
许多数控加工制造商一直在努力尽可能地控制数控加工的成本。许多客户也注意到,不同厂家对同一产品的报价可能相差很大。这其中的关键原因是什么呢?抛开工厂规模、地理位置等因素不谈,数控加工成本会受到很多因素的影响。
如果您是产品设计公司或希望外包给工厂的客户,您可以通过以下步骤估算工件的价格:
- 首先,可以要求工厂提供关键或复杂零件的初步工艺安排,详细到每道工序和每道工序所需的时间。
- 根据每道工序所需设备的小时成本,您可以计算出加工成本。您也可以向供应商询问具体的设备成本。
- 然后,再按比例加上包装和运输成本、管理费、工具费和利润,就得出了价格。当然,年采购量和零件的复杂程度也会对价格产生很大影响。单件和批量生产之间的数控加工价格差异可能相当大,这一点很容易理解。
现在,让我们来分析一下加工成本的具体构成。
影响 CNC 加工成本的 3 个主要因素
由于机械加工具有很大的灵活性,一个零件可以有多种工艺安排,因此成本也会不同。有时,供应商可能会建议采用复杂的工艺,从而报出高价,但在实际生产中却采用较简单的工艺。因此,采购人员对图纸和零件加工知识的理解决定了他们对成本的控制,因此,全面的机械加工知识对于机械零件采购是非常必要的。
材料成本
通常,数控加工材料包括金属和塑料。计算 CNC 加工成本时,一般以材料供应商的报价为参考。为了节省数控材料成本,数控加工厂需要与材料供应商建立长期合作关系,以获得有竞争力的材料成本。
加工成本
不同的生产设备成本不同,导致劳动力成本也不同。例如,价值 $50,000 元的专用设备和价值 $300,000 元的加工设备的成本就有很大不同。使用专用设备完成具有各种功能的产品与使用多种专用设备也会导致不同的成本。
例如,使用 镟床 与经济型车铣复合机床相比,数控中心的成本自然会更高。大型制造商通常会使用高精度测量仪器来实现辅助功能,从而增加设备成本。
1.钻孔 常用材料
- 直径 ≤ 2.5 倍:
- 直径 < 25 毫米:钻头直径 × 0.05
- 直径 25-60mm:钻头直径 × 0.12(最低成本≥ $0.1)
- 直径 > 2.5 倍: 基本费用 × 直径比 × 0.4
- 孔径精度 < 0.1 毫米或中心距 < 0.1 毫米: 基本费用 × 5
- 用于敲击: 丝锥直径 × 0.2(铸铁标准,钢 = 1.2×)
- 批量处理: 标准成本 × 0.2-0.8(取决于批量大小和复杂程度)
2.车床加工 - 普通精密轴
- 长度/直径 ≤ 10: 空白尺寸 × 0.2(最小值 $1)
- 长度/直径 > 10: 基本费用 × 长度/直径 × 0.15
- 精度 < 0.05 毫米或锥形: 基本费用 × 2
- 一般阶梯式竖井: 基本费用 × 2
- 带锥度或螺纹的阶梯轴 基本费用 × 3
- 标准导螺杆: 基本费用 × 4
- 一般法兰部件: 材料直径 × 0.07(直径 > 430 毫米:材料直径 × 0.12)
- 圆形螺母 直径 × 0.25(包括材料)
- 梯形或三角形螺母: 直径 × 0.3(不包括材料)
- 一般灌木: 材料外径 × 0.2(直径比 > 2:直径比 × 基本成本 × 0.6)
- 轴承维修: 直径 1.7 米:基本费用 × 2
- 直径 > 40 毫米: 直径 × 0.2
3.铣槽
- 长/宽 ≤ 10: 宽度 × 0.5(最小值:$1)
- 长/宽 > 10: 长/宽 × 基本成本 × 0.1
- 职位公差: 基本费用 × 2
- 硬度 > HRC40: 基本费用 × 2
- 花键轴长度/直径 ≤ 5: 花键直径 × 0.8(最小值 $2)
- 齿轮 模块 × 齿 × 0.5(蜗轮 × 1.2)
- 锥齿轮或改良齿轮 基本费用 × 2
- 总平面: 面积/100 × 0.2(最小值:$1)
- 无聊: 孔直径 × 0.25
4.带锯加工
- G普通圆钢、厚壁钢管和方钢切口: 每平方分米 $5(至少 $1 美元)。.
- 普通钢板切割、纵剪和切角: 每平方分米 $1.3(至少 $1.3 美元)。.
5.线切割
- 一般部件: 切割面积(平方毫米)× 0.008 美元。.
- 需要穿线的部件: 每个穿线孔额外增加 $1 美元。.
6.焊接、气割和等离子切割
- 普通焊条,直径 3.2 毫米: $0.2 US每杆 D.
- TH506 焊接铸件: 每根 $0.5 美元。.
- 气割: 铁板厚度(毫米)×切割长度(米)。.
- 等离子切割不锈钢 3 倍的气体切割基本成本。.
- 切割碳钢: 2 倍的气体切割基本成本。.
7.紧急和加班工作
- 精密磨削公差 0.005 毫米: $6 美元/小时。.
- 放电加工公差 0.01 毫米: $11 美元/小时。.
- 慢走丝放电加工公差为 0.005 毫米: $14.5 美元/小时。.
- 光学曲线磨削公差 0.003 毫米: $27 美元/小时。.
精密制造后的后续加工
许多客户的产品涉及不同行业,往往需要进行后续加工,如氧化、喷涂、热处理等。这些工序也会增加产品的成本。因此,在产品设计过程中,项目工程师应全面分析和评估产品,考虑整体成本效益。为了有效控制成本,选择合适的精密制造工艺、设备、材料和外包是最好的方法。重要的是,不要仅仅因为加工成本低廉而选择制造商。
塑料喷涂成本:
- 大批量:$1.5 美元/平方米(最低 $0.1 美元)。.
- 中型批次:$2 美元/平方米(最低 $0.15 美元)。.
- 小批量:$2.5 美元/平方米(最低 $0.3 美元)。.
镀锌成本:
- 彩色镀锌:$0.4 美元/公斤(外包,基于市场价格)。.
- 镀白锌:$0.45 美元/公斤(外包,基于市场价格)。.
镀铬成本:
- 镀铬:$2.5 美元/公斤(外包,基于市场价格)。.
镀镍成本:
- 镀镍:$1.5 美元/公斤(外包,基于市场价格)。.
- 黑色镀镍:$1 美元/公斤(外包,基于市场价格)。.
铬化成本:
- 铬化:$10 美元/平方米(外包,根据市场价格)。.
黑化成本:
- 黑化:$0.3 美元/公斤(外包,基于市场价格)。.
阳极氧化成本:
- 白色阳极氧化:$3 美元/平方米(外包,根据市场价格)。.
- 黑色阳极氧化:$4 美元/平方米(外包,根据市场价格)。.
丝网印刷成本:
- A4 电影制作:$17 美元/张(外包,基于市场价格)。.
- A4 银幕制作:$17 美元/屏幕。.
其他费用
其他费用包括包装、运输、组装和废料成本。这些都是狭义的其他费用。事实上,还有工厂运营成本、电费等许多其他费用。这取决于每家 CNC 加工厂的成本计算方法。在客户收到的数控加工报价单中,不一定能看到最全面的其他费用报价。
装配费用:
- 工厂内装配人工成本 不包括紧固件、标准件等。
- 大批量:10 元/小时。.
- 中型批次:15 元/小时。.
- 小批量:18 元/小时。.
包装成本:
- 包装材料成本 根据实际使用情况计算。
- 工厂内包装人工成本:
- 大批量:13 元/小时。.
- 中批量:15 元/小时。.
- 小批量生产:18 元/小时。.
- 大批量 装配和包装成本根据实际支出计算。
一般来说,中小批量产品的装配、包装、运输和废料成本按材料成本的 15% 计算。运输成本仅包括珠江三角洲地区。.
交通费用:
- 卡车运输费用报价见 "短途运输价格表"。
- 大批量:根据实际支出计算。
- 中小批量:根据实际支出计算。
- 长途运输或出口的费用另行计算。
报废成本:
- 大批量废料成本计算如下
废品成本 = 每件产品的材料成本 × (2%~5%).
以上是简单的成本计算方法。当然,不同的工厂有自己的核算标准。仅供参考。
降低数控加工成本的 16 个设计技巧
降低成本的设计是一项极具挑战性的任务,许多产品设计工程师都缺乏这方面的知识。我有一位朋友是产品设计师,他在从事产品开发的头几年并没有过多地考虑成本问题,误以为 "客户至上 "就是满足客户的需求,而把成本问题留给了制造部门。
这是对产品成本的误解:
1.产品成本在产品开发中起着至关重要的作用。
正如 "集成产品开发"(IPD)所倡导的那样,产品开发是一种投资。如果产品成本过高,公司没有盈利,甚至出现亏损,那么即使客户对产品感到满意,这种产品开发也是对公司资源的浪费,没有创造任何价值。在这种情况下,公司最终会被淘汰。
2.超过 85% 的产品成本由产品设计决定,其余 15% 由产品制造决定。
如果在产品设计过程中不进行以成本为导向的产品设计,就会导致最终生产成本居高不下。要改进产品设计,就必须进行以成本为导向的产品设计。
要进行以成本为导向的产品设计,企业和工程师首先要转变观念,增强成本意识。例如,当工程师们开始为产品设计中的每一个细节熬夜、失眠时,比如:
- 壁厚应该是 4 毫米还是 5 毫米?
- 圆角应该是 0.3 毫米还是 0.5 毫米?
- 关键尺寸公差是 0.05 毫米还是 0.1 毫米?
可以说,工程师已经有了初步的成本意识。
如果没有这种成本意识,工程师就不是真正意义上的工程师,而只是一个使用 Creo、UG 或 SolidWorks 的绘图员。
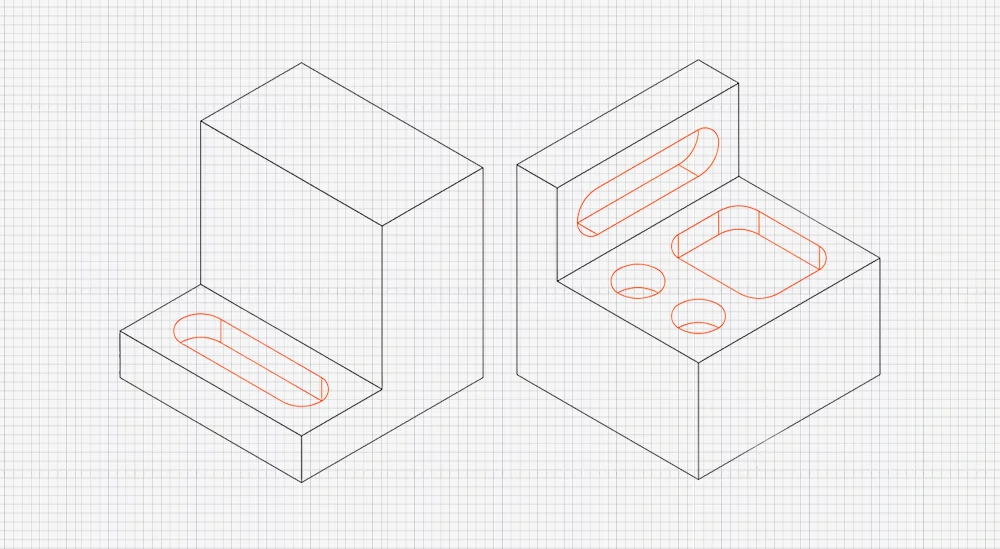
数控加工降低成本设计窍门 #1 - 圆角加工垂直内角
全部 数控工具 具有圆柱形。加工槽时,在槽的垂直面连接处形成与刀具尺寸一致的圆角。
如果在产品设计时,槽垂直面连接处的圆角太小,就需要使用较小的刀具。这将增加加工时间,因为较小的刀具比较大的刀具效率低,从而导致加工时间和成本增加。

降低成本:
- 圆角大小至少应为槽深的 1/3,越大越好。
- 所有圆角的尺寸应相同,以便在整个加工过程中使用相同的刀具。
- 在槽底,设计一个很小的圆角(0.5 毫米或 1 毫米),或者省略圆角。
- 理想的圆角尺寸应略大于刀具半径,这样可以减少加工过程中刀具的负荷,从而降低加工成本。例如,如果槽深为 12 毫米,圆角尺寸为 5 毫米或更大,则可使用直径为 8 毫米的刀具(半径为 4 毫米),以确保加工效率。
- 如果设计不需要圆角,例如需要与方形零件配合,下面的设计可以避免较小的圆角:

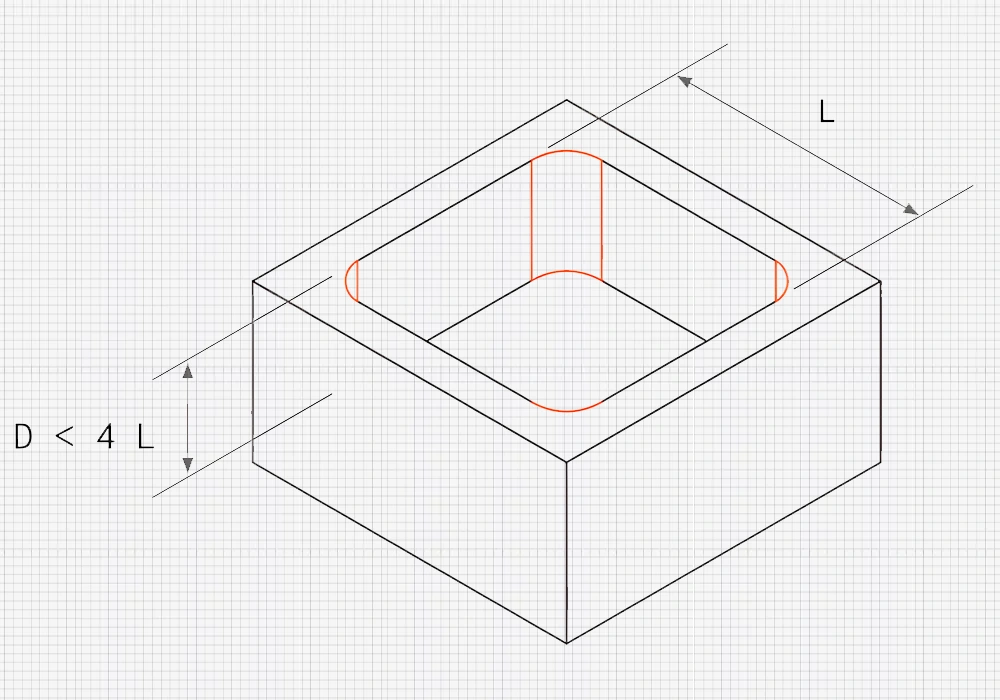
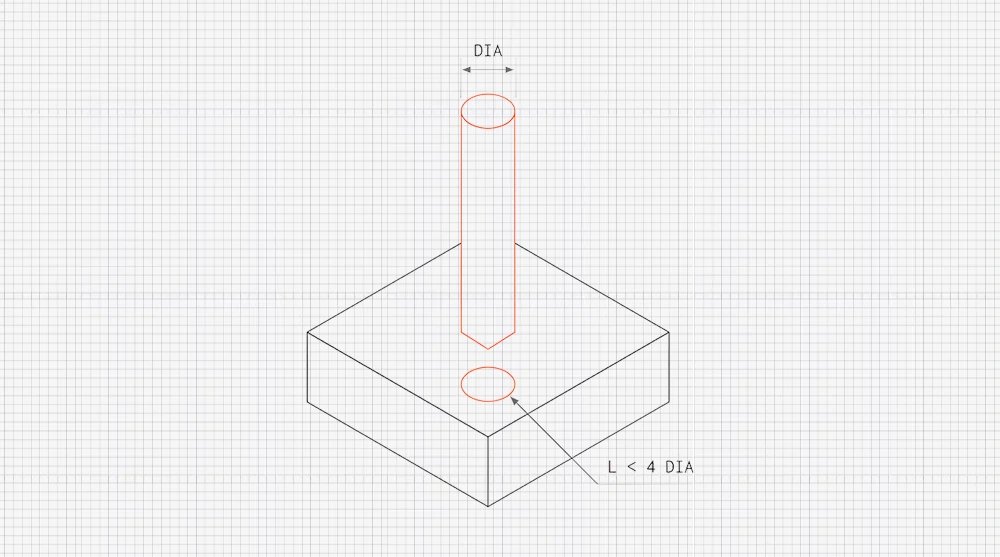
数控加工降低成本设计技巧 #2 - 减少槽深
加工槽对零件成本的影响很大,因为必须去除大量材料,增加加工时间。
数控刀具深度是有限制的。当槽深为刀具直径的 2-3 倍时,加工效果最佳。例如,直径 12 毫米的立铣刀可以安全地加工出最大 25 毫米的槽深。
可以加工更深的槽,最大可达刀具直径的 4 倍,但这会增加成本,尤其是在使用多轴数控机床时。
降低成本:
- 槽深不应超过长度的 4 倍。
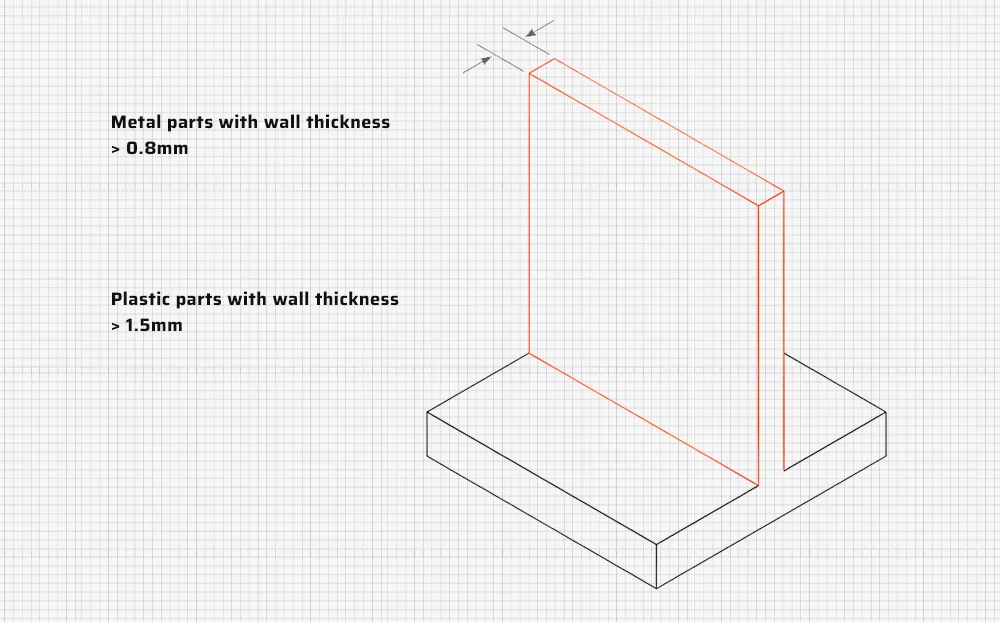
数控加工降低成本设计窍门 #3 - 避免薄壁加工
除非需要,否则应避免薄壁设计,因为它们缺乏强度,而且加工成本高。
薄壁在加工过程中容易变形甚至开裂。为防止出现这种情况,需要更复杂的加工路径,消耗更多的加工时间。薄壁还容易产生振动,使高精度加工成为一项重大挑战。
降低成本:
- 对于金属零件,壁厚至少应为 0.8 毫米,越厚越好。
- 塑料零件的壁厚至少应为 1.5 毫米,越厚越好。
- 金属部件可以薄至 0.5 毫米,塑料部件可以薄至 1 毫米,但不建议这样做。
在零件边缘设计孔(包括通孔和螺孔)或槽时,经常会出现薄壁的情况,因此要确保遵循上述设计准则。
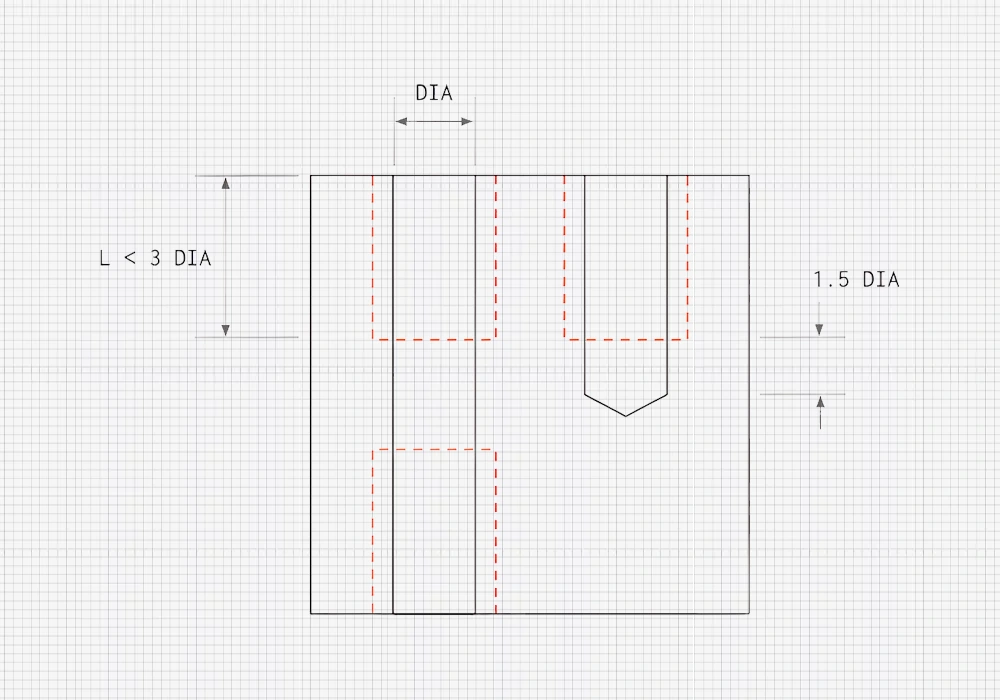
数控加工降低成本设计窍门 #4 - 减少螺纹深度
不必要的螺纹深度会增加数控加工成本,因为它需要特殊工具。
请记住:长螺纹深度(超过孔直径的 3 倍)并不会增加连接强度。
降低成本:
- 螺纹深度不应超过孔直径的 3 倍。
- 对于盲孔,底部至少要留出 1/2 孔径的额外长度。
数控加工降低成本设计技巧 #5 - 设计标准尺寸的孔
使用标准钻头可以快速、准确地加工孔。非标准孔则需要立铣刀,从而增加了成本。
此外,孔深不应超过直径的 4 倍。可以加工深孔(最深可达直径的 10 倍),但由于加工难度大,成本会大幅增加。
数控加工降低成本设计技巧 #6 - 避免精密公差要求
由于加工步骤复杂、加工时间增加、检测次数增多,精密公差会增加成本。
定义零件尺寸公差时应小心谨慎。避免为任意尺寸指定公差,只有在需要时才指定公差,最后才使用精密公差。
如果零件图上没有定义公差,零件将按照标准公差(±0.2 毫米或更松)进行加工,这通常足以满足非关键尺寸的要求,从而大大降低加工成本。
内部特征更难保持精密公差。例如,在加工相交孔或槽时,小的 缺陷 喜欢 锉具 由于变形,边缘处很容易出现裂纹。
这些功能需要检查和去毛刺,而这只能通过人工完成。手工操作既费钱又费时,还会增加成本。
降低成本:
- 只有在万不得已的情况下才指定精密公差。
- 所有尺寸均应以同一基准为参照。
- 记住:公差中的小数点很重要。它定义了所需的精度等级和测量工具。例如,小数点后两位可以用卡尺测量,小数点后三位可以用千分尺或坐标测量机测量。为降低成本,应避免不必要的小数点。
- 优化产品设计,避免出现精密公差,如缩短尺寸链或使用定位特征。

降低数控加工成本的设计技巧 #7 - 减少夹紧时间
尽量减少夹紧时间,最好只夹紧一次。
例如,一个两面都有盲孔的零件需要两次装夹操作,在加工完一面后旋转并重新装夹,以加工另一面。
旋转或重新定位工件会增加加工成本,因为夹紧通常需要人工完成。适用于复杂的零件结构、 定制夹具s 这可能会进一步增加成本。非常复杂的零件结构可能需要多轴数控机床,由于小时费率高,成本会进一步增加。
考虑将复杂部件分成多个部件进行数控加工,然后用 线程 或焊接。
降低成本:
- 设计只需一次装夹的零件。
- 如果不可能,可将复杂部件分成多个部分,然后再将它们固定在一起。
降低数控加工成本的设计技巧 #8 - 避免高纵横比的小特征
在数控加工中,高纵横比的小特征很容易产生振动,从而使精密加工变得困难。
为避免出现这种情况,应将这些小特征与较厚的墙体连接起来,或用加强筋支撑。
降低成本:
- 避免设计长宽比超过 4 的功能。
- 将小功能连接到较厚的墙壁上,或添加加强筋以提供支撑。

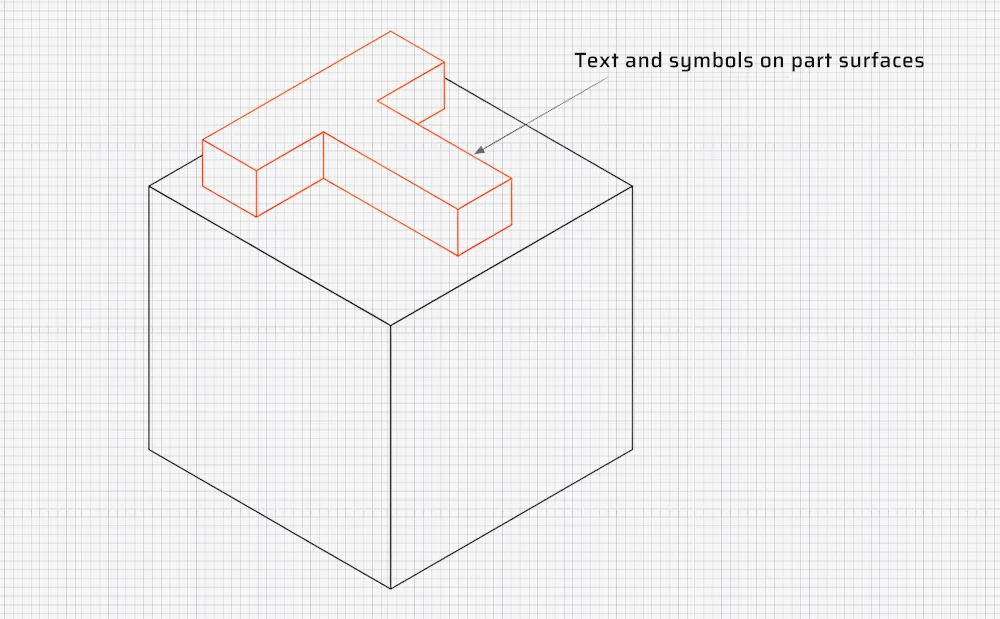
数控加工降低成本设计技巧 #9 - 去除零件表面的文字和符号
由于需要额外的加工步骤和更多的加工时间,零件表面的文字和符号大大增加了数控成本。
丝网印刷或喷漆等表面处理技术能以较低的成本在数控零件上添加文字和符号。
降低成本:
- 删除零件表面的所有文字和符号。
- 如果需要文字和符号,应选择凹陷而不是凸起,因为后者需要去除更多的材料。
数控加工降低成本设计技巧 #10 - 考虑材料的可加工性
材料的可加工性是指材料加工的难易程度。
更好的可加工性使零件更易于数控机床加工,从而降低成本。
材料的可加工性取决于其物理特性。一般来说,延展性较高的软质材料更容易加工。
例如,黄铜 C360 具有最高的可加工性,可进行高速加工。铝合金(Al 6061 和 7075)也很容易加工。
钢的机加工性能较差。与铝合金相比,钢需要两倍以上的加工时间。不同的钢具有不同的机加工性能。不锈钢 304 的机加工性能指数为 45%,而不锈钢 303 的机加工性能指数为 78%,后者更容易加工。
塑料的可加工性取决于硬度和热性能。在数控加工中,塑料在高温下容易熔化和变形。
POM 是最容易数控加工的塑料,其次是 ABS。PEEK 和尼龙是加工难度较大的工程塑料。
降低成本:
- 尽可能选择机加工性能良好的材料。
数控加工降低成本设计技巧 #11 - 考虑原材料毛坯价格
原材料毛坯价格是影响数控成本的另一个关键因素。
下表列出了常见金属和塑料原材料坯料的价格(尺寸:150 x 150 x 25 毫米)。
| 材料 | 空白价格(供比较) |
|---|---|
| 铝 6061 | $25 美元 |
| 铝 7075 | $80 美元 |
| 不锈钢 304 | $90 美元 |
| 不锈钢 303 | $145 美元 |
| 黄铜 C360 | $145 美元 |
| ABS | $17 美元 |
| 尼龙 6 | $30 美元 |
| POM | $25 美元 |
| PEEK | $280 美元 |
铝 6061 显然是一种具有成本效益的材料,其毛坯价格低廉,机加工性能良好,因此适用于原型设计。
不锈钢 303 和黄铜 C360 具有良好的可加工性,但毛坯价格较高,因此只适合大规模生产。通过规模经济,缩短了加工时间,从而平衡了高昂的坯料价格。
ABS、尼龙和 POM 等塑料材料的价格与铝 6061 相似。不过,它们较难加工,因此 CNC 成本较高。PEEK 非常昂贵,只有在必要时才会使用。
降低成本:
- 选择毛坯价格低的材料,尤其是小批量的材料。
降低数控加工成本的设计技巧 #12 - 考虑毛坯尺寸
毛坯尺寸会影响数控成本。为确保尺寸精度,必须从零件的各个面加工材料,这就大大增加了材料成本,尤其是大批量生产时。
一般来说,毛坯尺寸应比零件尺寸至少大 3 毫米。例如,零件尺寸为 30x30x30mm 时,可选择 35x35x35mm 的坯料尺寸。零件尺寸为 27x27x27mm 时,可以选择 30x30x30mm 的坯料尺寸,这样可以节省一些材料成本。
降低成本:
- 坯料尺寸应比零件尺寸至少大 3 毫米。
- 向供应商咨询标准毛坯尺寸,设计接近毛坯尺寸的零件,以减少材料浪费。

数控加工降低成本设计技巧 #13 - 避免多重表面处理
表面处理可改善数控零件的外观和耐恶劣环境的能力,但会增加成本。
如果数控零件需要进行多种不同的表面处理,则成本会因额外步骤(如对某些表面进行掩蔽)而进一步增加。
降低成本:
- 取消表面处理。
- 避免多重表面处理。

降低数控加工成本的设计技巧 #14 - 批量生产
在数控加工中,零件的批量大小会影响加工成本。当批量较小时,每个零件的 CNC 初始设置成本较高。批量大时,每个零件的设置成本较低。
批量越大,数控成本越低。这一点在批量很小的情况下更为明显。即使数量稍有增加,成本也会大幅降低。
将批量从 1 个增加到 5 个,零件成本可降低 50% 以上。
降低成本:
- 批量生产可降低成本。下大订单比下多个小订单更省钱。

数控加工降低成本设计技巧 #15 - 设计轴对称零件
轴对称零件可在车床或铣床上加工,每小时加工费远低于三轴或五轴加工中心。
降低成本:
- 尽可能设计轴对称部件。
数控加工降低成本设计技巧 #16 - 使用其他加工工艺替代数控加工
正如本文开头所述,数控加工是一项昂贵的工艺。
因此,无论如何降低成本,成本仍然很高。
在现代加工技术中,应考虑使用其他工艺来代替 CNC,而不是一味追求 CNC。上一代产品使用数控技术并不意味着新一代产品必须使用数控技术。

如下图所示,对于小批量生产,3D 打印比数控加工便宜。对于大批量生产,熔模铸造和注塑成型等成型工艺比数控加工便宜。
| 部件数量 | <10 | 10~100 | 100~1000 | >1000 |
|---|---|---|---|---|
| 塑料 | 三维打印 | 3D 打印(考虑 CNC) | 数控(考虑注塑成型) | 注塑成型 |
| 金属 | 三维打印和数控 | 数控(考虑 3D 打印) | 数控(考虑熔模铸造) | 熔模铸造或压铸 |
在许多情况下,3D 打印比数控加工更好:
- 三维打印可以加工更复杂的几何形状。
- 3D 打印可在 24 小时内提供样品。
- 小批量的 3D 打印通常更便宜。
- 3D 打印可以加工难以用 CNC 加工的材料,例如超合金。
降低成本:
- 用其他工艺替代 CNC。
请注意: 这同样适用于其他制造和拧紧工艺,包括注塑、冲压、焊接和拧紧。 铆.在早期产品设计中,应努力寻找更好的流程。更好的流程肯定是存在的,只是你还不知道而已。














