
In our article on fasteners, we briefly mentioned several fastener connection techniques. For technical or structural reasons, many plastic products or components may be assembled from parts made of different materials and functions. To assemble two parts together, a connection must be designed between them. The purpose of connection design is to create the most suitable connection method based on various factors to assemble and secure the parts together.
Since plastic connection methods are an important lesson for product designers, this article will continue to explore the connection methods between plastic parts.
Connection Methods for Plastic Parts
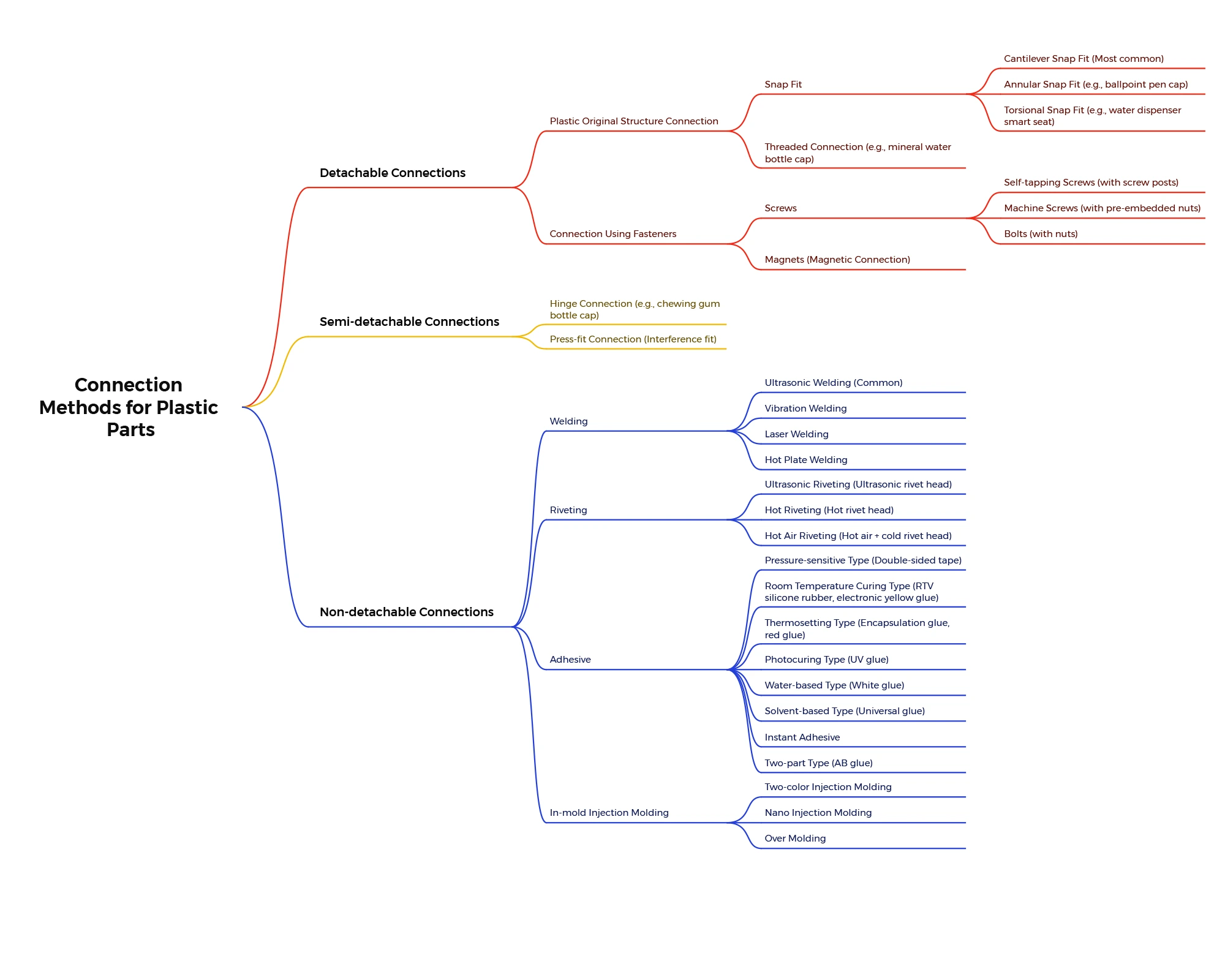
There are many ways to connect plastic parts. They can be roughly divided into detachable connections, semi-detachable connections, and non-detachable connections. This classification is not very precise. some connection methods can change from one type to another with structural parameter changes. For example, if the clasp’s engagement is too strong, it can become difficult or impossible to detach. Some adhesives can be removed by heating. Therefore, the following classification is for reference only and should not be taken as a standard.
The connection and fixation of plastic parts can use one method or a combination of two or more methods, such as clasp + screw combination. However, regardless of the connection method, the following main factors should be considered before choosing the connection method:
- Disassembly Performance: Whether disassembly is needed, the frequency of disassembly, the reversibility of disassembly, and the convenience of disassembly.
- Properties of the Connecting Parts: Whether the geometric shape is permissible, whether there is enough space, and whether the material properties meet the requirements.
- Operating Environment: Load (strength requirements), temperature (temperature resistance requirements), and medium (dustproof and waterproof requirements).
- Economic Factors: Auxiliary material costs, assembly costs, and maintenance costs.
- Aesthetic Requirements: The integrity of the appearance and aesthetic effects.
It is difficult or even impossible to satisfy all these factors simultaneously, so the appropriate connection method should be chosen according to the specific product or structural requirements.
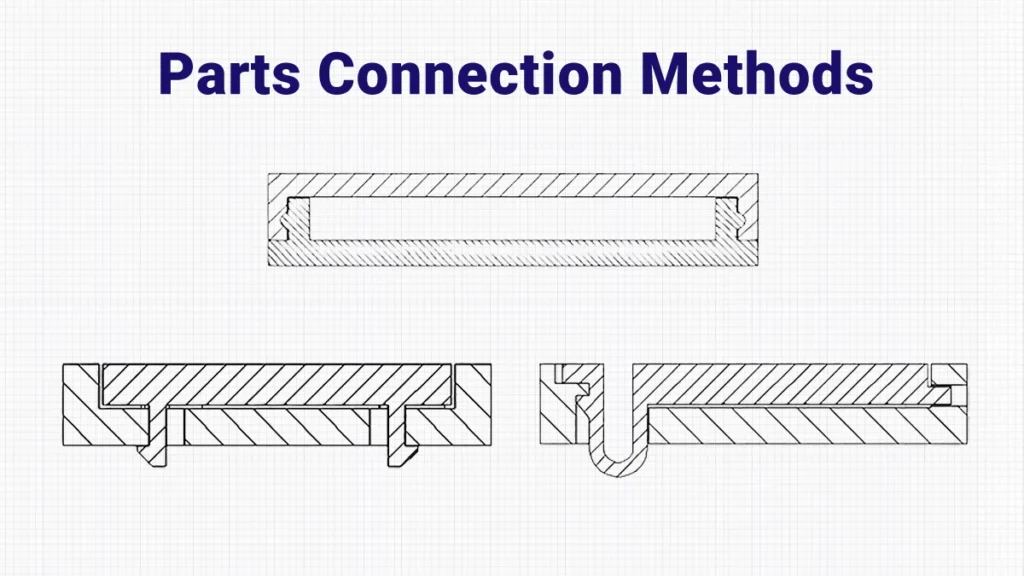
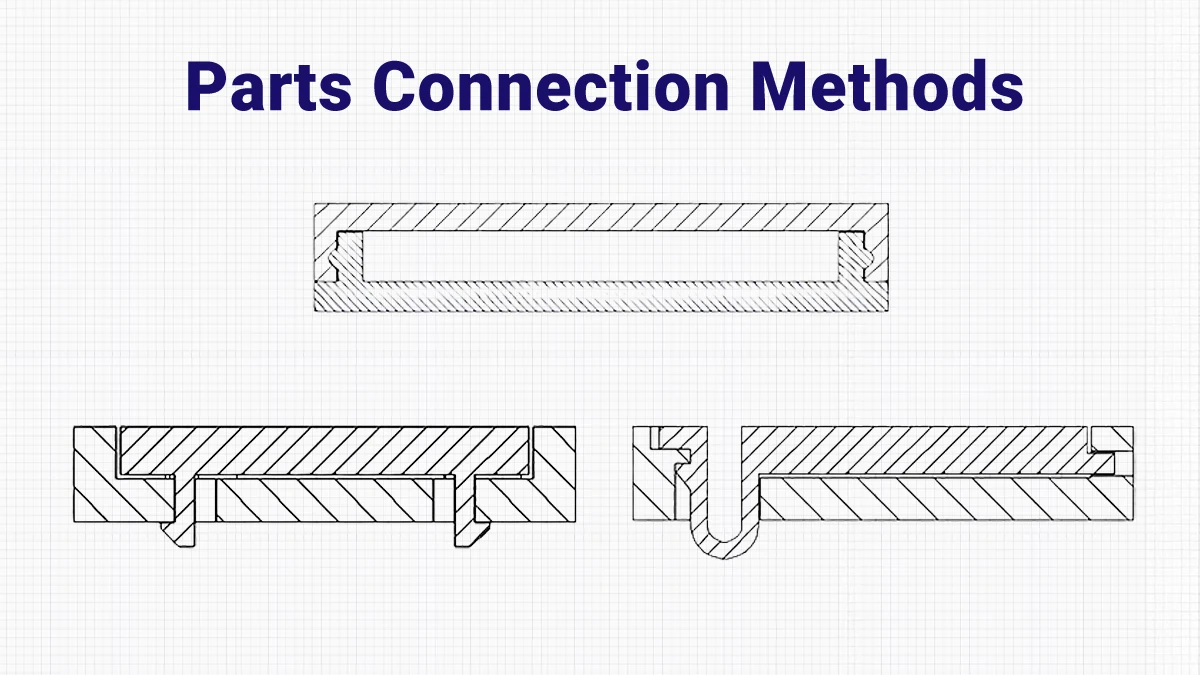
Next, we will introduce different connection methods between plastic parts through examples. For instance, given the following two parts (the specific size and structure should be designed according to the specific product), what connection methods are available, and are there similar structures in everyday life?

1. Snap Fits
There are many types of snap fits. The following will introduce several common ones.
Tips: If you want to know more, you can click on the “snap fit guide” to learn about them.
a). Cantilever Snap Fits
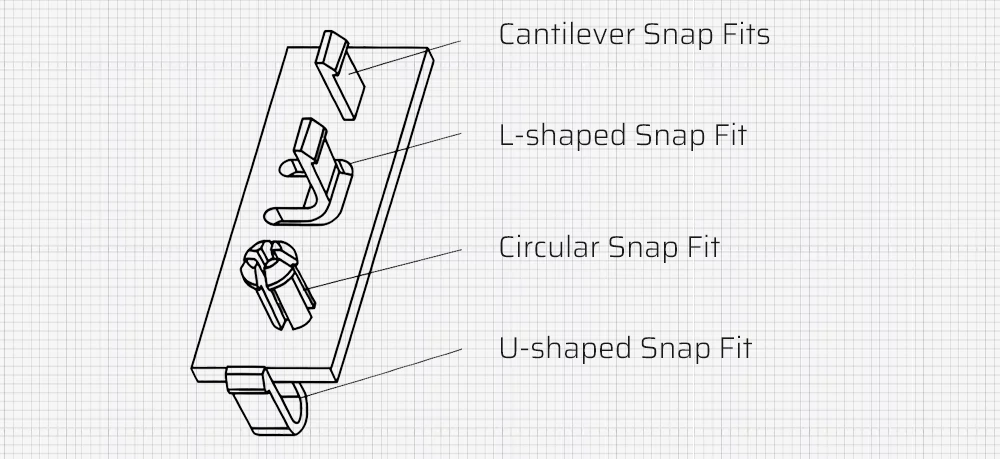
1). Straight Arm Snap Fit: This method is commonly used for connecting and securing decorative parts. It is easy and quick to install, aesthetically pleasing, and whether it is detachable depends on the amount of engagement.
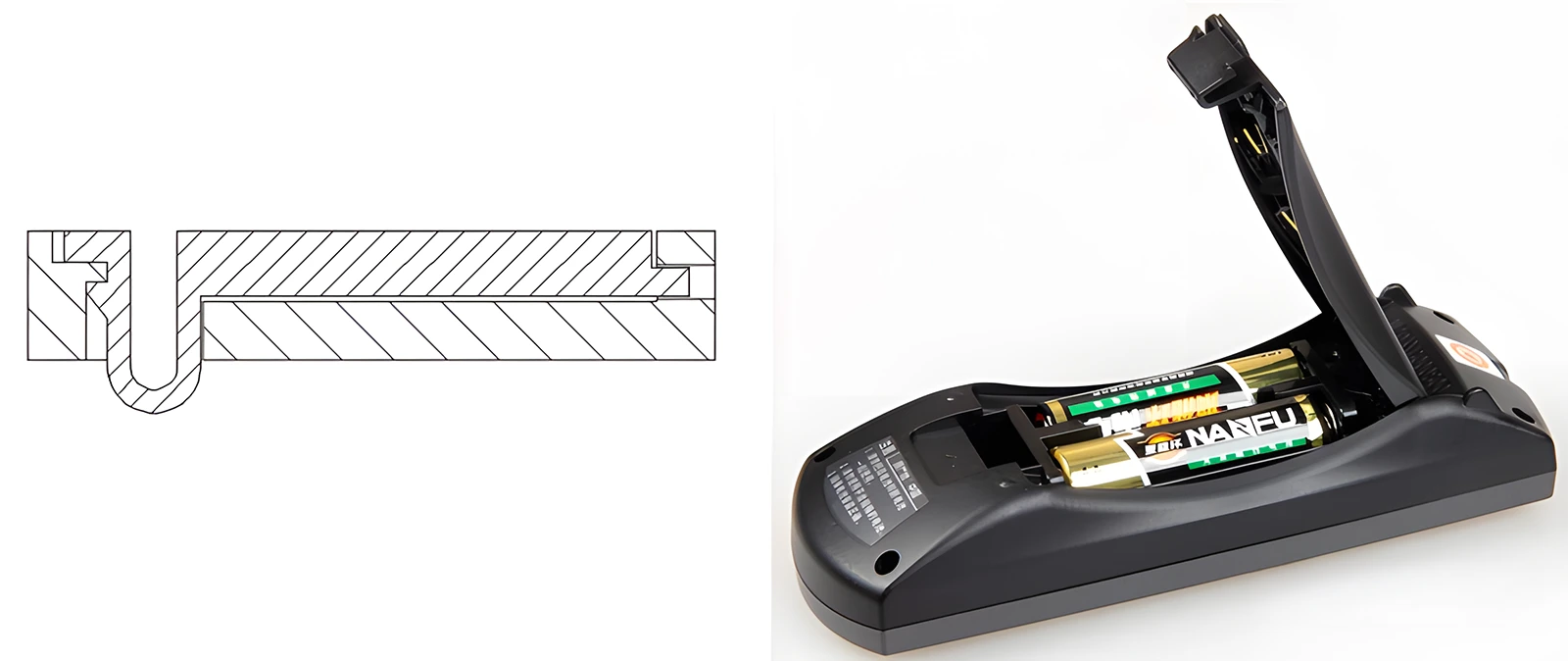
2). U-shaped Snap Fit: Commonly seen in battery cover connections. The U-shaped structure provides space for elastic deformation and allows for multiple assemblies and disassemblies.
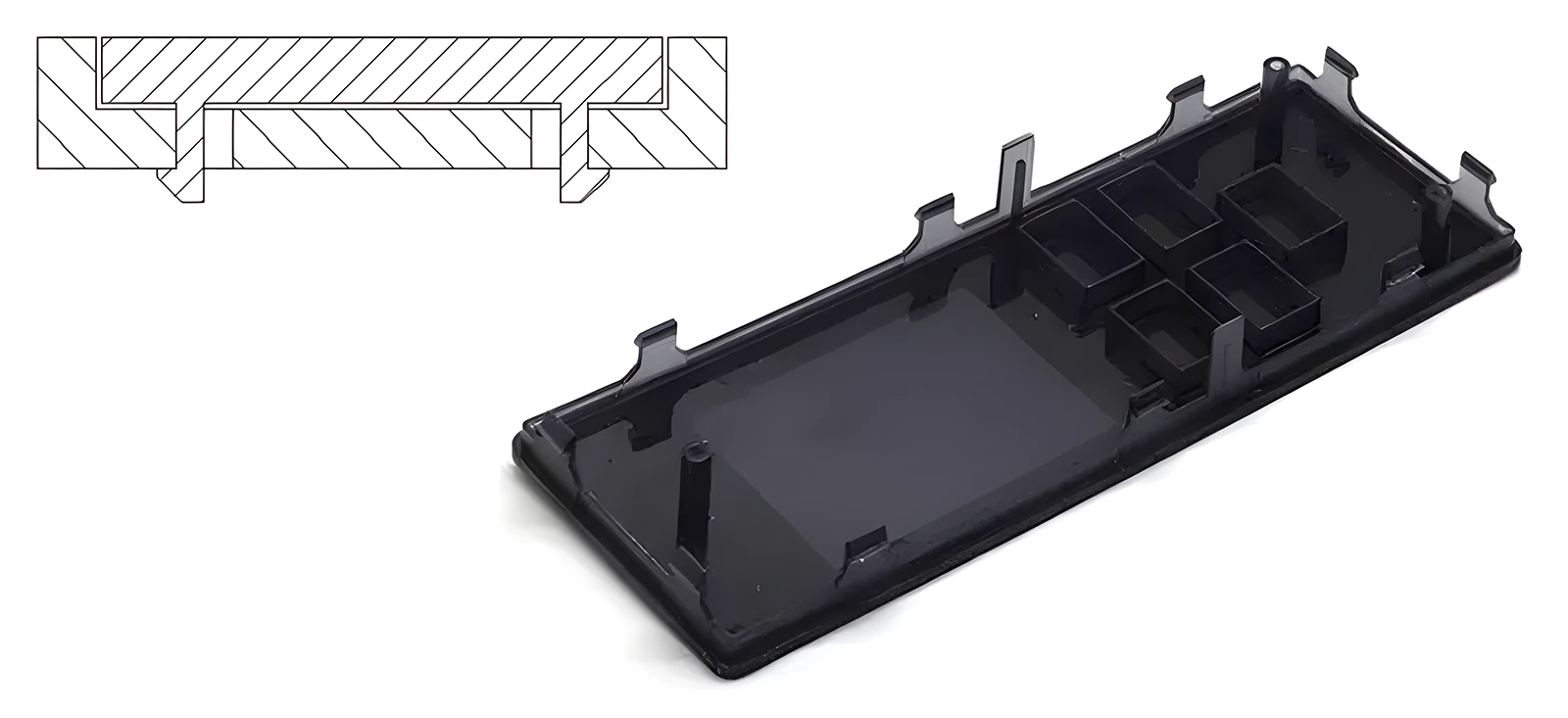
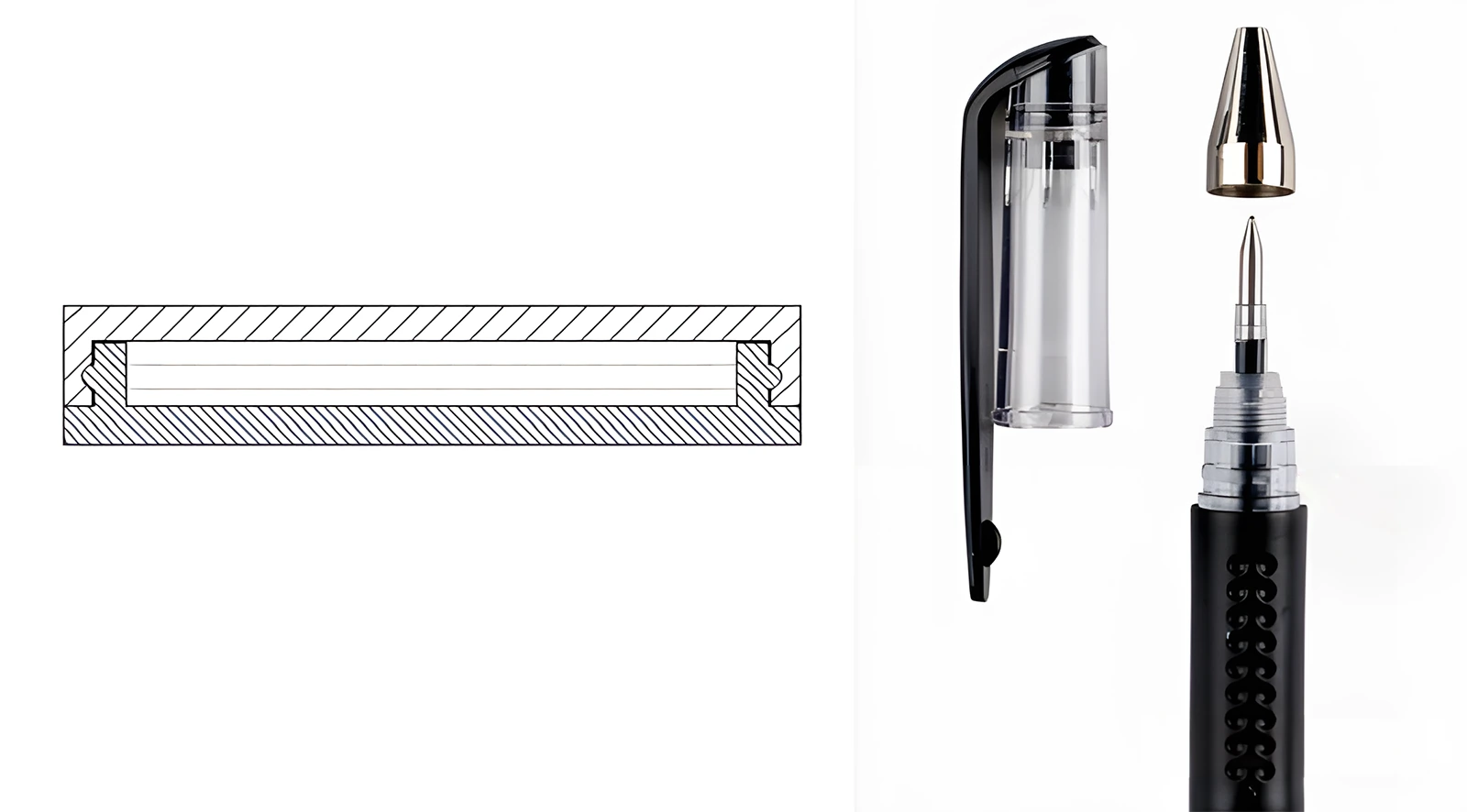
The following snap-fit structure is a variant of the U-shaped snap-fit. The elongated notch provides elastic deformation space, allowing for multiple assemblies and disassemblies.
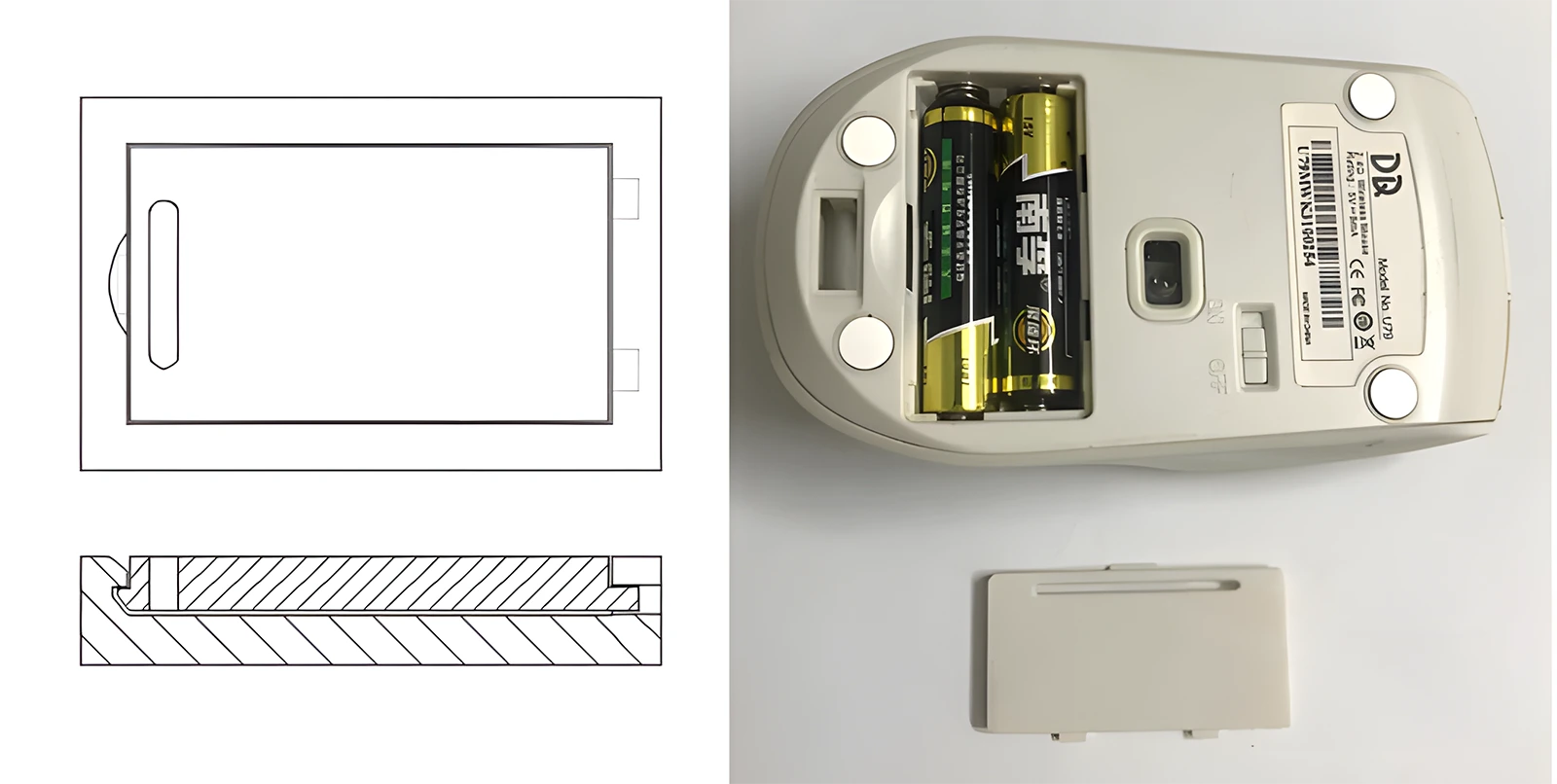
The following is another form of the previous one, with the deformation space transferred to the interior. It causes much less damage to the appearance compared to the above two types. However, the downside is that the battery cover needs to wrap around the bottom edge of the housing, making it less suitable for battery installations in the middle of the product.
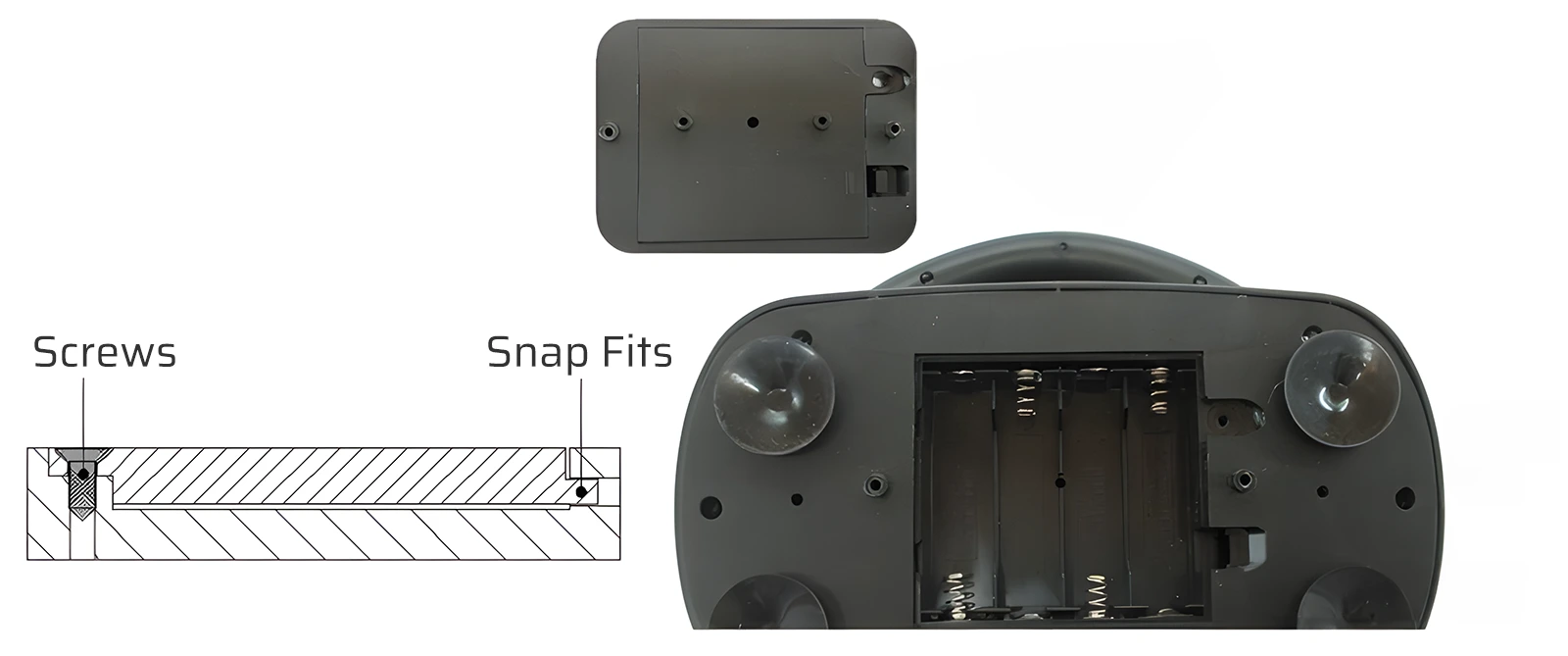
3). Snap Fit + Screw: This battery cover connection method is commonly used in toy products to prevent children from disassembling the battery.
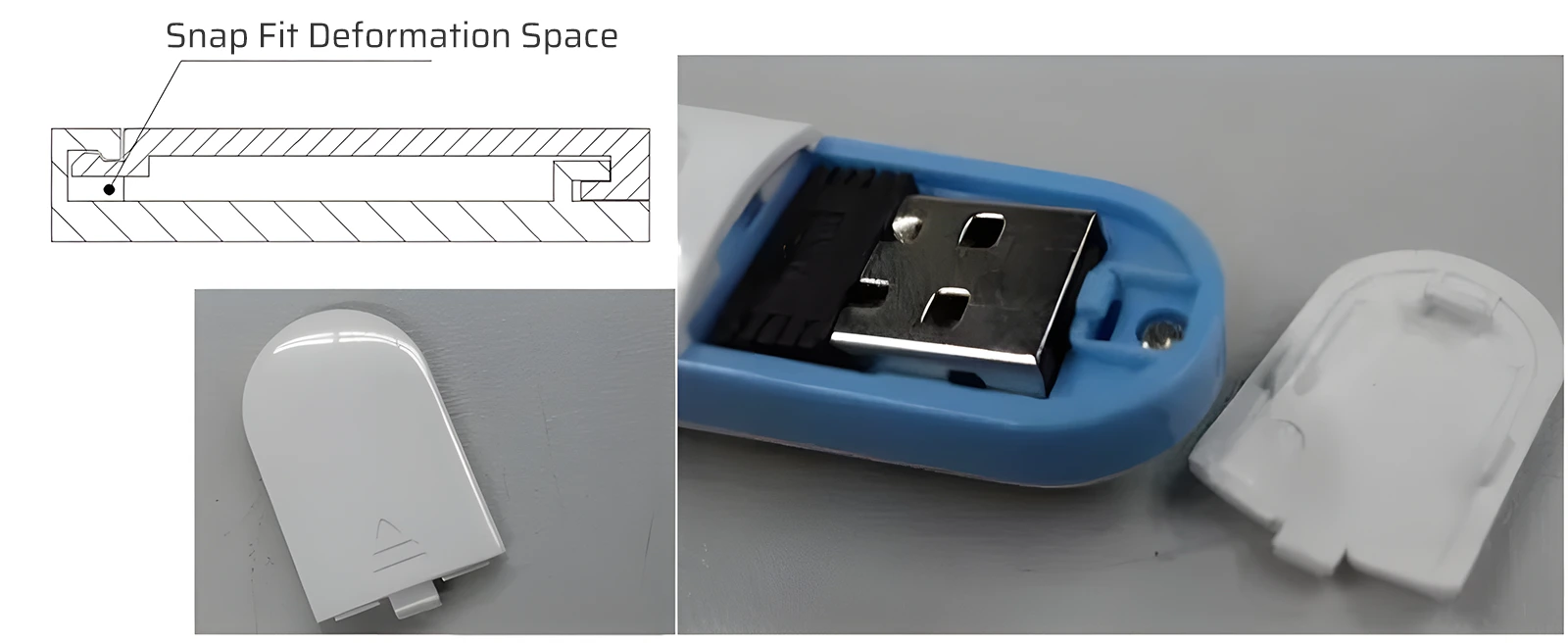
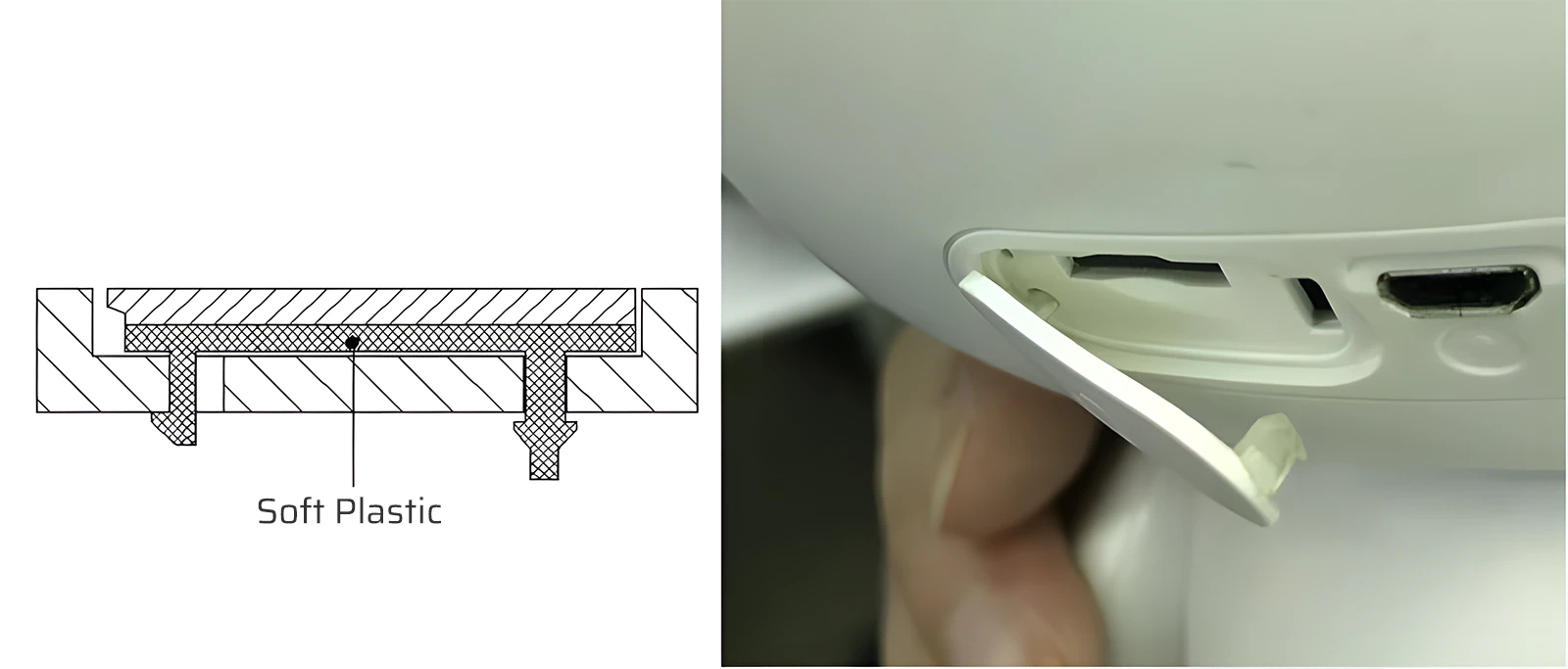
4). Soft Snap Fit: Achieved through two-color injection molding. The soft snap fit has good elastic deformation and can be repeatedly assembled and disassembled. The small clasp handle does not affect the appearance’s integrity and is commonly used for dust covers on electronic and digital product interfaces.
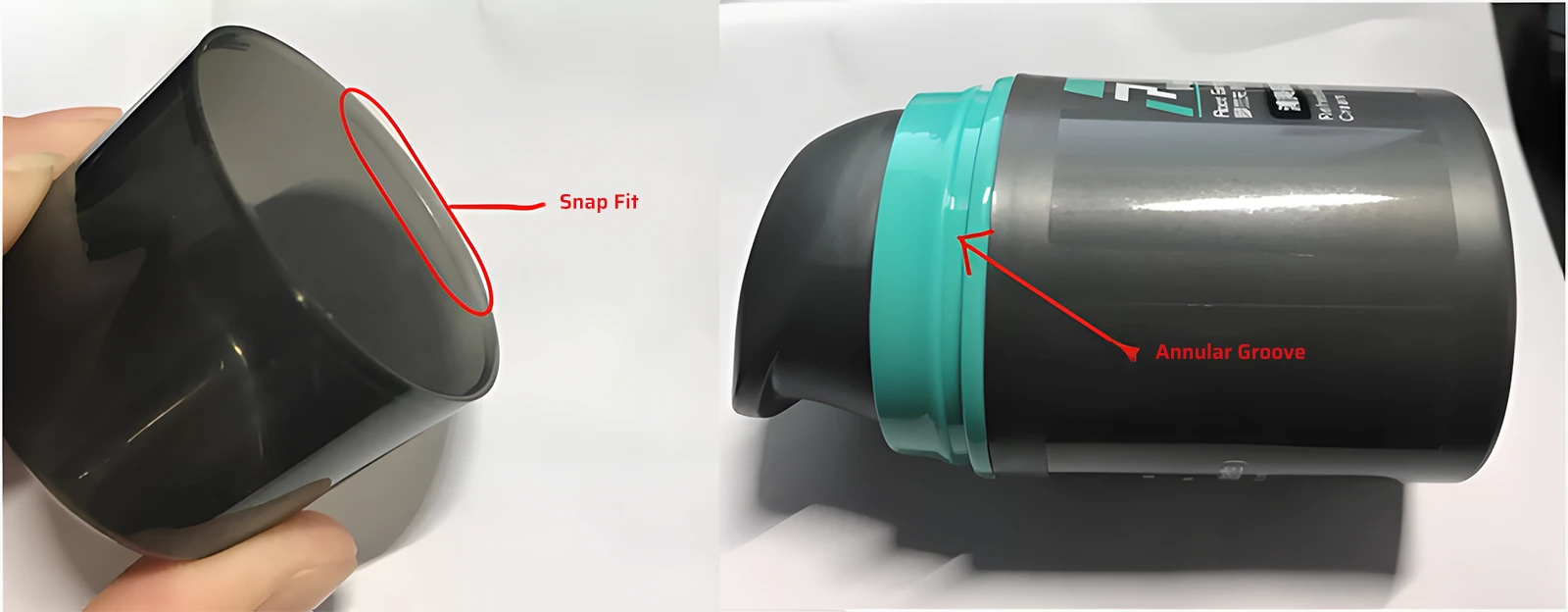
b). Annular Snap Fit
This snap fit requires one part to be a deformable piece, and the deformable piece should preferably be made of a material with good toughness to avoid cracking after multiple assemblies.
The annular snap fit does not need to be a complete circle. It should be designed according to the actual situation. For example, the bottle cap below has four evenly divided inner snap fits instead of a complete circle. The reason for not designing a complete circle is likely for ease of assembly and a good hand feel. If the snap fit is not tight, the inner snap fit length can be extended by adding adhesive for later mold modification.
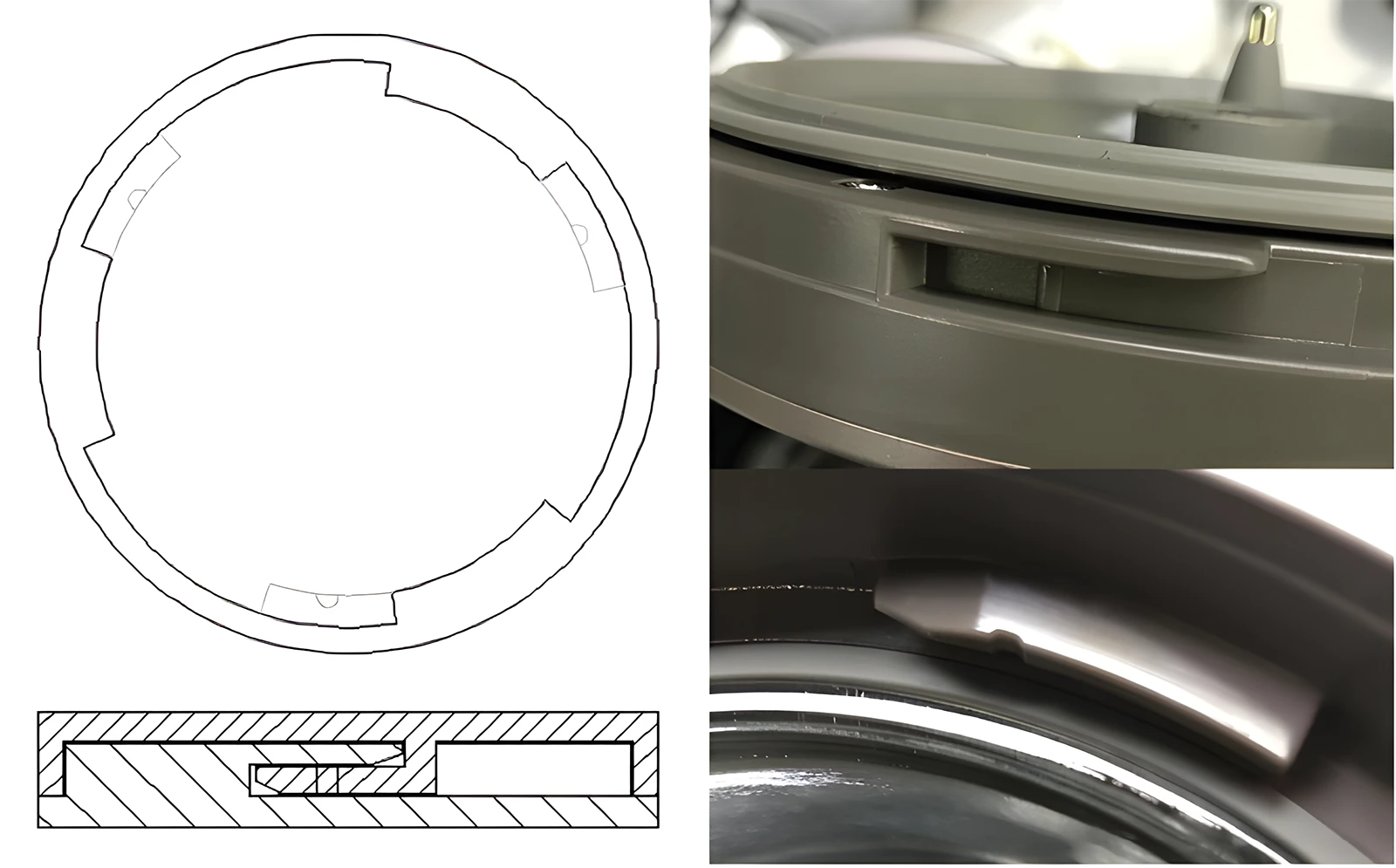
c). Torsional Snap Fit
This snap fit operates differently from the above snap fits. It involves two actions: first, placing the two parts in position, then rotating them to achieve the snap fit and fixing effect.
2. Threaded Connection
Commonly used in liquid bottles or pipeline fields, such as mineral water bottles, beverage bottle caps, and pipeline joints.
Tips: Click to learn more about “types of threads“.
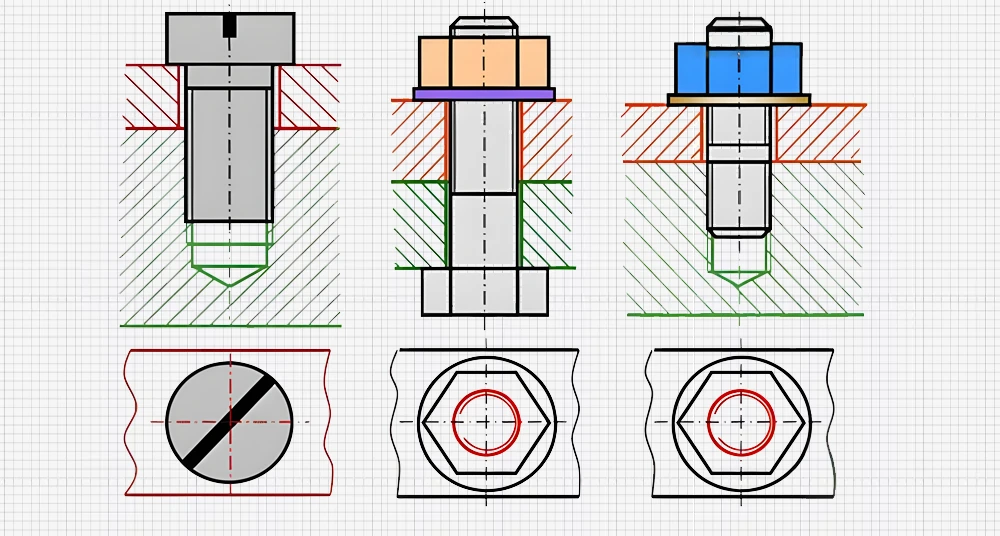
3. Screw Connection
A very common method familiar to most.
4. Magnetic Connection
Generally used in products that need frequent disassembly. Although adding a magnet increases the cost, a well-designed magnetic connection provides an excellent user experience, is durable, and does not damage the appearance.

5. Hinge Parts Connection
Specifically refers to integrated plastic hinges made of polypropylene (PP), known for its “hundred-fold plastic” quality. By adding elastic support, pre-tension can be provided for the open and closed states.
Tips: Click the link to gain a comprehensive understanding of “PP plastics”.

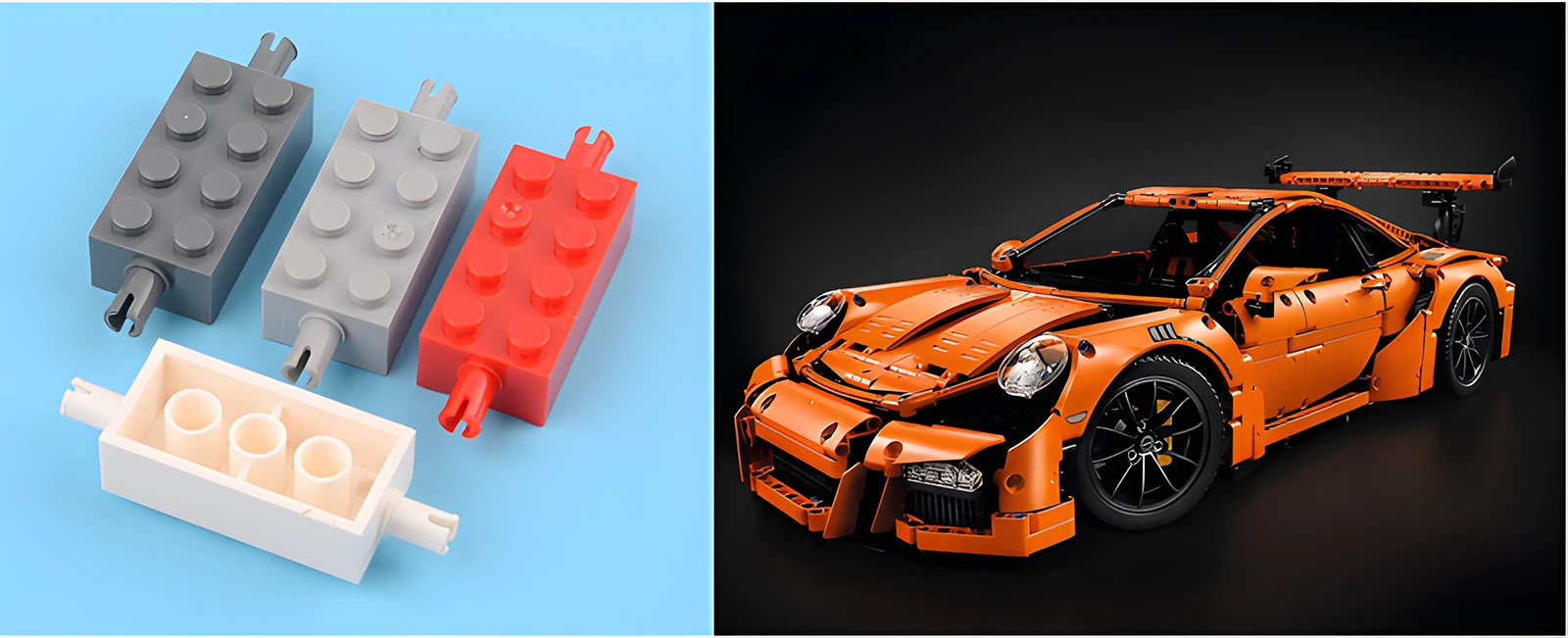
6. Press-fit Parts Connection
Mainly refers to interference fit connections. During mechanical assembly, many parts need a tight fit to prevent disconnection or transmit significant torque, resulting in interference technology. Interference fit uses the elasticity of materials to expand or deform the hole and fit onto the shaft (or use a hollow shaft to deform the shaft). When the hole returns to its original shape, it clamps the shaft tightly, connecting the two parts. In plastic parts, building block connections often use interference fit connections.
Other examples include various external interface rubber plugs and screw rubber plugs.
7. Ultrasonic Welding
A non-detachable connection is widely used in products that prohibit disassembly or require sealing, such as power adapters.

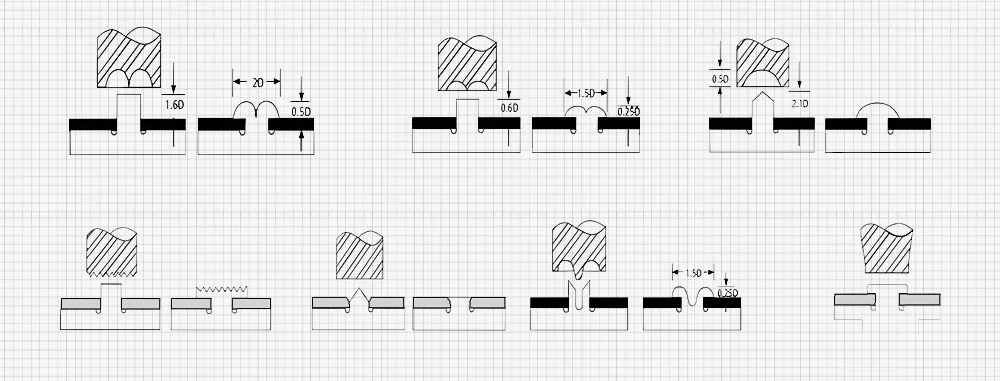
8. Riveting
Riveting is also complex and involves a great deal of knowledge. Divided into ultrasonic riveting, hot riveting, and hot air riveting based on the energy source. It is a non-detachable connection, particularly suitable for connecting and fixing thin parts such as PCB boards, metal sheets, and buttons.
9. Adhesive Parts Connection
Refers to using a layer of medium (adhesive) to connect and fix two parts, generally difficult or impossible to disassemble.
Pressure-sensitive:
Mainly refers to adhesive tape, sensitive to pressure. Applying a certain pressure achieves good bonding, commonly using double-sided tape to connect two flat parts.!

Room Temperature Curable Adhesives
These adhesives can cure at room temperature, such as RTV silicone rubber and electronic yellow glue, typically used to fix electronic components and prevent loosening.
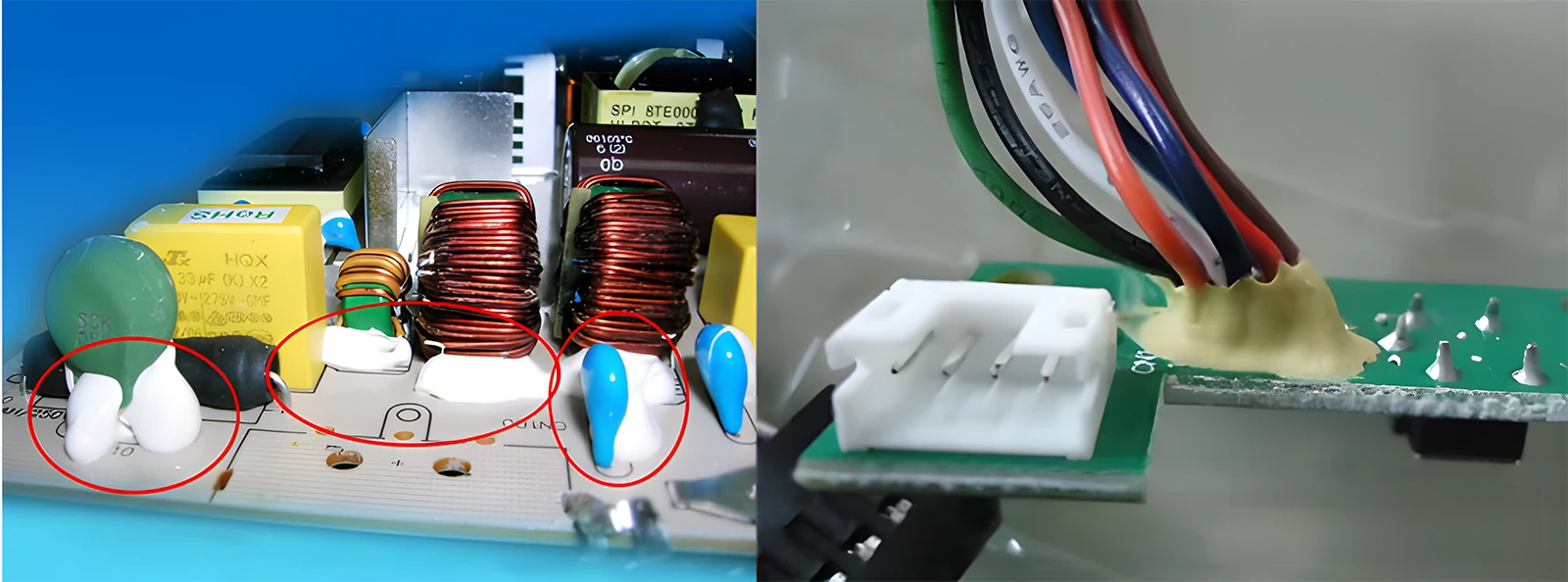
Thermosetting Adhesives
Cures upon heating, are commonly used for encapsulating and fixing electronic components, such as epoxy encapsulants and red glue.
Thermoplastic Adhesives
Solid at room temperature, needs heating before use to become a viscous fluid, requires pre-pressing and curing time after use. Common types are EVA hot melt glue and PUR hot melt glue. Differences between them:
Composition:
PUR is polyurethane, EVA is ethylene-vinyl acetate.
Reaction Mechanism:
PUR cures by moisture, an irreversible reaction. After heating and bonding, it reacts with moisture in the air, becoming irreversible (it won’t melt upon reheating but loses its adhesive strength, so it generally needs reheating for disassembly). This irreversible reaction provides better strength and high-low temperature performance, with high reliability. Commonly used in electronic and digital products such as phones, tablets, earphones, and automotive electronics, for fixing screens and back covers of narrow bezel smartphones and waterproofing.
EVA bonds physically, cooling and solidifying after application. Reheating re-melts it, allowing re-bonding, making it reversible. Its adhesive strength is low, and it has a low softening point, not resistant to high temperatures.
Photocuring:
Refers to adhesives that cure under ultraviolet light, such as UV glue, also known as UV-curing adhesive or shadowless glue. It is a single-component, low-viscosity, high-strength acrylate adhesive with a long shelf life, solvent-free, fast curing, good transparency, and excellent heat and chemical resistance.!

Water-based:
Compared to solvent adhesives, water-based adhesives use water as the solvent or dispersant, replacing toxic organic solvents that pollute the environment. Current water-based adhesives are not 100% solvent-free and may contain limited volatile organic compounds as auxiliaries to control viscosity or flow. The most popular water-based adhesive is white glue or wood glue, commonly used in home decoration. The paste used for sticking couplets during the Chinese New Year is also a water-based adhesive, suitable for bonding paper. Because of its inconvenience, developers later created solid glue, which is particularly suitable for office use.

Solvent-based:
Refers to adhesives that use organic solvents (benzene, toluene, etc.) as the solvent or dispersant. Due to harmful substances affecting human health, such as volatile organic compounds, benzene, and toluene, it is not environmentally friendly. Typical solvent-based adhesives include universal glue.
Instant Adhesive:
Made of α-cyanoacrylate as the main component, with tackifiers, stabilizers, tougheners, and polymerization inhibitors added. It is a single-component, instant-cure adhesive that quickly cures upon contact with trace moisture in the air, firmly bonding the parts.
Two-part Adhesive:
Consists of two liquids that harden upon mixing, often called AB glue. Common types include acrylic, epoxy, and polyurethane AB glue. People also call it strong glue because it has high bonding strength, comparable to welding.
10. In-mold Injection Molding
The perfect way to connect two parts, combining different materials or colors of plastic or plastic + metal into one, eliminating subsequent assembly steps. However, it is a non-detachable connection with high mold costs, so the connection method should be chosen according to the specific product structure. There are three main types: two-color injection molding, secondary injection molding, and nano-injection molding. For more details, refer to the introduction to two-color mold structure.
- Two-color Injection Molding
- Overmolding
- Nano Injection Molding
Conclusion
Each connection method can extend to many contents. You can search for more information if interested, for a deeper understanding. I will also provide comprehensive individual introductions to some of these connection methods in future articles. Stay tuned.











