
De nombreux fabricants de machines d'usinage CNC se sont efforcés de contrôler autant que possible le coût de l'usinage CNC. De nombreux clients ont également remarqué que les devis pour un même produit peuvent varier considérablement d'un fabricant à l'autre. Quelle en est la principale raison ? Si l'on fait abstraction de facteurs tels que la taille de l'usine, son emplacement et d'autres éléments, les coûts de l'usinage CNC peuvent être influencés par de nombreux facteurs.
Si vous êtes une entreprise de conception de produits ou un client cherchant à sous-traiter à une usine, vous pouvez estimer le prix de votre pièce en suivant les étapes suivantes :
- Tout d'abord, vous pouvez demander à l'usine de vous fournir un plan de traitement préliminaire pour les pièces clés ou complexes, en détaillant chaque processus et le temps nécessaire pour chacun d'entre eux.
- Vous pouvez calculer le coût de l'usinage en vous basant sur le coût horaire de l'équipement requis pour chaque processus. Vous pouvez également vous renseigner sur les coûts spécifiques de l'équipement auprès du fournisseur.
- En ajoutant ensuite les coûts d'emballage et de transport, les frais de gestion, l'outillage et le bénéfice, on obtient proportionnellement le prix. Bien entendu, le prix sera également influencé de manière significative par le volume d'achat annuel et la complexité de la pièce. La différence de prix de l'usinage CNC entre une pièce unique et une production par lots peut être assez importante, ce qui est facile à comprendre.
Analysons maintenant la composition spécifique des coûts d'usinage.
3 principaux facteurs influençant les coûts de l'usinage CNC
En raison de la grande flexibilité de l'usinage mécanique, une pièce peut être soumise à de nombreux procédés, de sorte que les coûts peuvent varier. Parfois, les fournisseurs peuvent proposer un prix élevé en suggérant un processus complexe, mais utiliser ensuite un processus plus simple pour la production réelle. Par conséquent, la compréhension des dessins par l'acheteur et sa connaissance du traitement des pièces déterminent son contrôle des coûts, ce qui rend nécessaire une connaissance approfondie du traitement mécanique pour l'achat de pièces mécaniques.
Coûts des matériaux
En règle générale, les matériaux utilisés pour l'usinage CNC comprennent à la fois les métaux et les plastiques. Lors du calcul des coûts d'usinage CNC, le devis du fournisseur de matériaux est généralement utilisé comme référence. Pour économiser sur les coûts des matériaux CNC, l'usine d'usinage CNC doit établir un partenariat à long terme avec le fournisseur de matériaux afin d'obtenir des coûts compétitifs.
Coûts d'usinage
Des équipements de production différents ont des coûts différents, ce qui entraîne des coûts de main-d'œuvre différents. Par exemple, un équipement spécialisé d'une valeur de $50 000 et un équipement de transformation d'une valeur de $300 000 auront des coûts sensiblement différents. L'utilisation d'un équipement spécialisé pour compléter un produit avec diverses fonctions par rapport à l'utilisation de plusieurs appareils spécialisés entraîne également des coûts différents.
Par exemple, les pièces de tournage et de fraisage de haute précision traitées à l'aide d'un tour L'utilisation d'une machine à commande numérique et d'un centre CNC coûtera naturellement plus cher que l'utilisation d'une machine de tournage-fraisage composite économique. Les grands fabricants utilisent souvent des instruments de mesure de haute précision pour les fonctions auxiliaires, ce qui augmente les coûts d'équipement.
1. Perçage des matériaux courants
- Pour un diamètre ≤ 2,5 fois :
- Diamètre < 25mm : Diamètre de perçage × 0,05
- Diamètre 25-60mm : Diamètre du foret × 0,12 (coût minimum ≥ $0,1)
- Pour un diamètre > 2,5 fois : Coût de base × ratio de diamètre × 0,4
- Pour une précision du diamètre du trou < 0,1 mm ou un entraxe < 0,1 mm : Coût de base × 5
- Pour les écoutes : Diamètre du robinet × 0,2 (norme pour la fonte, l'acier = 1,2×)
- Traitement par lots : Coût standard × 0,2-0,8 (en fonction de la taille et de la complexité du lot)
2. Traitement au tour - Arbre de précision générale
- Pour une longueur/diamètre ≤ 10 : Taille de l'espace vide × 0,2 (Min. $1)
- Pour une longueur/diamètre > 10 : Coût de base × Longueur/diamètre × 0,15
- Précision < 0,05 mm ou conique : Coût de base × 2
- Arbre général à paliers : Coût de base × 2
- Arbre étagé avec cône ou filetage : Coût de base × 3
- Vis sans fin standard : Coût de base × 4
- Partie générale de la bride : Diamètre du matériau × 0,07 (diamètre > 430 mm : diamètre du matériau × 0,12)
- Ecrou rond : Diamètre × 0,25 (y compris le matériau)
- Écrou trapézoïdal ou triangulaire : Diamètre × 0,3 (à l'exclusion du matériel)
- Buisson général : Matériau OD × 0,2 (rapport de diamètre > 2 : rapport de diamètre × coût de base × 0,6)
- Réparation des roulements : diamètre 1,7m : Coût de base × 2
- Diamètre > 40 mm : Diamètre × 0,2
3. Fraisage des fentes
- Longueur/largeur ≤ 10 : Largeur × 0,5 (Min. $1)
- Longueur/largeur > 10 : Longueur/largeur × Coût de base × 0,1
- Tolérance de position : Coût de base × 2
- Dureté > HRC40 : Coût de base × 2
- Longueur/diamètre de l'arbre cannelé ≤ 5 : Diamètre de la cannelure × 0,8 (Min. $2)
- Le matériel : Module × Dents × 0,5 (roue à vis sans fin × 1,2)
- Engrenage conique ou engrenage modifié : Coût de base × 2
- Plan général : Surface/100 × 0,2 (Min. $1)
- Ennuyeux : Diamètre du trou × 0,25
4. Traitement à la scie à ruban
- Gacier rond général, tuyaux à parois épaisses et coupes d'acier carrées : $5 par décimètre carré (minimum $1 USD).
- Découpe, refente et coupe d'angle de tôles d'acier général : $1,3 par décimètre carré (minimum $1,3 USD).
5. Coupe du fil
- Pièces générales : surface de coupe (millimètres carrés) × 0,008 dollar.
- Pièces nécessitant un filetage : $1 USD supplémentaire par trou de filetage.
6. Soudage, coupage au gaz et coupage au plasma
- Baguette de soudure ordinaire, diamètre 3,2 mm : $0.2 USD par tige.
- TH506 soudage de pièces moulées : $0,5 USD par tige.
- Coupe de gaz : épaisseur de la plaque de fer (mm) × longueur de coupe (m).
- Découpe au plasma de l'acier inoxydable : 3× le coût de base de la coupe de gaz.
- Coupe de l'acier au carbone : 2× le coût de base de la coupe de gaz.
7. Emplois urgents et heures supplémentaires
- Tolérance de rectification de précision de 0,005 mm : $6 USD/heure.
- Tolérance EDM 0,01 mm : $11 USD/heure.
- Tolérance de l'électroérosion à fil lente 0,005 mm : $14.5 USD/heure.
- Tolérance de rectification de la courbe optique 0,003 mm : $27 USD/heure.
Traitement ultérieur après la fabrication de précision
Les produits de nombreux clients proviennent de différentes industries et nécessitent souvent un traitement ultérieur, tel que l'oxydation, la pulvérisation, le traitement thermique, etc. Ces processus augmentent également le coût du produit. Par conséquent, au cours du processus de conception du produit, l'ingénieur de projet doit analyser et évaluer le produit de manière approfondie, en tenant compte de la rentabilité globale. Pour une maîtrise efficace des coûts, la meilleure approche consiste à choisir des processus de fabrication de précision, des équipements, des matériaux et une sous-traitance adaptés. Il est important de ne pas sélectionner un fabricant uniquement parce que ses coûts de traitement sont bon marché.
Coûts de la pulvérisation de plastique :
- Grand lot: $1,5 USD/mètre carré (minimum $0,1 USD).
- Lot moyen: $2 USD/mètre carré (minimum $0,15 USD).
- Petit lot: $2.5 USD/mètre carré (minimum $0.3 USD).
Coûts du zingage :
- Zingage couleur: $0,4 USD/kilogramme (externalisé, sur la base du prix du marché).
- Zingage blanc: $0,45 USD/kilogramme (externalisé, sur la base du prix du marché).
Coûts du chromage :
- Chromage: $2,5 USD/kilogramme (externalisé, sur la base du prix du marché).
Coûts du nickelage :
- Nickelage: $1,5 USD/kilogramme (externalisé, sur la base du prix du marché).
- Placage nickel noir: $1 USD/kilogramme (externalisé, sur la base du prix du marché).
Coûts de chromatage :
- Chromatage: $10 USD/mètre carré (externalisé, basé sur le prix du marché).
Coûts de noircissement :
- Noircissement: $0,3 USD/kilogramme (externalisé, sur la base du prix du marché).
Coûts d'anodisation :
- Anodisation blanche: $3 USD/mètre carré (externalisé, basé sur le prix du marché).
- Anodisation noire: $4 USD/mètre carré (externalisé, basé sur le prix du marché).
Coûts de la sérigraphie :
- A4 réalisation de films: $17 USD/feuille (externalisé, basé sur le prix du marché).
- Fabrication d'écrans A4: $17 USD/écran.
Autres coûts
Les autres coûts comprennent les coûts d'emballage, de transport, d'assemblage et de mise au rebut. Il s'agit là d'autres dépenses au sens étroit du terme. En fait, il y a aussi les coûts d'exploitation de l'usine, les coûts d'électricité et bien d'autres choses encore. Cela dépend de la méthode de calcul des coûts de chaque usine d'usinage CNC. Dans les devis d'usinage CNC que les clients reçoivent, il n'est pas garanti qu'ils verront les autres coûts les plus complets.
Coûts d'assemblage :
- Coûts de la main-d'œuvre pour l'assemblage en usine ne comprend pas les fixations, les pièces standard, etc.
- Grand lot: 10 RMB/heure.
- Lot moyen: 15 RMB/heure.
- Petit lot: 18 RMB/heure.
Coûts d'emballage :
- Coûts des matériaux d'emballage sont calculés sur la base de l'utilisation réelle.
- Coûts de main-d'œuvre pour l'emballage en usine:
- Lot important : 13 RMB/heure.
- Lot moyen : 15 RMB/heure.
- Petit lot : 18 RMB/heure.
- Grand lot les frais d'assemblage et d'emballage sont calculés sur la base des dépenses réelles.
En général, pour les lots moyens et petits, les coûts d'assemblage, d'emballage, de transport et de mise au rebut sont calculés comme 15% des coûts des matériaux. Les coûts de transport ne couvrent que la région du delta de la rivière des Perles.
Frais de transport :
- Les devis de transport par camion figurent dans la "Liste de prix pour le transport à courte distance".
- Grand lot: Calculé sur la base des dépenses réelles.
- Petits et moyens lots: Calculé sur la base des dépenses réelles.
- Pour le transport à longue distance ou l'exportation, les coûts sont calculés séparément.
Coûts de la ferraille :
- Les coûts de rebut des grands lots sont calculés comme suit :
Coût du rebut = coût des matériaux par produit × (2%~5%).
Les méthodes ci-dessus sont des méthodes simples de calcul des coûts. Bien entendu, les différentes usines ont leurs propres normes comptables. Il s'agit d'une simple référence.
16 conseils de conception pour réduire les coûts de l'usinage CNC
La réduction des coûts est une tâche extrêmement difficile, et de nombreux ingénieurs concepteurs de produits manquent de connaissances dans ce domaine. Un de mes amis, concepteur de produits, n'a pas beaucoup pris en compte les coûts au cours de ses premières années de développement de produits, pensant à tort que "le client d'abord" signifiait satisfaire les besoins du client, tout en laissant les coûts au département de fabrication.
Il s'agit d'une idée fausse concernant les coûts des produits :
1. Les coûts des produits jouent un rôle crucial dans le développement des produits.
Comme le préconise le développement intégré des produits (DIP), le développement d'un produit est un investissement. Si le coût du produit est trop élevé et que l'entreprise ne réalise pas de bénéfices, voire subit des pertes, même si le client est satisfait du produit, ce développement de produit est un gaspillage des ressources de l'entreprise et ne crée aucune valeur. Dans ce cas, l'entreprise finira par être éliminée.
2. Plus de 85% des coûts du produit sont déterminés par la conception du produit, et les 15% restants sont déterminés par la fabrication du produit.
Si la conception de produits axée sur les coûts n'est pas réalisée au cours de la conception du produit, les coûts de production finaux seront élevés. Pour améliorer la conception du produit, il faut procéder à une conception du produit axée sur les coûts.
Pour concevoir des produits orientés vers les coûts, les entreprises et les ingénieurs doivent d'abord changer d'état d'esprit et prendre conscience des coûts. Par exemple, lorsque les ingénieurs commencent à se coucher tard et à perdre le sommeil sur chaque détail de la conception de leur produit, comme par exemple :
- L'épaisseur de la paroi doit-elle être de 4 mm ou de 5 mm ?
- Le congé doit-il être de 0,3 mm ou de 0,5 mm ?
- La tolérance de la dimension critique doit-elle être de 0,05 mm ou de 0,1 mm ?
On peut dire que l'ingénieur a développé un premier sens du coût.
Sans cette prise de conscience des coûts, un ingénieur n'est pas vraiment un ingénieur, mais simplement un dessinateur utilisant Creo, UG ou SolidWorks.
Conseil de conception pour la réduction des coûts de l'usinage CNC #1 - Chanfreinage des angles verticaux internes
Tous Outils CNC ont une forme cylindrique. Lors de l'usinage de fentes, un congé correspondant à la taille de l'outil est formé au niveau de la connexion de la face verticale de la fente.
Si le congé de raccordement à la face verticale de la fente est trop petit lors de la conception du produit, il faudra utiliser des outils plus petits. Cela augmente le temps d'usinage car les outils plus petits sont moins efficaces que les plus grands, ce qui entraîne une augmentation du temps d'usinage et des coûts.

Réduire les coûts :
- La taille du congé doit être au moins égale à 1/3 de la profondeur de la fente, plus elle est grande, mieux c'est.
- Tous les filets doivent être de la même taille, ce qui permet d'utiliser le même outil pour l'ensemble de l'usinage.
- À la base de la fente, dessinez un très petit congé (0,5 mm ou 1 mm), ou omettez le congé.
- La taille idéale du congé doit être légèrement supérieure au rayon de l'outil, ce qui réduit la charge sur l'outil pendant l'usinage, et donc les coûts d'usinage. Par exemple, si la profondeur de la fente est de 12 mm, un congé de 5 mm ou plus permet d'utiliser un outil de 8 mm de diamètre (rayon de 4 mm) pour garantir l'efficacité de l'usinage.
- Si le dessin ne nécessite pas de congé, par exemple s'il doit s'adapter à une pièce carrée, le dessin suivant peut éviter un congé plus petit :

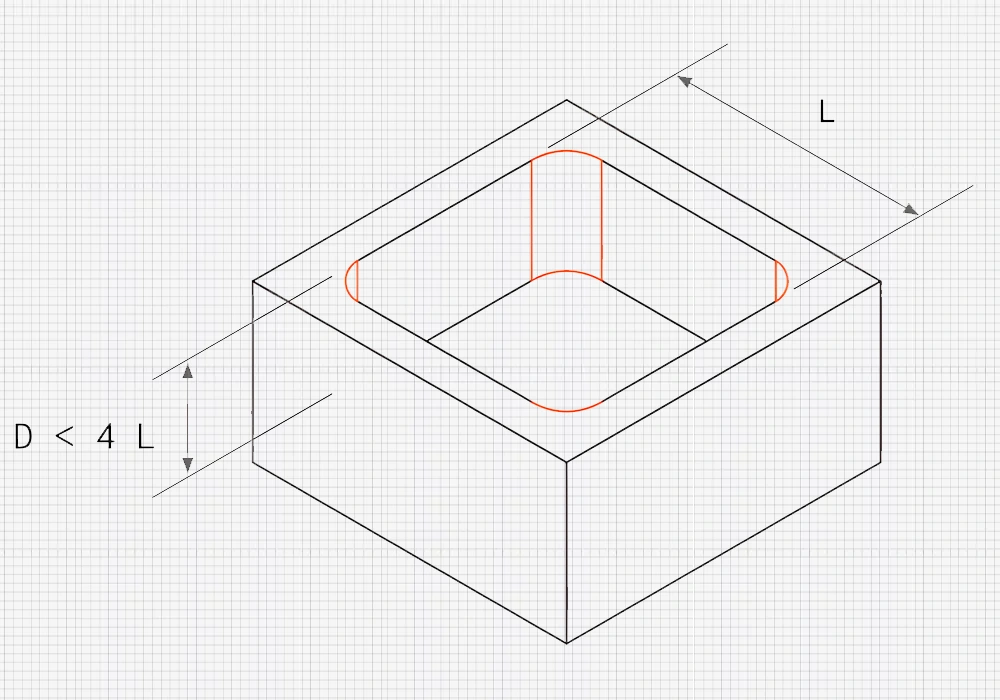
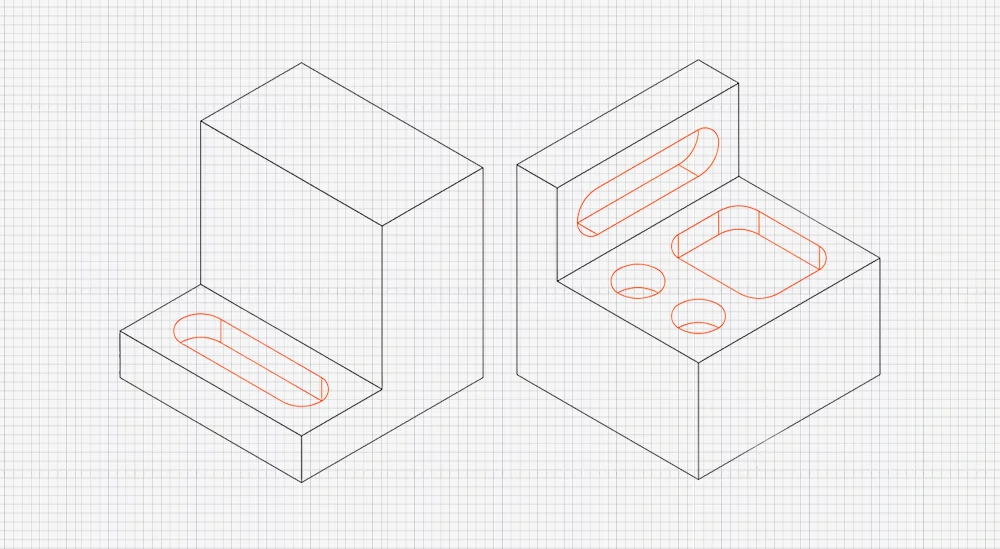
Conseil de conception pour la réduction des coûts d'usinage CNC #2 - Réduire la profondeur des rainures
Les fentes d'usinage ont un impact significatif sur le coût des pièces car une grande quantité de matière doit être enlevée, ce qui augmente le temps d'usinage.
La profondeur de l'outil CNC a des limites. Lorsque la profondeur de la fente est de 2 à 3 fois le diamètre de l'outil, l'usinage donne les meilleurs résultats. Par exemple, une fraise en bout de 12 mm de diamètre peut usiner en toute sécurité une profondeur de fente allant jusqu'à 25 mm.
Il est possible d'usiner des fentes plus profondes, jusqu'à quatre fois le diamètre de l'outil, mais cela augmente les coûts, en particulier lorsque l'on utilise des machines CNC à plusieurs axes.
Réduire les coûts :
- La profondeur de la fente ne doit pas dépasser 4 fois la longueur.
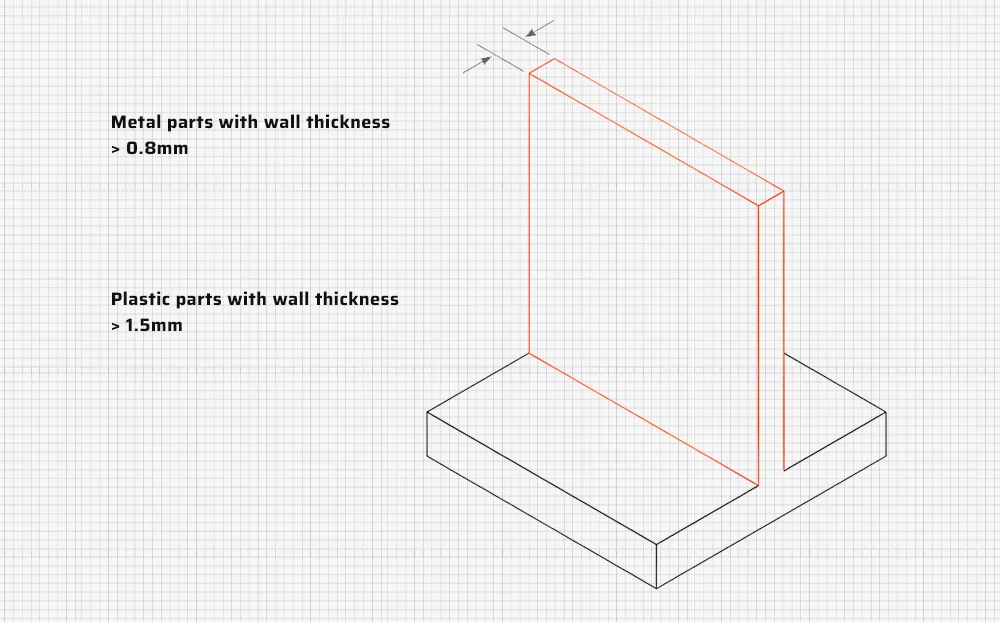
Conseil de conception pour la réduction des coûts d'usinage CNC #3 - Éviter les parois minces
Sauf si cela est nécessaire, évitez les conceptions à parois minces car elles manquent de résistance et sont coûteuses à usiner.
Les parois minces sont susceptibles de se déformer ou même de se fissurer pendant l'usinage. Pour éviter cela, des trajectoires d'usinage plus complexes sont nécessaires, ce qui augmente le temps d'usinage. Les parois minces vibrent également facilement, ce qui fait de l'usinage de haute précision un défi de taille.
Réduire les coûts :
- Pour les pièces métalliques, l'épaisseur de la paroi doit être d'au moins 0,8 mm, plus elle est importante, mieux c'est.
- Pour les pièces en plastique, l'épaisseur de la paroi doit être d'au moins 1,5 mm, plus elle est importante, mieux c'est.
- Les pièces métalliques peuvent être aussi fines que 0,5 mm et les pièces en plastique peuvent être aussi fines que 1 mm, mais ce n'est pas recommandé.
Lors de la conception de trous (y compris les trous de passage et les trous de vis) ou de fentes sur les bords des pièces, des parois minces sont souvent présentes ; assurez-vous donc de suivre les directives de conception ci-dessus.
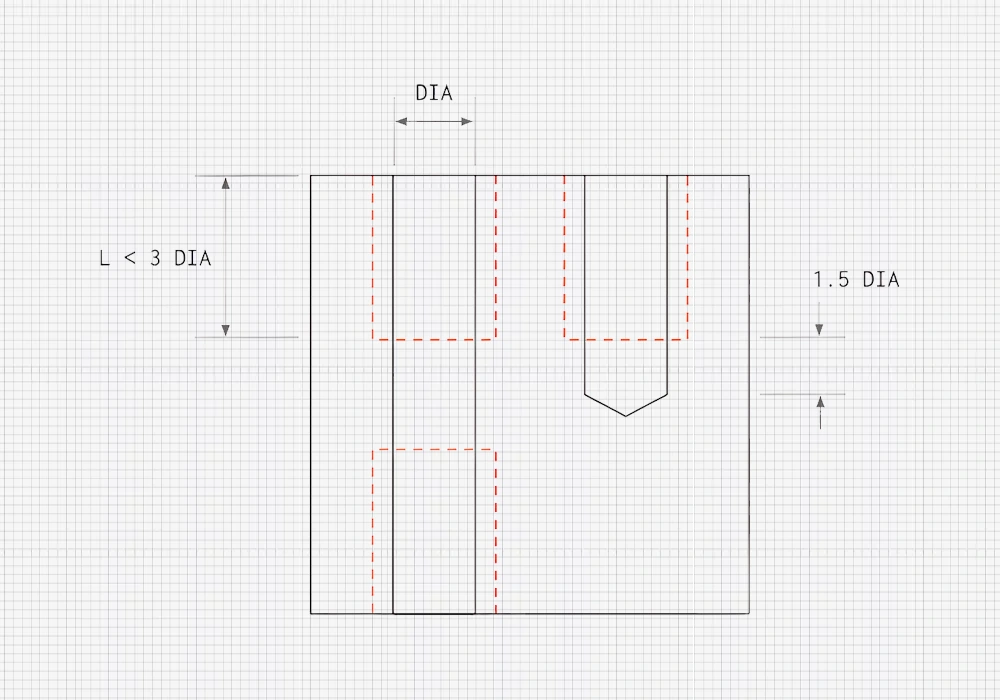
Conseil de conception pour la réduction des coûts d'usinage CNC #4 - Réduire la profondeur des filets
La profondeur de filetage inutile augmente les coûts d'usinage CNC car elle nécessite des outils spéciaux.
Rappelez-vous : une grande profondeur de filetage (plus de 3 fois le diamètre du trou) n'augmente pas la résistance de l'assemblage.
Réduire les coûts :
- La profondeur du filet ne doit pas dépasser 3 fois le diamètre du trou.
- Pour les trous borgnes, laissez une longueur supplémentaire d'au moins 1/2 diamètre de trou au fond.
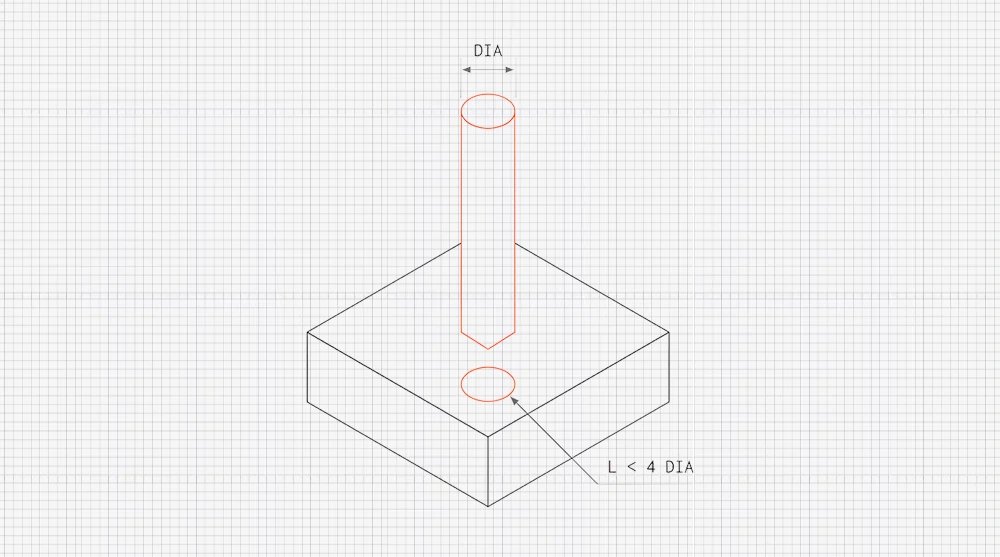
Conseil de conception pour la réduction des coûts d'usinage CNC #5 - Concevoir des trous de taille standard
L'utilisation de forets standard permet d'usiner des trous rapidement et avec précision. Les trous non standard nécessitent des fraises en bout, ce qui augmente les coûts.
En outre, la profondeur du trou ne doit pas dépasser 4 fois le diamètre. Il est possible d'usiner des trous profonds (jusqu'à 10 fois le diamètre), mais cela augmente fortement les coûts en raison de la difficulté d'usinage.
Conseil de conception pour la réduction des coûts d'usinage CNC #6 - Éviter les exigences de tolérance de précision
Les tolérances de précision augmentent les coûts en raison de la complexité des étapes d'usinage, de l'augmentation du temps d'usinage et de la multiplication des contrôles.
La définition des tolérances sur les dimensions des pièces doit être effectuée avec soin. Évitez de spécifier des tolérances pour des dimensions arbitraires et ne spécifiez des tolérances que lorsque c'est nécessaire, les tolérances de précision n'intervenant qu'en dernier recours.
Si les tolérances ne sont pas définies sur le dessin de la pièce, celle-ci sera usinée selon des tolérances standard (±0,2 mm ou moins), ce qui est souvent suffisant pour les dimensions non critiques, réduisant ainsi considérablement les coûts d'usinage.
Il est plus difficile de maintenir des tolérances de précision pour les caractéristiques internes. Par exemple, lors de l'usinage de trous ou de fentes qui se croisent, les petites défauts comme bavures se produisent facilement sur les bords en raison de la déformation.
Ces caractéristiques nécessitent une inspection et un ébarbage qui ne peuvent être effectués que manuellement. Le travail manuel est coûteux et prend du temps, ce qui augmente les coûts.
Réduire les coûts :
- Les tolérances de précision ne sont spécifiées qu'en dernier recours.
- Toutes les dimensions doivent être référencées à partir du même point de référence.
- N'oubliez pas que le point décimal de la tolérance est important. Elle définit le niveau de précision et l'outil de mesure requis. Par exemple, deux décimales peuvent être mesurées à l'aide d'un pied à coulisse, trois à l'aide d'un micromètre ou d'une MMT. Pour réduire les coûts, évitez les décimales inutiles.
- Optimiser la conception du produit pour éviter les tolérances de précision, par exemple en raccourcissant les chaînes de dimensions ou en utilisant des caractéristiques de localisation.

Conseil de conception pour la réduction des coûts d'usinage CNC #7 - Réduire les temps de serrage
Minimiser les temps de serrage, idéalement en ne procédant qu'à un seul serrage.
Par exemple, une pièce comportant des trous borgnes des deux côtés nécessite deux opérations de serrage, une rotation et un resserrage après la finition d'un côté pour usiner l'autre.
La rotation ou le repositionnement de la pièce augmente les coûts d'usinage, car le serrage est généralement effectué manuellement. Pour les structures de pièces complexes, dispositif de serrage sur mesures peut être nécessaire, ce qui augmente encore les coûts. Les structures de pièces très complexes peuvent nécessiter des machines CNC à plusieurs axes, ce qui augmente encore les coûts en raison des taux horaires élevés.
Envisagez de diviser des pièces complexes en plusieurs parties pour les usiner à la CNC, puis de les fixer ensemble à l'aide d'un système de fixation. fils ou le soudage.
Réduire les coûts :
- Concevoir des pièces ne nécessitant qu'un seul serrage.
- Si cela n'est pas possible, divisez les pièces complexes en plusieurs parties, que vous fixerez ensuite ensemble.
Conseil de conception pour la réduction des coûts d'usinage CNC #8 - Éviter les petites caractéristiques à rapport d'aspect élevé
Dans le cadre de l'usinage CNC, les petites caractéristiques ayant un rapport d'aspect élevé vibrent facilement, ce qui rend l'usinage de précision difficile.
Pour éviter cela, ces petits éléments doivent être reliés à des murs plus épais ou soutenus par des nervures de renforcement.
Réduire les coûts :
- Évitez de concevoir des éléments dont le rapport hauteur/largeur est supérieur à 4.
- Relier les petits éléments à des murs plus épais ou ajouter des nervures de renforcement pour les soutenir.

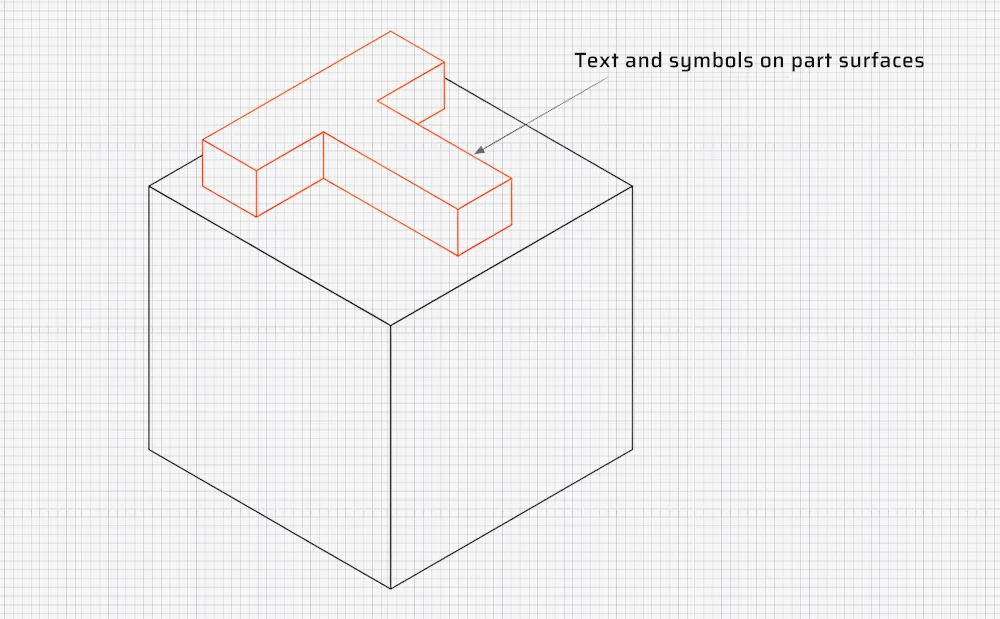
Conseil de conception pour la réduction des coûts de l'usinage CNC #9 - Supprimer le texte et les symboles des surfaces des pièces
Les textes et les symboles sur les surfaces des pièces augmentent considérablement les coûts de la CNC en raison des étapes d'usinage supplémentaires et de l'allongement de la durée d'usinage.
Les techniques de traitement de surface telles que la sérigraphie ou la peinture permettent d'ajouter des textes et des symboles aux pièces CNC à moindre coût.
Réduire les coûts :
- Supprimer tous les textes et symboles des surfaces des pièces.
- Si des textes et des symboles sont nécessaires, choisissez-les en retrait plutôt qu'en relief, car ce dernier enlève plus de matière.
Conseil de conception pour la réduction des coûts d'usinage CNC #10 - Tenir compte de l'usinabilité des matériaux
L'usinabilité des matériaux fait référence à la facilité de traitement des matériaux.
Une meilleure usinabilité rend les pièces plus faciles à usiner sur les machines à commande numérique, ce qui réduit les coûts.
L'usinabilité des matériaux dépend de leurs propriétés physiques. En général, les matériaux plus souples et plus ductiles sont plus faciles à usiner.
Par exemple, le laiton C360 est le plus facile à usiner, ce qui permet un usinage à grande vitesse. Les alliages d'aluminium (Al 6061 et 7075) sont également faciles à usiner.
L'acier est peu usinable. Par rapport aux alliages d'aluminium, l'acier nécessite un temps d'usinage deux fois plus long. L'usinabilité varie d'un acier à l'autre. L'acier inoxydable 304 a un indice d'usinabilité de 45%, tandis que l'acier inoxydable 303 a un indice de 78%, ce dernier étant plus facile à usiner.
L'usinabilité des plastiques dépend de leur rigidité et de leurs propriétés thermiques. Dans l'usinage CNC, les plastiques fondent et se déforment facilement à des températures élevées.
Le POM est le plastique le plus facile à usiner par CNC, suivi de l'ABS. Le PEEK et le nylon sont des plastiques techniques difficiles à usiner.
Réduire les coûts :
- Dans la mesure du possible, choisissez des matériaux faciles à usiner.
Conseil de conception pour la réduction des coûts d'usinage CNC #11 - Tenir compte des prix des matières premières brutes
Le prix des matières premières brutes est un autre facteur clé des coûts de la CNC.
Le tableau ci-dessous indique les prix des ébauches de matières premières métalliques et plastiques courantes (taille : 150 x 150 x 25 mm).
| Matériau | Prix à vide (pour comparaison) |
|---|---|
| Aluminium 6061 | $25 USD |
| Aluminium 7075 | $80 USD |
| Acier inoxydable 304 | $90 USD |
| Acier inoxydable 303 | $145 USD |
| Laiton C360 | $145 USD |
| ABS | $17 USD |
| Nylon 6 | $30 USD |
| POM | $25 USD |
| PEEK | $280 USD |
L'aluminium 6061 est clairement un matériau rentable, avec des prix bas pour les flans et une bonne usinabilité, ce qui le rend adapté au prototypage.
L'acier inoxydable 303 et le laiton C360 ont une bonne usinabilité, mais le prix des ébauches est élevé, ce qui les rend uniquement adaptés à la production de masse. Le prix élevé des ébauches est compensé par des temps d'usinage courts grâce à des économies d'échelle.
Les matériaux plastiques tels que l'ABS, le nylon et le POM ont un prix similaire à celui de l'aluminium 6061. Cependant, ils sont plus difficiles à usiner, ce qui augmente les coûts de la CNC. Le PEEK est très coûteux et n'est utilisé qu'en cas de nécessité.
Réduire les coûts :
- Choisissez des matériaux dont les prix à vide sont peu élevés, en particulier pour les petits lots.
Conseil de conception pour la réduction des coûts d'usinage CNC #12 - Tenir compte de la taille des pièces brutes
La taille des pièces brutes a une incidence sur les coûts de la CNC. Pour garantir la précision des dimensions, la matière doit être usinée sur toutes les faces de la pièce, ce qui augmente considérablement les coûts de matière, en particulier pour les lots plus importants.
En règle générale, la taille du flan doit être supérieure d'au moins 3 mm à celle de la pièce. Par exemple, pour une pièce de 30x30x30 mm, on peut choisir une découpe de 35x35x35 mm. Pour une pièce de 27x27x27mm, on peut choisir une découpe de 30x30x30mm, ce qui permet d'économiser sur les coûts des matériaux.
Réduire les coûts :
- La taille de l'ébauche doit être supérieure d'au moins 3 mm à la taille de la pièce.
- Consulter les fournisseurs pour connaître les dimensions standard des ébauches et concevoir des pièces proches des dimensions des ébauches afin de réduire les déchets de matériaux.

Conseil de conception pour la réduction des coûts d'usinage CNC #13 - Éviter les traitements de surface multiples
Les traitements de surface améliorent l'aspect et la résistance des pièces CNC aux environnements difficiles, mais augmentent les coûts.
Si les pièces CNC nécessitent plusieurs traitements de surface différents, les coûts augmentent encore en raison des étapes supplémentaires, telles que le masquage de certaines surfaces.
Réduire les coûts :
- Annuler le traitement de surface.
- Éviter les traitements de surface multiples.

Conseil de conception pour la réduction des coûts d'usinage CNC #14 - Production de masse
Dans l'usinage CNC, la taille des lots de pièces influe sur les coûts d'usinage. Lorsque la taille du lot est faible, les coûts de configuration initiale de la CNC sont élevés pour chaque pièce. Lorsque la taille du lot est importante, les coûts de configuration sont moins élevés pour chaque pièce.
Plus la taille du lot est importante, plus le coût de la CNC est faible. Cela est encore plus évident pour les lots de très petite taille. Même une petite augmentation de la quantité réduit fortement les coûts.
L'augmentation de la taille des lots de 1 à 5 réduit les coûts des pièces de plus de 50%.
Réduire les coûts :
- La production de masse réduit les coûts. Passez une commande plus importante plutôt que plusieurs petites.

Conseil de conception pour la réduction des coûts d'usinage CNC #15 - Conception de pièces à symétrie axiale
Les pièces à symétrie axiale peuvent être usinées sur un tour ou une fraise, avec des taux horaires bien inférieurs à ceux des centres d'usinage à 3 ou 5 axes.
Réduire les coûts :
- Concevoir des pièces à symétrie axiale dans la mesure du possible.
Conseil de conception pour la réduction des coûts de l'usinage CNC #16 - Utiliser d'autres procédés d'usinage pour remplacer l'usinage CNC
Comme indiqué au début de cet article, l'usinage CNC est un processus coûteux.
Ainsi, quelle que soit la manière dont les coûts sont réduits, ils restent élevés.
Dans les technologies de traitement modernes, il faut envisager d'utiliser d'autres procédés à la place de la CNC, plutôt que de se focaliser sur la CNC. Ce n'est pas parce qu'un produit de la génération précédente utilisait la CNC que le produit de la nouvelle génération doit utiliser la CNC.

Comme le montre le tableau ci-dessous, pour les petites séries, l'impression 3D est moins chère que l'usinage CNC. Pour les lots plus importants, les procédés de formage tels que le moulage à la cire perdue et le moulage par injection sont moins chers que l'usinage CNC.
| Quantité de pièces | <10 | 10~100 | 100~1000 | >1000 |
|---|---|---|---|---|
| Plastique | Impression 3D | Impression 3D (envisager CNC) | CNC(Considérer le moulage par injection) | Moulage par injection |
| Métal | Impression 3D et CNC | CNC (envisager l'impression 3D) | CNC (Considérer le moulage à la cire perdue) | Moulage à la cire perdue ou moulage sous pression |
Dans de nombreux cas, l'impression 3D est préférable à l'usinage CNC :
- L'impression 3D permet de traiter des géométries plus complexes.
- L'impression 3D peut fournir des échantillons dans les 24 heures.
- L'impression 3D est généralement moins chère pour les petites quantités.
- L'impression 3D permet de traiter des matériaux difficiles à usiner avec la CNC, tels que les superalliages.
Réduire les coûts :
- Utiliser d'autres procédés pour remplacer la CNC.
Remarque : Il en va de même pour les autres processus de fabrication et de fixation, notamment le moulage par injection, l'emboutissage, le soudage et la soudure. rivetage. Au début de la conception d'un produit, il faut s'efforcer de trouver un meilleur processus. Il existe certainement un meilleur processus, mais vous ne le connaissez pas encore.














