
在 注塑工艺, 我们经常会遇到三个与压力有关的参数:注入压力、保持压力和背压。我们在“ "一文中详细介绍了喷射压力。“注塑压力和注塑速度“.今天,我们将重点了解持压。.
什么是保持压力和保持时间?
我们都知道,压力是用来克服流动阻力和体现速度的。一般来说,注塑压力包括压力和速度,而保压压力只涉及压力,不涉及速度。注塑压力是指将熔融材料注入模腔至其体积的 95% 时所使用的压力和速度,之后转为保压压力。注塑压力通常从高压慢速过渡到高压快速,然后再过渡到低压慢速,最后切换到保压压力。.
在熔融材料填满模腔后施加保持压力,以防止由于以下原因造成的空洞 凝固收缩 或浇口位置的弱点,从而确保足够的零件强度。在切换到材料储存之前,它通常从高压低速(时间由产品厚度决定)过渡到低压慢速。.
保压是指螺杆在注塑后不会立即缩回,而是继续对前端的熔融材料施加压力。在保压阶段,模腔中的塑料会因冷却而收缩,如果浇口没有冻结,螺杆就会在保压压力下缓慢前进,使更多塑料注入模腔以补偿收缩。一般来说,保压压力小于注塑压力。.
保持时间是确保产品浇口完全冻结、防止回流的持续时间。如果时间太短,可能会在浇口附近形成收缩凹痕。如果时间过长,则可能导致内应力过大和浇口突出。可以使用重量测量法来确定浇口是否冻结。.
过渡点
这里的一个关键概念是过渡点。一般来说,过渡点是指产品在零保持压力下进行 95% 填充,从注塑转换到保持。对于薄壁产品,通常是 98% 填充。对于不平衡流道,一般为 70%-80%,视具体情况而定。建议采用慢-快-慢的多级注塑速度。.
保压压力和保压时间对注塑成型零件的影响
保持压力的影响:
- 太低: 结果 短枪, 沉痕, 焊缝, 等。保压压力不足会导致塑料熔体在模腔中压缩不充分,从而导致密度降低,冷却时收缩率增大,使最终体积小于模腔体积。.
- 太高了: 导致翘曲、飞边和严重的模具膨胀。过多的塑料熔体压入模腔,而冷却收缩补偿不足,导致残余应力。在精密零件和需要电镀的零件中,应避免出现这种情况。.
最佳保持压力是避免 短枪 和 沉降痕 同时消除残余应力。换句话说,压入模腔的塑料会形成很高的模腔压力,这种压力在完全冷却后就会消失。.
停留时间的影响:
- 太长了 影响周期时间。.
- 太短了: 导致重量不足、内部空隙和尺寸变小。.
注:保温压力会影响保温时间。保持压力越高,保持时间越长。.
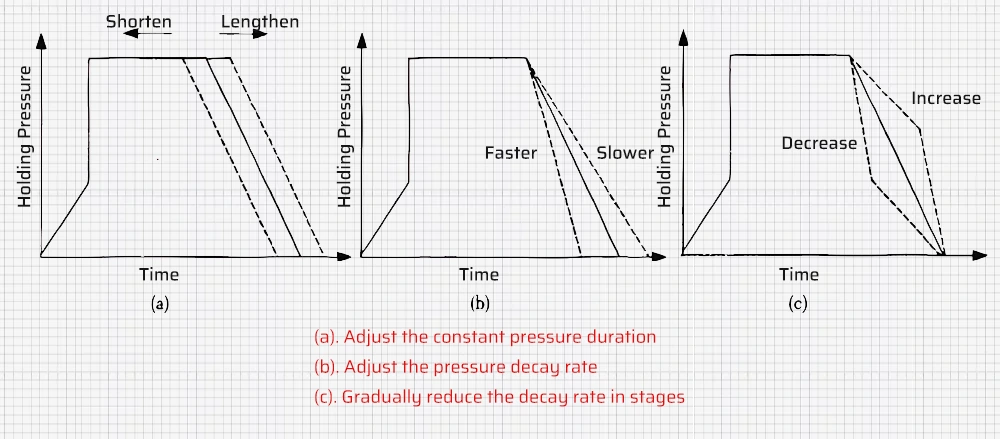
设置保持压力和保持时间
保持压力通常在最小和最大保持压力之间设定,一般从低到高。.
- 最小保持压力: 基于精确的过渡点,它能提供足够的保持压力,以避免填充不足。.
- 最大保持压力: 根据精确的过渡点,它可以在闪蒸发生之前提供保持压力。该范围表示产品的安全加工窗口。.
一般来说
- PA 保持压力 = 注入压力的 50%
- POM 保持压力 = 注射压力的 80%(尺寸精度高时可达到 100%)。
- PP/PE 保持压力 = 注射压力的 30-50%
设置保留时间的经典步骤:
- 将熔化温度设定在制造商建议值的中间范围。.
- 将填充注入速度、过渡点和冷却时间设置为安全值。.
- 设置保压压力(参见上述步骤)。.
- 设置不同的保温时间,注意在保持相同周期的情况下,增加保温时间可减少冷却时间。在不同保温条件下称量零件重量,将数据输入 Excel 表,并绘制重量-保温压力曲线。.
- 确定零件重量变化不大的时间范围。在此范围之前的时间就是浇口密封时间。通常情况下,设定的保持时间比浇口密封时间长 0.5-2 秒。.














