
Muitos fabricantes de maquinagem CNC têm-se esforçado por controlar o mais possível o custo da maquinagem CNC. Muitos clientes também notaram que as cotações para o mesmo produto podem variar muito entre os diferentes fabricantes. Qual é a principal razão para este facto? Deixando de lado factores como a escala da fábrica, a localização e outros elementos, os custos da maquinagem CNC podem ser influenciados por muitos factores.
Se é uma empresa de conceção de produtos ou um cliente que pretende subcontratar uma fábrica, pode estimar o preço da sua peça de trabalho através dos seguintes passos:
- Em primeiro lugar, pode pedir à fábrica que forneça um esquema preliminar do processo para peças-chave ou complexas, detalhando cada processo e o tempo necessário para cada processo.
- Com base no custo por hora do equipamento necessário para cada processo, pode calcular o custo de maquinagem. Pode também informar-se sobre os custos específicos do equipamento junto do fornecedor.
- Depois, adicionando os custos de embalagem e transporte, taxas de gestão, ferramentas e lucro, obtém-se o preço proporcionalmente. Naturalmente, o preço também será significativamente influenciado pelo volume de compras anual e pela complexidade da peça. A diferença de preço da usinagem CNC entre uma peça única e a produção em lote pode ser bastante grande, o que é fácil de entender.
Analisemos agora a composição específica dos custos de maquinagem.
3 Principais factores que afectam os custos da maquinagem CNC
Devido à grande flexibilidade do processamento mecânico, uma peça pode ter muitas disposições de processo, pelo que os custos podem variar. Por vezes, os fornecedores podem apresentar um preço elevado ao sugerir um processo complexo, mas depois utilizam um processo mais simples para a produção efectiva. Por conseguinte, a compreensão dos desenhos e o conhecimento do processamento das peças por parte do comprador determinam o seu controlo dos custos, tornando necessário um conhecimento abrangente do processamento mecânico para a aquisição de peças mecânicas.
Custos de material
Normalmente, os materiais para maquinagem CNC incluem metais e plásticos. Ao calcular os custos da maquinagem CNC, a cotação do fornecedor de materiais é geralmente utilizada como referência. Para economizar nos custos de material CNC, a fábrica de usinagem CNC precisa ter uma parceria de longo prazo com o fornecedor de material para obter custos de material competitivos.
Custos de maquinagem
Diferentes equipamentos de produção têm custos diferentes, levando a custos de mão de obra variados. Por exemplo, um equipamento especializado no valor de $50.000 e um equipamento de processamento no valor de $300.000 terão custos significativamente diferentes. A utilização de equipamento especializado para completar um produto com várias funções versus a utilização de vários dispositivos especializados também conduz a custos diferentes.
Por exemplo, peças de torneamento e fresagem de alta precisão processadas com um torno e um centro CNC custará naturalmente mais do que a utilização de uma máquina composta de torneamento-fresagem económica. Os fabricantes de maior dimensão utilizam frequentemente instrumentos de medição de alta precisão para funções auxiliares, aumentando os custos do equipamento.
1. Perfuração dos materiais comuns
- Para diâmetro ≤ 2,5 vezes:
- Diâmetro < 25 mm: Diâmetro da broca × 0,05
- Diâmetro 25-60mm: Diâmetro da broca × 0,12 (Custo mínimo ≥ $0.1)
- Para diâmetro > 2,5 vezes: Custo de base × rácio de diâmetro × 0,4
- Para precisão do diâmetro do furo < 0,1 mm ou distância entre centros < 0,1 mm: Custo de base × 5
- Para tocar: Diâmetro da torneira × 0,2 (padrão para ferro fundido, aço = 1,2×)
- Processamento em lote: Custo padrão × 0,2-0,8 (dependendo da dimensão e complexidade do lote)
2. Processamento em torno - Eixo de precisão geral
- Para comprimento/diâmetro ≤ 10: Tamanho do espaço em branco × 0,2 (Min. $1)
- Para comprimento/diâmetro > 10: Custo de base × comprimento/diâmetro × 0,15
- Precisão < 0,05 mm ou cónica: Custo de base × 2
- Eixo geral escalonado: Custo de base × 2
- Eixo escalonado com cone ou rosca: Custo de base × 3
- Parafuso de avanço standard: Custo de base × 4
- Peça de flange geral: Diâmetro do material × 0,07 (Diâmetro > 430 mm: Diâmetro do material × 0,12)
- Porca redonda: Diâmetro × 0,25 (inclui material)
- Porca trapezoidal ou triangular: Diâmetro × 0,3 (exceto material)
- Arbusto geral: Material DE × 0,2 (rácio do diâmetro > 2: rácio do diâmetro × custo de base × 0,6)
- Reparação de rolamentos: diâmetro 1,7m: Custo base × 2
- Diâmetro > 40mm: Diâmetro × 0,2
3. Fresagem das ranhuras
- Comprimento/largura ≤ 10: Largura × 0,5 (Min. $1)
- Comprimento/largura > 10: Comprimento/largura × custo de base × 0,1
- Tolerância de posição: Custo de base × 2
- Dureza > HRC40: Custo de base × 2
- Comprimento/diâmetro do veio estriado ≤ 5: Diâmetro do estriado × 0,8 (Min. $2)
- Equipamento: Módulo × Dentes × 0,5 (roda de sem-fim × 1,2)
- Engrenagem cónica ou engrenagem modificada: Custo de base × 2
- Plano geral: Área/100 × 0,2 (Min. $1)
- Aborrecido: Diâmetro do furo × 0,25
4. Processamento de serras de fita
- Gaço redondo em geral, tubos de paredes espessas e cortes quadrados de aço: $5 por decímetro quadrado (mínimo $1 USD).
- Corte geral de chapas de aço, corte longitudinal e corte de cantos: $1,3 por decímetro quadrado (mínimo $1,3 USD).
5. Corte de fios
- Peças gerais: área de corte (milímetros quadrados) × 0,008 dólares.
- Peças que requerem enfiamento de arame: $1 USD adicional por furo de rosca.
6. Soldadura, corte a gás e corte a plasma
- Vareta de soldadura normal, diâmetro 3,2 mm: $0.2 USD por haste.
- Peças fundidas para soldadura TH506: $0,5 USD por vareta.
- Corte de gás: espessura da chapa de ferro (mm) × comprimento de corte (m).
- Corte por plasma de aço inoxidável: 3× o custo de base do corte de gás.
- Corte de aço-carbono: 2× o custo de base do corte de gás.
7. Empregos urgentes e horas extraordinárias
- Tolerância de retificação de precisão de 0,005 mm: $6 USD/hora.
- Tolerância EDM 0,01 mm: $11 USD/hora.
- Tolerância EDM de fio lento 0,005 mm: $14,5 USD/hora.
- Tolerância de retificação da curva ótica de 0,003 mm: $27 USD/hora.
Processamento subsequente após fabrico de precisão
Os produtos de muitos clientes envolvem diferentes indústrias e requerem frequentemente um processamento subsequente, como a oxidação, a pulverização, o tratamento térmico, entre outros. Estes processos também aumentam o custo do produto. Por conseguinte, durante o processo de conceção do produto, o engenheiro de projeto deve analisar e avaliar minuciosamente o produto, tendo em conta a relação custo-eficácia global. Para um controlo eficaz dos custos, a melhor abordagem é escolher processos de fabrico de precisão, equipamento, materiais e subcontratação adequados. É importante não selecionar um fabricante apenas porque os seus custos de processamento são baixos.
Custos de pulverização de plástico:
- Lote grande: $1,5 USD/metro quadrado (mínimo $0,1 USD).
- Lote médio: $2 USD/metro quadrado (mínimo $0,15 USD).
- Lote pequeno: $2,5 USD/metro quadrado (mínimo $0,3 USD).
Custos de zincagem:
- Zincagem a cores: $0,4 USD/quilograma (subcontratado, com base no preço de mercado).
- Zincagem branca: $0,45 USD/quilograma (subcontratado, com base no preço de mercado).
Custos de cromagem:
- Cromagem: $2,5 USD/quilograma (subcontratado, com base no preço de mercado).
Custos de niquelagem:
- Niquelagem: $1,5 USD/quilograma (subcontratado, com base no preço de mercado).
- Niquelagem preta: $1 USD/quilograma (subcontratado, com base no preço de mercado).
Custos de cromagem:
- Cromagem: $10 USD/metro quadrado (subcontratado, com base no preço de mercado).
Custos de escurecimento:
- Enegrecimento: $0,3 USD/quilograma (subcontratado, com base no preço de mercado).
Custos de anodização:
- Anodização branca: $3 USD/metro quadrado (subcontratado, com base no preço de mercado).
- Anodização preta: $4 USD/metro quadrado (subcontratado, com base no preço de mercado).
Custos de impressão em serigrafia:
- Produção de filmes A4: $17 USD/folha (subcontratado, com base no preço de mercado).
- Fabrico de ecrãs A4: $17 USD/tela.
Outros custos
Os outros custos incluem os custos de embalagem, transporte, montagem e sucata. Estas são outras despesas definidas de forma restrita. De facto, existem também custos de funcionamento da fábrica, custos de eletricidade e muitos outros. Isso depende do método de cálculo de custo de cada fábrica de usinagem CNC. Nas cotações de maquinagem CNC que os clientes recebem, não é garantido que vejam os outros custos mais abrangentes cotados.
Custos de montagem:
- Custos de mão de obra de montagem na fábrica não incluem elementos de fixação, peças normalizadas, etc.
- Lote grande: 10 RMB/hora.
- Lote médio: 15 RMB/hora.
- Lote pequeno: 18 RMB/hora.
Custos de embalagem:
- Custos do material de embalagem são calculados com base na utilização efectiva.
- Custos de mão de obra de embalagem na fábrica:
- Lote grande: 13 RMB/hora.
- Lote médio: 15 RMB/hora.
- Pequenos lotes: 18 RMB/hora.
- Lote grande os custos de montagem e de embalagem são calculados com base nas despesas efectivas.
Em geral, para lotes médios e pequenos, os custos de montagem, embalagem, transporte e sucata são calculados como 15% dos custos de material. Os custos de transporte abrangem apenas a região do Delta do Rio das Pérolas.
Custos de transporte:
- As cotações de custos de transporte em camião encontram-se na "Lista de preços de transporte de curta distância".
- Lote grande: Calculado com base nas despesas efectivas.
- Lotes médios e pequenos: Calculado com base nas despesas efectivas.
- Para o transporte a longa distância ou para a exportação, os custos são calculados separadamente.
Custos de sucata:
- Os custos de sucata de grandes lotes são calculados da seguinte forma
Custo do refugo = Custo do material por produto × (2%~5%).
Os métodos de cálculo de custos acima referidos são simples. Naturalmente, as diferentes fábricas têm as suas próprias normas de contabilidade. Trata-se apenas de uma referência.
16 dicas de design para redução de custos na maquinagem CNC
A conceção de redução de custos é uma tarefa altamente desafiante e muitos engenheiros de conceção de produtos não têm conhecimentos nesta área. Um amigo meu, que é designer de produtos, não considerava muito os custos nos seus primeiros anos de desenvolvimento de produtos, pensando erradamente que "o cliente em primeiro lugar" significava satisfazer as necessidades do cliente, deixando os custos para o departamento de fabrico.
Esta é uma ideia errada sobre os custos dos produtos:
1. Os custos do produto desempenham um papel crucial no desenvolvimento do produto.
Tal como defendido pelo Desenvolvimento Integrado de Produtos (DPI), o desenvolvimento de produtos é um investimento. Se o custo do produto for demasiado elevado e a empresa não tiver lucro, ou mesmo prejuízo, mesmo que o cliente esteja satisfeito com o produto, esse desenvolvimento de produto é um desperdício de recursos da empresa e não cria qualquer valor. Nestes casos, a empresa acabará por ser eliminada.
2. Mais de 85% dos custos do produto são determinados pela conceção do produto e os restantes 15% são determinados pelo fabrico do produto.
Se a conceção do produto orientada para os custos não for efectuada durante a conceção do produto, resultará em custos de produção finais elevados. Para melhorar a conceção do produto, é necessário efetuar uma conceção do produto orientada para os custos.
Para realizar uma conceção de produtos orientada para os custos, as empresas e os engenheiros devem começar por mudar a sua mentalidade e aumentar a consciência dos custos. Por exemplo, quando os engenheiros começam a ficar acordados até tarde e a perder o sono com todos os pormenores da conceção do seu produto, tais como:
- A espessura da parede deve ser de 4 mm ou 5 mm?
- O filete deve ter 0,3 mm ou 0,5 mm?
- A tolerância da dimensão crítica deve ser de 0,05 mm ou 0,1 mm?
Pode dizer-se que o engenheiro desenvolveu uma primeira noção de custo.
Sem esta consciência dos custos, um engenheiro não é verdadeiramente um engenheiro, mas apenas um desenhador que utiliza Creo, UG ou SolidWorks.
Dica de Projeto para Redução de Custos de Maquinagem CNC #1 - Filé de Cantos Verticais Internos
Todos Ferramentas CNC têm uma forma cilíndrica. Ao maquinar ranhuras, forma-se um filete consistente com o tamanho da ferramenta na ligação da face vertical da ranhura.
Se o filete na ligação da face vertical da ranhura for demasiado pequeno durante a conceção do produto, terão de ser utilizadas ferramentas mais pequenas. Isto aumenta o tempo de maquinação porque as ferramentas mais pequenas são menos eficientes do que as maiores, levando a um aumento do tempo e do custo de maquinação.

Para reduzir os custos:
- O tamanho do filete deve ser de pelo menos 1/3 da profundidade da ranhura, quanto maior, melhor.
- Todos os filetes devem ter o mesmo tamanho, permitindo que a mesma ferramenta seja utilizada para toda a maquinação.
- Na base da ranhura, desenhar um filete muito pequeno (0,5 mm ou 1 mm) ou omitir o filete.
- O tamanho ideal do filete deve ser ligeiramente superior ao raio da ferramenta, o que reduz a carga sobre a ferramenta durante a maquinagem, reduzindo assim os custos de maquinagem. Por exemplo, se a profundidade da ranhura for de 12 mm, um tamanho de filete de 5 mm ou superior permite a utilização de uma ferramenta de 8 mm de diâmetro (raio de 4 mm) para garantir a eficiência da maquinagem.
- Se o desenho não necessitar de um filete, por exemplo, se tiver de encaixar numa peça quadrada, o desenho seguinte pode evitar um filete mais pequeno:

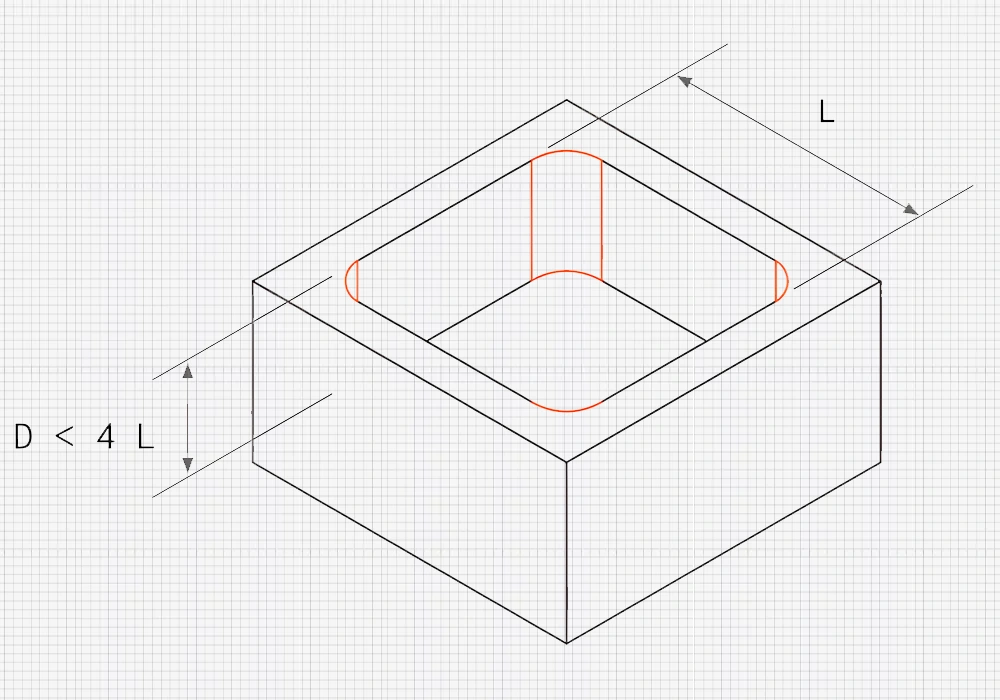
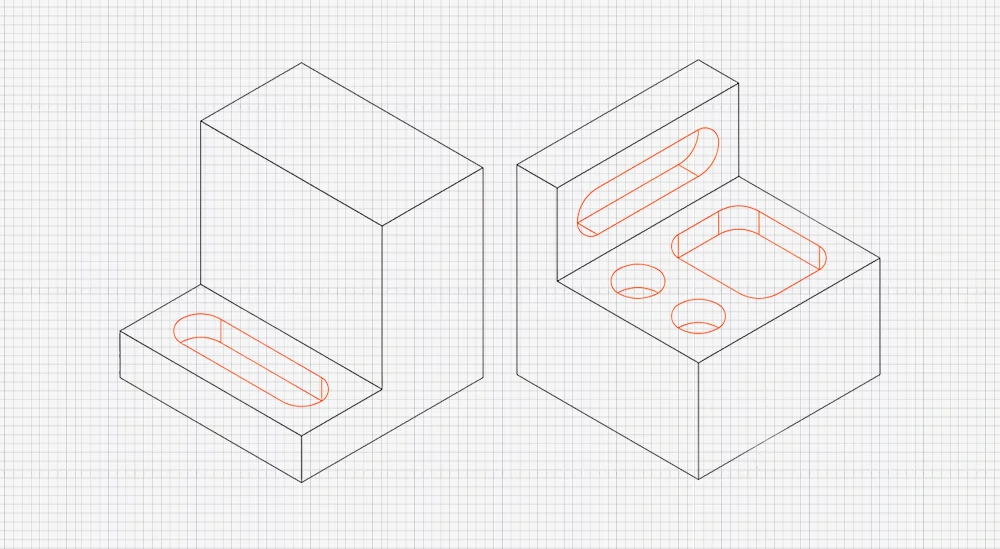
Dica de projeto para redução de custos de maquinagem CNC #2 - Reduzir a profundidade do entalhe
A maquinagem de ranhuras tem um impacto significativo no custo da peça, uma vez que é necessário remover uma grande quantidade de material, aumentando o tempo de maquinagem.
A profundidade da ferramenta CNC tem limitações. Quando a profundidade da ranhura é 2-3 vezes superior ao diâmetro da ferramenta, a maquinação tem um melhor desempenho. Por exemplo, uma fresa de topo com 12 mm de diâmetro pode maquinar com segurança uma profundidade de ranhura até 25 mm.
Podem ser maquinadas ranhuras mais profundas, até 4 vezes o diâmetro da ferramenta, mas isto aumenta os custos, especialmente quando se utilizam máquinas CNC multieixos.
Para reduzir os custos:
- A profundidade da ranhura não deve exceder 4 vezes o comprimento.
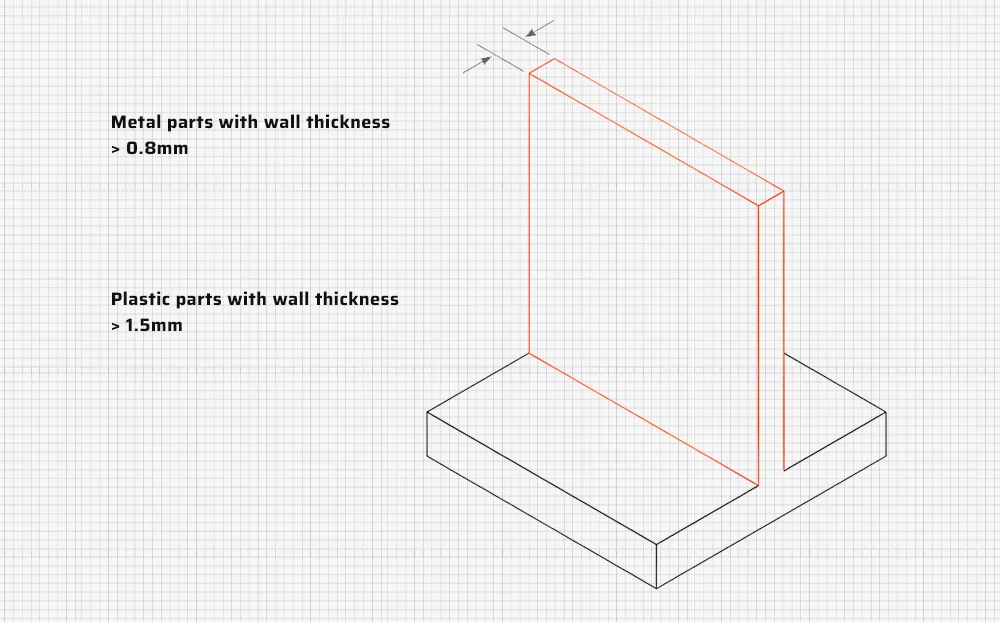
Dica de projeto para redução de custos de maquinagem CNC #3 - Evitar paredes finas
A não ser que seja necessário, evite modelos de paredes finas porque não são resistentes e são dispendiosos de maquinar.
As paredes finas são propensas a deformações ou mesmo fissuras durante a maquinagem. Para evitar isto, são necessários percursos de maquinagem mais complexos, o que consome mais tempo de maquinagem. As paredes finas também vibram facilmente, tornando a maquinação de alta precisão um desafio significativo.
Para reduzir os custos:
- Para peças metálicas, a espessura da parede deve ser de, pelo menos, 0,8 mm; quanto mais espessa, melhor.
- Para peças de plástico, a espessura da parede deve ser de, pelo menos, 1,5 mm; quanto mais espessa, melhor.
- As peças de metal podem ser tão finas como 0,5 mm e as peças de plástico podem ser tão finas como 1 mm, mas tal não é recomendado.
Ao projetar orifícios (incluindo orifícios de passagem e orifícios para parafusos) ou ranhuras nas extremidades das peças, ocorrem frequentemente paredes finas, pelo que deve seguir as directrizes de design acima referidas.
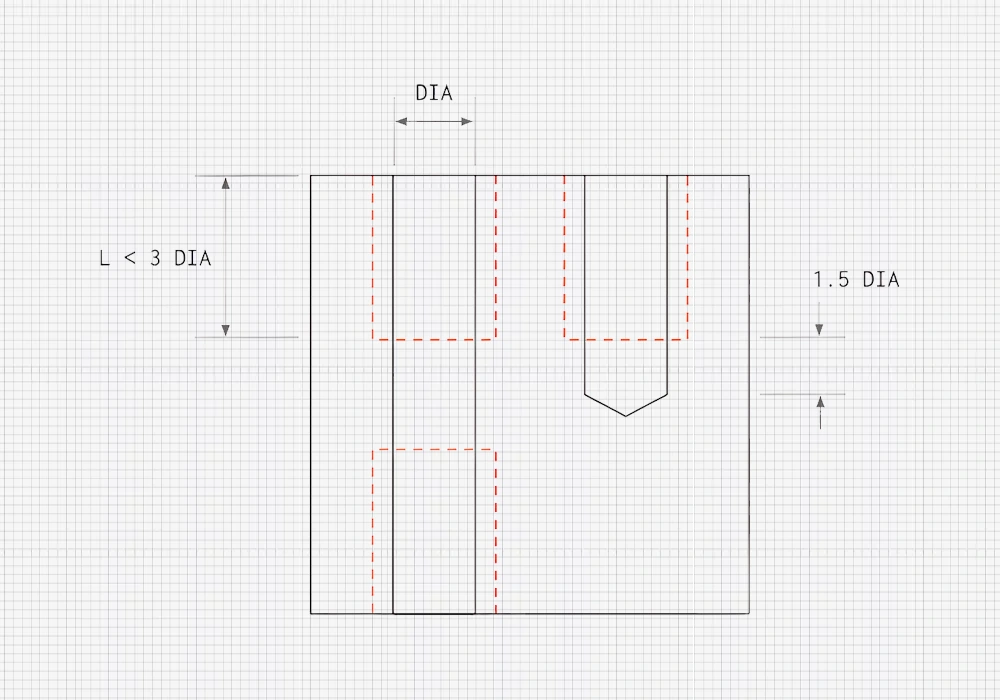
Dica de projeto para redução de custos de maquinagem CNC #4 - Reduzir a profundidade da rosca
A profundidade de rosca desnecessária aumenta os custos de maquinação CNC porque requer ferramentas especiais.
Lembre-se: uma profundidade de rosca longa (superior a 3 vezes o diâmetro do furo) não aumenta a resistência da junta.
Para reduzir os custos:
- A profundidade da rosca não deve exceder 3 vezes o diâmetro do furo.
- Para furos cegos, deixe pelo menos 1/2 diâmetro de furo extra na parte inferior.
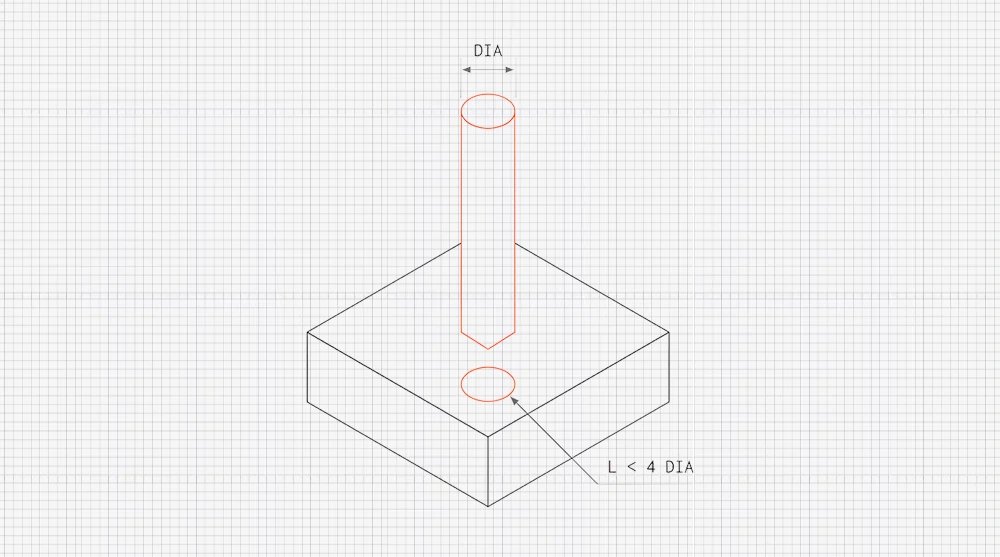
Dica de projeto para redução de custos de usinagem CNC #5 - Projete furos de tamanho padrão
Utilizando brocas standard, os furos podem ser maquinados com rapidez e precisão. Os furos não normalizados requerem fresas de topo, aumentando os custos.
Além disso, a profundidade do furo não deve exceder 4 vezes o diâmetro. É possível maquinar furos profundos (até 10 vezes o diâmetro), mas isso aumenta drasticamente os custos devido à dificuldade de maquinação.
Dica de projeto para redução de custos de maquinagem CNC #6 - Evitar requisitos de tolerância de precisão
As tolerâncias de precisão aumentam os custos devido a passos de maquinação complexos, maior tempo de maquinação e mais inspecções.
A definição das tolerâncias das dimensões das peças deve ser efectuada com cuidado. Evite especificar tolerâncias para dimensões arbitrárias e especifique tolerâncias apenas quando necessário, sendo as tolerâncias de precisão o último recurso.
Se as tolerâncias não estiverem definidas no desenho da peça, a peça será maquinada com tolerâncias padrão (±0,2mm ou menos), o que é frequentemente suficiente para dimensões não críticas, reduzindo significativamente os custos de maquinação.
As caraterísticas internas são mais difíceis de manter tolerâncias de precisão. Por exemplo, ao maquinar furos ou ranhuras que se intersectam, pequenas defeitos como rebarbas facilmente ocorrem nos bordos devido à deformação.
Estas características requerem inspeção e rebarbação, que só podem ser feitas manualmente. O trabalho manual é dispendioso e demorado, aumentando os custos.
Para reduzir os custos:
- Especificar tolerâncias de precisão apenas como último recurso.
- Todas as dimensões devem ser referenciadas a partir do mesmo ponto de referência.
- Lembre-se: o ponto decimal na tolerância é importante. Define o nível de precisão e a ferramenta de medição necessária. Por exemplo, duas casas decimais podem ser medidas com paquímetros, três com micrómetros ou CMM. Para reduzir os custos, evite casas decimais desnecessárias.
- Otimizar a conceção do produto para evitar tolerâncias de precisão, como a redução das cadeias de dimensões ou a utilização de características de localização.

Dica de projeto para redução de custos de maquinagem CNC #7 - Reduzir os tempos de fixação
Minimizar os tempos de fixação, idealmente fixando apenas uma vez.
Por exemplo, uma peça com furos cegos em ambos os lados requer duas operações de fixação, rodando e voltando a fixar depois de terminar um lado para maquinar o outro.
A rotação ou reposicionamento da peça aumenta os custos de maquinação, uma vez que a fixação é normalmente efectuada manualmente. Para estruturas de peças complexas, dispositivo de fixação personalizados pode ser necessário, aumentando ainda mais os custos. Estruturas de peças muito complexas podem exigir máquinas CNC de múltiplos eixos, aumentando ainda mais os custos devido às elevadas taxas horárias.
Considere a possibilidade de dividir peças complexas em várias peças para maquinação CNC e, em seguida, fixá-las entre si com fios ou de soldadura.
Para reduzir os custos:
- Conceber peças que necessitem apenas de uma fixação.
- Se não for possível, dividir as peças complexas em várias partes, fixando-as depois.
Dica de projeto para redução de custos de maquinagem CNC #8 - Evitar características pequenas de elevado rácio de aspeto
Na maquinagem CNC, as pequenas características com rácios de aspeto elevados vibram facilmente, dificultando a maquinagem de precisão.
Para o evitar, estes elementos pequenos devem ser ligados a paredes mais espessas ou suportados por nervuras de reforço.
Para reduzir os custos:
- Evite conceber elementos com um rácio de aspeto superior a 4.
- Ligue pequenos elementos a paredes mais espessas ou adicione nervuras de reforço para apoio.

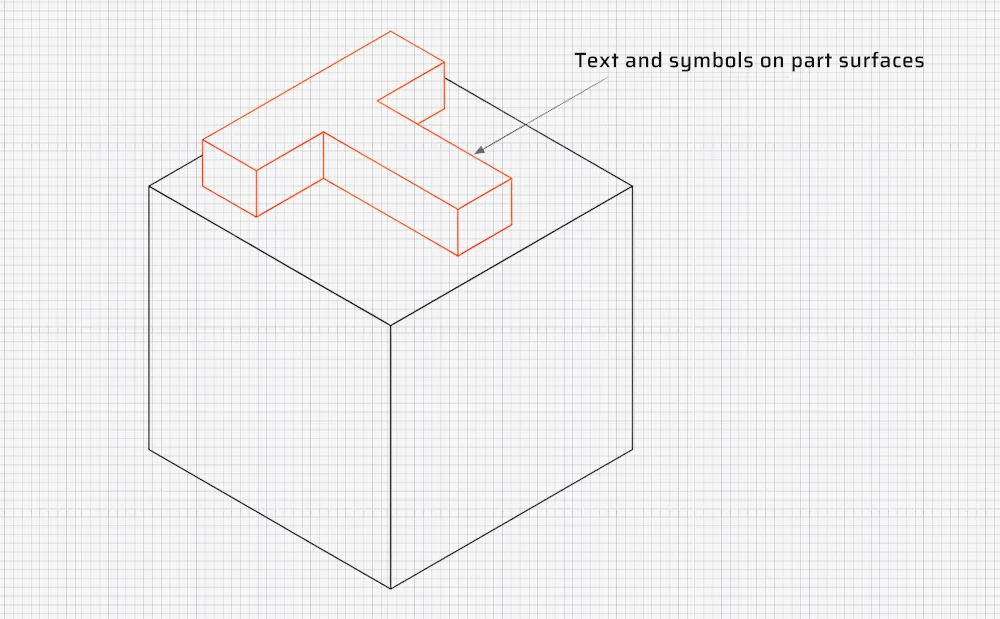
Dica de projeto para redução de custos de maquinagem CNC #9 - Remover texto e símbolos das superfícies das peças
O texto e os símbolos nas superfícies das peças aumentam consideravelmente os custos CNC devido a passos de maquinagem adicionais e a mais tempo de maquinagem.
As técnicas de tratamento de superfície, como a serigrafia ou a pintura, podem acrescentar texto e símbolos às peças CNC a um custo inferior.
Para reduzir os custos:
- Remover todos os textos e símbolos das superfícies das peças.
- Se for necessário utilizar texto e símbolos, opte por uma forma rebaixada em vez de uma forma elevada, uma vez que esta última remove mais material.
Dica de projeto para redução de custos de maquinagem CNC #10 - Considere a maquinabilidade do material
A maquinabilidade do material refere-se à facilidade de processamento do material.
A melhor maquinabilidade torna as peças mais fáceis para as máquinas CNC, reduzindo os custos.
A maquinabilidade dos materiais depende das propriedades físicas. Geralmente, os materiais mais macios e com maior ductilidade são mais fáceis de maquinar.
Por exemplo, o latão C360 tem a maior maquinabilidade, permitindo a maquinação a alta velocidade. As ligas de alumínio (Al 6061 e 7075) também são fáceis de maquinar.
O aço é pouco maquinável. Em comparação com as ligas de alumínio, o aço requer mais do dobro do tempo de maquinagem. Os diferentes aços têm uma maquinabilidade diferente. O aço inoxidável 304 tem um índice de maquinabilidade de 45%, enquanto o aço inoxidável 303 tem um índice de 78%, sendo este último mais fácil de maquinar.
A maquinabilidade do plástico depende da rigidez e das propriedades térmicas. Na maquinação CNC, os plásticos fundem e deformam-se facilmente a altas temperaturas.
O POM é o plástico mais fácil de maquinar por CNC, seguido do ABS. O PEEK e o Nylon são plásticos de engenharia difíceis de maquinar.
Para reduzir os custos:
- Escolher materiais com boa maquinabilidade sempre que possível.
Dica de projeto para redução de custos de maquinagem CNC #11 - Considerar os preços das matérias-primas em bruto
Os preços das matérias-primas em bruto são outro fator-chave nos custos CNC.
O quadro seguinte apresenta os preços das matérias-primas comuns de metal e plástico (tamanho: 150 x 150 x 25 mm).
| Material | Preço em branco (para comparação) |
|---|---|
| Alumínio 6061 | $25 USD |
| Alumínio 7075 | $80 USD |
| Aço inoxidável 304 | $90 USD |
| Aço inoxidável 303 | $145 USD |
| Latão C360 | $145 USD |
| ABS | $17 USD |
| Nylon 6 | $30 USD |
| POM | $25 USD |
| PEEK | $280 USD |
O alumínio 6061 é claramente um material rentável, com preços baixos de peças em bruto e boa maquinabilidade, o que o torna adequado para a criação de protótipos.
O aço inoxidável 303 e o latão C360 têm uma boa maquinabilidade, mas preços elevados de peças em bruto, o que os torna adequados apenas para a produção em massa. O elevado preço do blank é compensado por tempos de maquinação curtos através de economias de escala.
Os materiais plásticos como o ABS, o Nylon e o POM têm um preço semelhante ao do alumínio 6061. No entanto, são mais difíceis de maquinar, tornando os custos de CNC mais elevados. O PEEK é muito caro, sendo utilizado apenas quando necessário.
Para reduzir os custos:
- Escolher materiais com preços baixos em branco, especialmente para pequenos lotes.
Dica de projeto para redução de custos de maquinagem CNC #12 - Considerar o tamanho do bloco
O tamanho do bloco afecta os custos CNC. Para garantir a precisão dimensional, o material deve ser maquinado em todos os lados da peça, aumentando significativamente os custos de material, especialmente para lotes maiores.
Geralmente, o tamanho do molde deve ser pelo menos 3 mm maior do que o tamanho da peça. Por exemplo, para um tamanho de peça de 30x30x30mm, pode ser escolhido um tamanho de peça em branco de 35x35x35mm. Para um tamanho de peça de 27x27x27mm, pode ser escolhido um tamanho de peça em branco de 30x30x30mm, poupando alguns custos de material.
Para reduzir os custos:
- O tamanho do bloco deve ser, pelo menos, 3 mm maior do que o tamanho da peça.
- Consultar os fornecedores sobre as dimensões normalizadas das peças em bruto e conceber peças próximas das dimensões das peças em bruto para reduzir o desperdício de material.

Dica de projeto para redução de custos de maquinagem CNC #13 - Evitar tratamentos de superfície múltiplos
Os tratamentos de superfície melhoram o aspeto e a resistência das peças CNC a ambientes agressivos, mas aumentam os custos.
Se as peças CNC necessitarem de vários tratamentos de superfície diferentes, os custos aumentam ainda mais devido a passos adicionais, tais como o mascaramento de algumas superfícies.
Para reduzir os custos:
- Cancelar o tratamento de superfície.
- Evitar tratamentos de superfície múltiplos.

Dica de projeto para redução de custos de maquinagem CNC #14 - Produção em massa
Na maquinagem CNC, o tamanho do lote de peças afecta os custos de maquinagem. Quando o tamanho do lote é pequeno, os custos de configuração inicial do CNC são elevados para cada peça. Quando o tamanho do lote é grande, os custos de configuração são mais baixos para cada peça.
Quanto maior for o tamanho do lote, menor será o custo CNC. Este facto é mais evidente em lotes muito pequenos. Mesmo um pequeno aumento na quantidade reduz drasticamente os custos.
O aumento do tamanho do lote de 1 para 5 reduz os custos das peças em mais de 50%.
Para reduzir os custos:
- A produção em massa reduz os custos. Faça uma encomenda maior em vez de várias encomendas mais pequenas.

Dica de projeto para redução de custos de maquinagem CNC #15 - Conceber peças axialmente simétricas
As peças axialmente simétricas podem ser maquinadas num torno ou numa fresadora, com taxas horárias de máquina muito inferiores às dos centros de maquinação de 3 ou 5 eixos.
Para reduzir os custos:
- Conceber peças axialmente simétricas sempre que possível.
Dica de projeto para redução de custos de maquinagem CNC #16 - Utilizar outros processos de maquinagem para substituir a maquinagem CNC
Tal como referido no início deste artigo, a maquinagem CNC é um processo dispendioso.
Assim, por mais que se reduzam os custos, estes continuam a ser elevados.
Na tecnologia de processamento moderna, considere a utilização de outros processos em vez do CNC, em vez de se fixar no CNC. O facto de um produto da geração anterior ter utilizado CNC não significa que o produto da nova geração tenha de utilizar CNC.

Como se mostra abaixo, para pequenos lotes, a impressão 3D é mais barata do que a maquinagem CNC. Para lotes maiores, os processos de conformação, como a fundição por cera perdida e a moldagem por injeção, são mais baratos do que a maquinagem CNC.
| Quantidade de peças | <10 | 10~100 | 100~1000 | >1000 |
|---|---|---|---|---|
| Plástico | Impressão 3D | Impressão 3D (considerar CNC) | CNC (Considerar moldagem por injeção) | Moldagem por injeção |
| Metal | Impressão 3D e CNC | CNC (considerar a impressão 3D) | CNC (Considerar a fundição por cera perdida) | Fundição por cera perdida ou fundição injectada |
Em muitos casos, a impressão 3D é melhor do que a maquinagem CNC:
- A impressão 3D pode processar geometrias mais complexas.
- A impressão 3D pode fornecer amostras em 24 horas.
- A impressão 3D é normalmente mais barata para pequenas quantidades.
- A impressão 3D pode processar materiais difíceis de maquinar com CNC, como as superligas.
Para reduzir os custos:
- Utilizar outros processos para substituir o CNC.
Nota: O mesmo se aplica a outros processos de fabrico e fixação, incluindo moldagem por injeção, estampagem, soldadura e fascinante. No início da conceção do produto, devem ser feitos esforços para encontrar um processo melhor. Existe certamente um processo melhor, mas ainda não o conhece.














