
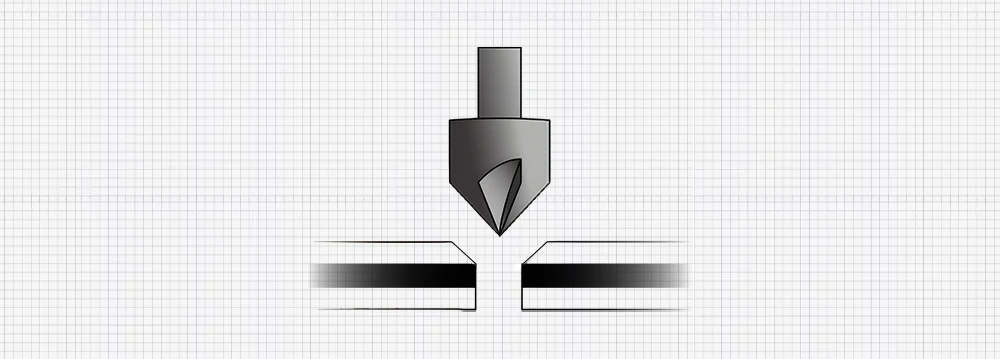
カウンターシンク穴は、金属加工、木工、製造業など、さまざまな業界で主に使用されています。これらの穴は、部品の外観を向上させ、より専門的で洗練された外観を与えます。カウンターシンク穴は、カウンターシンクとも呼ばれ、円錐形をしており、皿ネジの頭が部品の表面と同じ高さか、それより下にくるようにします。"V "の文字で表される。つまり、これに取り付けたスクリュー・キャップは、その部品の表面よりわずかに下に位置することになる。
最も使用されているのはネジである。 ファスナーの種類 世界中にある。その外側の隆起によって、対象物から材料を取り除くことができる。しかし、素材によっては非常に硬く、ネジを打つことさえ困難なものもある。その場合、カウンターシンクの穴が非常に役に立つ。穴の深さは、ネジがボードの上部に見えるようにするか、上部を覆って外観を隠すために深く打ち込む必要があるかによって常に異なる。
カウンターシンク穴は、スペースが限られている小さな設計に最適です。表面が平らになっているため、表面積が増え、設置スペースが限られ、柔軟性が重要なタイトでコンパクトな用途で特に役立ちます。スマートフォンやスマートウォッチなどにも採用されている。

この記事では、さまざまな種類の皿穴、その製造工程、皿穴が使われる理由、皿穴の利点、皿穴を開けるためのベストプラクティスについて掘り下げます。
さまざまなタイプのカウンターシンク穴
カウンターシンクの穴は、ネジに対応するために卓越した精度が要求される。カウンターシンクを作るには、さまざまなドリルビットが必要です。カウンターシンクの角度は、使用するファスナーによって決まります。メートルファスナーは90°のカウンターシンクを使用し、インペリアルファスナーは82°のカウンターシンクを使用します。同様に、60°、100°、110°、120°などの角度もあります。
適切な取り付けのためには、大きい方の穴の角度とファスナーのテーパーを合わせることが重要です。
- フラットヘッド・カウンターシンク フラットヘッドカウンターシンクは、フラッシュ仕上げが必要な場合に広く使用されます。上部が平らな円錐形が特徴です。一般的に、特に木工用の商用金物には82°の含み角、リベット穴やその他の金物をカウンターシンクする場合は100°の含み角が特徴です。.
- オーバルヘッド・カウンターシンク: オーバルヘッド・カウンターシンクも円錐形をしていますが、オーバルヘッド・スクリューに対応するよう設計されており、やや高めで洗練された外観を提供します。モールディングやトリムなどの装飾用途に最適です。このカウンターシンクは通常、100°の角度がついています。.
- 丸頭カウンターシンク: あまり一般的ではありませんが、この皿ねじタイプは、丸頭ねじによく合います。特に、目立つ、美しい頭部が理想的な場合、または平らな、皿ねじでないねじ穴を持つハードウェアを取り付ける場合に適しています。.
カウンターシンクの穴あけ
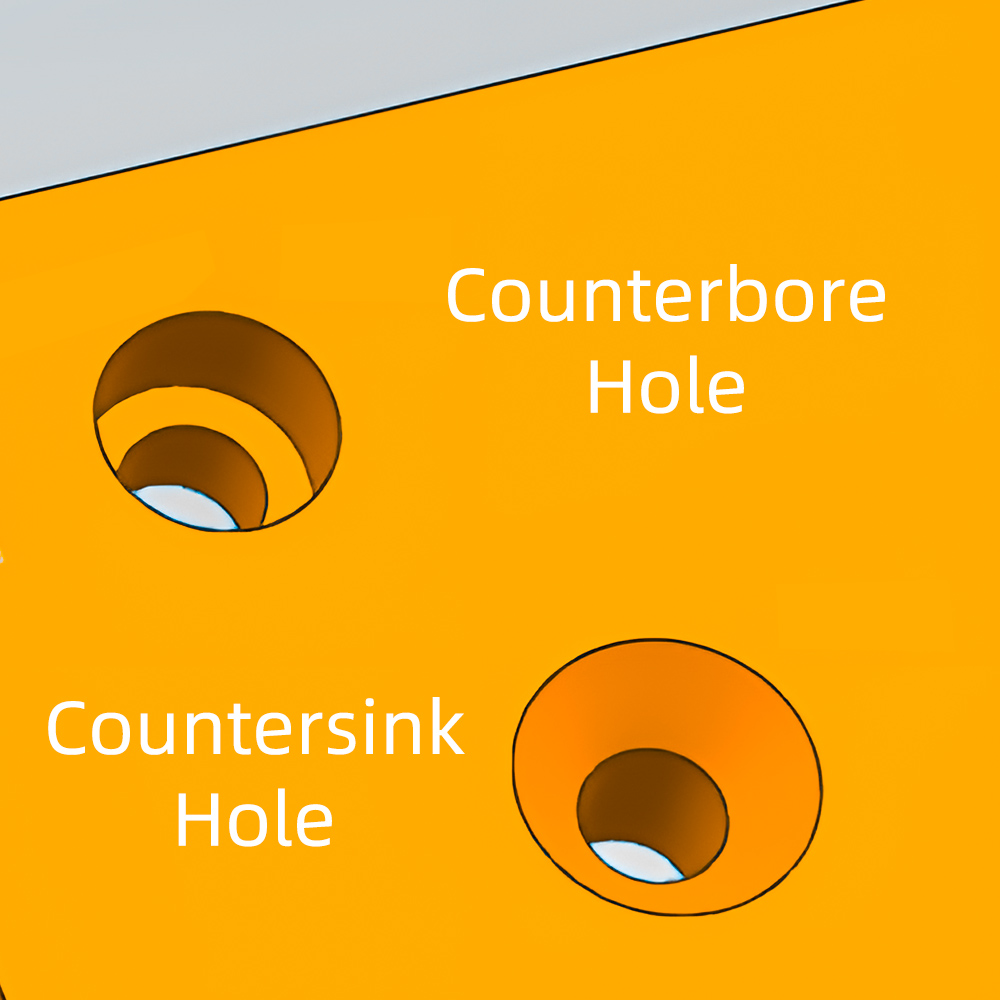
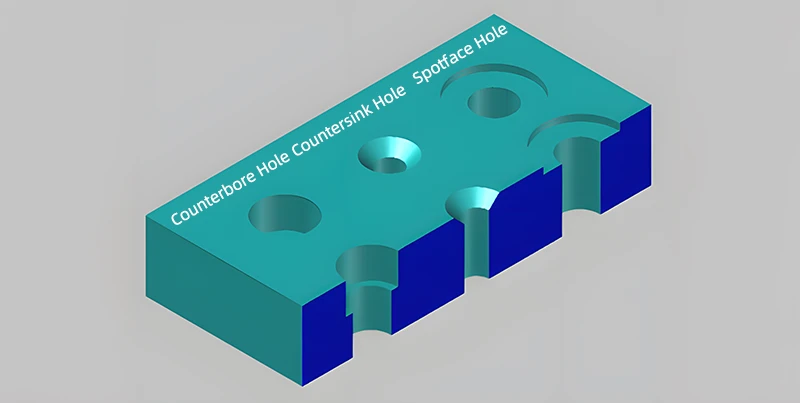
皿穴とザグリ穴はよく間違われる。皿穴が円錐形であるのに対し、ザグリ穴は円筒形である。カウンターシンクの穴あけは、穴あけ時に正確な角度と精度が要求されるため、一般的にカウンターボアの穴あけよりも複雑です。カウンターシンク穴の深さは、主要な穴の直径とシンクの角度に大きく依存します。大口径が同じであれば、深さは沈め角度と反比例して変化する。
完璧なカウンターシンク穴を開けるには、以下の詳細が不可欠である。
- ドリル穴の深さ
- ドリルビット角度
- 皿穴(主要穴径)と標準スルーホール(主要穴径)
- 下層や上層など、穴あけが必要な側。
- メッキが必要な穴か、メッキが不要な穴か。
ワークピースにカウンターシンク穴を開けるには、正しいカウンターシンク・ビットを選び、穴を開ける位置に印を付け、下穴を開け、ビットを使ってパーツを拡大する必要がある。
ステップ1:適切な金属ワークの選択
カウンターシンキングに適した材料が不可欠です。どのタイプのドリル・ビットが適切かを知るには、硬さや厚さなどを考慮する。細すぎるものは、折れたり、折れたりする可能性があります。
ステップ2:安全装備と注意事項
安全ゴーグル、手袋、防塵マスク、耳あてが必須。金属くずや鋭利な工具が飛び散るかもしれない。長時間の作業は聴力に影響を与える可能性がある。機械加工を始める前に、周辺の清掃は欠かせない。また、すべての工具に簡単に手が届くようにしておかなければならない。
ステップ3:ワークの加工-下穴加工
後でドリル・ビットを選ぶ際に役立つように、使用するスクリュー・シャフトの直径を選ぶ。ドリルは、ネジの直径より1.6mm小さいか、同じサイズのものを使用する。ワークをクランプで固定し、ドリルで穴をあける位置に印をつける。ドリルはワークに対して垂直に立てる。意図したポイントに達するまでドリルを使用する。できるだけ定期的に到達レベルを確認する。
墨出しをする際は、必ず寸法を再確認してください。正確な計測とマーキングにより、完璧なカウンターシンクを実現できます。
ステップ4:カウンターシンクの角度を明確にする
メートルねじの場合、推奨される角度は 90°だが、標準ねじの場合、カウンターシンクは 82°である。間違った角度を使用すると、金属部品全体に影響を及ぼし、間違った結果をもたらします。
ステップ5:カウンターシンクドリルビットの選択
ドリルビットの直径は、ドリルで穴を開けた後、ネジが皿穴に収まるように、適切なものを選びます。直径がネジより小さいと、ネジが突出してしまいます。それを避けるには、ドリル・ビットの直径がネジやボルトの頭の直径と同じであることを確認します。ネジの頭の寸法を知るには、ネジの頭の周りにノギスを使う。作業に適したビットは、使用する金属によっても異なります。
さまざまなドリルビットが日常的に機能している。それぞれの種類には利点と欠点がある。
カウンターシンクカッター
フルーテッド・カウンターシンク・カッターは、材料を除去するのに理想的で、軟質金属に非常に効果的です。しかし、硬い金属には不向きで、カタカタ音を立てたり、仕上がりが不均一になったりします。
クロスホールカッター
滑らかで整然とした仕上がりにするのに最適なツールである。フルーテッド・カッターよりも力が弱いため、複雑な作業には優れた選択肢となる。ただし、仕上げに時間がかかる場合がある。
ゼロフルート付きカウンターシンクカッター
最初の2つの中間が第3のタイプである。柔らかい金属にも硬い金属にも適しており、きれいな仕上がりになる。ぐらつきを防ぐため、安定したタッチが必要。
ステップ6:カウンターシンクドリルビットをドリルチャックにセットする。
ドリルチャックはドリルビットをしっかりと固定します。ドリル作業中、ビットが適切に挿入されていることを確認することは、事故を防ぐために特に重要です。三方バイスと締め付けカラーの2つの部品がある。チャックキーを使って手で締め付ける。
ステップ7:ドリルを正しい深さに調整する
カウンターシンクの穴をあけるときは、ビットの種類と深さが重要である。ネジの頭が金属片と同じ高さになるように、正しい深さを確保する。
ステップ8:穴あけ
すでに開いている下穴にドリルを当て、穴を開け始める。適切な深さになるまで圧力を加えます。穴あけの深さは、カウンターシンクビットとスクリューヘッドによって異なります。
ステップ9:仕上げと研磨
完璧な仕上げをすることは、単に穴を開けること以上に重要です。最後の仕上げは、プロフェッショナルな仕上がりに欠かせません。正確で機能的なカウンターシンクを実現するには、エッジの平滑化、整合性のチェック、バリ取りが不可欠です。
カウンターシンク穴サイズチャート:
| スレッド | ピッチ | ドリルサイズ | カウンターシンク穴 | 深さ カウンターシンク穴 |
|---|---|---|---|---|
| M2 | 0.4 | 1.7 | 4.0 | 2.5 |
| M2.5 | 0.4 | 2.1 | 4.7 | 3.0 |
| M3 | 0.5 | 2.5 | 6.0 | 3.5 |
| M4 | 0.7 | 3.3 | 7.5 | 5.0 |
| M5 | 0.8 | 4.2 | 9.0 | 6.0 |
| M6 | 1.0 | 5.0 | 10.5 | 7.0 |
| M8 | 1.25 | 6.8 | 13.5 | 9.0 |
| M10 | 1.50 | 8.5 | 16.5 | 11.0 |
| M12 | 1.75 | 10.25 | 18.5 | 13.0 |
| M14 | 2.0 | 12.0 | 21.5 | 15.0 |
| M16 | 2.0 | 14.0 | 24.5 | 17.0 |
| M18 | 2.5 | 15.5 | 29.0 | 19.0 |
| M20 | 2.5 | 17.5 | 30.5 | 21.0 |
掘削プロセスで遭遇した問題
- ビットの過熱: これは摩擦の問題が原因であることが多い。ビットを保護するために、煙のような兆候を探します。このような現象が発生した場合は、ビットの損傷を避けるために停止し、ビットを冷やしてください。.
- オフセンターの穴あけ: これはネジのズレによって起こります。調整して精度を確認してください。
- バーの形成 穴の周囲に粗く鋭利なエッジが残っている場合に発生する。すぐにバリを取り除いて表面をきれいにしてください。鋭利なドリルビットを使用するか、回転数や穴あけ速度を調整し、バリの発生を最小限に抑える。
- 素材のひび割れや割れ: 木材のような脆い材料は、穴あけ時にひびが入ったり割れたりすることがあります。鋭利なドリル・ビットを使用し、下穴を開けることで材料へのストレスを軽減する。.
- 工具の破損: 硬い素材や間違った技術で作業すると、使用中に工具が壊れることがあります。これを防ぐには、作業する素材に合った高品質の工具を使用すること。工具に過度の負荷がかからないよう、適切な速度と圧力を使用する。工具が良好な状態であることを確認するためには、定期的な点検が必要である。.
- 不正確なカウンターシンクの深さ: 深さの不一致は、ネジの焼き付けが不適切になる可能性がある。アセンブリーの外観や構造的な完全性に影響します。ビットをガイドし、一定の深さを得るために、パイロットホールを使用します。カラーまたはデプスストップを使用すると、すべてのカウンターシンクで均一な深さが得られます。
カウンターシンクホールの工学的応用
カウンターシンクは、一般的に、締結、木工、金属加工、航空力学、およびさまざまな産業でマイナスネジと一緒に使用されます。 プラスチック成形.カウンターシンキングは、ファスナーに平らな面を提供し、割れを防ぎ、滑らかな表面を作ります。カウンターシンキングを使用するタイミングを知ることは、プロジェクトの客観性にとって有益です。
コンポーネントの位置合わせ
部品の正確な位置合わせを行うには、カウンターシンキングが必要です。組み立ての際、ネジが表面と同じ高さかそれ以下になるようにすることで、他の部品の邪魔にならないようにします。これにより、寸法精度が保たれ、ミスアライメントが回避されるため、より耐久性と信頼性の高い完成品が得られます。例えば、カウンターシンクねじは、電子筐体の内部コンポーネントの一貫した配置をサポートし、最高のパフォーマンスを保証します。
美的仕上げ
カウンターシンクは、ねじの頭が表面と同じ高さか、または表面より下に来るようにすることで、端正で完成された外観を作り出します。滑らかな外観や目に見える部分に最適です。家具業界では、引っ掛かりや傷を防ぐだけでなく、ネジの頭を木材の表面にスムーズに組み込むことで、商品全体のエレガントさが増します。同様に、自動車業界では、外装が滑らかに磨かれる。PCB回路のようなエレクトロニクスの分野でも、カウンターシンク穴は、美的にも美しく効率的なガジェットを作るのに役立っている。
引っ掛かりの防止
カウンターシンク穴は、ひっかかりを避けることで、安全性を確保するために不可欠です。ネジの頭を表面より下に埋めることで、突起したネジが衣服や他のものに引っかかる潜在的なリスクを最小限に抑え、危害や損傷の可能性を低くします。これは、産業機械、子供用家具、公共スペースなど、安全が最優先される用途では特に重要です。
負荷分散
カウンターシンキングは、外観を向上させるだけでなく、構造上の完全性を維持するためにも不可欠です。逆ねじは、ねじ頭の荷重をより広い範囲に分散させることで、割れたり折れたりするような材料の損傷の可能性をかなり低くします。例えば、カウンターシンクネジは、木製家具の接合部の応力を均等に分散し、圧力による木材の割れを防ぎます。これにより、家具が長持ちし、頑丈であることが保証されます。
防水
海洋や屋外環境における防水の重要な構成要素は、水分にさらされると継続的なリスクが発生するため、カウンターシンクです。ファスナーの周囲にシーラントを塗布することは、ねじの頭のために作成された凹部領域によって可能です。これにより、水や汚れの浸入を防ぐことができ、損傷や腐食、構造不良の原因となります。したがって、カウンターシンキングは、厳しい天候にさらされる建物の耐久性と完全性を保証するために非常に重要です。
耐久性の向上
カウンターシンクねじは、機械や自動車部品のような振動や動きが発生しやすい用途では、時間の経過とともに緩む傾向が低くなります。カウンターシンクの表面積が大きいため、より確実なグリップが可能で、ファスナーの破損の可能性が低くなります。製品の耐久性が大幅に向上します。
機械および構造用途
構造的・機械的な目的のためには、安全性と最適な性能を保証するために皿穴加工が必要です。ねじの頭部に凹部を設けることで、可動部の妨げになったり、他の部品に害を及ぼしたりする突出を避けることができます。これは、エンジンブロック、機械フレーム、構造組立など、耐久性と正確なアライメントが重要な用途で重要です。
カウンターシンクの穴は非常に適応性が高く、以下のような様々なファスナーを使用できる。 リベット 金属加工におけるネジから木工におけるネジまで。その汎用性の高さは、さまざまな産業における重要性を浮き彫りにしている。
.














