
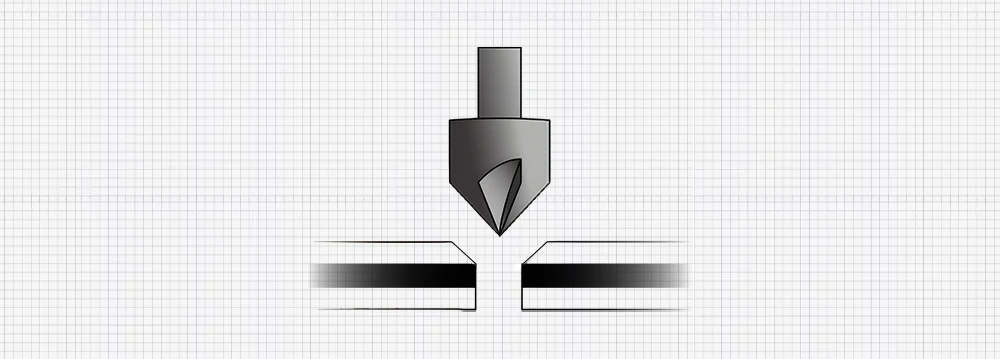
Los agujeros avellanados se utilizan sobre todo en varios tipos de industrias, como la metalúrgica, la maderera y la manufacturera. Estos orificios mejoran el aspecto de la pieza y le dan una apariencia más profesional y pulida. Un agujero avellanado, a veces conocido como avellanador, tiene forma cónica y permite que la cabeza de un tornillo avellanado se asiente a ras o por debajo de la superficie de la pieza. Se representa con la letra "V". Esto significa que cualquier tapón de tornillo que se fije en él se asentará ligeramente por debajo de la superficie de esa pieza.
Los tornillos son los más utilizados tipos de elementos de fijación en todo el mundo. Sus crestas exteriores les permiten extraer materiales del objeto. Sin embargo, algunos materiales son tan duros que dificultan incluso la introducción de tornillos. En ese caso, los agujeros avellanados resultan muy útiles. La profundidad del orificio siempre varía en función de si el tornillo debe quedar visible en la parte superior de la tabla o necesita clavarse más profundamente para cubrir la parte superior y ocultar su aspecto.
Los orificios avellanados son ideales para diseños pequeños en los que el espacio es escaso. La superficie nivelada proporciona una superficie adicional, lo que los hace especialmente útiles en aplicaciones estrechas y compactas donde el espacio de instalación es limitado y la flexibilidad es clave. Se han incorporado a artículos como teléfonos inteligentes y relojes inteligentes.

En este artículo profundizaremos en los distintos tipos de orificios avellanados, su proceso de realización, por qué se utilizan, sus ventajas y las mejores prácticas para crearlos.
Diferentes tipos de orificios avellanados
El agujero avellanado requiere una precisión extraordinaria para alojar los tornillos. Hacer un avellanado requiere una amplia gama de brocas. El ángulo de un avellanado es el resultado del elemento de fijación que se utilice. Los tornillos métricos utilizan un avellanado de 90°, mientras que los tornillos imperiales utilizan un avellanado de 82°. Asimismo, otros tipos de ángulos considerables son 60°, 100°, 110° y 120°.
Es crucial alinear el ángulo del orificio más grande con la conicidad del tornillo para que encaje correctamente.
- Avellanador de cabeza plana: El avellanador de cabeza plana se utiliza ampliamente cuando se requiere un acabado enrasado. Se caracteriza por su forma cónica con la parte superior plana. Normalmente, presenta un ángulo incluido de 82° para herrajes comerciales, especialmente en carpintería, o un ángulo incluido de 100° cuando se avellanan orificios de remaches u otros tipos de herrajes.
- Avellanador de cabeza ovalada: El avellanador de cabeza ovalada también tiene forma cónica pero está diseñado para alojar tornillos de cabeza ovalada, ofreciendo un aspecto ligeramente elevado y pulido. Es ideal para aplicaciones decorativas como molduras y embellecedores. Este avellanador suele tener un ángulo incluido de 100°.
- Avellanador de cabeza redonda: Aunque es menos común, este tipo de avellanado encaja muy bien con los tornillos de cabeza redonda, especialmente cuando lo ideal es una cabeza prominente y estéticamente agradable o cuando se montan herrajes con orificios para tornillos planos no avellanados.
Realización de orificios avellanados
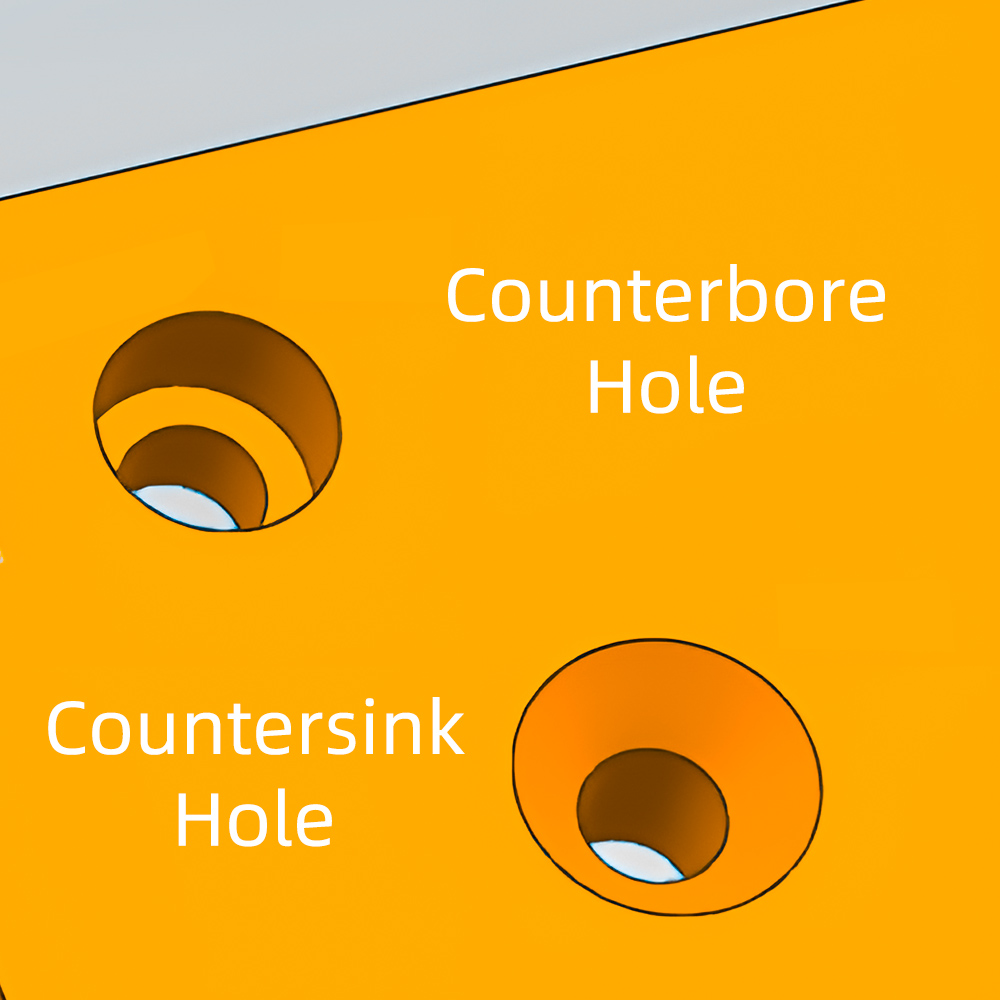
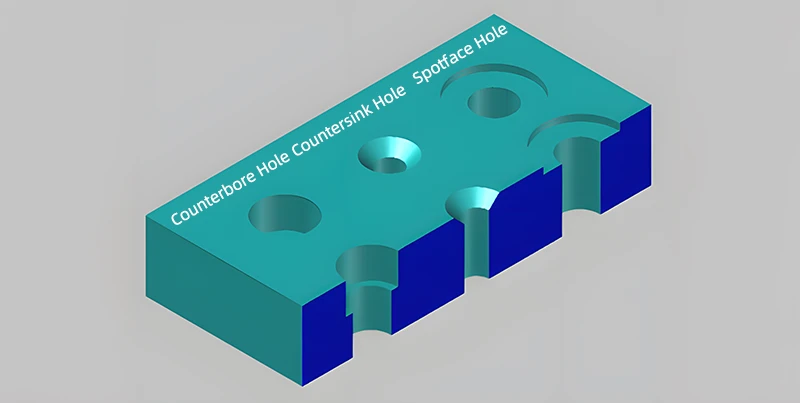
A menudo se confunden los orificios avellanados y los avellanados. Mientras que un agujero avellanado es cónico, un agujero avellanado es cilíndrico. El proceso de taladrado de un agujero avellanado suele ser más complejo que el de un avellanado debido al ángulo y la precisión necesarios para conseguirlo con exactitud al taladrar. La profundidad del agujero avellanado depende en gran medida del diámetro del agujero mayor y del ángulo del avellanado. Si el diámetro mayor sigue siendo el mismo, la profundidad cambiará inversamente con el ángulo de hundimiento.
Para taladrar un agujero avellanado perfecto, los detalles que se indican a continuación son esenciales.
- Profundidad de perforación
- Ángulo de la broca
- El orificio avellanado (diámetro del orificio principal) y el orificio pasante estándar (diámetro del orificio principal)
- El lado que necesita perforación, como la capa inferior o superior.
- Si el orificio necesita chapado o no.
La creación de un agujero avellanado en una pieza requiere la selección de las brocas avellanadoras correctas, marcar una marca en el lugar que necesita perforar, taladrar un agujero piloto y ampliar la pieza con la broca.
Paso 1: Seleccionar la pieza metálica adecuada
El material adecuado para el avellanado es esencial. Tenga en cuenta aspectos como la dureza y el grosor para saber qué tipo de broca es la adecuada. Una pieza demasiado fina podría romperse o enrollarse.
Paso 2: Equipo de seguridad y precauciones
Las gafas de seguridad, los guantes, las mascarillas contra el polvo y la protección auditiva son imprescindibles. Pueden volar virutas de metal o herramientas afiladas. Trabajar demasiado tiempo puede afectar al oído. Es esencial limpiar la zona antes de iniciar el mecanizado. Todas las herramientas deben estar también fácilmente accesibles.
Paso 3: Trabajar en la pieza - Taladrar el orificio piloto
Elija el diámetro del vástago del tornillo que va a utilizar para ayudarse con la selección de la broca más adelante. La broca debe tener 1,6 mm menos o el mismo tamaño que el del tornillo. Fije la pieza con una abrazadera, marque el lugar y luego taladre. La broca debe sujetarse perpendicularmente a la pieza de trabajo. Taladre hasta alcanzar el punto previsto. Compruebe periódicamente el nivel alcanzado en la medida de lo posible.
Cuando marque la ubicación, compruebe siempre dos veces sus medidas. Medir y marcar con precisión permite conseguir el avellanado perfecto.
Paso 4: Aclarar el ángulo de avellanado
Para los tornillos métricos, el ángulo recomendado es de 90°, mientras que los tornillos estándar pueden tener un avellanado de 82°. Utilizar un ángulo incorrecto dará resultados erróneos, afectando a toda la pieza metálica.
Paso 5: Elija la broca avellanadora
Elija el diámetro adecuado de la broca para asegurarse de que el tornillo encaja en el agujero avellanado después de taladrarlo. Si el diámetro es menor que el del tornillo, hará que éste sobresalga. Para evitarlo, asegúrese de que las brocas tienen diámetros similares a los de la cabeza de los tornillos o pernos. Para determinar las dimensiones de la cabeza del tornillo, utilice un calibre alrededor de la cabeza del tornillo. La broca adecuada para su trabajo también depende del metal que esté utilizando.
A diario se utilizan diferentes brocas. Cada tipo tiene ventajas e inconvenientes.
Fresas de avellanar estriadas
Las fresas avellanadoras estriadas son ideales para eliminar material y resultan muy eficaces en metales blandos. Sin embargo, son menos adecuadas para los metales más duros, ya que pueden provocar estrépitos y dar lugar a un acabado desigual.
Fresas de avellanar
Se trata de una herramienta estupenda para conseguir un acabado liso y ordenado. Al ser menos contundente que un cortador estriado, es una opción superior para tareas intrincadas. Sin embargo, la tarea puede tardar más en terminarse.
Fresa avellanadora de filo cero
Entre los dos primeros se encuentra el tercer tipo. Es adecuado tanto para metales blandos como duros y proporciona un acabado limpio. Para evitar que se tambalee, es necesario un toque firme.
Paso 6: Coloque la broca avellanadora en el portabrocas.
El portabrocas sujeta firmemente la broca. Asegurarse de que la broca está bien insertada es especialmente importante cuando el taladro está en funcionamiento para evitar accidentes. Tiene dos partes, la mordaza de tres vías y el collarín de apriete. Se aprieta con una llave de portabrocas a mano.
Paso 7: Ajuste la broca a la profundidad correcta
El tipo de broca y la profundidad son importantes a la hora de hacer un agujero avellanado. Consiga la profundidad correcta para que la cabeza del tornillo quede a ras de la pieza metálica.
Paso 8: Taladre el agujero
Coloque la broca en el orificio piloto ya realizado y comience a taladrar. Aplique presión hasta conseguir la profundidad correcta. La profundidad de la perforación depende exclusivamente de la broca avellanadora y de la cabeza del tornillo.
Paso 9: Acabado y pulido
Crear un acabado impecable es crucial para algo más que taladrar. Los toques finales son cruciales para un resultado profesional. Alisar los bordes, comprobar la consistencia y desbarbar son esenciales para lograr un avellanado preciso y funcional.
Tablas de tamaños de orificios de avellanado:
| Hilo | Pitch | Tamaño de la broca | Agujero avellanado | Profundidad Avellanador Agujero |
|---|---|---|---|---|
| M2 | 0.4 | 1.7 | 4.0 | 2.5 |
| M2.5 | 0.4 | 2.1 | 4.7 | 3.0 |
| M3 | 0.5 | 2.5 | 6.0 | 3.5 |
| M4 | 0.7 | 3.3 | 7.5 | 5.0 |
| M5 | 0.8 | 4.2 | 9.0 | 6.0 |
| M6 | 1.0 | 5.0 | 10.5 | 7.0 |
| M8 | 1.25 | 6.8 | 13.5 | 9.0 |
| M10 | 1.50 | 8.5 | 16.5 | 11.0 |
| M12 | 1.75 | 10.25 | 18.5 | 13.0 |
| M14 | 2.0 | 12.0 | 21.5 | 15.0 |
| M16 | 2.0 | 14.0 | 24.5 | 17.0 |
| M18 | 2.5 | 15.5 | 29.0 | 19.0 |
| M20 | 2.5 | 17.5 | 30.5 | 21.0 |
Problemas encontrados durante el proceso de perforación
- Sobrecalentamiento de la broca: Esto es común debido a problemas de fricción. Para proteger la broca, busque señales como humo. Si esto ocurre, pare y deje que la broca se enfríe para evitar daños.
- Taladrado descentrado: Esto ocurre debido a una mala alineación del tornillo. Ajústelo y confirme la precisión.
- Formación de rebabas: Se produce cuando quedan bordes ásperos y afilados alrededor del orificio. Limpie la superficie eliminando las rebabas inmediatamente. Utilice brocas afiladas o ajuste el índice de velocidad o la velocidad de perforación para minimizar su formación.
- Agrietamiento o rotura del material: Algunos materiales frágiles, como la madera, pueden agrietarse o partirse al taladrar. Utilice brocas afiladas, taladrar agujeros piloto reduce la tensión en los materiales.
- Rotura de herramientas: Cuando se trabaja con materiales duros o técnicas incorrectas, las herramientas pueden romperse durante su uso. Para evitarlo, utilice herramientas de alta calidad que se adapten al material específico con el que esté trabajando. Utilice la velocidad y la presión correctas para evitar sobrecargar la herramienta. Es importante inspeccionar periódicamente las herramientas para asegurarse de que están en buen estado.
- Profundidad de avellanado imprecisa: La incoherencia en la profundidad puede dar lugar a un sellado inadecuado de los tornillos. El aspecto y la integridad estructural del conjunto se ven afectados. Utilización de un orificio piloto para guiar la broca y conseguir una profundidad uniforme. El uso de un collar o tope de profundidad garantiza una profundidad uniforme en todas las avellanadoras.
Aplicaciones de ingeniería de los orificios avellanados
El avellanador se utiliza normalmente con un tornillo de cabeza plana en diversas industrias de fijación, carpintería, metalurgia, aerodinámica y moldeo de plástico. Proporcionan superficies enrasadas para los elementos de fijación a fin de evitar que se rajen y crear superficies lisas. Saber cuándo utilizar el avellanado es beneficioso para la objetividad de su proyecto.
Alineación de componentes
Para lograr una alineación exacta de los componentes, es necesario el avellanado. Durante el montaje, los tornillos se mantienen fuera del camino de otros componentes asegurándose de que se asientan a ras o por debajo de la superficie. Esto dará como resultado un producto acabado más duradero y fiable al preservar la corrección dimensional y evitar la desalineación. Los tornillos de avellanado, por ejemplo, favorecen la colocación uniforme de los componentes internos en las cajas electrónicas, garantizando el máximo rendimiento.
Acabado estético
Un avellanado crea un aspecto pulcro y acabado al permitir que la cabeza del tornillo quede a ras o por debajo de la superficie. Es ideal para un aspecto liso o zonas visibles. En la industria del mueble, además de evitar enganches y arañazos, la suave incorporación de las cabezas de los tornillos a la superficie de la madera añade elegancia al conjunto. Del mismo modo, da como resultado exteriores lisos y pulidos en la industria automovilística. Los orificios avellanados ayudan a crear artilugios que son a la vez estéticamente bellos y eficientes, incluso en el campo de la electrónica como los circuitos PCB.
Prevención de enganches
Al evitar enganches, los orificios avellanados son esenciales para la seguridad. Minimizan los riesgos potenciales donde los tornillos salientes podrían engancharse en la ropa u otras cosas, disminuyendo la posibilidad de daños o lesiones, al enterrar la cabeza del tornillo bajo la superficie. Esto es especialmente crucial en aplicaciones como la maquinaria industrial, el mobiliario infantil y los espacios públicos, donde la seguridad es primordial.
Distribución de la carga
Además de mejorar el aspecto, el avellanado es esencial para mantener la integridad estructural. El avellanado reduce considerablemente la posibilidad de que se produzcan daños en el material, como rajaduras o roturas, al distribuir la carga de la cabeza del tornillo por una región más amplia. Los tornillos avellanados, por ejemplo, distribuyen por igual la tensión en las juntas de los muebles de madera, evitando que la madera se parta bajo presión. Esto garantiza la durabilidad y robustez del mueble.
Impermeabilización
Un componente clave de la impermeabilización en entornos marinos y exteriores es el avellanado, ya que la exposición a la humedad supone un riesgo continuo. Aplicar sellante alrededor del tornillo es posible gracias a la zona rebajada que se crea para la cabeza del tornillo. Esto impide que el agua o la suciedad penetren en la estructura, lo que puede causar daños, corrosión y fallos estructurales. Por lo tanto, el avellanado es crucial para garantizar la durabilidad y la integridad de los edificios sometidos a las inclemencias del tiempo.
Mejorar la durabilidad
Los tornillos avellanados tienen una menor tendencia a aflojarse con el tiempo en aplicaciones propensas a vibraciones o movimientos, como la maquinaria o los componentes de automóviles. Es posible un agarre más seguro gracias a la mayor superficie del avellanador, que disminuye la posibilidad de fallo del tornillo. La durabilidad del producto aumenta considerablemente.
Maquinaria y aplicaciones estructurales
Para fines estructurales y mecánicos, el avellanado es necesario para garantizar tanto la seguridad como un rendimiento óptimo. Evita las protuberancias que pueden obstruir las piezas móviles o dañar otros componentes al dar a la cabeza del tornillo una zona rebajada. Esto es importante para aplicaciones en las que la resistencia y la alineación exacta son críticas, como los bloques de motor, los bastidores de máquinas y el montaje estructural.
Los orificios avellanados son increíblemente adaptables, admiten una gran variedad de fijaciones, desde remaches en la fabricación de metales hasta tornillos en el trabajo de la madera. Su versatilidad pone de relieve su importancia en diversas industrias.
.











