



특히 타깃 사용자가 향수병을 여는 데 어려움을 겪지 않으려는 여성이라는 점을 고려할 때 이러한 정밀성은 매우 중요했습니다.
Injection molding is extremely useful in the mass production of plastic parts. However, it often falls short in efficiency and stability, often requiring special processes like overmolding to fix the blemish. This is because of the varying structural, appearance, dimensions, and material differences between products.
Perfume cap overmolding, for example, is one of the processes to create functional and aesthetically attractive products that are free from defects. Overmolding of perfume cap is particularly important when the cap features a complex design.
Some of the ways of fixing this problem include modifying molds, adjusting product design, or rethinking process optimization. Either of these processes can be expensive or result in longer lead times. First Mold easily fixes injection molding blemishes on the perfume cap with overmolding.
고객 요구 사항
A long-time premium perfume brand manufacturer was rolling out a new product into their lineup of luxury brands. Eager to continue the reputation they had built in creating captivating perfume bottles and caps, the client was particularly concerned about creating a diamond-inspired perfume cap with a flawless finish.
“First Mold has always stood out for defying design conventions and bringing impossible designs to life, thanks to our innovative engineers,” First Mold Production Manager Bowen Huang said during the meeting with the client.
The manufacturer wanted a production perfume cap mold that could work with Acrylonitrile Butadiene Styrene (ABS). The intended surface treatment for the molded caps was electroplating.
도전 과제
The need for high-end aesthetics, intricate geometries, and precise functionality was the key challenge that First Mold had to overcome. The production process has to manage material shrinkage, which can lead to warping and sink marks.
In addition to the complex design of the perfume cap requested by the manufacturer, they were particularly concerned about making sure that the cap sealed snuggly around the nozzle to prevent accidental spray or spill. Therefore, they maintained the tolerance at ±0.025mm.
“In the perfume industry, a complex perfume cap design acts as a silent seller that signals luxury, quality, and brand identity,” the manufacturer’s representative said. “Since we are operating in a highly competitive market, a unique cap design catches the customer’s attention and invites them to pick it up, which is the first step towards purchase”.
Complex Design Requires Intricate Tooling
The more complex a perfume cap design is, the more demanding the tooling process would be. Also, more intricate designs will require precise control over flow rates to avoid short shots or high pressure that can lead to material degradation.
Another common challenge with complex design that First Mold fixed with perfume cap overmolding was the weld lines. Weld lines or visible seams are aesthetically unacceptable for luxury products. Their presence diminishes the appeal of the product to the target market.
Reacting to the complex design, First Mold Technical Director Michael Wang said, “We have maintained the reputation of offering the fastest lead time in the industry of 7 to 21 days. However, complex tooling can lengthen the lead time.”
Meeting High-End Aesthetic Standards
Achieving a flawless perfume cap surface finish is always difficult with complex shapes. Minor issues like burn marks, flow lines, or gate marks can ruin the appeal. One major problem with the primary material for the project, ABS, was its sensitive to moisture and temperature. Excessive heat can degrade the material, giving it a dull or discolored appearance.
ABS contains rubber particles that can create rough surface topography, even when using polished molds. Perfume cap overmolding simplifies the process of achieving a flawless surface finish.
Achieving Precision and Functionality
The perfume cap must have precise dimensions to fit the bottle perfectly. A small deviation in the inner diameter can lead to a loose cap and a possible leak. First Mold had to find a balance between secure fitting and ease of use.
The perfume cap design included sections with non-uniform thickness, which can cause the materials to shrink due to uneven cooling. This can lead to shrink marks (surface depressions) and warping. Also, the gate or injection point tends to leave a small mark that must be hidden to maintain the premium look.
Overcoming Technical and Production Hurdles
Many of the manufacturing defects encountered with the injection molding of ABS are related to temperature. Uneven cooling of the perfume cap due to varying thickness can lead to deformation. Therefore, it is important to optimize the cooling system to lower the cycle times and prevent warpage.
Complex perfume cap designs can present unique challenges with the ejection of the part from the mold. Extra care must be taken to avoid causing damage to the manufactured part during ejection.

솔루션
After reviewing the product blueprint and holding several meetings with the client, Wang suggested perfume cap overmolding to achieve a flawless suface. However, there are other challenges that need to be tackled throughout the production process.
For example, First Mold had to combine CNC machining and manual labor to create the perfume cap mold with the desired precision and surface polish (Ra 0.2–0.4μm). This was followed by process optimization of the different injection parameters for documentation.
Temperature optimization
To create a perfume cap with a smooth surface using ABS, it is always necessary to keep the temperature at the higher end of the accepted material spectrum to ensure high viscosity without material degradation. Higher viscosity helps the material to perfectly replicate the mold surface.
For example, the melt or barrel temperature for molding ABS is 220oC to 260oC (428oF to 500oF). Material degradation will usually occur above 260oC. For the best surface finish, the aim should be around 235oC to 250oC. The table below shows First Mold’s temperature optimization guide for the perfume cap project.
| Feature Temperatures | Range | Smooth Surface Requirement |
|---|---|---|
| Melt | 220oC to 260oC | 235oC to 250oC |
| 곰팡이 | 50oC to 80oC | 60oC to 80oC |
| Drying | 80oC to 90oC | 2—4 hours using a desiccant |
Pressure optimization
According to Wang, “The more perfect injection molded substrate you produce, the fewer troubles you will have with perfume cap overmolding”.
The reason is that the initial injection-molded part serves as the foundation for the overmolding process. If the substrate is high-quality, it reduces defects in the overmolding step.
Therefore, pressure optimization is another necessary step required to create a near-perfect injection-molded perfume cap. Typically, the injection pressure for a smooth surface with ABS ranges from 50—100 MPa (500—1000 bar). Also, the holding temperature should be 50% to 70% (around 30—50 MPa) of the injection pressure. The injection speed was kept at medium-to-high for proper mold filling.
Perfume Cap Overmolding to Eliminate Surface Flaws
As explained by First Mold Director of Engineering, Kyle Young Lee, overmolding is a process where a new layer of material is injected on the surface of the base material.
Reliance on mold modifications and parameter adjustments to solve surface defect challenges with the perfume cap is time-consuming and requires more effort. Also, it requires costly and uncertain retesting and transitioning to production.
Once the base perfume cap is created, it is inserted into a new machine designed for the perfume cap overmolding. This new machine adds another layer of material over the base prototypes. The outcome is a structurally complete, smooth, and flawless cap.
The process eliminated all surface flaws without compromising quality and the sophisticated black color required by the manufacturer. The color was strikingly different from the natural color typically used in electroplated products.
What the Perfume Cap Manufacturer Gained With First Mold’s Solution
The most obvious benefit the manufacturer gained by working with First Mold was the ability to bring their designs to life without any modifications.
Beyond the surface gains, the perfume cap manufacturer also cut lead time, improved efficiency, and cut production costs by relying on First Mold’s perfume cap overmolding technique.
생산 효율성 향상
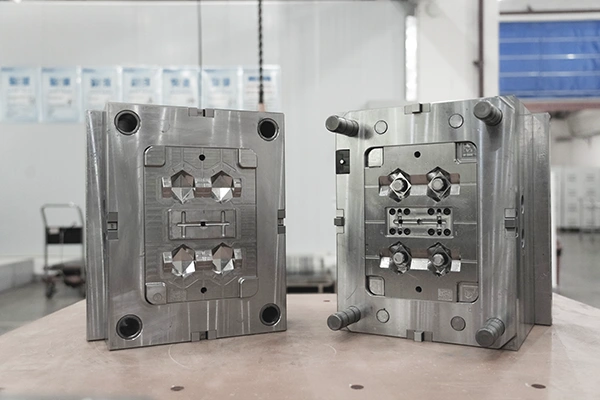
First Mold engineers designed a tool with a 1×4 layout, allowing the production of four perfume caps in a single cycle. This layout helped the manufacturer to achieve an impressive production cycle of 1,000 units daily.
자주 묻는 질문
Perfume cap overmolding is one of the techniques that can be used to produce flawless perfume caps with complex designs. Injection molding is used to produce a smaller base with identical structural dimensions as the finished product. It is then fed to a new machine where a new layer of material is molded over it.
High initial investment in steel tooling, long lead time, managing complex designs, precision and quality control, and the need to balance performance and fit for sealing are some of the major challenges that perfume cap manufacturers must overcome.
