

Ao introduzir ângulos de inclinaçãoNo meu artigo, mencionei que, para retirar uma peça moldada por injeção do molde, temos de conceber um ângulo de inclinação. No entanto, o pré-requisito é que a linha de separação deve ser determinada primeiro. É semelhante à necessidade de cortar uma melancia em pelo menos duas metades para comer a carne que está lá dentro.
Na conceção de um produto, os pormenores determinam o sucesso ou o fracasso, e a conceção da linha de separação é um dos pormenores cruciais.
Uma linha de corte cuidadosamente concebida pode não só aumentar o valor estético do produto, mas também, em certa medida, determinar o tempo de vida útil do produto e o custo de produção.

O significado de uma frase de despedida
A separação refere-se à divisão do núcleo do molde da peça moldada em vários módulos. A superfície de contacto entre estes módulos é designada por linha de partição, também conhecida como superfície de partição. Num sentido restrito, a linha de partição refere-se à superfície de partição no maior contorno da peça plástica, que separa a cavidade e o núcleo ou os moldes da frente e de trás. Num sentido lato, a linha de partição também inclui as linhas de partição locais da peça plástica (como as linhas de partição dos orifícios) e as linhas de partição de todos os módulos envolvidos na moldagem (como os cursores, elevadores angulares, inserções, pinos ejectores, etc.).
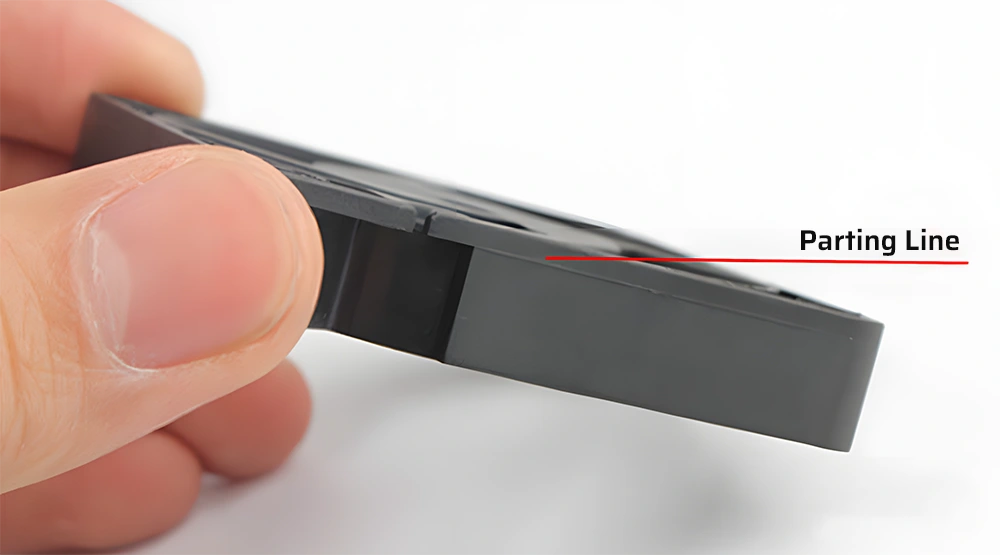
O limite onde a linha de separação intersecta a superfície da peça de plástico é designado por linha de separação (PL). Uma vez que é impossível conseguir um contacto completamente sem folgas entre os módulos de formação, esta folga é transferida para a peça de plástico após a moldagem, formando uma marca residual semelhante a um flash. Uma vez que se assemelha a uma linha, é chamada de linha de separação, também conhecida como linha de molde.
A espessura da linha de separação afecta o aspeto e a função da peça de plástico, pelo que se deve prestar especial atenção a este aspeto durante a conceção estrutural.
Tipos de linhas de separação
Geralmente referimo-nos à linha de corte no maior contorno da peça plástica como a linha de corte principal, enquanto as outras são linhas de corte auxiliares.
Linha de corte vertical
Este é um tipo comum e simples, que é um plano perpendicular à direção de abertura do molde.
Linha de separação escalonada:
De acordo com a situação específica de algumas peças de plástico, transformamos a linha de separação numa forma escalonada.
Para linhas de corte escalonadas, uma vez que um lado da cavidade suporta uma força maior, é gerada uma força excêntrica de injeção em ambos os lados da cavidade, causando um deslizamento relativo entre o núcleo e a cavidade. A direção de deslizamento é mostrada abaixo. Portanto, primeiro, escolha a linha de corte no degrau raso.
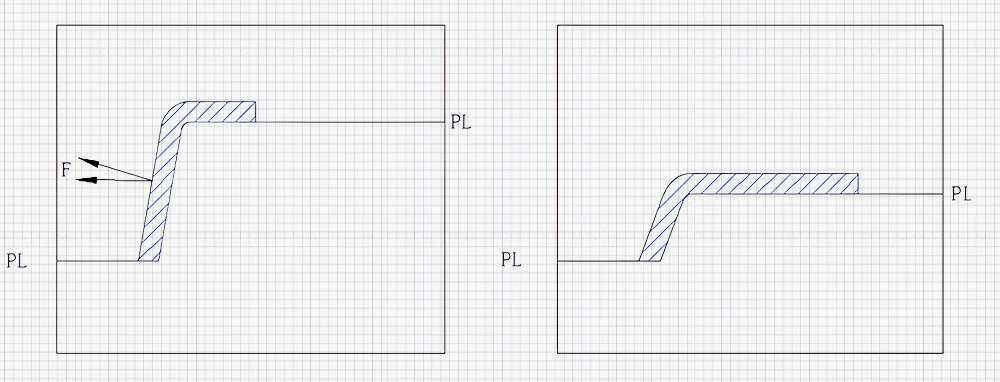
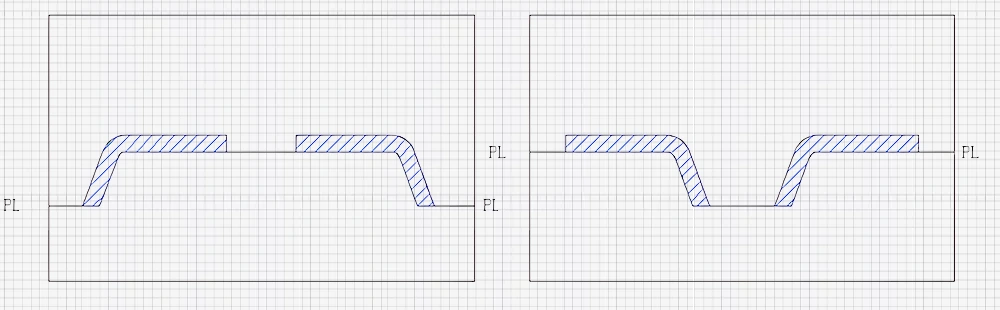
Dispor duas cavidades simetricamente para equilibrar a força de injeção em ambos os lados do molde, tornando a estrutura do molde compacta.
Se a diferença de passo da linha de separação escalonada for demasiado grande, considere a possibilidade de conceber paragens e localmente fazendo uma linha de separação escalonada.
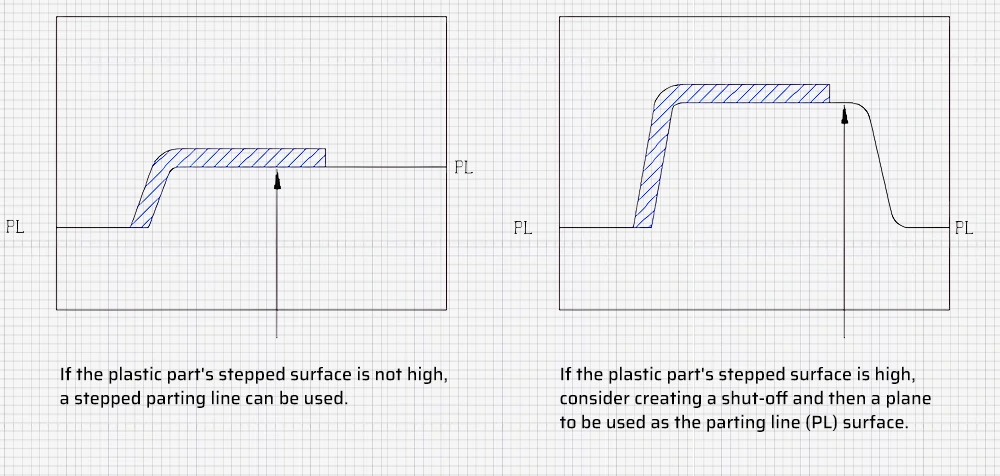
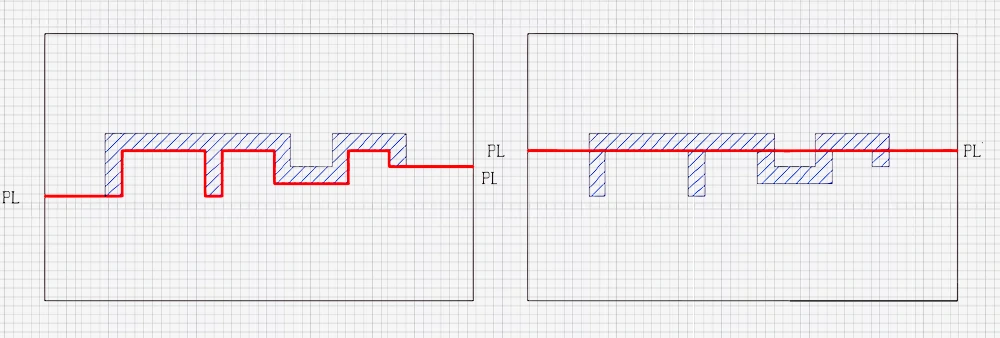
Algumas peças têm muitas superfícies escalonadas. Se desenharmos a linha de separação para seguir a forma escalonada, torna-se complicado. Para simplificar a linha de partição, considere transformá-la num plano, mas isto resulta numa linha de molde na superfície da peça. Por conseguinte, este método é utilizado principalmente para peças internas.
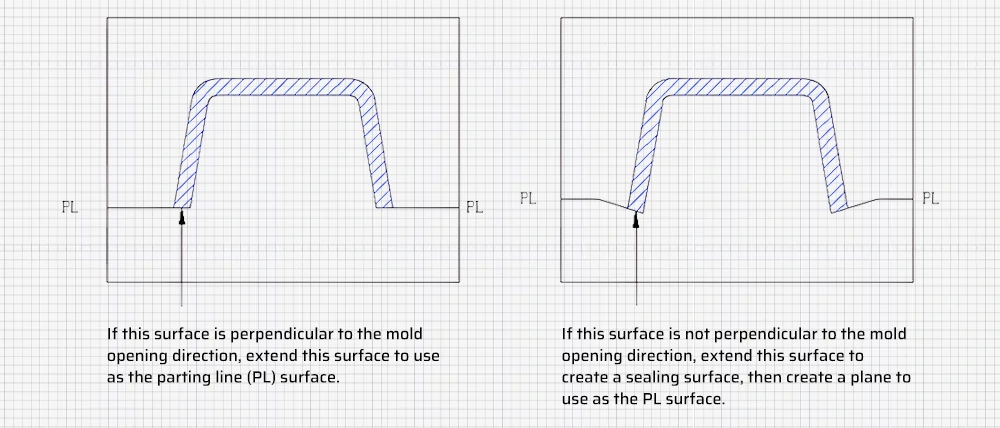
Linha de corte biselado
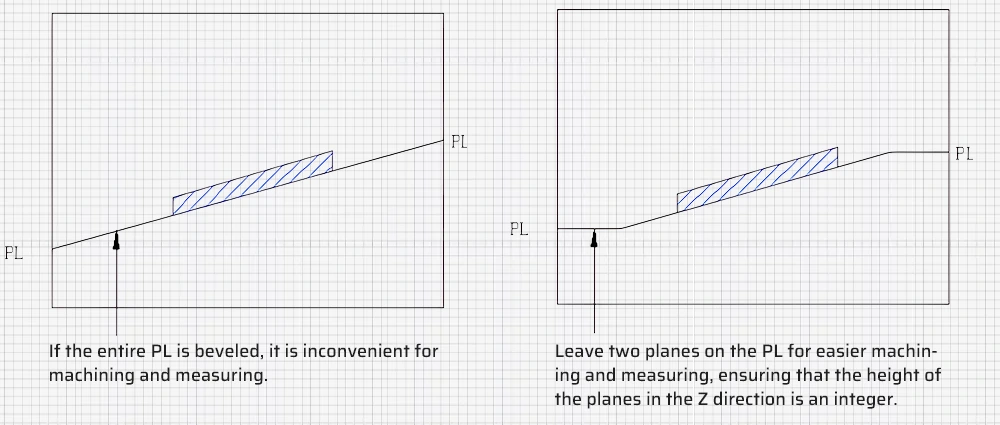
A linha de separação da peça moldada é biselada. Primeiro, faça uma vedação ao longo da superfície biselada para facilitar o polimento do molde e, em seguida, nivele-a para facilitar o processamento e o posicionamento.
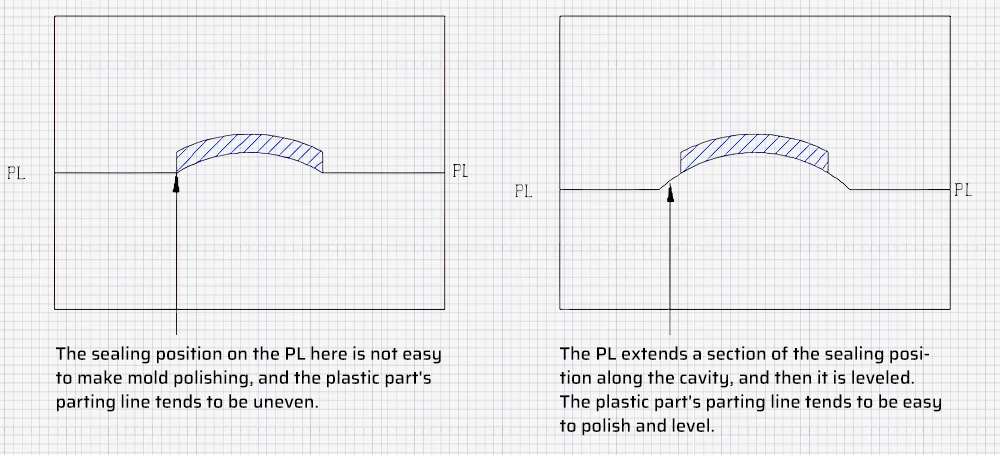
Linha de separação curva
À semelhança da linha de separação biselada, comece por fazer uma vedação e depois nivele-a.
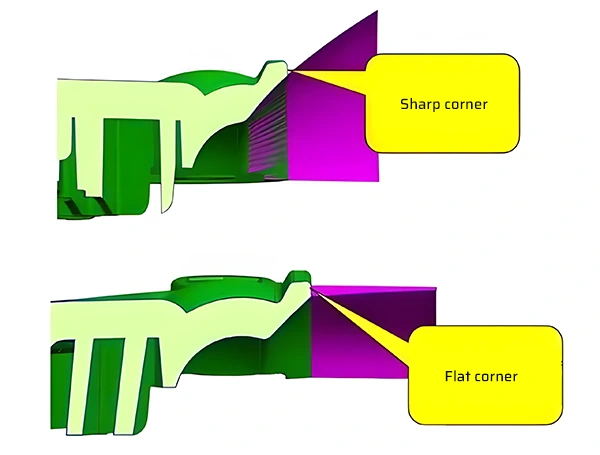
No entanto, nem todas as linhas de corte devem estender-se ao longo da curva. Por exemplo, a peça mostrada abaixo, se estendida, formaria um canto agudo. Neste caso, a cavidade é afiada como uma faca de aço, e a linha de corte pode ser diretamente prolongada.
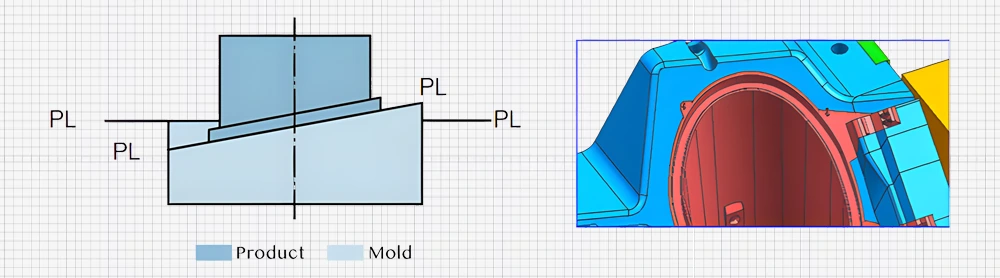
Linha de separação abrangente
Este tipo combina linhas de corte verticais e curvas ou linhas de corte biseladas e curvas para formar uma linha de corte abrangente.
Para linhas de separação abrangentes, devemos prestar especial atenção ao alisamento da superfície de vedação nos cantos das duas linhas de separação para evitar a formação de pontos afiados. Escolha uma superfície de vedação que aumente a resistência do molde e evite o aparecimento de rebarbas na peça de plástico. O alisamento também reduz o aparecimento de degraus e cantos afiados, melhorando a processabilidade da linha de partição e permitindo uma Maquinação CNC em vez de Maquinação por EDM.
Princípios de conceção das linhas de partição
1. A seleção da linha de separação deve satisfazer os requisitos de desmoldagem:
A linha de partição principal deve estar no maior contorno da projeção da peça na direção da desmoldagem. Isto simplifica a estrutura do molde. Caso contrário, complica a estrutura do molde, exigindo mecanismos adicionais, como os cursores.
2. A seleção da linha de separação deve facilitar uma desmoldagem suave
Uma vez que o sistema de ejeção da máquina de moldagem por injeção se encontra no lado do núcleo, a linha de separação deve, idealmente, deixar a peça no lado do núcleo após a abertura do molde. Isto ajuda o mecanismo de ejeção no lado do núcleo. A colocação de um mecanismo ejetor no lado da cavidade complica a estrutura do molde.
3. A seleção da linha de corte deve assegurar a precisão dimensional e a qualidade da superfície:
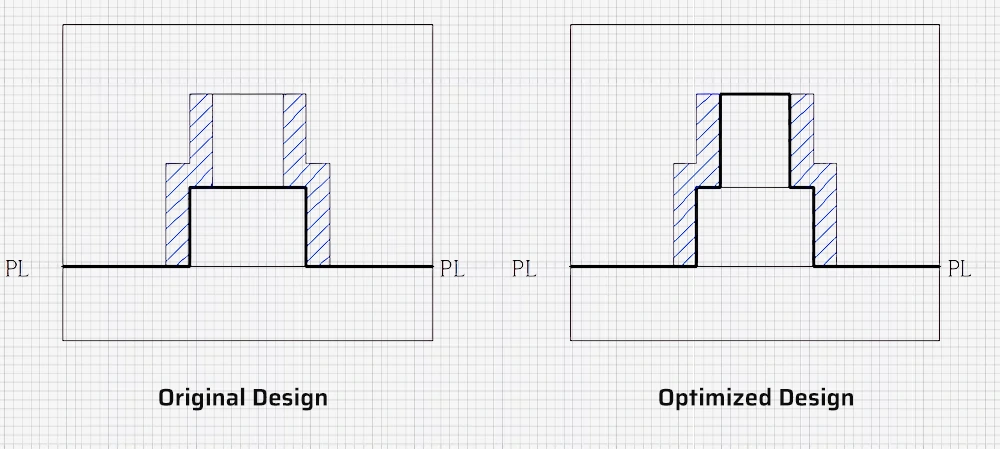
1. Para peças com requisitos de coaxialidade elevados, coloque as peças com requisitos de coaxialidade no mesmo lado do molde ao selecionar a linha de partição.
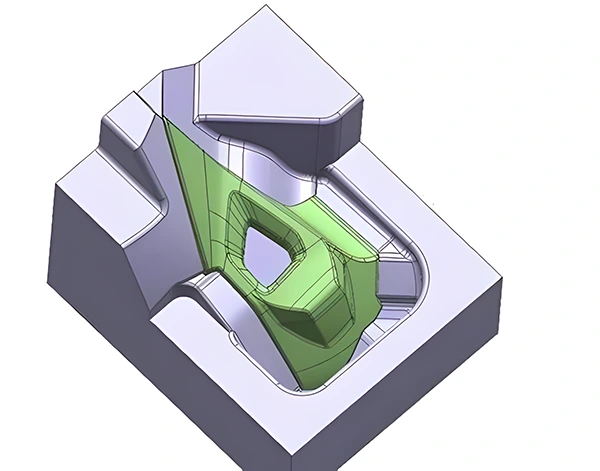
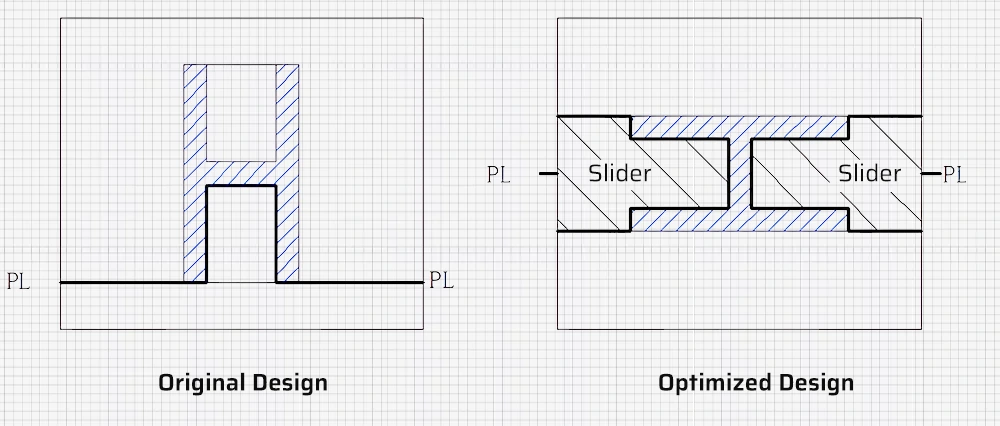
Por exemplo, o furo escalonado no meio da imagem abaixo requer alta coaxialidade. No projeto original, o furo escalonado é formado por dois núcleos do núcleo e da cavidade. É difícil garantir a precisão coaxial destes núcleos após a montagem do molde. No design optimizado, o furo escalonado é formado por um único núcleo, garantindo a precisão da maquinação.
Da mesma forma, para peças com requisitos de coaxialidade para o círculo externo, coloque as peças com requisitos de coaxialidade no mesmo lado do molde.
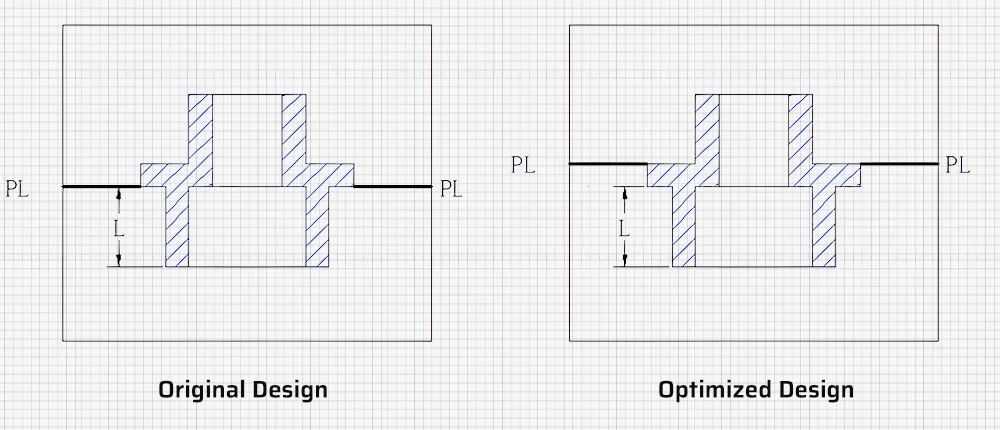
2. A precisão dimensional das dimensões relacionadas com a linha de partição na direção de fecho do molde é afetada pela tendência da linha de partição para se expandir durante a injeção. No projeto original, o tamanho L é difícil de assegurar. No desenho optimizado, o tamanho não está relacionado com a linha de partição, tornando a precisão fácil de assegurar.
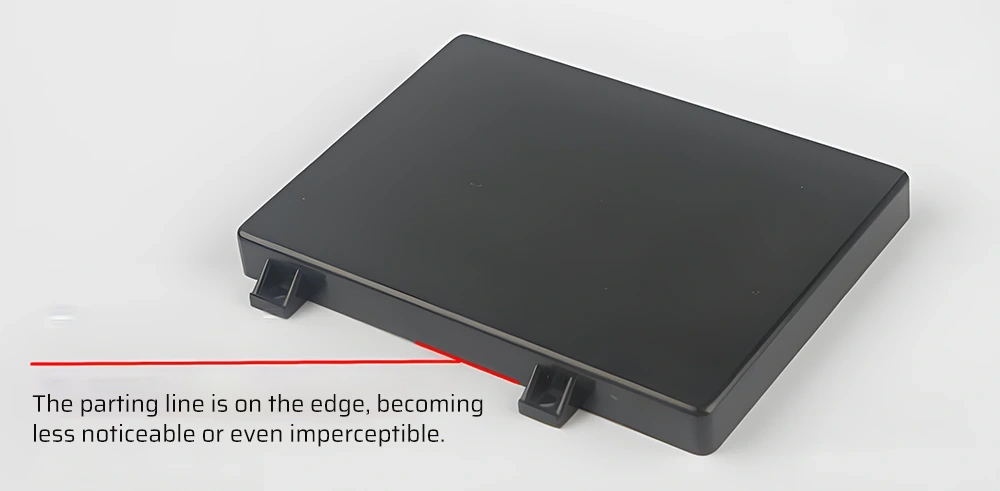
3. Para peças que exigem qualidade de superfície, considere o impacto da linha de corte na aparência ao selecionar a linha de corte.
4. A seleção da linha de corte deve facilitar o processamento do molde
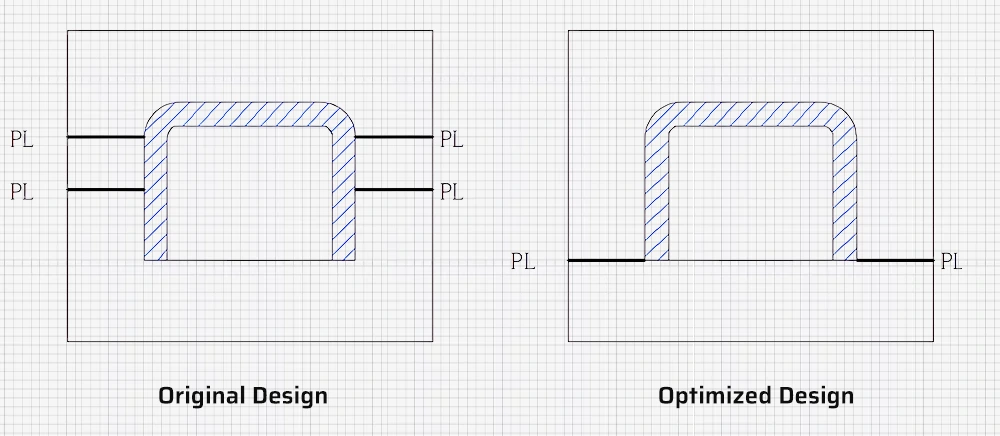
No projeto do molde, quanto mais simples for a linha de separação, mais fácil será o processamento e mais garantida será a precisão do processamento. No design original, a linha de partição encontra-se num pequeno filete, dificultando o processamento e a subsequente poupança do molde. O design optimizado remove o filete da linha de separação.
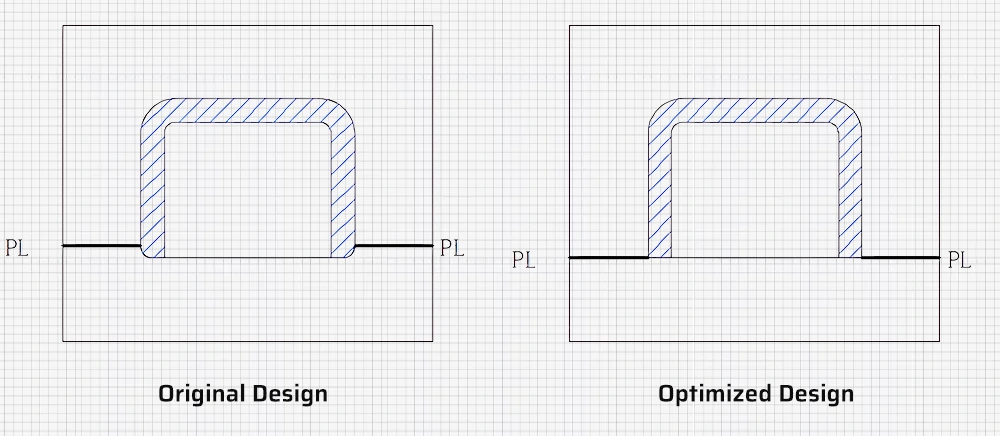
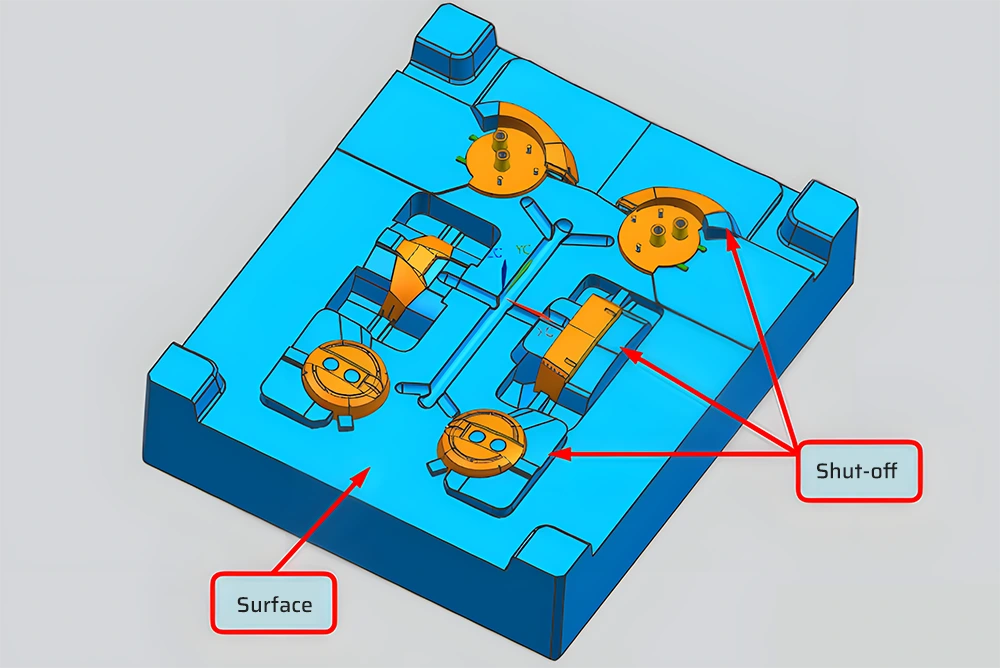
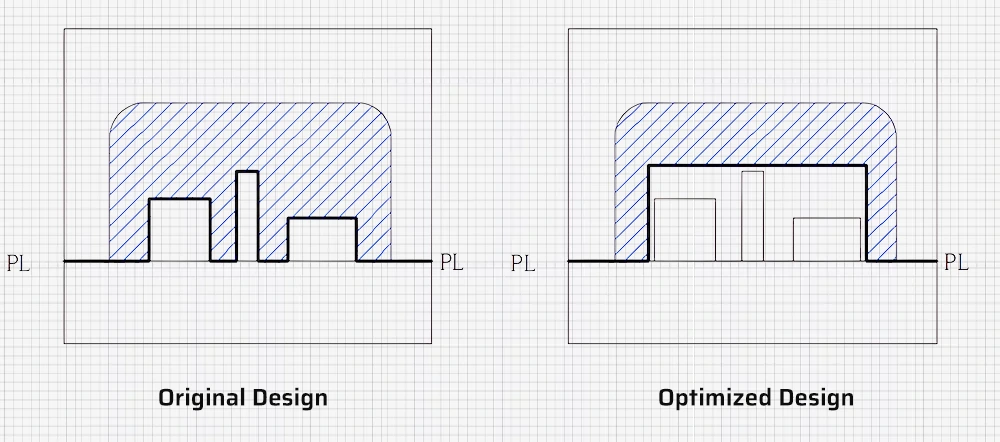
No caso de vários fechos no mesmo lado, considere a possibilidade de os combinar num grande fecho para simplificar a estrutura da linha de separação e facilitar o processamento.
5. A seleção da linha de separação deve facilitar a ventilação
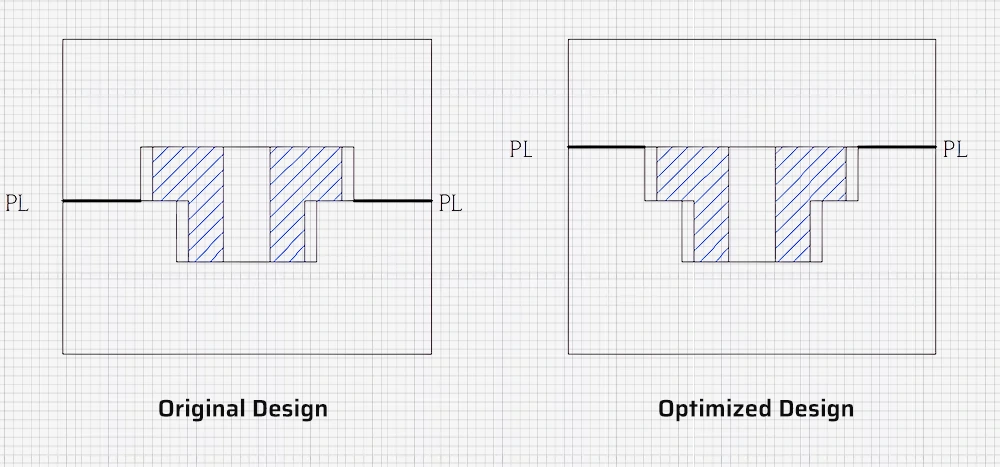
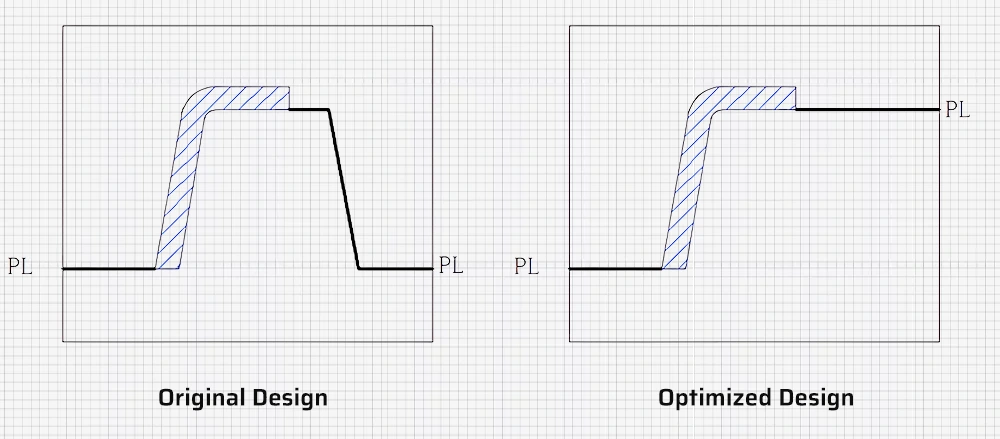
Para garantir uma boa ventilação da cavidade, coloque a linha de separação no final da direção do fluxo de plástico fundido, tanto quanto possível. No projeto original, a massa plástica derretida preenche a cavidade e sela a linha de separação, dificultando a ventilação do gás na extremidade profunda da cavidade. O design optimizado da linha de separação no final do fluxo da massa fundida cria boas condições de ventilação.
6. A seleção da linha de corte deve ter em conta a dimensão do molde
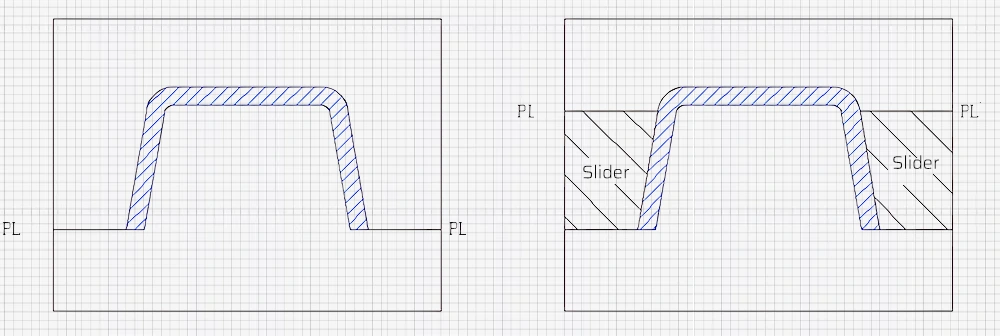
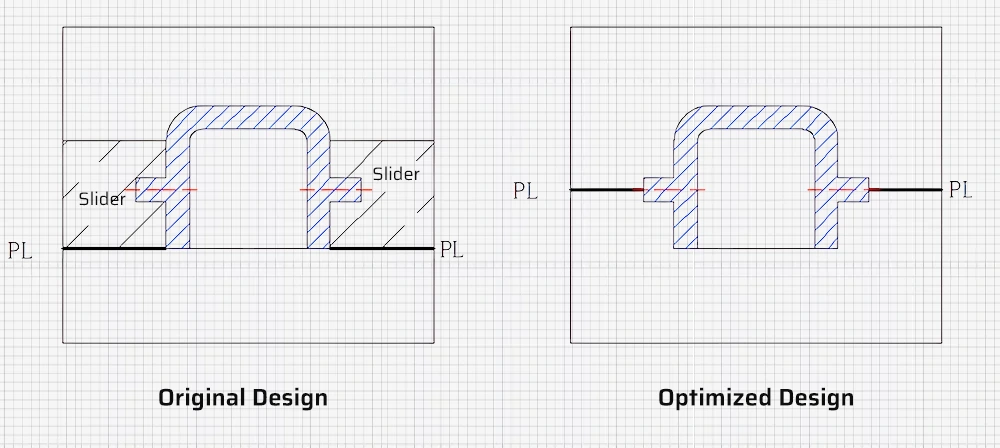
A seleção da linha de partição afecta o tamanho do molde. Na conceção original, a altura do molde é mais elevada, com uma cavidade e um núcleo mais profundos, exigindo um tempo de processamento mais longo e, possivelmente, a necessidade de uma máquina de injeção maior para peças pequenas. O design optimizado reduz a altura do molde, com uma cavidade e um núcleo menos profundos, facilitando o processamento e reduzindo o impacto da desmoldagem no tamanho da peça. A desvantagem é que algumas peças podem necessitar de um deslizador, aumentando a largura e o comprimento do molde.
7. A seleção da linha de partição deve simplificar a estrutura do molde:
Evitar mecanismos de puxar o núcleo (deslizante) para estruturas laterais com requisitos de baixa precisão para simplificar a estrutura do molde, reduzir o tamanho do molde e diminuir os custos do molde.
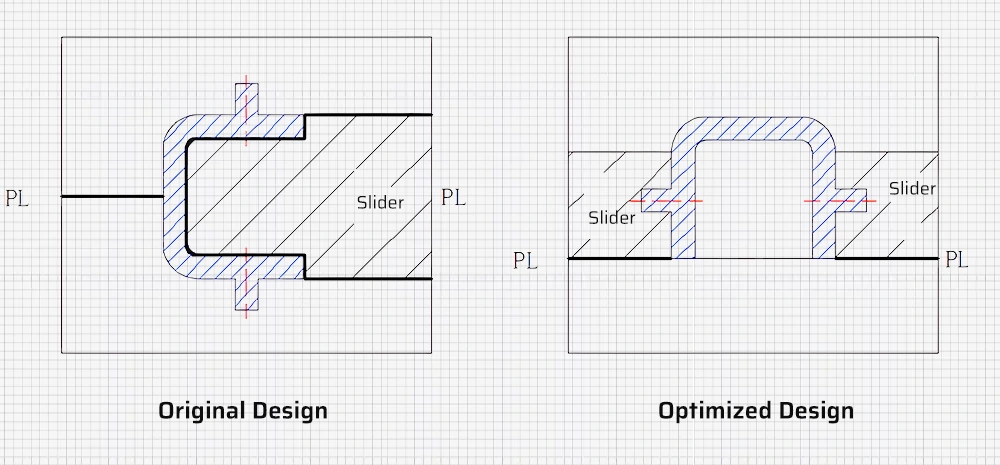
Se os mecanismos de tração do núcleo (deslizante) forem inevitáveis, escolha a distância mais curta de tração do núcleo para reduzir o tamanho do molde. Assegurar que o núcleo grande está na direção da abertura do molde devido à elevada força de fixação. Colocá-lo no mecanismo lateral é desfavorável para a desmoldagem.
Resumo
Embora a seleção e o design da linha de partição ocorram principalmente na fase de design do molde, os engenheiros estruturais devem considerar a direção geral durante a fase de design estrutural, especialmente para peças com linhas de partição facilmente determinadas. Se o impacto da linha de partição na estrutura (precisão dimensional, folga de encaixe, qualidade de aparência, etc.) for considerado durante o projeto estrutural, as modificações frequentes após DFM e ensaios de moldes pode ser evitado.
Outros factores podem também afetar a seleção da linha de corte, e cada esquema de linha de corte tem prós e contras. Escolha a linha de corte com base nos requisitos reais da peça para satisfazer as necessidades actuais da peça.














