
製品デザインでは、細部が製品の成否を左右することが多い。コーナー修正は、一見小さなデザイン要素に見えるが、実は重要な役割を果たしている。最もよく使われるコーナー修正は、フィレット加工と面取り加工に分けられる。
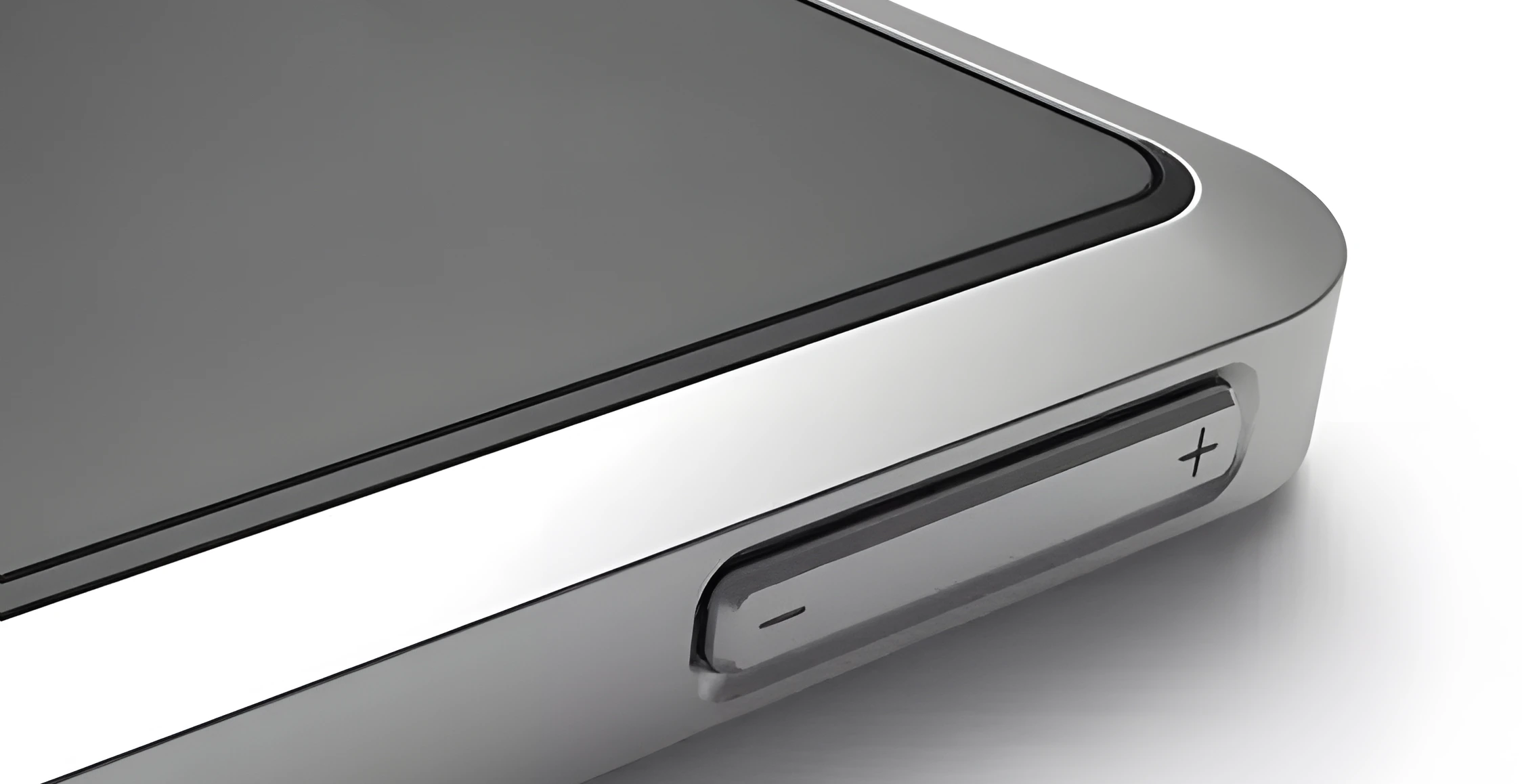
フィレットと面取りのデザインは、プロダクトデザイナーにとって必要不可欠なスキルのひとつです。シャープな角に比べて、フィレットと面取りのデザインはより使いやすく、視覚的に滑らかで、製品のシンプルさと美しさを表現することができます。さらに、フィレットと面取りをクリエイティブに使うことで、製品を際立たせることができます。


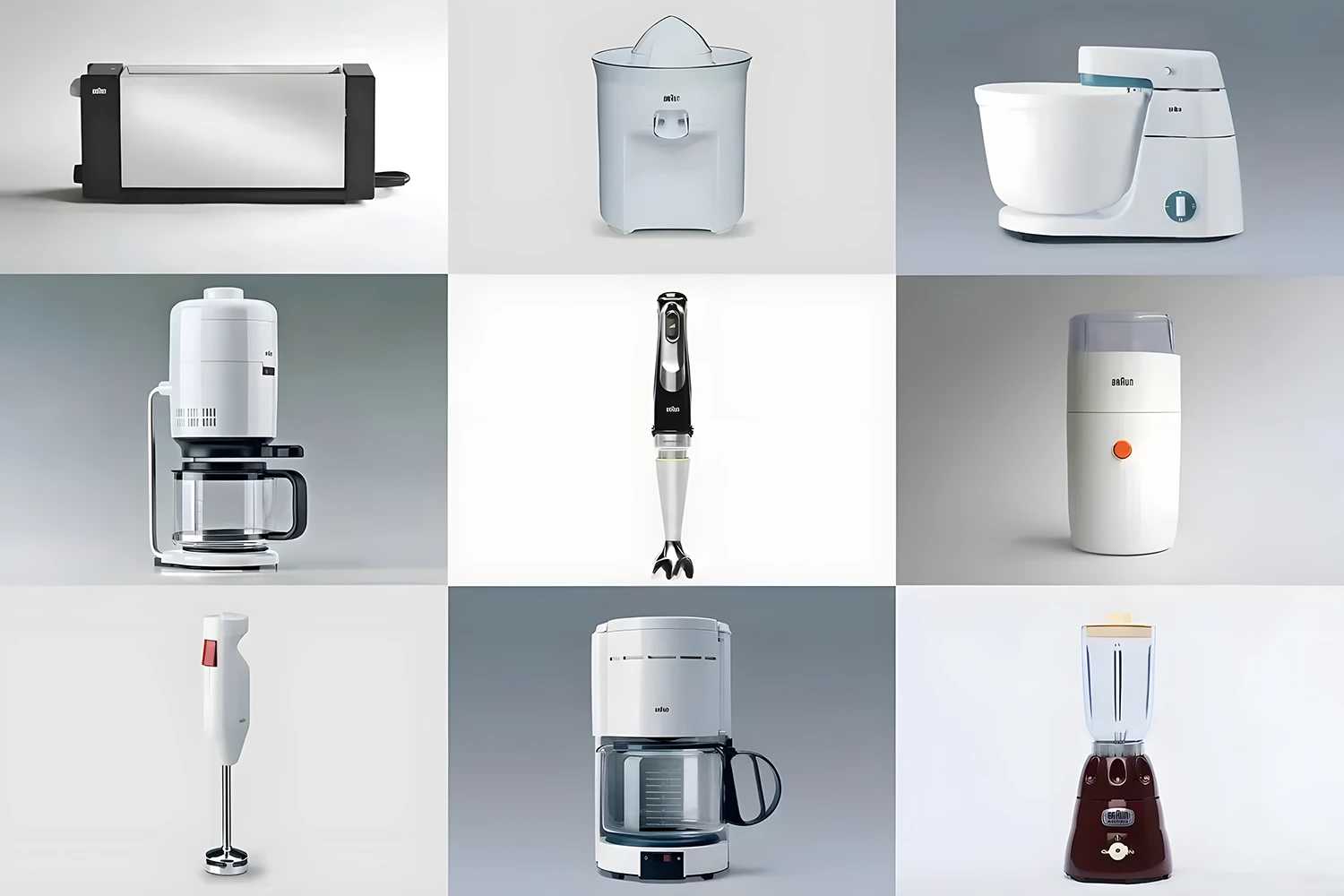
今日は、製品デザインにおけるフィレットと面取りについて、記事の最後にフィレットの画像をたくさん添付してお話ししましょう。
フィレットと面取りとは?
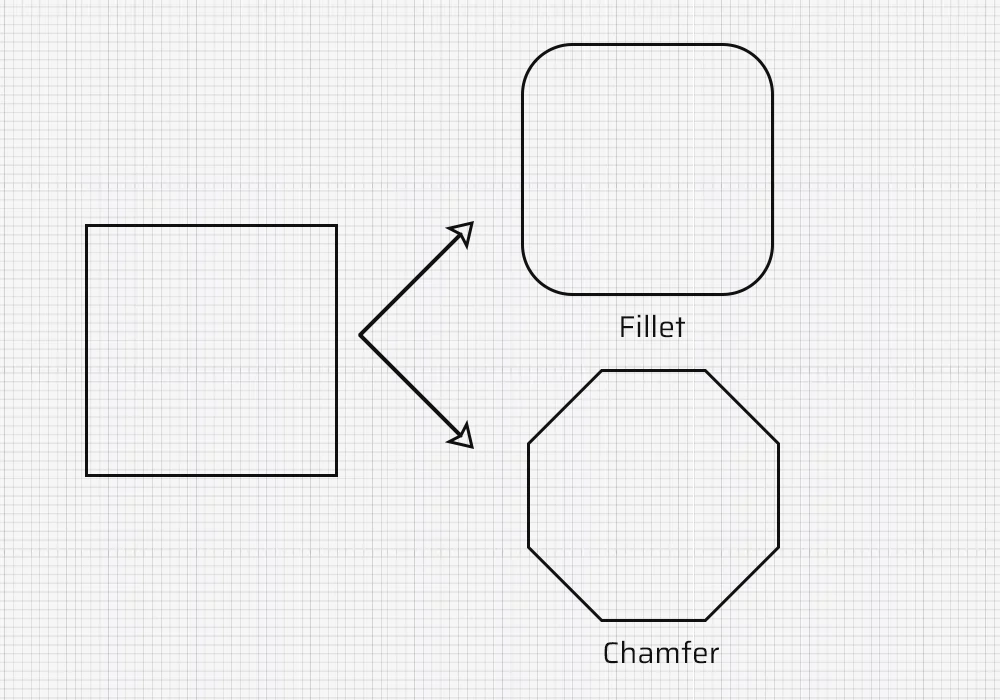
フィレットとは、部品の2つの曲面を接線円弧面で結ぶことをいう。標準的なフィレットは通常、その大きさを示す半径値Rで表されます。
面取りとは、部品の2つの曲面を角度のついた面でつなぐことをいう。標準的な面取りは通常、その大きさを示す距離値Cで表され、標準的な角度は45°である。
製品デザインでは、どちらも物体の角や縁に面取りを施すことである。この面取りは、デザイン要件や機能的目的に応じて、直線状にも曲線状にもできる。
製品における面取りとフィレットの機能
安全だ:
面取りやフィレットは、製品のエッジの鋭さを抑え、ユーザーが使用中に怪我をするのを防ぎます。これは、携帯機器や子供用玩具の設計において特に重要です。

美学:
適切な面取りやフィレット加工を施すことで、製品の外観を向上させ、ラインをより滑らかにすることができる。

人間工学:
ハンドヘルド機器やツールの設計では、面取りやフィレットによってグリップを向上させ、製品を扱いやすくし、ユーザーエクスペリエンスを高めることができる。

耐久性がある:
面取りとフィレットは応力集中を軽減するため、これらの部分で材料が破損する可能性を減らし、製品の寿命を延ばすのに役立ちます。

組み立ての簡素化
製品のさまざまなパーツを合わせる必要がある場合、面取りやフィレットはガイドの役割を果たし、パーツの位置合わせを正しく行い、組み立て工程を簡素化し、生産効率を高めます。

デザイン言語の一貫性:
面取りやフィレットはデザイン要素の一部となり、角丸やカーブなどの他の特徴と統一されたスタイルを作り出し、製品のブランド認知度を高めることができる。
フィレと面取りの違い
フィレットも面取りも、鋭利なエッジを鈍らせたり、隣り合う2つの面の間に緩やかな移行部を作ったりするのに使うことができる。この点で、両者は互換性がある。しかし、多くの用途において、フィレットと面取りには明確な違いがあります。
1.加工方法
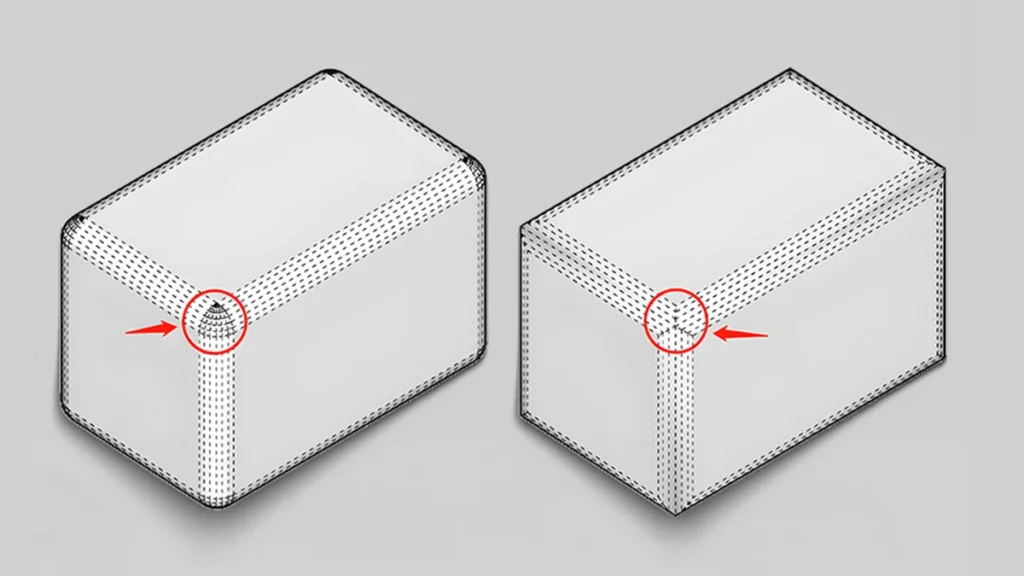
標準的な加工では、垂直の内側と外側のフィレットは簡単に加工できるが、内側の面取りはできない。フィレットは、さまざまな半径の大きさを実現するために特定の工具を必要とする(加工工程では、工具半径よりもフィレット半径を大きくするのが良い方法である)。対照的に、面取りには特定の大きさの工具は必要なく、切り込み深さをコントロールすることで、さまざまな大きさの面取りを作ることができる。
水平の内側と外側のフィレットは、(特殊なフィレット工具を使用しない限り)加工時間がかかるが、面取りははるかに短時間で済む。
重要なのは CNC加工, フィレと面取りの加工時間は同等である。.
2.機能性
フィレットも面取りも、応力集中を緩和し、流れを最適化することができる。しかし、フィレットは連続的な移行を提供するのに対し、面取りは面取り後にエッジを残して直線的な移行を提供する。面取りと比較すると、フィレットは応力集中が少なく、流動抵抗が少ないため、面取りのエッジをさらにフィレット加工しない限り、プラスチック部品ではフィレットが好ましい。
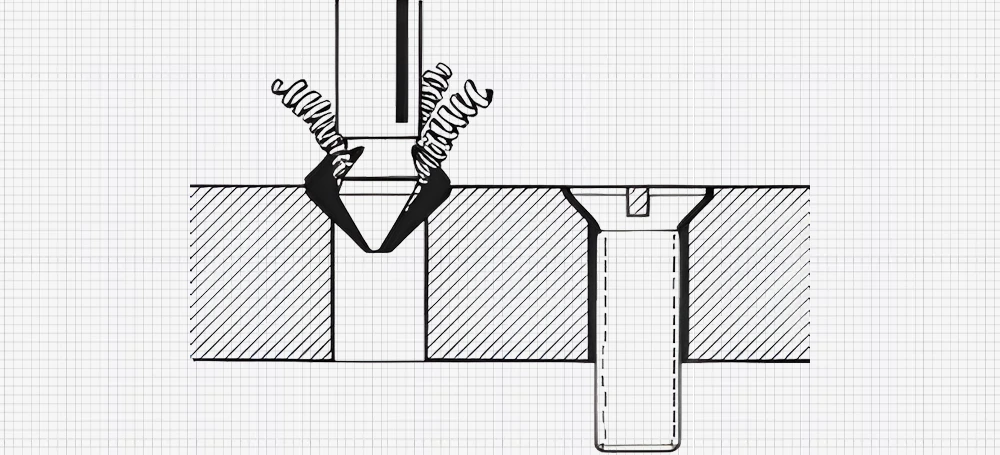
しかし、ネジ穴、位置決め穴、位置決めピンを含む設計の場合、フィレットを使うのは良い選択とは言えません。フィレットに比べ、エッジが小さく鋭利な面取りは、穴の移動をスムーズにし、組み立てを容易にします。
さらに、面取りをすると、次のようなことが起こる。 テーパーカウンターシンクフィレにはできない。
3.美学
審美的な観点から、フィレットはその視覚的に美しい特性により、工業デザインにおいてしばしば好まれる。フィレットはソフトで心地よく、安全で親密な印象を与える。対照的に、面取りはシャープで攻撃的な印象を与える。消費者向け製品に大きな面取りが使われることはめったにありませんが、面取りをすることで、細部にユニークな外観が生まれ、仕上げのタッチが加わります。

設計要件に応じて、外縁にフィレットと面取りの両方を使用することができます。金属加工部品のように外観が重要でない場合は、鋭利なエッジを鈍らせるために単純な面取りを選択し、部品コストを削減することができます。
一方、美観を重視し、フィレットが必要な場合は、内側フィレットの半径の大きさを考慮しなければならない。半径が小さすぎると、次のような、より高価で時間のかかる工程が必要になる可能性があります。 イーディーエム または ワイヤーカット. .半径が大きいほど加工しやすい(より大きな工具を使用できるため、加工時間が短縮され、加工深さが増す)。.
フィレットと面取りのどちらかを選ぶ際に考慮すべき要素
構造エンジニアは、設計にフィレットと面取りのどちらを使うべきか迷うことが多い。このような混乱を避けるために、以下の点を考慮すべきである:
機械加工部品用
処理時間とコスト
怪我を防ぐために鋭利なエッジを鈍らせることが目的であれば、面取りの方がより短時間で済み、費用対効果も高い。しかし、従来のフライス加工の代わりにCNC加工を使用する場合、フィレットと面取りの間に大きな時間差はない。
このようなエッジ(凹状のフィレット)の場合、ボールエンドミルなどの特殊な工具が必要で、壊れやすく、切削速度も遅いため、CNCマシンを使って製造するのは特に難しい。これは製造コストを増加させるので、このようなエッジのフィレットは避けるのが最善である。フィレットが必要な場合は、できるだけ大きくする必要があります。
コーティング範囲
フィレットは面取りよりもコーティングがしやすい。これは、フィレットが隣接する表面に対して滑らかに接線方向に移行するためで、面取りのエッジに比べて、より厚く均一なコーティングを付着させることができます。
ストレス集中
設計目標が応力集中を抑えることであれば、フィレットの方が良い選択です。フィレットは、同じサイズの面取りと比較して、より大きな表面積に応力を分散させます。
穴またはピン
ネジ穴、位置決め穴、位置決めピンの場合は、エッジを面取りする方がよい。
プラスチック部品用
プラスチック部品は、機械加工部品とは異なる方法で成形されるため、その設計では、特定の目的(美的な詳細や構造的なガイダンスなど)に使用される面取り付きのフィレットが好まれる傾向があります。プラスチック部品におけるフィレットの利点は以下の通りです:
流動性
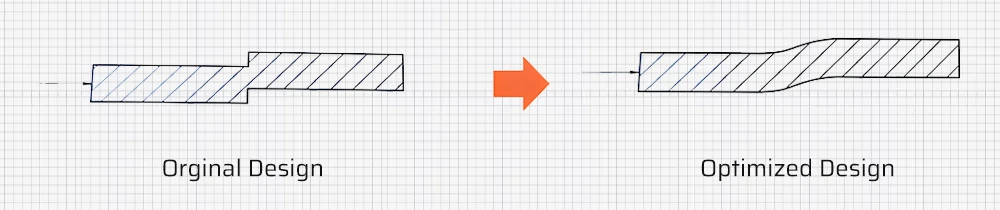
射出成形では、溶融樹脂の流動性が重要です。フィレットは流動抵抗が少なく、フィレットが大きいほど充填が容易になります。元の設計の鋭角な角は、射出中に渦による空気の巻き込みを引き起こし、局所的な過熱や焦げの外観につながる可能性があります。より大きな半径で最適化することで、プラスチック溶融物のスムーズな流れが保証されます。
プラスチック部品の強度
溶融ポリマーが鋭利なエッジの上を流れるとき、せん断が生じ、ポリマー鎖が切断される。ポリマー鎖が短くなると平均分子量が低くなり、プラスチック部品の強度と性能が低下します。小さなRをつけることで、流動を助け、せん断を防ぐことができます。
ストレス集中
疲労破壊は、主に応力集中点と部品表面での亀裂伝播によって引き起こされる。コーナーのように断面寸法が急激に変化する箇所では、十分に大きなフィレットを使用すべきである。関連曲線に示すように、実効応力集中係数は半径が大きくなるにつれて急激に減少します。フィレットは、応力をより大きな表面に分散させ、応力がかかった部品の急激な変形や割れを防ぐのに役立ちます。これは、特に次のような材料に当てはまります。 ポリカーボネート成形条件が不適切であったり、部品構造に無理があったりすると、応力割れを起こしやすい。
金型加工の容易性と金型強度の向上
プラスチック部品にフィレットを設計すると、対応する金型部品にもフィレットができるため、金型の強度が向上します。これにより、焼入れ時や使用時の応力集中による割れを防ぎ、金型強度を高めることができます。
電極摩耗率の低減
金型加工では、デッド・コーナーのような部分(工具が届かない部分)には放電加工(EDM)が用いられ、電極(一般に銅工具として知られている)が必要となる。電極の鋭い角やエッジは、平らな部分よりも放電中に早く摩耗する。その結果、実際に加工されたデッド・コーナーのフィレットは小さく(約0.2)、設計とは異なります。これは、構造に影響を与えないように考慮する必要があります。プラスチック部品の死角に設計されたフィレットがある場合、電極の摩耗は減少し、最終的に加工されたフィレットは設計と密接に一致します。
フィレット設計の原則
1.コーナーの均一な肉厚の確保
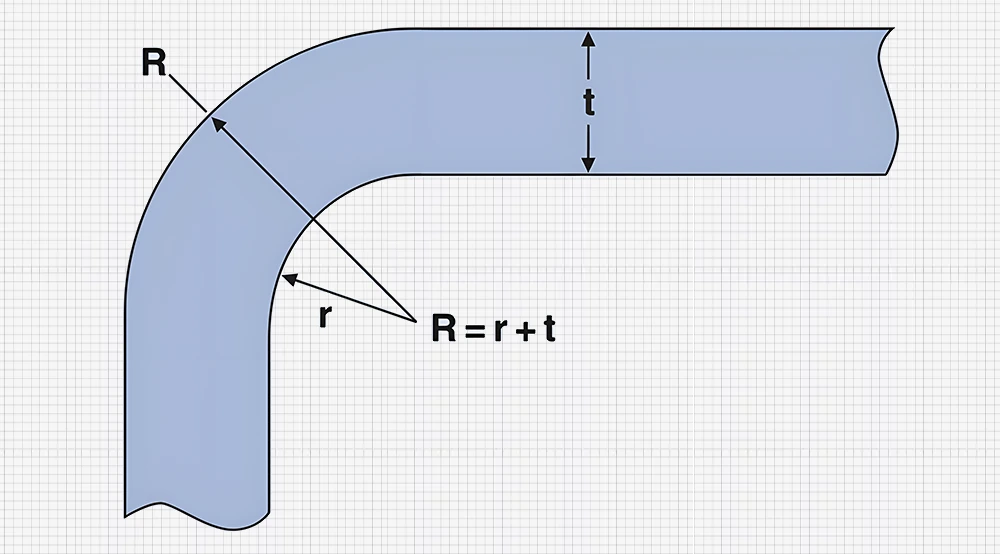
均一な肉厚を維持するため、コーナーの外半径 ǔ は、内半径 ᵅ に肉厚 𝑡 を加えたものと等しくする。最小内側半径は0.5mm以上とすることを推奨する。面取りの場合は、絶対的に均一な肉厚を維持するため、外側の面取りを肉厚↪L_1D461↩だけオフセットして内側の面取りを形成する。.
2.フィレット設計による金型加工の容易化
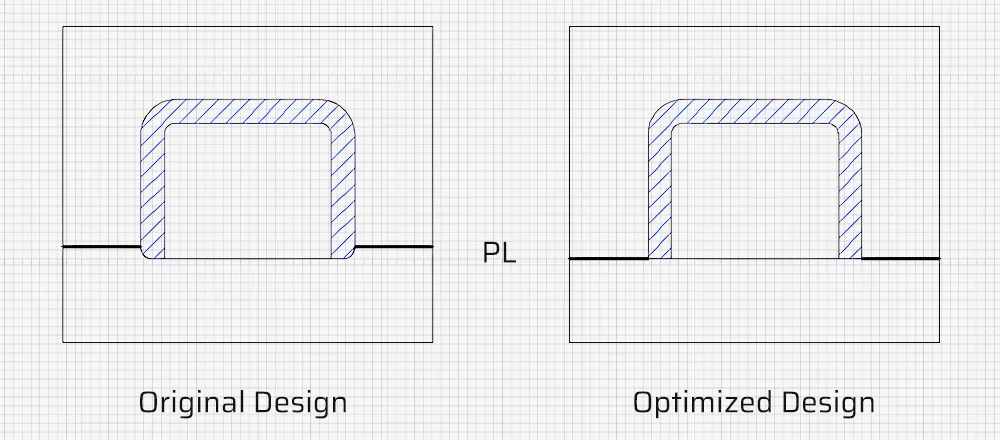
パーティングラインのフィレットは金型の構成を複雑にします。パーティングラインのフィレットでは、キャビティを金型の他の半分に移さなければならず、加工コストが増加し、プラスチック部品の外観に影響を与えるパーティングラインが発生する可能性があります。したがって、必要な場合を除き、パーティングラインでのフィレットは避けるべきである。
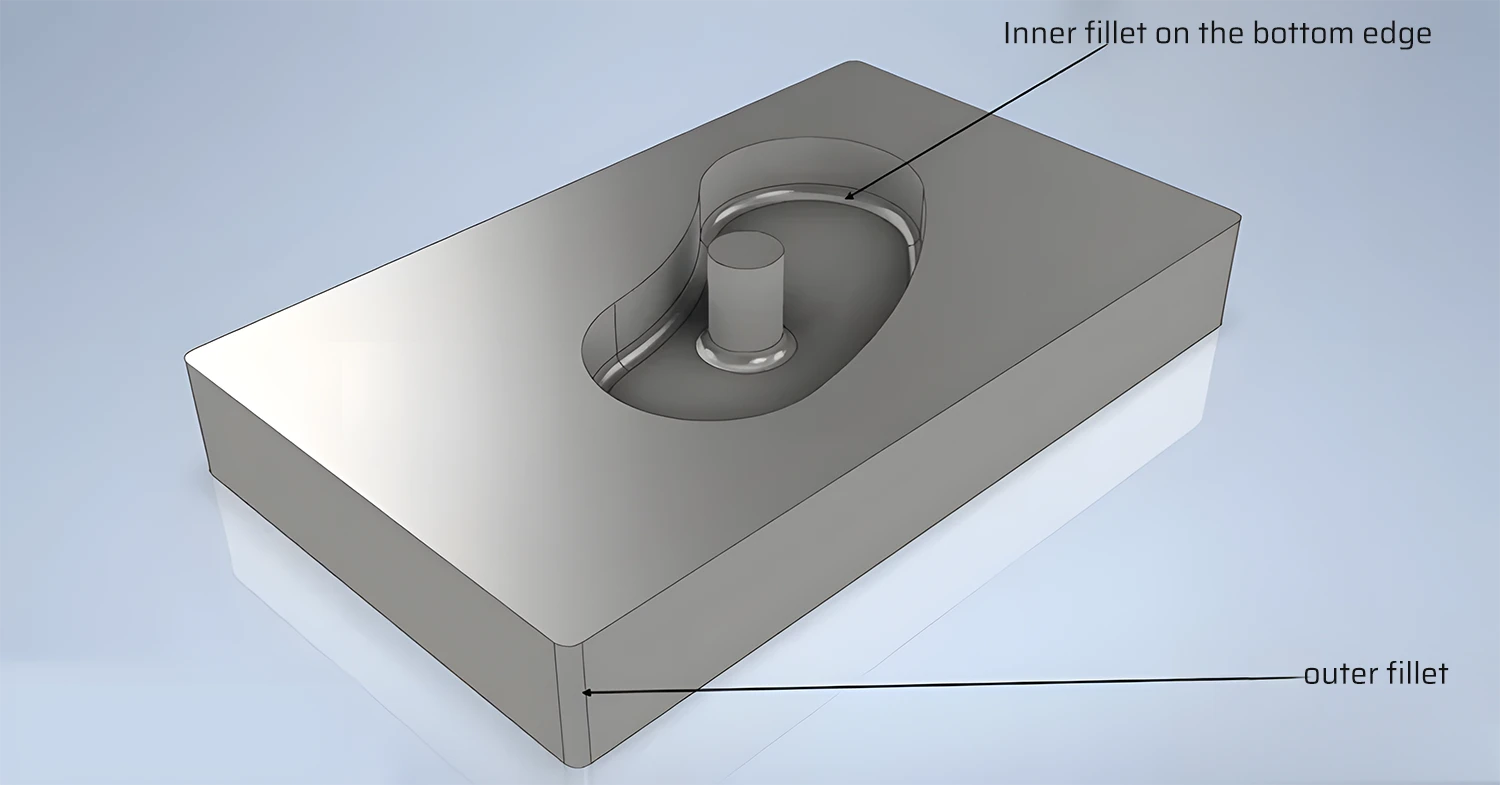
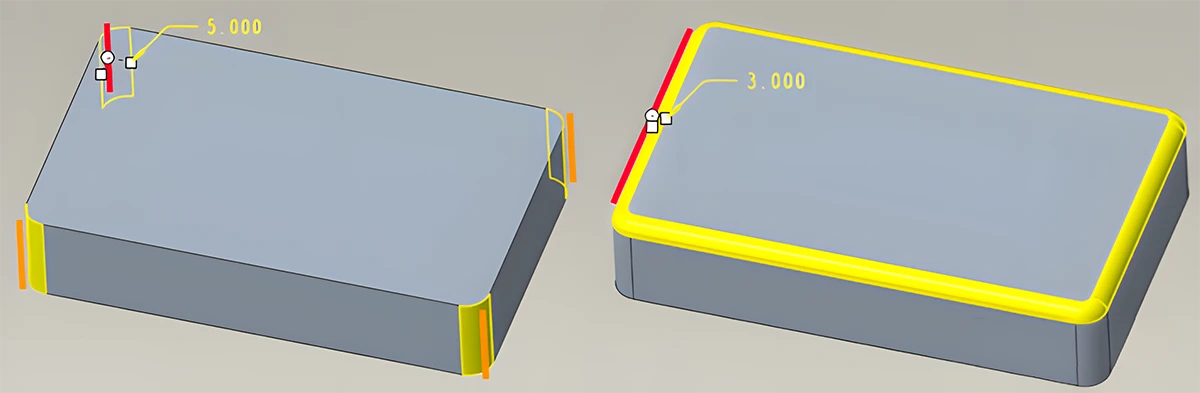
以下の画像では、元の設計のパーティング面に小さなフィレットがあるため、加工とその後の研磨が複雑になっています。最適化された設計では、パーティング面のフィレットが取り除かれています。
さらに、金型のキャビティとコアが部品に穴やその他の特徴を形成するために接触する場合は、必ずこのような問題が発生するため、設計において考慮する必要がある。
3.フィレット設計によるプラスチック部品の外観不良の回避
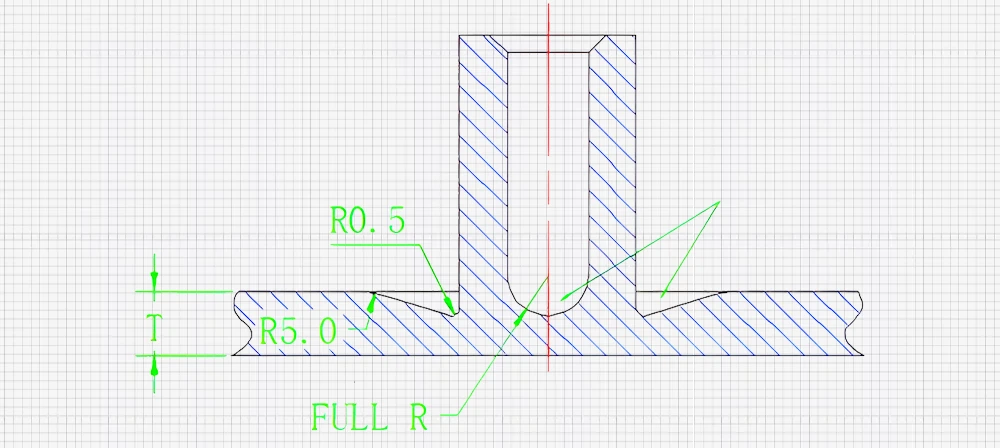
リブ、スクリュー・ボス、主壁に接続されたスナップなどの内部構造上の特徴については、フィレットを慎重に検討する必要がある。これらの部分にフィレットを入れると、材 料が局部的に厚くなり、表面にヒケが生じることがある。強度を確保するためにフィレットが必要な場合は、フィレットを施す前に、まず材料を減量する必要がある。例えば、スクリュー・ボスの材料を減らす典型的な方法は、「クレーター」形状を作ることである。
4.フィレット設計のためのソフトウェア操作
1).構造設計の最後にフィレットを加える
- 特典1:ソフトウェア全体のモデリング速度を向上させます。
- 特典2:ドラフトアングル作成時にフィレットを取り除く手間が省けます。
2).1つのコマンドですべてのフィレットを作成するのは避けてください。フィレットを種類別にグループ化したり、サイズを統一したりして、その後の修正を容易にする。
3).コンプリート・フィレ」をフレキシブルに使う
様々なフィレット&面取りデザインのギャラリー



















