

Dans nos discussions précédentes, nous avons exploré le concept de carottes de moulage en tant que partie intégrante du système d'alimentation. Aujourd'hui, nous allons nous pencher sur la structure suivante de ce système : la coulisse et la sous-coulissante du moule. Comme la carotte, de nombreuses concepteurs de moules négligent souvent la structure des coulisses et des sous-coulisses en raison de leurs normes de conception fixes et relativement simples. Si vous voulez devenir un concepteur de moules de premier plan et fournir des moules de qualité supérieure qui satisfont les clients, vous devez maîtriser chaque détail.
Qu'est-ce qu'un coureur et un sous-coureur ?
Comme d'habitude, passons d'abord en revue l'ensemble du système d'alimentation pour une meilleure compréhension de cet article. Le système d'alimentation comprend des structures qui transfèrent le plastique fondu depuis le cylindre de l'appareil. machine de moulage par injection dans le cavité du moule. Après avoir été éjecté de la buse de la machine, le plastique fondu passe à travers la carotte, le canal, le canal secondaire et le canal de sortie. porteLes pièces en plastique sont formées en remplissant la cavité.
Le canal de coulée est donc le passage entre la carotte et la porte, servant de section de transition où le plastique fondu s'écoule de la carotte vers la cavité, et chargé de rediriger en douceur l'écoulement de la matière fondue. Dans les moules à cavités multiples, elle joue un rôle dans la distribution de la matière fondue dans chaque cavité. Il convient de noter que les moules à cavité unique ne comportent généralement pas de canaux, ce qui est lié à la disposition de la cavité.

Lignes directrices pour la conception des canaux de moulage
La forme de la section transversale de la glissière du moule
Section transversale rectangulaire :
Les glissières de forme rectangulaire sont courantes. Ils offrent des avantages tels que la facilité de fabrication, la conception simple de l'outillage et la distribution uniforme du flux. Les dimensions de la section rectangulaire peuvent être ajustées en fonction des exigences spécifiques de moulage de la pièce.
Section trapézoïdale :
Les canaux de forme trapézoïdale constituent une autre option dans la conception des canaux de moulage. Cette forme favorise un meilleur écoulement et réduit la perte de charge, ce qui améliore le remplissage des cavités du moule. L'extrémité la plus large du trapèze est généralement reliée à la carotte, tandis que l'extrémité la plus étroite est reliée à la porte.
Section transversale circulaire :
Dans certains cas, les glissières de forme circulaire peuvent être le premier choix. Ces glissières offrent d'excellentes caractéristiques d'écoulement et conviennent particulièrement aux pièces à géométrie complexe ou lorsqu'un écoulement équilibré est requis. Le diamètre de la section circulaire doit être soigneusement déterminé pour assurer un débit optimal et minimiser la perte de pression.
Section semi-circulaire :
Une glissière de forme semi-circulaire présente un profil en demi-cercle. Cette forme favorise un écoulement régulier du matériau et contribue à minimiser les pertes de charge. Elle est souvent utilisée lorsqu'un débit équilibré et une perte de pression réduite sont essentiels. Le diamètre de la section semi-circulaire doit être adapté aux exigences de débit du procédé de moulage par injection concerné.
Section transversale en forme de U :
Un canal en U a un fond incurvé et deux parois verticales qui forment un "U". Cette conception facilite l'écoulement du matériau et permet de séparer plus facilement le système de canaux de la pièce moulée. La section transversale en forme de U est couramment utilisée lorsqu'il est souhaitable de retirer facilement le système de canaux ou lorsque l'obturateur est situé au bas de la pièce.
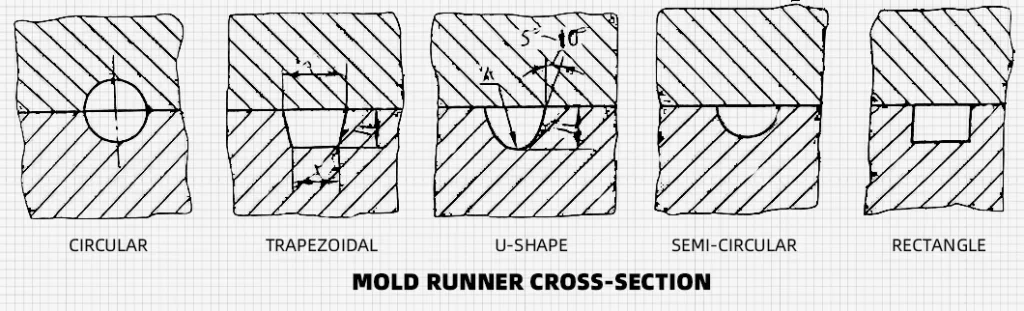
Le choix de la forme de la section transversale dépend de facteurs tels que les propriétés du matériau, la conception de la pièce, la disposition du moule et les exigences de production. Chaque forme a ses avantages et est choisie en fonction des besoins spécifiques du processus de moulage.
La taille des canaux et sous-canaux du moule
La forme et la taille des canaux de moulage dépendent de divers facteurs, notamment de la conception du produit, de la construction du moule et des exigences spécifiques du processus de moulage par injection. Bien que la taille du produit et l'épaisseur de la paroi puissent influencer la conception des canaux, il n'est pas exact de dire que des canaux de plus grande section sont toujours plus efficaces pour faciliter le processus de remplissage. Le comportement du flux de matière, la géométrie de la pièce, l'emplacement de la porte et les paramètres du processus déterminent la conception optimale du canal de coulée.
En outre, la longueur de la coulée n'a pas d'incidence directe sur la viscosité du plastique. Ce sont les propriétés du matériau et les conditions de transformation qui déterminent principalement la viscosité.
| Matériaux | Diamètre des patins (mm) |
| ABS / SAN(AS) | 4.8~9.5 |
| POM | 3.0~10 |
| ACRYLIQUE | 1.6~10 |
| CA | 1.6~11 |
| PA66 | 1.6~10 |
| OPP | 6.4~10 |
| PPS | 6.4~13 |
| PC | 4.8~10 |
| PE | 4.8~9.5 |
| PP | 1.6~10 |
Un patin bien conçu peut avoir un impact significatif sur les performances globales et l'efficacité du processus de moulage par injection :
Disposition des canaux et sous-canaux de moulage
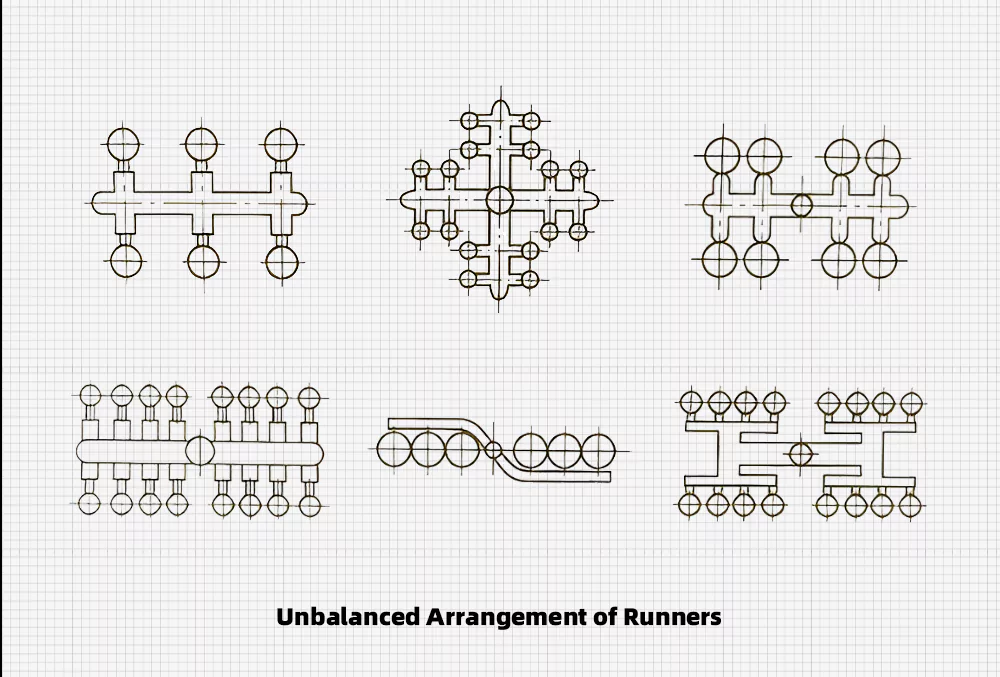
Il existe deux types d'agencement des canaux de moulage : équilibré et déséquilibré. Dans un système à canaux équilibrés, la longueur, la forme et les dimensions de la section transversale des canaux, depuis la carotte jusqu'à chaque cavité, sont conçues pour être égales. Cela permet d'obtenir un équilibre thermique et un équilibre du flux de plastique dans chaque cavité, ce qui se traduit par une qualité constante des pièces. En revanche, un système à canaux non équilibrés permet au plastique d'entrer dans chaque cavité à des moments différents, ce qui entraîne des variations dans le processus de remplissage et risque de produire des pièces différentes. Toutefois, les systèmes à canaux non équilibrés peuvent offrir des avantages tels que des cavités plus compactes, une taille de gabarit réduite et une longueur totale de canaux plus courte.
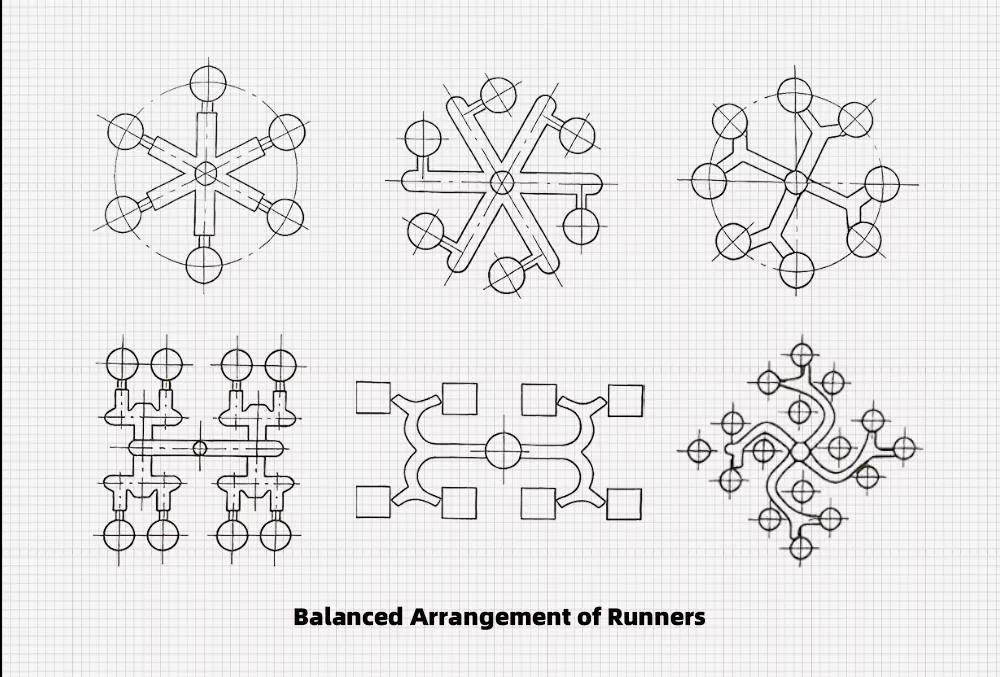
Que le système de canaux soit équilibré ou non, il est important de veiller à ce que les cavités soient symétriques par rapport au centre de la base du moule. Cela permet de s'assurer que le centre projeté des cavités et des canaux est aligné avec le centre de la force de serrage de la machine d'injection. Ce faisant, nous pouvons éviter des moments de basculement supplémentaires au cours d'une injection.
Un système de canaux équilibrés est avantageux car il permet une injection et une injection de gaz cohérentes. pression de maintien dans toutes les cavités. Ceci est particulièrement avantageux pour les moules à plusieurs cavités où l'on souhaite maintenir l'uniformité dans la production de tous les produits.
Principes de conception des coureurs et des sous-coureurs
- Veiller à ce que le plastique fondu pénètre rapidement dans la cavité, sur la distance la plus courte et avec une perte de pression thermique minimale.
- Permettre à la matière fondue d'entrer simultanément dans la cavité à partir de plusieurs portes dans des conditions de température et de pression identiques.
- Bien que les grandes sections facilitent le moulage et garantissent une pression d'emballage adéquate, si l'on veut économiser les matériaux, il faut viser des sections plus petites pour minimiser la consommation de plastique, ce qui réduit également le temps de refroidissement.
- Pour économiser le matériau et faciliter le refroidissement, il faut s'efforcer de réduire au minimum le rapport entre la surface et le volume des coureurs.
- La rugosité de surface des patins ne doit pas être trop faible pour éviter d'entraîner des matériaux froids dans la cavité ; en général, une valeur Ra de 1,6 μm est suffisante.
- Les glissières et les vannes sont généralement reliées par des pentes et des arcs, ce qui favorise l'écoulement et le remplissage du plastique fondu tout en réduisant la résistance à l'écoulement.
Est-il nécessaire de concevoir la sous-coulissante dans la conception de la coulissante du moule ?
Une sous-coulée est généralement utilisée lorsqu'il est nécessaire de diviser le flux de plastique fondu dans différentes directions à l'intérieur de la cavité du moule. Il peut faciliter le remplissage de moules complexes ou à cavités multiples en dirigeant le flux vers des zones ou des composants spécifiques de la pièce.
Toutefois, dans certains cas, une simple conception de canal sans canal secondaire peut suffire pour obtenir le remplissage du moule et la qualité de la pièce souhaités. L'incorporation ou non d'une sous-goulotte dépend des exigences spécifiques de la conception de la pièce et du processus de moulage par injection.














