
La parte más fundamental de los productos de plástico es en realidad el diseño estructural del producto de plástico. Mucha gente dice que el diseño estructural de los productos de plástico es difícil, pero ¿qué es exactamente lo que lo hace difícil?
Anteriormente hemos conocido el proceso de desarrollo de productos de plástico. A partir del engorroso proceso, no es difícil ver que un excelente diseño de productos de plástico no sólo debe adaptarse a las demandas cambiantes y controlar los costes, sino también garantizar una buena eficiencia de producción. Además, debido a la complejidad, fiabilidad y precisión del diseño, la carga de trabajo del diseño estructural del producto es considerable. Requiere que los diseñadores posean magníficas habilidades técnicas y de ingeniería, una aguda visión del mercado y atención a las tecnologías emergentes y a las demandas en constante cambio.
Dejando a un lado las demandas cambiantes y el agudo conocimiento del mercado, el diseño estructural del propio producto también requiere la consideración de muchos aspectos. La siguiente guía señala claramente estos aspectos:
01. Espesor de la pared
Para los componentes grandes, el grosor de la pared en el diseño estructural suele oscilar entre 2,4 y 3,2 mm, mientras que para los componentes más pequeños, ronda 1,0 mm, con las dimensiones específicas que se adhieren a los requisitos de diseño del producto. El grosor de la pared debe ser lo más uniforme posible. En circunstancias especiales, algunas zonas pueden ser ligeramente más gruesas o más finas, pero es necesaria una transición gradual (se recomienda que el tamaño de la transición sea más de 5 veces el grosor de la pared del producto) para evitar marcas de tensión en la superficie del producto moldeado por inyección.
Factores que afectan a la selección del grosor de la pared
a) El material plástico utilizado. Los diferentes materiales tienen diferentes índices de contracción y fluidez durante moldeo por inyección, lo que afecta al espesor de pared recomendado. (Para el grosor de la cáscara, los datos empíricos pueden ser aproximadamente la dimensión más grande de la máquina / 100mm).
b) Las fuerzas externas soportadas. Cuanto mayor sea la fuerza, más gruesa deberá ser la pared. En casos especiales, deberán utilizarse piezas metálicas o realizarse comprobaciones de resistencia.
Los valores recomendados para el grosor de las paredes de los productos incluyen:
| Materiales plásticos | Espesor mínimo de la pared | Espesor de pared recomendado para piezas pequeñas | Espesor de pared recomendado para piezas de tamaño medio | Espesor de pared recomendado para piezas grandes |
| Nylon | 0.45 | 0.76 | 1.5 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.2 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.85 | 1.54 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| ABS | 0.8 | 1 | 2.3 | 3.2~6 |
c) Normas de seguridad. Por ejemplo, requisitos de resistencia a la presión (cuanto más gruesa sea la pared, mayor será la resistencia a la presión), requisitos de inflamabilidad, etc.
02. Costillas de refuerzo
La mayoría de los diseños estructurales de productos de plástico tienen nervaduras de refuerzo porque las nervaduras pueden aumentar la resistencia sin aumentar el grosor total de la pared, lo que es especialmente útil para componentes grandes y piezas sometidas a tensión, y también puede evitar la deformación del producto. El grosor de las nervaduras de refuerzo suele ser de 0,5-0,75 veces el del grosor total de la pared (se recomienda que sea inferior a 0,6 veces); si es superior a 0,75 veces, el producto es propenso a encogerse.
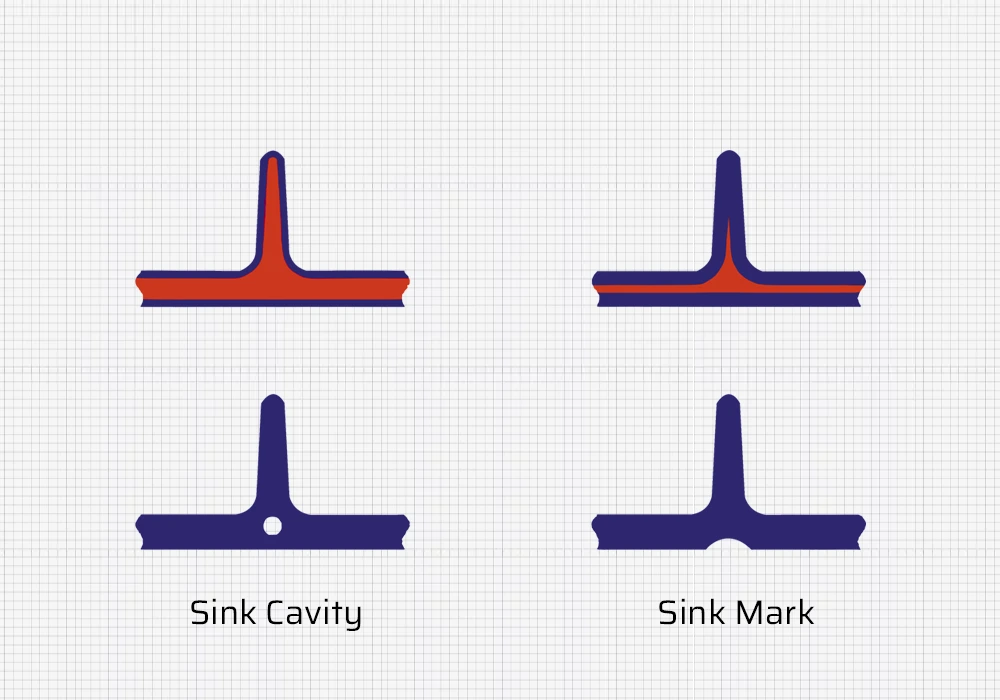
Para piezas de plástico con altos requisitos de apariencia (superficie brillante), se recomienda que el grosor inferior de las nervaduras de refuerzo de la parte posterior sea B≤0,5T. Si se tiene confianza en el diseño del molde y en los ajustes posteriores del proceso, se puede diseñar B>0,56T, pero se recomienda no superar 0,7T, ya que será difícil de ajustar posteriormente. Es importante tener en cuenta que el grosor de las nervaduras de refuerzo para diferentes materiales plásticos no sigue necesariamente B≤0,5T.
| Referencia de diseño para el grosor de los nervios de refuerzo (en relación con el grosor de la pared base) | ||
| mateirals | Marca mínima de hundimiento | Ligera marca de hundimiento |
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC+ABS | 50% | 66% |
| PA | 30% | 40% |
| PA reforzada | 33% | 50% |
| PP | 30% | 40% |
| PP reforzado | 33% | 50% |
Aspectos del diseño del refuerzo que requieren atención
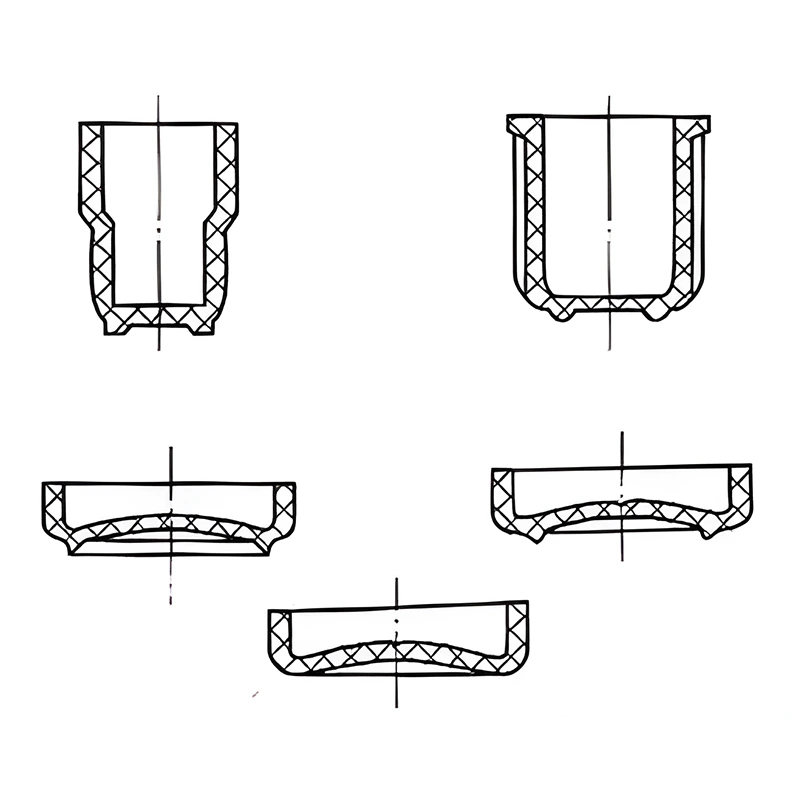
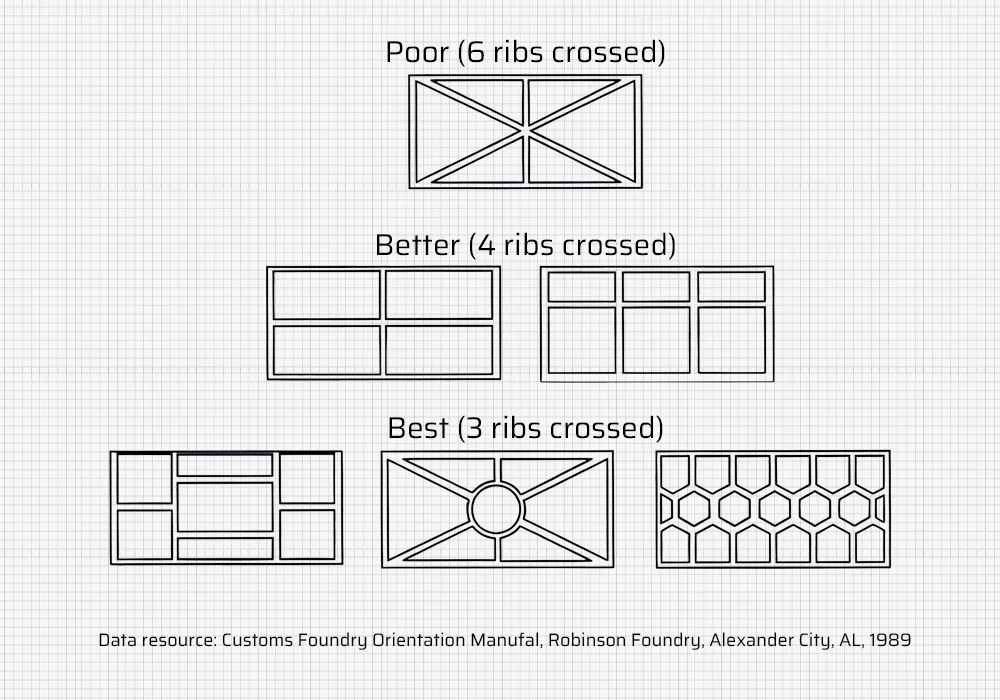
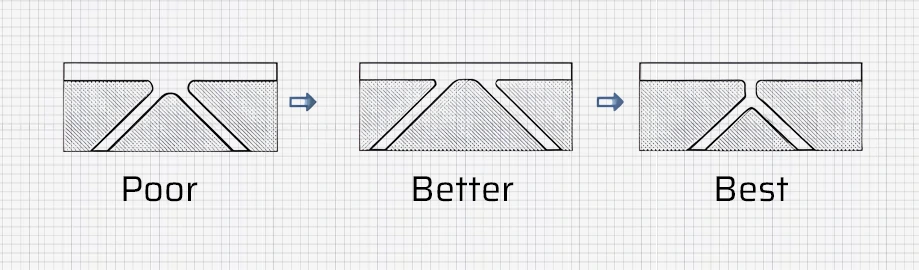
1. Cuando varias nervaduras de refuerzo se cruzan y conectan, se debe tener cuidado para prevenir la acumulación local de material y evitar marcas de contracción en el dorso, recomendándose el siguiente método de diseño.
2. Cuando conecte las nervaduras de refuerzo a la pared exterior, intente mantener las nervaduras perpendiculares a la pared exterior.
3. Si el espacio lo permite, evite diseñar nervios o resaltes de refuerzo en pendientes pronunciadas, y tome medidas para evitar la contracción si es inevitable.
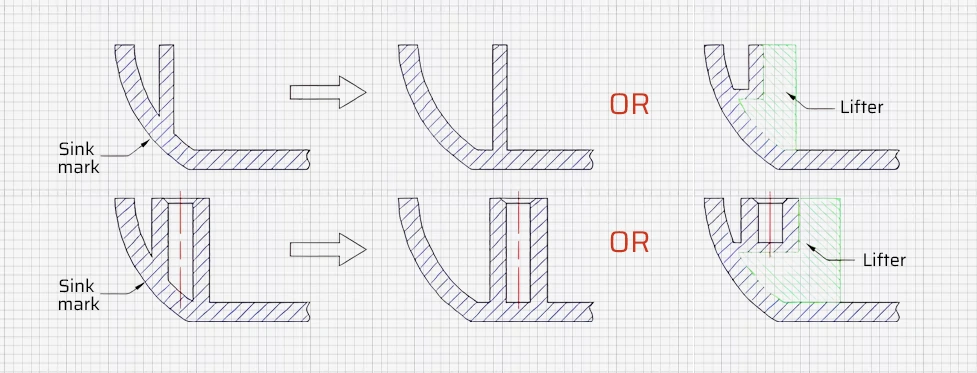
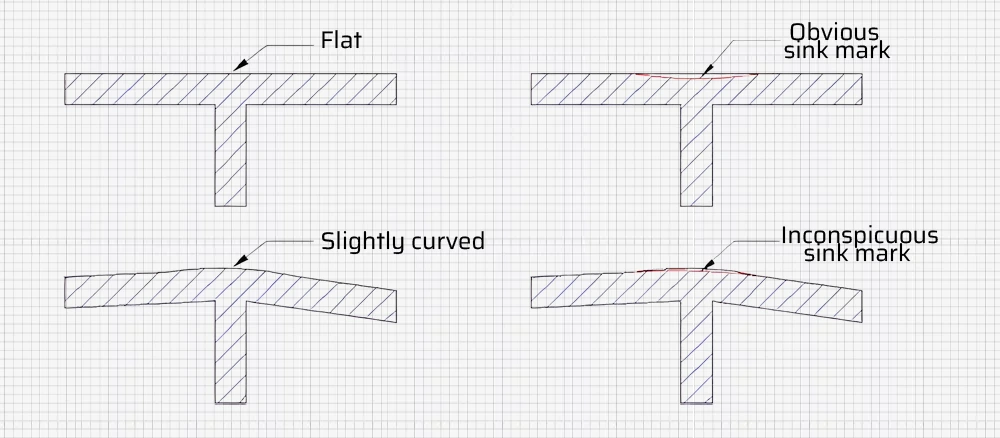
4. Si el grosor de los nervios de refuerzo no es proporcional al grosor de la pared principal y no pueden modificarse los parámetros y la ubicación, considere la posibilidad de alterar el aspecto exterior para reducir la visibilidad de las marcas de contracción (este método es difícil de controlar y debe utilizarse con precaución).
03. Ángulo de giro
Los productos de plástico requieren ángulo de calado en el diseño estructural, salvo en aquellos con poca altura (como una placa plana) o requisitos especiales (pero cuando las paredes laterales son grandes y sin ángulo de desmoldeo, se necesita una posición en hilera). El ángulo de desmoldeo suele oscilar entre 0,5 y 5 grados, normalmente en torno a 2 grados, pero varía en función del tamaño, la altura y la forma del producto, con el principio de garantizar un desmoldeo suave sin afectar a la funcionalidad.
El ángulo de inclinación de la cavidad del molde debe ser generalmente 0,5 grados mayor que el del núcleo del molde para garantizar que el producto permanezca en el núcleo del molde al abrirse. Generalmente, áreas como cierres, insertosy los besos necesitan un ángulo de giro.
En la tabla siguiente se recomiendan ángulos de desmoldeo para distintos materiales:
| mateirals | Ángulo de calado | |
| Núcleo del molde | Cavidad del molde | |
| ABS | 35'~1° | 40'~1°20′ |
| PS | 30'~1° | 35'~1°30′ |
| PC | 30~50′ | 35'~1° |
| PP | 25~50 | 30'~1° |
| PE | 20~45′ | 25~45′ |
| PMMA | 30'~1° | 35'~1°30′ |
| POM | 30'~1° | 35'~1°30′ |
| PA | 20~40′ | 25~40′ |
| HPVC | 50'~1°45′ | 50'~2° |
| SPV | 25~50 | 30'~1° |
| CP | 20~45′ | 25~45′ |
| Costillas | Generalmente 0,5°, minimizar 0,25 | |
Aspectos de la selección del ángulo de giro que requieren atención
1. Elija un ángulo de desmoldeo menor, como 0,5° para piezas de plástico con superficies brillantes y requisitos de alta precisión con un bajo índice de contracción.
2. Para especificaciones de mayor altura y tamaño, deberá elegirse un ángulo de tiro menor basándose en cálculos específicos.
3. Elija un ángulo mayor para las piezas de plástico con un alto índice de contracción.
4. Para las piezas de plástico con paredes más gruesas, que hacen que el molde se cierre con más fuerza, debe elegirse un valor estándar mayor para el ángulo de desmoldeo.
5. El ángulo de calado para piezas totalmente transparentes debe aumentarse para evitar arañazos. En general, para los materiales PS, el ángulo de inclinación no debe ser inferior a 2,5°~3°, y para los materiales ABS y PC, no debe ser inferior a 1,5°~2°.
6. Para las piezas de plástico con texturas o tratamientos de chorro de arena, el ángulo de calado debe estar comprendido entre 2° y 5° en función de la profundidad de la textura. Cuanto más profunda sea la textura, mayor deberá ser el ángulo de calado.
04. Esquina R
Excepto en las áreas donde los requisitos especiales especifican bordes afilados, los productos de plástico suelen tener esquinas redondeadas en el diseño estructural para reducir la concentración de tensiones, facilitar el flujo de plástico y facilitar el desmoldeo.
1. Si no existen requisitos especiales para el diseño del producto, el radio de transición (R) viene determinado por el grosor del material adyacente (t), y el radio de la esquina interna suele oscilar entre 0,50 y 1,50 veces el grosor del material, pero el radio mínimo no debe ser inferior a 0,30 mm.
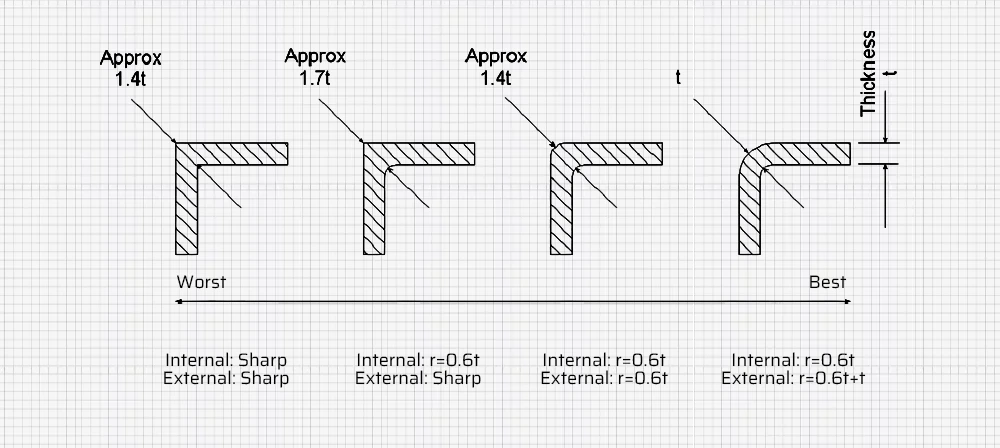
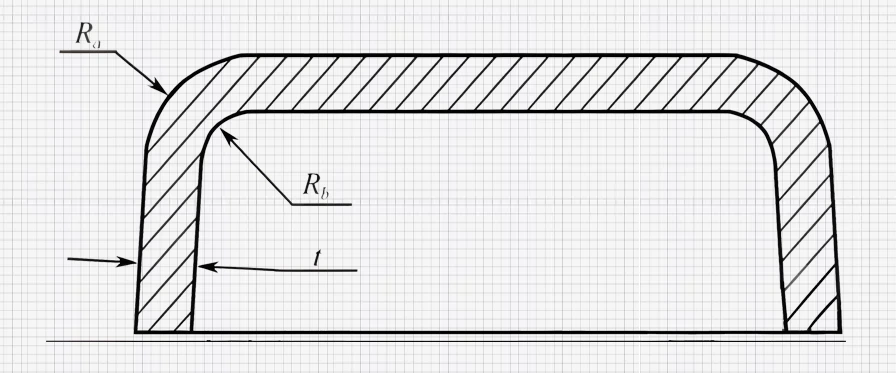
2. Cuando diseñe esquinas redondeadas en las superficies internas y externas del producto, mantenga uniforme el grosor de las paredes.
3. En el diseño estructural del producto de plástico, evite especialmente las esquinas redondeadas en la superficie de separación del molde a menos que se requiera específicamente. Las esquinas redondeadas en la superficie de separación aumentan la dificultad de fabricación del molde y dejan líneas de soldadura en la superficie del producto, lo que afecta a su aspecto.

4. No se permiten bordes afilados en las superficies que se puedan tocar en el exterior y el interior del producto. Si es necesario, bisele los bordes con un radio mínimo de 0,30 mm para evitar que se corten los dedos, algo especialmente importante en el diseño de productos electrónicos portátiles.

Agujeros
Los agujeros son habituales en el diseño de estructuras de productos y se suelen clasificar en dos tipos: agujeros circulares y no circulares. Al diseñar la posición de los orificios, el objetivo debe ser minimizar la dificultad del procesamiento del molde sin comprometer la resistencia de la pieza de plástico.
Requisitos comunes de diseño para los agujeros
Especificaciones dimensionales (excluyendo los orificios interiores de los postes atornillados):
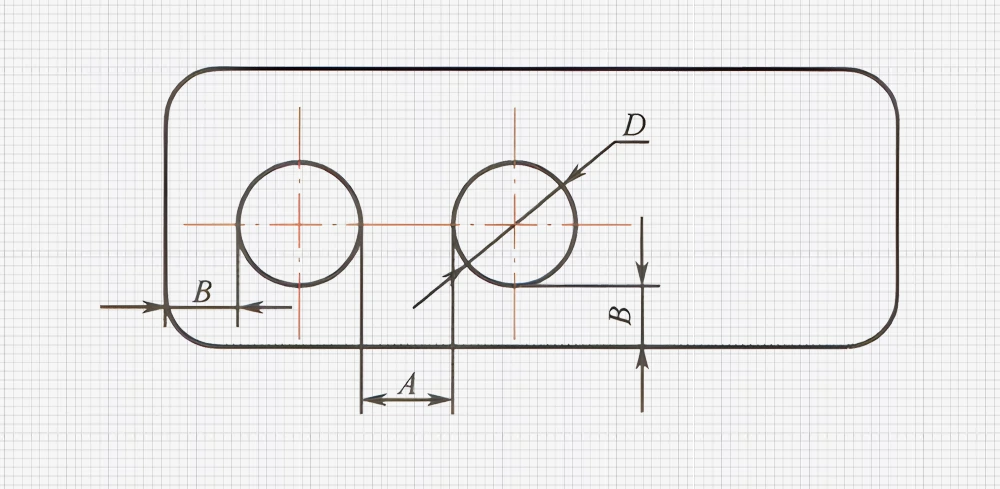
La dimensión A es la distancia entre orificios. Si el diámetro del orificio es inferior a 3,00 mm, se recomienda que el valor de A no sea inferior a D; si el diámetro es superior a 3,00 mm, entonces A puede ser 0,70 veces el diámetro del orificio.
La cota B es la distancia del orificio al borde, y se recomienda que el valor de B no sea inferior a D.
Relación entre el diámetro del orificio y la profundidad
Especificaciones dimensionales (excluyendo los orificios interiores de los postes atornillados):
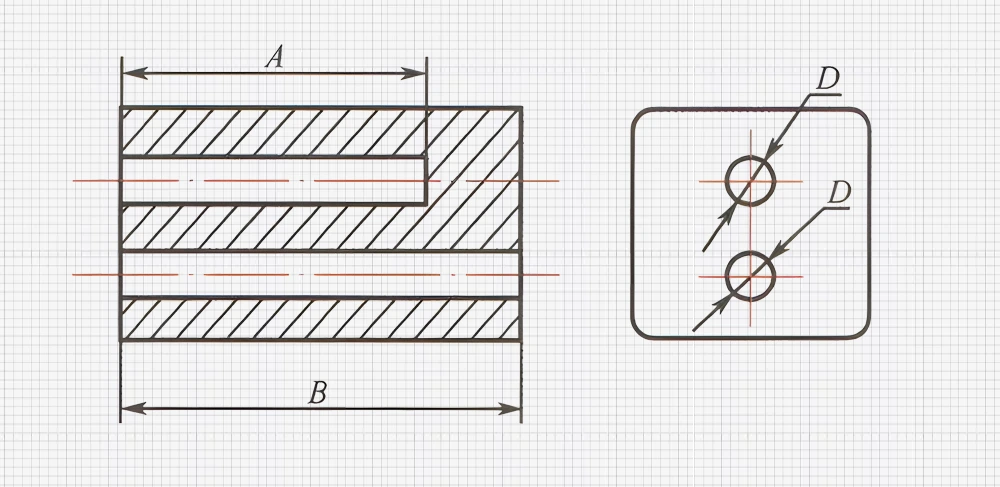
La dimensión A es la profundidad de un orificio ciego, se recomienda que no exceda de 5D. Generalmente, A es inferior a 2D con una relación longitud-diámetro no superior a 4 mm.
Si D ≤ 1,5 mm, entonces A ≤ D. El grosor de la pared inferior del orificio ciego debe ser ≥ 1/6D.
La dimensión B es la profundidad de un orificio pasante, se recomienda que no supere los 10D.
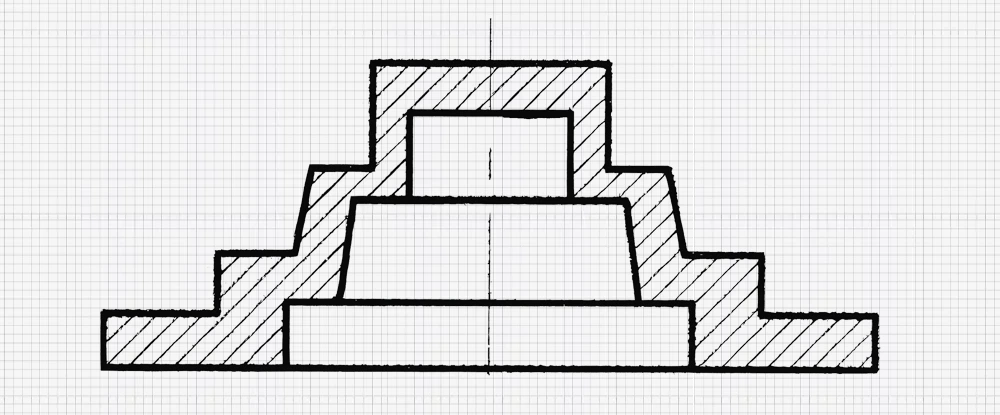
Agujeros escalonados
Los orificios escalonados se componen de múltiples orificios conectados coaxialmente de diferentes diámetros, cuya profundidad es mayor que la de un orificio de un solo diámetro, como se muestra en los diagramas.
Orificios en ángulo
Alinear el eje del agujero con la dirección de la abertura del molde puede evitar la necesidad de tirar del núcleo. Para los métodos de conformación de agujeros en ángulo y agujeros de formas complejas, se puede utilizar un núcleo dividido para evitar las estructuras laterales de extracción del núcleo.
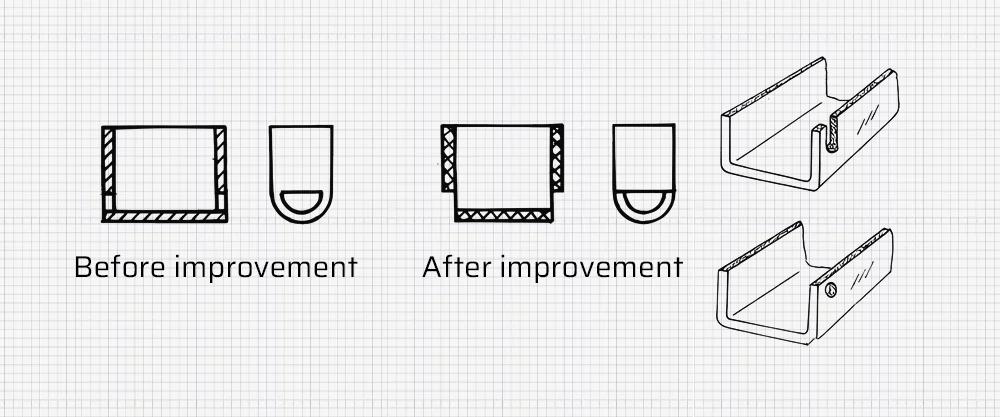
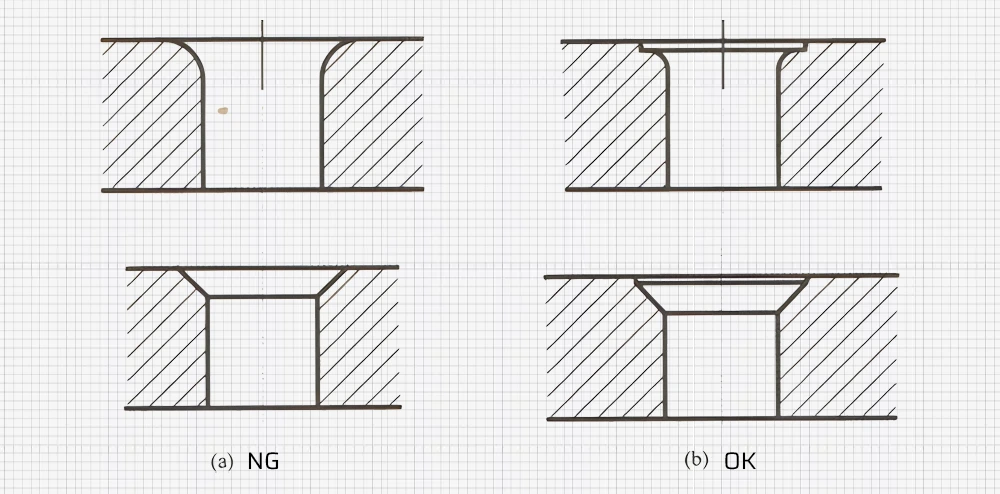
Orificios laterales y muescas
Cuando aparecen agujeros laterales y hendiduras en los productos de plástico, deben colocarse correderas o estructuras laterales de extracción del núcleo para facilitar el desmoldeo, lo que complica la estructura del molde y aumenta los costes. La estructura del producto puede mejorarse en consecuencia. Como se muestra en la imagen inferior, cambiando de un diseño con agujeros laterales (a) a otro con hendiduras laterales (b).
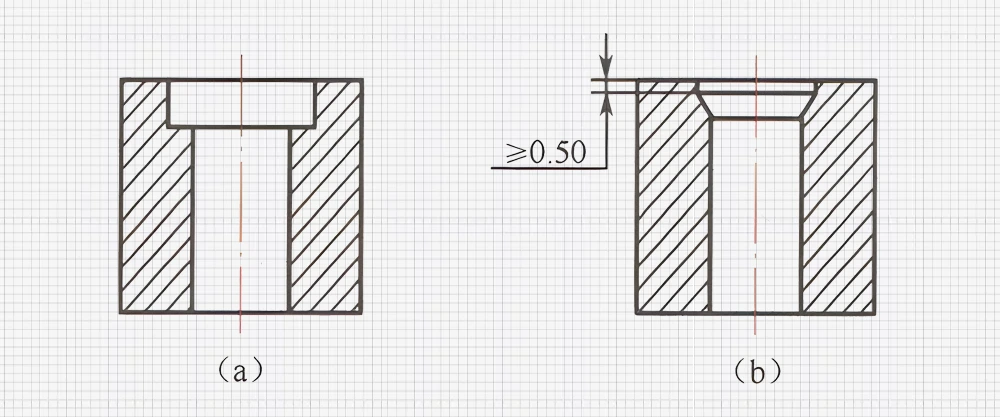
Diseño de los orificios de la cabeza del tornillo
Como se muestra en la imagen inferior, la forma preferida para los orificios de las cabezas de los tornillos es la ilustrada en (a). Si la estructura requiere la forma mostrada en (b), la superficie cónica debe estar por debajo de la cara del extremo en no menos de 0,50 mm para evitar el agrietamiento de la superficie del orificio.
Estructura de los bordes de los agujeros
Diseñar un chaflán o radio completo en el borde de un orificio es poco práctico; el borde del orificio debe tener al menos un rasgo recto de 0,4 mm.
Jefes
Los resaltes se suelen utilizar para el ensamblaje de dos productos de plástico mediante un encaje de eje-agujero o para el ensamblaje de tornillos autorroscantes. Cuando un resalte no es muy alto y se expulsa utilizando un manguito eyector en el molde, puede que no necesite un ángulo de desmoldeo. Sin embargo, cuando el resalte es alto, es habitual añadir nervios transversales (refuerzos) en su exterior. Estas nervaduras transversales suelen tener un ángulo de desmoldeo de 1-2 grados, y el propio saliente también puede requerir un ángulo de desmoldeo dependiendo de la situación.
Cuando un resalte se empareja con un poste (u otro resalte), la holgura de ajuste suele fijarse en un 0,05-0,10 unilateral para tener en cuenta los errores de posición que puedan producirse durante la elaboración de cada resalte. Cuando se utiliza un resalte para el ensamblaje de tornillos autorroscantes, su orificio interior debe ser 0,1-0,2 mm más pequeño que el diámetro del tornillo por un lado para garantizar que el tornillo pueda fijarse con seguridad. Por ejemplo, cuando se ensambla con un tornillo autorroscante M3.0, el agujero interior del resalte suele ser de Ф2,60-2,80 mm.
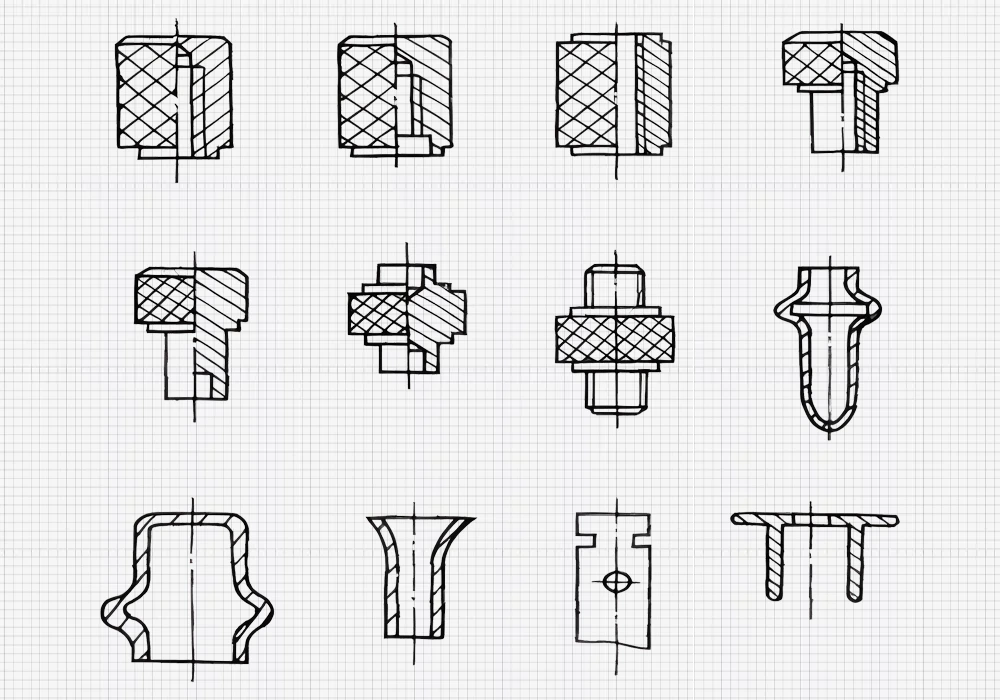
Insertos
En el proceso de moldeo del plástico, las piezas metálicas o de otro material, como pernos y terminales, incrustadas durante o después del moldeo se denominan colectivamente insertos dentro de las piezas de plástico. Los insertos pueden mejorar la funcionalidad del producto o tener fines decorativos.
Los insertos en piezas de plástico se utilizan a menudo como elementos de fijación o soporte. Además, los insertos son un método de montaje habitual cuando el diseño del producto requiere facilidad de reparación, facilidad de sustitución o reutilización. Sin embargo, independientemente de que se utilicen con fines funcionales o decorativos, el uso de insertos debe reducirse al mínimo. La razón es que la incorporación de insertos requiere pasos de procesamiento adicionales, lo que aumenta los costes de producción. Los insertos suelen estar hechos de metal, siendo el cobre un material de elección habitual.
Requisitos de forma y estructura de las plaquitas
1. Los insertos metálicos se fabrican mediante procesos de corte o estampación, por lo que sus formas deben ser propicias para la fabricación.
2. Deben poseer una resistencia mecánica suficiente (material, dimensiones).
3. Debe existir una fuerza de unión adecuada entre el inserto y la matriz de plástico para evitar que el inserto se salga o gire durante su uso. La superficie del inserto debe tener ranuras anulares o estrías transversales; deben evitarse los ángulos agudos para prevenir los daños causados por la concentración de tensiones. Siempre que sea posible, deben utilizarse formas redondas o simétricas para garantizar una contracción uniforme.
4. Para facilitar la colocación y el posicionamiento dentro del molde, la parte del inserto que se extiende hacia el exterior (la pieza colocada en el molde) debe ser cilíndrica, ya que los orificios circulares son los más fáciles de mecanizar en el molde.
5. Para evitar las rebabas, los insertos deben tener estructuras como resaltes de sellado.
6. El diseño debe facilitar el procesado secundario del inserto tras el moldeo, como el roscado, el corte de la cara frontal, el rebordeado, etc.
Cuando se diseñan productos de plástico con insertos, es crucial asegurarse de que éstos pueden colocarse de forma precisa y fiable dentro del molde. También es importante tener en cuenta que el inserto debe formar una conexión fuerte con la pieza moldeada, lo que puede suponer un reto cuando el material de encapsulado es demasiado fino. Además, el diseño debe evitar cualquier fuga de plástico.
Textura de la superficie del producto
La superficie de los productos de plástico puede ser lisa (superficie del molde pulida), grabada con chispa (cavidad del molde procesada por electroerosión de cobre), varias superficies grabadas con patrones (superficies con patrones) y superficies grabadas. Cuando la profundidad de la textura es significativa o hay muchas texturas, aumenta la resistencia al desmoldeo, lo que requiere un aumento correspondiente del ángulo de desmoldeo.
Texto y patrones
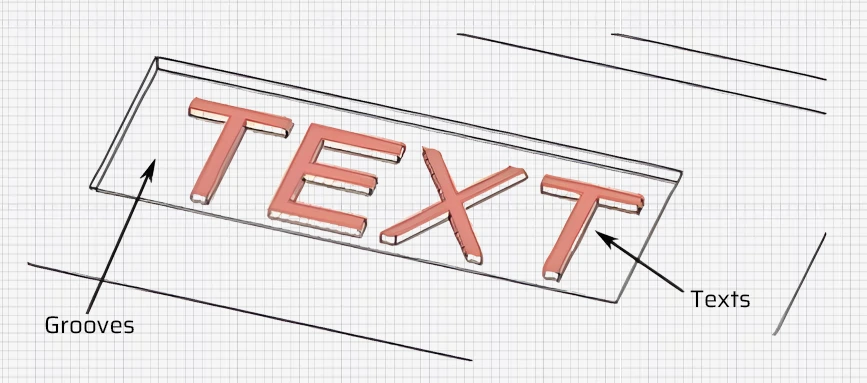
El texto y los patrones en los productos de plástico se presentan en dos formas: superficies elevadas y empotradas. Por lo general, existen dos métodos de procesamiento: los textos y patrones pequeños se obtienen mediante grabado en molde, mientras que los textos y patrones ligeramente más grandes se mecanizan directamente en el molde. El tamaño del texto debe favorecer el moldeado y evitar los ángulos agudos.
1. Lo mejor es utilizar superficies elevadas para el texto y los patrones en los productos de plástico, haciéndolos empotrar en el molde, lo que simplifica el procesado del mismo. Si la estructura requiere que la superficie no tenga ningún elemento elevado, puede crear una zona rebajada donde se sitúe el texto o el patrón hasta una cierta profundidad, y luego elevar el texto o el patrón dentro del rebaje. Esto satisface los requisitos estructurales a la vez que facilita la elaboración del molde.
2. En los productos de plástico, la altura del texto y los motivos en relieve suele oscilar entre 0,15 y 0,30 mm, mientras que la profundidad del texto y los motivos empotrados oscila entre 0,15 y 0,25 mm.
3. Especificaciones del tamaño del texto:
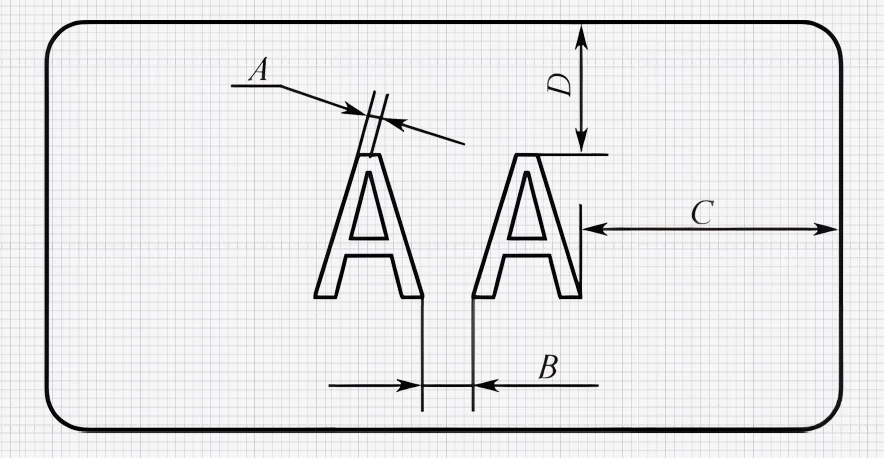
- La dimensión A es la anchura del trazo del texto, se recomienda que no sea inferior a 0,25 mm.
- La dimensión B es el espacio entre dos caracteres, se recomienda que no sea inferior a 0,40 mm.
- Las dimensiones C y D son las distancias de los caracteres al borde, se recomienda que no sean inferiores a 0,60 mm.














