
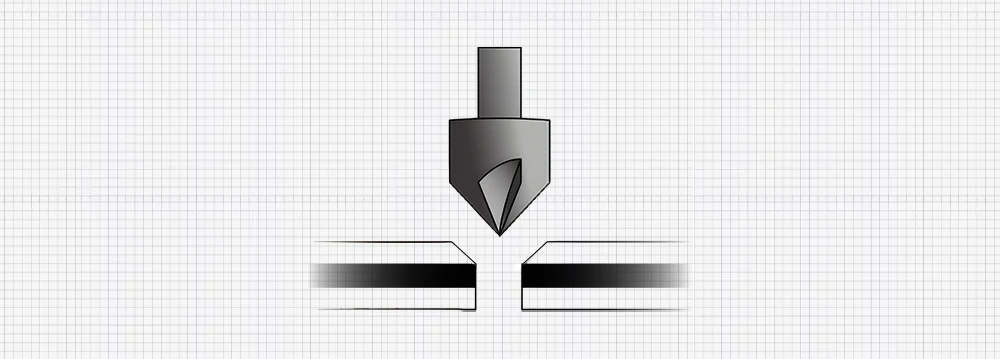
Otwory stożkowe są najczęściej stosowane w różnych gałęziach przemysłu, takich jak obróbka metali, obróbka drewna i produkcja. Otwory te poprawiają wygląd części i zapewniają bardziej profesjonalny i dopracowany wygląd. Otwór pogłębiający, czasami nazywany pogłębiaczem, ma kształt stożka i umożliwia osadzenie łba śruby pogłębiającej równo lub poniżej powierzchni części. Jest on reprezentowany przez literę "V". Oznacza to, że każda przymocowana do niego nakrętka będzie znajdować się nieco poniżej powierzchni tej części.
Śruby są najczęściej używane rodzaje elementów złącznych na całym świecie. Ich zewnętrzne grzbiety umożliwiają usuwanie materiałów z obiektu. Niektóre materiały są jednak tak twarde, że utrudniają nawet wkręcanie śrub. W takim przypadku bardzo przydatne stają się otwory stożkowe. Głębokość otworu zawsze różni się w zależności od tego, czy śruba powinna być widoczna na górze płyty, czy też musi być wbita głębiej, aby zakryć górę i ukryć jej wygląd.
Otwory stożkowe są idealne do małych projektów, w których przestrzeń jest na wagę złota. Wyrównana powierzchnia zapewnia dodatkową powierzchnię, dzięki czemu są one szczególnie przydatne w ciasnych, kompaktowych zastosowaniach, w których przestrzeń montażowa jest ograniczona, a elastyczność jest kluczowa. Zostały one zastosowane w takich urządzeniach jak smartfony i smartwatche.

W tym artykule zagłębimy się w różne rodzaje otworów pogłębianych, ich proces tworzenia, dlaczego są używane, ich zalety i najlepsze praktyki ich tworzenia.
Różne rodzaje otworów pod pogłębiacze
Otwór z pogłębieniem wymaga wyjątkowej precyzji, aby pomieścić śruby. Wykonywanie pogłębień wymaga szerokiej gamy wierteł. Kąt pogłębienia wynika z zastosowanego elementu złącznego. Metryczne elementy złączne używają pogłębienia 90°, podczas gdy imperialne elementy złączne używają pogłębienia 82°. Podobnie, inne rodzaje kątów, które są znaczące, to 60°, 100°, 110° i 120°.
Kluczowe jest wyrównanie kąta większego otworu ze stożkiem łącznika w celu prawidłowego dopasowania.
- Pogłębiacz płaski: Pogłębiacz płaski jest powszechnie stosowany, gdy wymagane jest równe wykończenie. Charakteryzuje się stożkowym kształtem z płaskim wierzchołkiem. Zazwyczaj ma kąt 82° dla sprzętu komercyjnego, szczególnie w obróbce drewna, lub kąt 100° dla pogłębiania otworów pod nity lub inne rodzaje sprzętu.
- Pogłębiacz owalny: Pogłębiacz z owalnym łbem ma również stożkowy kształt, ale jest przeznaczony do wkręcania śrub z owalnym łbem, oferując lekko podwyższony i wypolerowany wygląd. Jest idealny do zastosowań dekoracyjnych, takich jak listwy i wykończenia. Ten pogłębiacz ma zazwyczaj kąt 100°.
- Pogłębiacz z okrągłą głowicą: Choć rzadziej spotykany, ten typ pogłębienia dobrze pasuje do śrub z łbem okrągłym, zwłaszcza gdy idealny jest widoczny, estetyczny łeb lub podczas montażu sprzętu z płaskimi otworami na śruby bez łba stożkowego.
Wykonywanie otworów z pogłębieniem
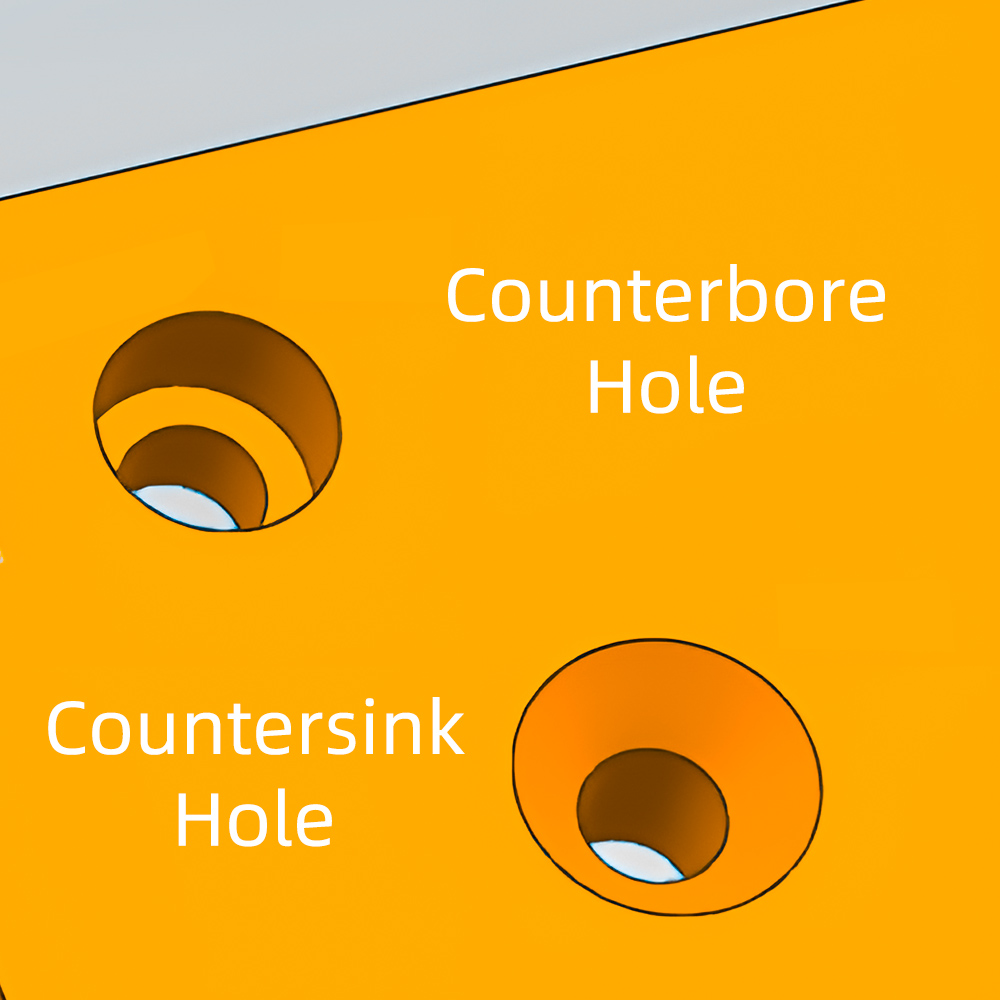
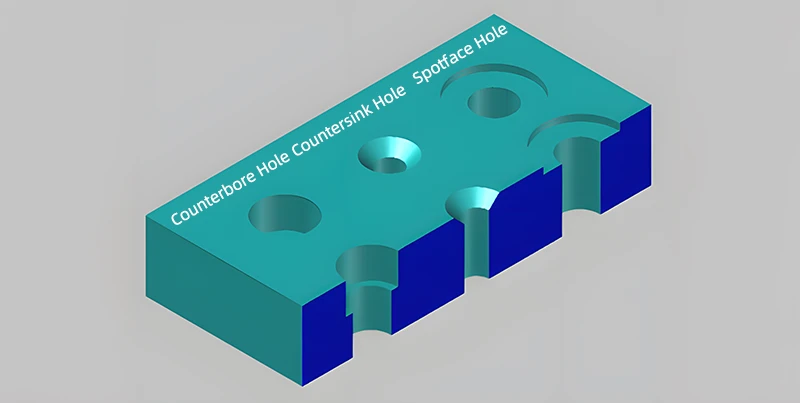
Otwory pogłębiane i pogłębiane są często mylone. Podczas gdy otwór pogłębiacza jest stożkowy, otwór pogłębiacza jest cylindryczny. Proces wiercenia otworu z pogłębieniem jest zazwyczaj bardziej złożony niż w przypadku otworu z pogłębieniem ze względu na kąt i precyzję potrzebną do jego dokładnego wykonania podczas wiercenia. Głębokość otworu pogłębiacza zależy w dużej mierze od średnicy otworu głównego i kąta nachylenia pogłębiacza. Jeśli główna średnica pozostanie taka sama, głębokość zmieni się odwrotnie do kąta zagłębienia.
Aby wywiercić idealny otwór pod pogłębiacz, należy przestrzegać poniższych zasad.
- Głębokość otworu wiertniczego
- Kąt wiertła
- Otwór pogłębiony (główna średnica otworu) i standardowy otwór przelotowy (główna średnica otworu)
- Strona, która wymaga wiercenia, np. dolna lub górna warstwa.
- Czy otwór wymaga galwanizacji czy nie.
Wykonanie otworu pogłębiającego w obrabianym przedmiocie wymaga wyboru odpowiednich wierteł pogłębiających, zaznaczenia znacznika w miejscu, które ma zostać wywiercone, wywiercenia otworu pilotażowego i powiększenia części za pomocą wiertła.
Krok 1: Wybór odpowiedniego metalowego przedmiotu obrabianego
Odpowiedni materiał do pogłębiania jest niezbędny. Należy wziąć pod uwagę takie kwestie jak twardość i grubość, aby wiedzieć, jaki rodzaj wiertła jest odpowiedni. Zbyt cienki kawałek może się złamać lub zawinąć.
Krok 2: Sprzęt ochronny i środki ostrożności
Okulary ochronne, rękawice, maski przeciwpyłowe i ochrona uszu są niezbędne. Wokół mogą latać metalowe wióry lub ostre narzędzia. Zbyt długa praca może mieć negatywny wpływ na słuch. Czyszczenie obszaru przed rozpoczęciem obróbki jest niezbędne. Wszystkie narzędzia muszą być łatwo dostępne.
Krok 3: Praca na obrabianym przedmiocie - wiercenie otworu pilotażowego
Wybierz średnicę wału śruby, aby pomóc w późniejszym wyborze wiertła. Wiertło powinno mieć rozmiar o 1,6 mm mniejszy lub taki sam jak rozmiar śruby. Zabezpiecz obrabiany przedmiot zaciskiem, zaznacz miejsce, a następnie wywierć otwór. Wiertło powinno być trzymane prostopadle do przedmiotu obrabianego. Wiercić aż do osiągnięcia zamierzonego punktu. W miarę możliwości należy okresowo sprawdzać osiągnięty poziom.
Podczas oznaczania miejsca należy zawsze dwukrotnie sprawdzać pomiary. Dokładne pomiary i oznaczenia umożliwiają uzyskanie idealnego pogłębienia.
Krok 4: Określenie kąta pogłębiacza
W przypadku śrub metrycznych zalecany kąt to 90°, podczas gdy standardowe śruby mogą mieć pogłębienie 82°. Użycie niewłaściwego kąta da złe wyniki, wpływając na całą metalową część.
Krok 5: Wybór wiertła z pogłębiaczem
Należy wybrać odpowiednią średnicę wiertła, aby po wywierceniu otworu wkręt pasował do otworu pogłębiacza. Jeśli średnica wiertła jest mniejsza niż średnica wkrętu, spowoduje to wystawanie wkrętu. Aby tego uniknąć, należy upewnić się, że wiertła mają podobną średnicę jak łby śrub lub wkrętów. Aby określić wymiary łba śruby, należy użyć suwmiarki wokół łba śruby. Wybór odpowiedniego wiertła zależy również od rodzaju metalu.
Na co dzień funkcjonują różne wiertła. Każdy rodzaj ma swoje zalety i wady.
Pogłębiacze rowkowe
Rowkowane frezy pogłębiające są idealne do usuwania materiału i są bardzo skuteczne w przypadku miękkich metali. Są one jednak mniej odpowiednie do twardszych metali, ponieważ mogą powodować stukanie i prowadzić do nierównego wykończenia.
Frezy z pogłębiaczem krzyżowym
Jest to doskonałe narzędzie do uzyskania gładkiego, schludnego wykończenia. Ze względu na mniejszą siłę nacisku niż w przypadku obcinaka żłobkowanego, jest to doskonały wybór do skomplikowanych zadań. Wykonanie zadania może jednak zająć więcej czasu.
Frez pogłębiający z zerowymi ostrzami
Trzeci typ znajduje się pomiędzy dwoma pierwszymi. Nadaje się zarówno do miękkich, jak i twardych metali i zapewnia czyste wykończenie. Aby uniknąć chybotania, konieczny jest stały dotyk.
Krok 6: Umieść wiertło z pogłębiaczem w uchwycie wiertarskim.
Uchwyt wiertarski zapewnia stabilne zamocowanie wiertła. Upewnienie się, że wiertło jest prawidłowo włożone jest szczególnie ważne podczas pracy wiertarki, aby zapobiec wypadkom. Składa się z dwóch części, trójdrożnego imadła i kołnierza zaciskowego. Dokręca się go ręcznie za pomocą klucza do uchwytu.
Krok 7: Ustaw wiertło na odpowiednią głębokość
Typ wiertła i głębokość są ważne podczas wykonywania otworu pogłębiacza. Należy dobrać odpowiednią głębokość, aby łeb śruby zrównał się z metalowym elementem.
Krok 8: Wywiercenie otworu
Przyłóż wiertło do wykonanego już otworu pilotażowego i rozpocznij wiercenie. Naciskaj, aż uzyskasz odpowiednią głębokość. Głębokość wiercenia zależy wyłącznie od końcówki pogłębiacza i łba śruby.
Krok 9: Wykończenie i polerowanie
Stworzenie nieskazitelnego wykończenia ma kluczowe znaczenie nie tylko dla wiercenia. Końcowe szlify są kluczowe dla uzyskania profesjonalnego rezultatu. Wygładzanie krawędzi, sprawdzanie spójności i usuwanie zadziorów są niezbędne do uzyskania precyzyjnego i funkcjonalnego pogłębiania.
Tabele rozmiarów otworów pod pogłębiacze:
| Wątek | Boisko | Rozmiar wiertła | Otwór pogłębiacza | Głębokość Otwór pod pogłębiacz |
|---|---|---|---|---|
| M2 | 0.4 | 1.7 | 4.0 | 2.5 |
| M2.5 | 0.4 | 2.1 | 4.7 | 3.0 |
| M3 | 0.5 | 2.5 | 6.0 | 3.5 |
| M4 | 0.7 | 3.3 | 7.5 | 5.0 |
| M5 | 0.8 | 4.2 | 9.0 | 6.0 |
| M6 | 1.0 | 5.0 | 10.5 | 7.0 |
| M8 | 1.25 | 6.8 | 13.5 | 9.0 |
| M10 | 1.50 | 8.5 | 16.5 | 11.0 |
| M12 | 1.75 | 10.25 | 18.5 | 13.0 |
| M14 | 2.0 | 12.0 | 21.5 | 15.0 |
| M16 | 2.0 | 14.0 | 24.5 | 17.0 |
| M18 | 2.5 | 15.5 | 29.0 | 19.0 |
| M20 | 2.5 | 17.5 | 30.5 | 21.0 |
Problemy napotkane podczas procesu wiercenia
- Przegrzanie końcówki: Jest to powszechne z powodu problemów z tarciem. Aby chronić wiertło, należy zwracać uwagę na oznaki, takie jak dym. Jeśli tak się stanie, zatrzymaj się i pozwól bitowi ostygnąć, aby uniknąć uszkodzenia.
- Wiercenie poza środkiem: Dzieje się tak z powodu niewspółosiowości śruby. Wyreguluj i potwierdź precyzję.
- Formacja Burr: Występuje, gdy wokół otworu pozostają szorstkie i ostre krawędzie. Należy natychmiast oczyścić powierzchnię, usuwając zadziory. Używaj ostrych wierteł lub dostosuj prędkość obrotową lub prędkość wiercenia, aby zminimalizować powstawanie zadziorów.
- Pękanie lub rozszczepianie materiału: Niektóre kruche materiały, takie jak drewno, mogą pękać lub pękać podczas wiercenia. Używaj ostrych wierteł, wiercenie otworów pilotażowych zmniejsza naprężenia w materiałach.
- Uszkodzenie narzędzia: Podczas pracy z twardymi materiałami lub niewłaściwymi technikami narzędzia mogą się złamać. Aby temu zapobiec, należy używać wysokiej jakości narzędzi, które pasują do obrabianego materiału. Używaj odpowiedniej prędkości i nacisku, aby uniknąć przeciążenia narzędzia. Regularna kontrola narzędzi jest istotna dla zapewnienia ich dobrego stanu.
- Niedokładna głębokość pogłębienia: Niespójność głębokości może skutkować nieprawidłowym zatarciem śrub. Wpływa to na wygląd i integralność strukturalną zespołu. Użycie otworu pilotażowego do prowadzenia wiertła i uzyskania stałej głębokości. Zastosowanie kołnierza lub ogranicznika głębokości zapewnia jednolitą głębokość we wszystkich pogłębiaczach.
Inżynieryjne zastosowania otworów stożkowych
Pogłębiacz jest zwykle używany ze śrubą z płaskim łbem w różnych gałęziach przemysłu do mocowania, obróbki drewna, obróbki metali, aerodynamiki i innych. formowanie tworzyw sztucznych. Zapewniają one równe powierzchnie dla elementów złącznych, zapobiegając ich rozszczepianiu i tworząc gładkie powierzchnie. Wiedza o tym, kiedy stosować pogłębianie, jest korzystna dla obiektywności projektu.
Wyrównywanie komponentów
Aby uzyskać dokładne wyrównanie komponentów, konieczne jest pogłębienie. Podczas montażu, śruby są utrzymywane z dala od innych komponentów, upewniając się, że znajdują się w jednej płaszczyźnie lub poniżej powierzchni. Skutkuje to bardziej trwałym i niezawodnym produktem końcowym poprzez zachowanie poprawności wymiarowej i uniknięcie niewspółosiowości. Śruby z łbem stożkowym, na przykład, wspierają spójne rozmieszczenie wewnętrznych komponentów w obudowach elektronicznych, gwarantując najwyższą wydajność.
Estetyczne wykończenie
Pogłębiacz zapewnia schludny, wykończony wygląd, umożliwiając osadzenie łba śruby równo z powierzchnią lub pod nią. Jest to idealne rozwiązanie dla gładkiego wyglądu lub widocznych obszarów. W branży meblarskiej, oprócz zapobiegania zadrapaniom i zarysowaniom, gładkie osadzenie łbów wkrętów w powierzchni drewna zwiększa ogólną elegancję przedmiotu. Podobnie, gładkie i wypolerowane powierzchnie zewnętrzne w przemyśle motoryzacyjnym. Otwory stożkowe pomagają tworzyć gadżety, które są zarówno estetyczne, jak i wydajne, nawet w dziedzinie elektroniki, takiej jak obwody PCB.
Zapobieganie zaczepom
Unikając zaczepów, otwory stożkowe mają zasadnicze znaczenie dla bezpieczeństwa. Minimalizują potencjalne ryzyko, w którym wystające śruby mogłyby zaczepić się o odzież lub inne przedmioty, zmniejszając możliwość obrażeń lub uszkodzeń poprzez zakopanie łba śruby pod powierzchnią. Jest to szczególnie istotne w zastosowaniach takich jak maszyny przemysłowe, meble dziecięce i przestrzenie publiczne, gdzie bezpieczeństwo jest najważniejsze.
Rozkład obciążenia
Oprócz poprawy wyglądu, pogłębianie ma zasadnicze znaczenie dla zachowania integralności strukturalnej. Pogłębianie znacznie zmniejsza możliwość uszkodzenia materiału, takiego jak rozszczepienie lub złamanie, poprzez rozłożenie obciążenia łba śruby na szerszy obszar. Przykładowo, wkręty z łbem stożkowym równomiernie rozkładają naprężenia w połączeniach drewnianych mebli, zapobiegając pękaniu drewna pod naciskiem. Gwarantuje to trwałość i wytrzymałość mebli.
Hydroizolacja
Kluczowym elementem hydroizolacji w warunkach morskich i zewnętrznych jest pogłębianie, ponieważ narażenie na wilgoć stwarza ciągłe ryzyko. Nałożenie uszczelniacza wokół łącznika jest możliwe dzięki zagłębieniu utworzonemu dla łba śruby. Zapobiega to przedostawaniu się wody lub brudu do konstrukcji, co może powodować uszkodzenia, korozję i awarie strukturalne. Dlatego pogłębianie ma kluczowe znaczenie dla zagwarantowania trwałości i integralności budynków narażonych na trudne warunki pogodowe.
Poprawa trwałości
Śruby z łbem stożkowym mają mniejszą tendencję do luzowania się z upływem czasu w zastosowaniach podatnych na wibracje lub ruch, takich jak maszyny lub części samochodowe. Pewniejszy chwyt jest możliwy dzięki większej powierzchni pogłębienia, co zmniejsza ryzyko uszkodzenia łącznika. Trwałość produktu jest znacznie zwiększona.
Maszyny i zastosowania konstrukcyjne
Do celów konstrukcyjnych i mechanicznych pogłębianie jest niezbędne, aby zagwarantować zarówno bezpieczeństwo, jak i optymalną wydajność. Pozwala ono uniknąć wystających elementów, które mogą blokować ruchome części lub uszkodzić inne komponenty, dzięki zagłębieniu łba śruby. Jest to ważne w zastosowaniach, w których wytrzymałość i dokładne wyrównanie są krytyczne, takich jak bloki silnika, ramy maszyn i montaż strukturalny.
Otwory z pogłębieniem są niezwykle elastyczne i można do nich stosować różne elementy złączne, od nity w produkcji metalowej po wkręty w obróbce drewna. Ich wszechstronność podkreśla ich znaczenie w różnych branżach.
.











