "معدلات الانكماش الفعلية للمنتجات البلاستيكية المختلفة" استنادًا إلى سنوات من الخبرة في إنتاج القوالب بالحقن. ترقبوا هذه المعلومات.














