
Le système d'éjection est un système crucial pour les moules et le moulage par injection. La marque d'éjection est un défaut courant dans le processus d'éjection. Aujourd'hui, je vais vous présenter en détail les marques d'éjection.
Si vous êtes intéressé par d'autres défauts de moulage par injectionN'hésitez pas à cliquer sur le lien ci-dessous pour en savoir plus.
| Comprendre les différents défauts du moulage par injection | ||||
|---|---|---|---|---|
| Flash | Coup court | Marque d'évier | Distorsion/Déformation | Marque de brûlure |
| Marque d'évasement / Trait d'argent | Tache foncée/Moucheture noire | Marque de débit | Bulle | Ligne de soudure |
| Différence de couleur/couleur inégale | Marque de la goupille d'éjection | |||
Que sont les marques d'éjection dans le moulage par injection ?
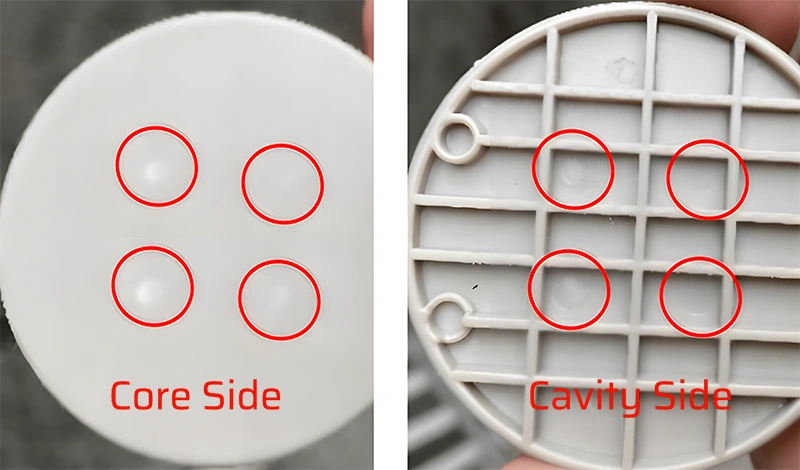
Les marques d'éjection (ou marques de goupilles d'éjection) apparaissent généralement sur les produits moulés par injection de plastique. Elles sont causées par les goupilles d'éjection du moule qui appuient sur les pièces et les endommagent pendant le démoulage, ce qui entraîne un blanchiment des zones endommagées. Ce phénomène apparaît sur le produit sous la forme de marques ternes ou ombragées à l'emplacement des broches d'éjection et sur les côtés opposés correspondants.
L'impact sur la qualité du produit se reflète principalement dans la qualité de l'apparence et la performance du produit.
Qualité de l'apparence : Les marques de la tige d'éjection peuvent rendre la surface du produit inégale, avec des taches ou des marques blanches visibles, ce qui nuit à l'esthétique générale du produit.
Performance du produit : Les marques d'éjection peuvent endommager la structure interne du produit, affectant sa résistance et sa durabilité. Des marques importantes au niveau du goujon d'éjection peuvent entraîner des fissures, des déformations et d'autres problèmes en cours d'utilisation, réduisant ainsi la durée de vie du produit.
Ce défaut n'est ni fatal ni grave, mais s'il apparaît sur la surface extérieure, il est inacceptable pour les clients. Pour les pièces non apparentes, il est parfois possible de négocier avec les clients et d'accepter les produits sur la base de normes d'échantillonnage limitées ou de critères d'inspection écrits.
Causes et solutions pour les marques de la broche d'éjection
Lorsque des marques d'éjection apparaissent, vérifiez d'abord si la paroi du produit est trop fine pour résister à la force d'éjection ; essayez d'utiliser un agent de démoulage pour en vérifier l'effet. Il convient également d'évaluer le matériau et l'environnement externe pour déterminer si le défaut apparaît de manière constante ou cyclique, puis d'ajuster les paramètres de moulage en conséquence. La vitesse d'éjection est le principal facteur à l'origine des marques de la tige d'éjection pendant l'injection ; une vitesse trop rapide augmente l'adhérence du moule. Par conséquent, la réduction de l'adhérence du moule est une considération primordiale lors de l'ajustement du processus d'injection. Vérifiez si le blanchiment se produit lorsqu'il n'y a pas d'éjection ; si c'est le cas, cela est dû à l'adhérence devant le produit. Une fois la cause première confirmée, une contre-mesure claire peut être envisagée.
1. Facteur de conception du produit

- Conception déraisonnable, multiples positions des nervures, faible épaisseur de la paroi.
- Petit angle de dépouille
Solutions
- Viser une épaisseur de paroi uniforme en se basant sur les normes de l'industrie en matière de conception de produits.
- Augmenter l'angle de démoulage.
2. Facteur matériel
- Sélection inappropriée des matières premières ou manque d'additifs tels que les lubrifiants. Image
- Changer de matériaux ou ajouter des lubrifiants.
3. Facteur de moisissure
Coureur :
Des canaux étroits, des carottes longues ou des virages brusques dans les canaux augmentent la résistance à l'écoulement et ont un impact sur les ajustements des paramètres de moulage. Il s'agit d'un facteur typique qui entraîne des marques de goupilles d'éjection.
Solutions : Ajuster le placement des patins ou augmenter la taille des patins.
Porte :
Taille, forme, emplacement et nombre de vannes inappropriés. Des vannes trop petites peuvent provoquer une résistance excessive à l'écoulement, générant des contraintes d'orientation.
Solutions : Ajustez la position et la taille du portail.
Goupille d'éjection :
Conception déraisonnable des goupilles d'éjection, comme le type, la disposition, la taille, l'emplacement et le nombre de goupilles d'éjection.
Solutions : Ajouter des goupilles d'éjection ou les remplacer par des goupilles plus grandes.
Refroidissement des cavités :
Refroidissement inégal dans la cavité du moule.
Solutions : Ajuster température du moule.
Le vide :
Le produit est sous vide dans la cavité du moule.
Solutions : Augmenter la ventilation.
La douceur de la surface du moule :
Polissage insuffisant du noyau du moule.
Solutions : Améliorer la précision du polissage.
Angle d'attaque :
Angle de dépouille insuffisant du noyau du moule.
Solutions : Augmenter l'angle de tirage.
Différences de conductivité
Les différences de conductivité entre la broche d'éjection et les matériaux en acier du moule peuvent provoquer des marques d'éjection.
Solutions : Pour réduire cet effet, il convient d'ajouter 0,05~0,2 mm de matériau à la position de la broche d'éjection, ce qui permet de réduire la tension de la chaîne moléculaire du plastique en créant un flux turbulent au niveau de la broche d'éjection ; la texturation de la surface de la broche d'éjection peut également être utile.
Étude de cas sur les marques d'éjection
Introduction
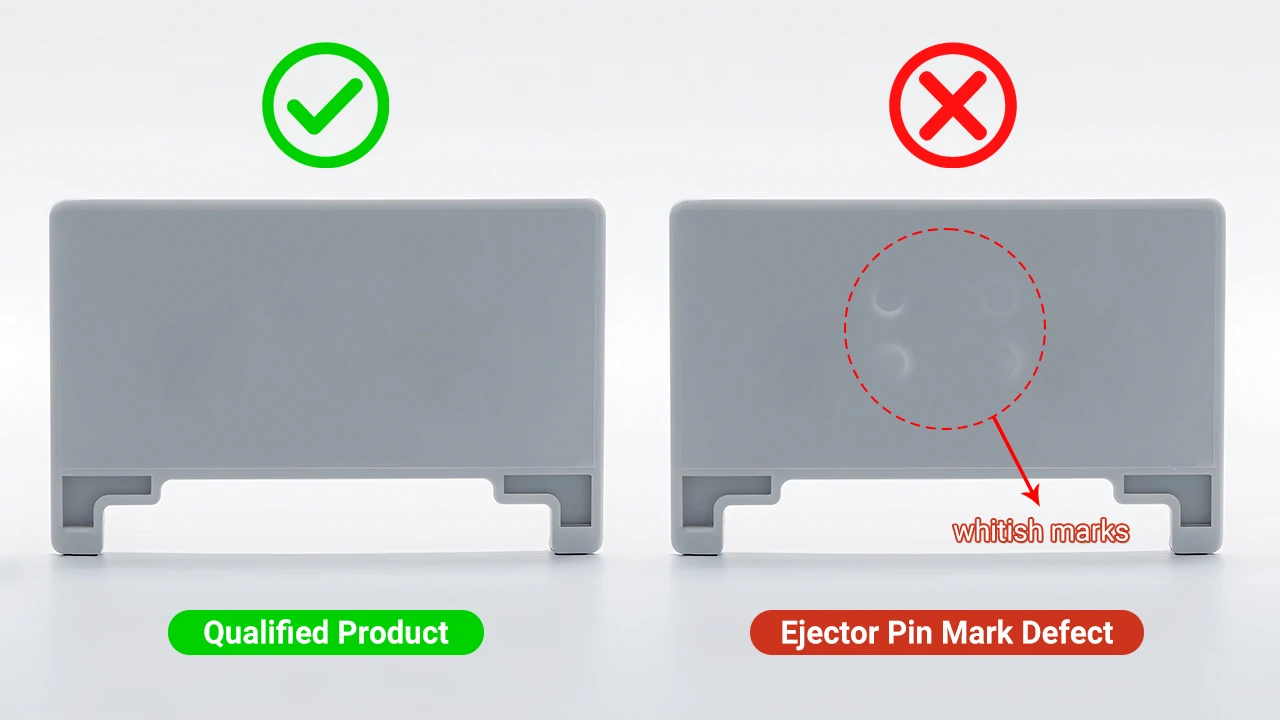
L'automobile comprend généralement quatre panneaux de porte - gauche, droite, avant et arrière - généralement fabriqués en PP, avec des exigences élevées en matière de qualité d'aspect. L'image de droite montre un défaut de marque de tige d'éjection sur un panneau de porte de voiture. La marque d'éjection à l'arrière correspond à une tige d'éjection circulaire, ce qui nuit à l'esthétique du panneau de porte et constitue un défaut d'aspect inacceptable.

Paramètres du projet
| Détails du produit | Paramètres de moulage par injection | ||||
|---|---|---|---|---|---|
| Nom | Panneau de porte automobile | Pression d'injection | 40MPA | Pression de maintien | 18MPA |
| Matériau | PP | Méthode d'injection | Porte latérale | ||
| Couleur | Gris | Poids | 1400g | ||
Analyse des causes potentielles et mesures d'amélioration
La principale raison des défauts liés aux marques d'éjection est la force excessive exercée par les tiges d'éjection, qui provoque des défauts apparents à l'emplacement des tiges d'éjection du produit. Les mesures d'amélioration courantes comprennent l'optimisation de la structure du moule et des processus de moulage afin de réduire efficacement la force exercée par les tiges d'éjection, réduisant ainsi la probabilité d'apparition de marques d'éjection. La solution pour ce cas prend en compte les deux aspects suivants :
Structure du moule :
Lorsque l'angle de démoulage du moule est faible ou que l'effet de polissage des positions des nervures est médiocre, la résistance au démoulage des pièces augmente. La force exercée par les tiges d'éjection sur les pièces augmente, ce qui entraîne des marques d'éjection. La méthode d'amélioration consiste à renforcer le polissage des positions des nervures ou à augmenter l'angle de dépouille des pièces.
Processus de moulage :
Lorsque la pression de maintien est trop élevée ou que le temps de maintien est trop long, les pièces se remplissent trop. À ce moment-là, la force d'encapsulation des pièces autour du noyau du moule est importante, ce qui fait que les tiges d'éjection exercent une force d'éjection substantielle sur les pièces, entraînant finalement des marques ou des renflements des tiges d'éjection. La méthode d'amélioration consiste à réduire la pression de maintien ou à diminuer le temps de maintien.
Effet après amélioration

Conclusion
En cas de problèmes liés aux marques d'éjection, il est nécessaire d'analyser la conception structurelle interne du produit, la conception du moule et l'optimisation des processus de moulage par injection.
La reconnaissance des défauts de moulage par injection devrait être une compétence essentielle pour le personnel professionnel du moulage par injection. Chaque type de défaut de moulage par injection a un mécanisme d'apparition différent, et les méthodes de résolution des problèmes de qualité des produits diffèrent également. Par conséquent, une mauvaise identification des défauts des produits conduit souvent à adopter la mauvaise approche pour résoudre le problème. Il est courant de voir des usines de moulage par injection classer les défauts de moulage par injection de manière très générique, principalement parce que le personnel responsable de la classification des défauts de produit n'est pas professionnel, se contentant d'attribuer des codes aux défauts de produit, ce qui induit souvent en erreur le personnel chargé du processus.
FirstMold se spécialise dans le moulage par injection et la production de moules depuis plus de dix ans. Son équipe compte de nombreux experts qui travaillent dans l'industrie depuis plus de 20 ans. Grâce à une pratique continue et à un apprentissage innovant, ils ont été en mesure de traiter parfaitement divers défauts de moulage par injection. Si vous avez besoin d'un service de production de moules ou services de production de moulage par injection, vous pouvez obtenir un devis pour le moulage par injection.














