



Diese Präzision war von entscheidender Bedeutung, insbesondere wenn man bedenkt, dass die Zielgruppe Frauen sind, die es vorziehen, sich nicht mit dem Öffnen ihrer Parfümflaschen abzumühen.
Das Spritzgießen ist bei der Massenproduktion von Kunststoffteilen äußerst nützlich. Allerdings weist es häufig Mängel hinsichtlich Effizienz und Stabilität auf, sodass oft spezielle Verfahren wie das Umspritzen erforderlich sind, um diese Mängel zu beheben. Dies liegt an den unterschiedlichen strukturellen und optischen Eigenschaften, Abmessungen sowie Materialunterschieden zwischen den Produkten.
Das Umspritzen von Parfümverschlüssen ist beispielsweise eines der Verfahren zur Herstellung funktionaler und ästhetisch ansprechender Produkte, die frei von Mängeln sind. Das Umspritzen von Parfümverschlüssen ist besonders wichtig, wenn der Verschluss ein komplexes Design aufweist.
Zu den Möglichkeiten, dieses Problem zu beheben, gehören die Anpassung der Formen, die Überarbeitung des Produktdesigns oder die Neuausrichtung der Prozessoptimierung. Jeder dieser Schritte kann kostspielig sein oder zu längeren Vorlaufzeiten führen. First Mold behebt Spritzgussfehler an der Parfümkappe mühelos durch Umspritzen.
Anforderungen des Kunden
Ein traditionsreicher Hersteller von Premium-Parfüms führte ein neues Produkt in sein Sortiment an Luxusmarken ein. Der Kunde wollte den guten Ruf, den er sich durch die Gestaltung faszinierender Parfümflakons und -verschlüsse aufgebaut hatte, weiterführen und legte daher besonderen Wert darauf, einen von Diamanten inspirierten Parfümverschluss mit makelloser Verarbeitung zu entwickeln.
“First Mold hat sich schon immer dadurch ausgezeichnet, dass wir uns über Designkonventionen hinwegsetzen und dank unserer innovativen Ingenieure scheinbar unmögliche Entwürfe zum Leben erwecken”, sagte Bowen Huang, Produktionsleiter bei First Mold, während des Treffens mit dem Kunden.
Der Hersteller wünschte sich eine Form für die Serienfertigung von Parfümverschlüssen, die für Acrylnitril-Butadien-Styrol (ABS) geeignet war. Als Oberflächenbehandlung für die geformten Verschlüsse war eine Galvanisierung vorgesehen.
Herausforderungen
Die Anforderungen an eine hochwertige Ästhetik, komplexe Geometrien und präzise Funktionalität stellten die größte Herausforderung dar, die First Mold bewältigen musste. Im Produktionsprozess muss die Materialschrumpfung berücksichtigt werden, da diese zu Verformungen und Einfallstellen führen kann.
Neben dem vom Hersteller gewünschten komplexen Design des Parfümverschlusses war es dem Hersteller besonders wichtig, dass der Verschluss dicht an der Düse anliegt, um ein versehentliches Versprühen oder Verschütten zu verhindern. Daher wurde die Toleranz auf ±0,025 mm festgelegt.
“In der Parfümindustrie wirkt ein aufwendig gestalteter Parfümverschluss wie ein stiller Verkäufer, der Luxus, Qualität und Markenidentität vermittelt”, erklärte der Vertreter des Herstellers. “Da wir in einem hart umkämpften Markt tätig sind, zieht ein einzigartiges Verschlussdesign die Aufmerksamkeit der Kunden auf sich und regt sie dazu an, das Produkt in die Hand zu nehmen – was der erste Schritt zum Kauf ist.”.
Komplexes Design erfordert aufwendige Werkzeuge
Je komplexer das Design einer Parfümverschlusskappe ist, desto anspruchsvoller ist der Werkzeugbau. Zudem erfordern aufwendigere Designs eine präzise Steuerung der Durchflussraten, um Unterfüllungen oder hohen Druck zu vermeiden, die zu einer Materialverschlechterung führen können.
Eine weitere häufige Herausforderung bei komplexen Konstruktionen, die First Mold durch das Umspritzen von Parfümverschlüssen gelöst hat, waren die Schweißnähte. Schweißnähte oder sichtbare Nahtstellen sind bei Luxusprodukten aus ästhetischer Sicht inakzeptabel. Ihr Vorhandensein mindert die Attraktivität des Produkts für die Zielgruppe.
Michael Wang, technischer Leiter bei First Mold, äußerte sich zu dem komplexen Design wie folgt: “Wir haben unseren Ruf als Anbieter mit der branchenweit schnellsten Lieferzeit von 7 bis 21 Tagen gewahrt. Komplexe Werkzeuge können die Lieferzeit jedoch verlängern.”
Erfüllung höchster ästhetischer Ansprüche
Bei komplexen Formen ist es stets schwierig, eine makellose Oberflächenbeschaffenheit der Parfümverschlüsse zu erzielen. Kleinere Mängel wie Brandspuren, Fließspuren oder Angussspuren können die Optik zunichte machen. Ein großes Problem beim für das Projekt verwendeten Hauptwerkstoff ABS war dessen Empfindlichkeit gegenüber Feuchtigkeit und Temperatur. Übermäßige Hitze kann das Material zersetzen und ihm ein mattes oder verfärbtes Aussehen verleihen.
ABS enthält Gummipartikel, die selbst bei Verwendung polierter Formen zu einer unebenen Oberflächenstruktur führen können. Das Umspritzen von Parfümverschlüssen vereinfacht den Prozess zur Erzielung einer makellosen Oberflächenbeschaffenheit.
Präzision und Funktionalität erreichen
Der Verschluss des Parfüms muss präzise Maße aufweisen, damit er perfekt auf die Flasche passt. Schon eine geringe Abweichung beim Innendurchmesser kann dazu führen, dass der Verschluss locker sitzt und möglicherweise undicht wird. First Mold musste daher ein Gleichgewicht zwischen sicherem Sitz und einfacher Handhabung finden.
Das Design des Parfümverschlusses wies Bereiche mit ungleichmäßiger Wandstärke auf, was aufgrund einer ungleichmäßigen Abkühlung zu einem Schrumpfen des Materials führen kann. Dies kann Schrumpfspuren (Oberflächenvertiefungen) und Verformungen zur Folge haben. Zudem hinterlässt der Anguss oder Einspritzpunkt häufig eine kleine Spur, die verborgen werden muss, um das hochwertige Erscheinungsbild zu bewahren.
Technische und produktionstechnische Hürden überwinden
Viele der beim Spritzgießen von ABS auftretenden Fertigungsfehler hängen mit der Temperatur zusammen. Eine ungleichmäßige Abkühlung des Parfümverschlusses aufgrund unterschiedlicher Wandstärken kann zu Verformungen führen. Daher ist es wichtig, das Kühlsystem zu optimieren, um die Zykluszeiten zu verkürzen und Verformungen zu vermeiden.
Komplexe Designs von Parfümverschlüssen können beim Auswerfen des Teils aus der Form besondere Herausforderungen mit sich bringen. Es muss besonders darauf geachtet werden, dass das gefertigte Teil beim Auswerfen nicht beschädigt wird.

Lösung
Nach Durchsicht der Produktentwürfe und mehreren Besprechungen mit dem Kunden schlug Wang vor, die Parfümverschlüsse im Überformverfahren herzustellen, um eine makellose Oberfläche zu erzielen. Allerdings gibt es noch weitere Herausforderungen, die im Laufe des Produktionsprozesses bewältigt werden müssen.
So musste First Mold beispielsweise CNC-Bearbeitung und manuelle Arbeit kombinieren, um die Form für den Parfümverschluss mit der gewünschten Präzision und Oberflächengüte (Ra 0,2–0,4 μm) herzustellen. Anschließend erfolgte eine Prozessoptimierung der verschiedenen Spritzgussparameter zu Dokumentationszwecken.
Temperaturoptimierung
Um aus ABS einen Parfümverschluss mit glatter Oberfläche herzustellen, muss die Temperatur stets am oberen Ende des zulässigen Temperaturbereichs des Materials gehalten werden, um eine hohe Viskosität ohne Materialverschleiß zu gewährleisten. Eine höhere Viskosität trägt dazu bei, dass das Material die Formoberfläche perfekt nachbildet.
Beispielsweise beträgt die Schmelz- oder Zylindertemperatur beim Spritzgießen von ABS 220oC bis 260oC (428oF bis 500oF). Eine Materialzersetzung tritt in der Regel bei Temperaturen über 260 aufoC. Um eine optimale Oberflächenqualität zu erzielen, sollte ein Wert von etwa 235 angestrebt werden.oC bis 250oC. Die folgende Tabelle enthält die Temperaturoptimierungsrichtlinien von First Mold für das Projekt „Parfümverschluss“.
| Temperaturdaten | Reichweite | Anforderung an eine glatte Oberfläche |
|---|---|---|
| Schmelzen | 220oC bis 260oC | 235oC bis 250oC |
| Schimmelpilz | 50oC bis 80oC | 60oC bis 80oC |
| Trocknen | 80oC bis 90oC | 2–4 Stunden bei Verwendung eines Trockenmittels |
Druckoptimierung
Wang erklärt: “Je perfekter das spritzgegossene Substrat ist, desto weniger Probleme wird man beim Umspritzen von Parfümverschlüssen haben.”.
Der Grund dafür ist, dass das ursprünglich im Spritzgussverfahren hergestellte Teil als Grundlage für den Überformungsprozess dient. Ist das Substrat von hoher Qualität, werden dadurch Fehler im Überformungsschritt reduziert.
Daher ist die Druckoptimierung ein weiterer notwendiger Schritt, um einen nahezu perfekten, im Spritzgussverfahren hergestellten Parfümverschluss zu erzielen. In der Regel liegt der Spritzdruck für eine glatte Oberfläche bei ABS im Bereich von 50–100 MPa (500–1000 bar). Zudem sollte die Nachdruckphase 50% bis 70% (etwa 30–50 MPa) des Einspritzdrucks betragen. Die Einspritzgeschwindigkeit wurde für eine ordnungsgemäße Formfüllung auf einem mittleren bis hohen Niveau gehalten.
Umspritzung von Parfümverschlüssen zur Beseitigung von Oberflächenfehlern
Wie Kyle Young Lee, Leiter der Konstruktionsabteilung bei First Mold, erläutert, handelt es sich beim Überformen um ein Verfahren, bei dem eine neue Materialschicht auf die Oberfläche des Grundmaterials aufgespritzt wird.
Die Lösung von Problemen mit Oberflächenfehlern an Parfümverschlüssen durch Formänderungen und Parameteranpassungen ist zeitaufwendig und mit einem hohen Aufwand verbunden. Zudem sind kostspielige und mit Unsicherheiten behaftete Nachprüfungen sowie die Umstellung auf die Serienproduktion erforderlich.
Sobald der Basis-Parfümverschluss fertiggestellt ist, wird er in eine neue Maschine eingesetzt, die speziell für das Umspritzen von Parfümverschlüssen entwickelt wurde. Diese neue Maschine trägt eine weitere Materialschicht auf die Basisprototypen auf. Das Ergebnis ist ein strukturell vollständiger, glatter und makelloser Verschluss.
The process eliminated all surface flaws without compromising quality and the sophisticated black color required by the manufacturer. The color was strikingly different from the natural color typically used in electroplated products.
What the Perfume Cap Manufacturer Gained With First Mold’s Solution
The most obvious benefit the manufacturer gained by working with First Mold was the ability to bring their designs to life without any modifications.
Beyond the surface gains, the perfume cap manufacturer also cut lead time, improved efficiency, and cut production costs by relying on First Mold’s perfume cap overmolding technique.
Verbesserung der Produktionseffizienz
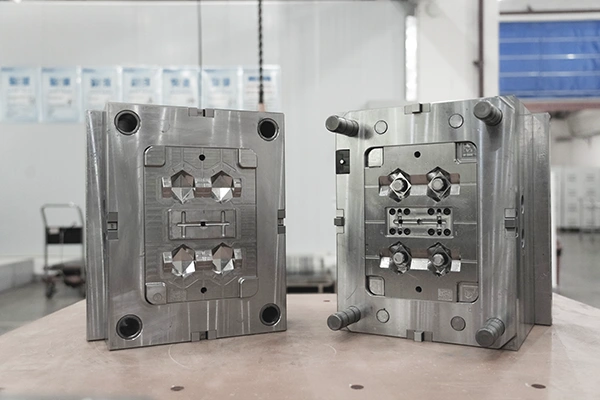
First Mold engineers designed a tool with a 1×4 layout, allowing the production of four perfume caps in a single cycle. This layout helped the manufacturer to achieve an impressive production cycle of 1,000 units daily.
FAQ
Das Überformen von Parfümverschlüssen ist eine der Techniken, mit denen sich makellose Parfümverschlüsse mit komplexen Designs herstellen lassen. Im Spritzgussverfahren wird zunächst ein kleinerer Rohling mit identischen Abmessungen wie das Endprodukt gefertigt. Dieser wird anschließend einer weiteren Maschine zugeführt, wo eine neue Materialschicht darüber geformt wird.
Hohe Anfangsinvestitionen in Stahlwerkzeuge, lange Vorlaufzeiten, die Umsetzung komplexer Konstruktionen, Präzisions- und Qualitätskontrollen sowie die Notwendigkeit, ein Gleichgewicht zwischen Leistung und Dichtungsfähigkeit herzustellen, sind einige der größten Herausforderungen, die Hersteller von Parfümverschlüssen bewältigen müssen.
