
ファスナーは日常生活で広く使われている一般的な部品です。本日は、その分類、選定、締結工程について詳しくご紹介します。役立つ情報が満載で、持っておいて損はないガイドです。

ファスナーの定義
ファスナーは、市場では標準部品とも呼ばれ、2つ以上の部品(またはコンポーネント)を1つのエンティティに確実に接続するために使用される機械部品のクラスです。
ネジはファスナーの俗称だが、ファスナーの一種に過ぎない。

さまざまなファスナーの違いは、その形状、サイズ、および材料にあり、さまざまなアプリケーションのニーズを満たすことができます。ファスナーの主な機能は、コンポーネントの位置と整合性を維持する機械的な接続を作成することです。
例えば、2つ以上の部品を接続したり、構造物や表面に部品を固定したりすることができる。ファスナーの特徴は、その多様性、高度な標準化、連続化、一般化である。エンジニアリングや製造業では、ファスナーはシンプルな家具から複雑な機械、電子機器、船舶に至るまで、あらゆるものの製造に不可欠です。
ファスナーの種類
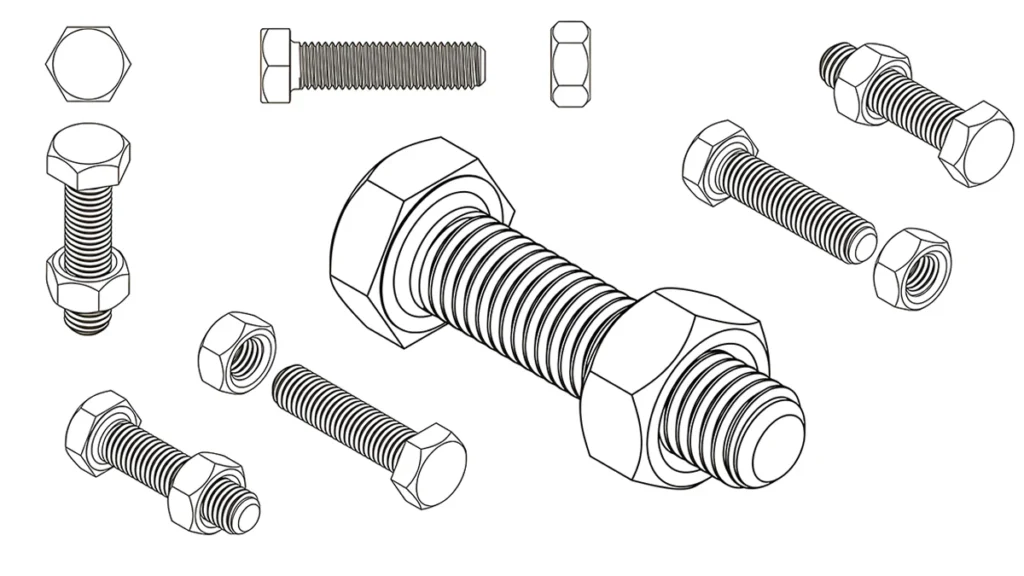
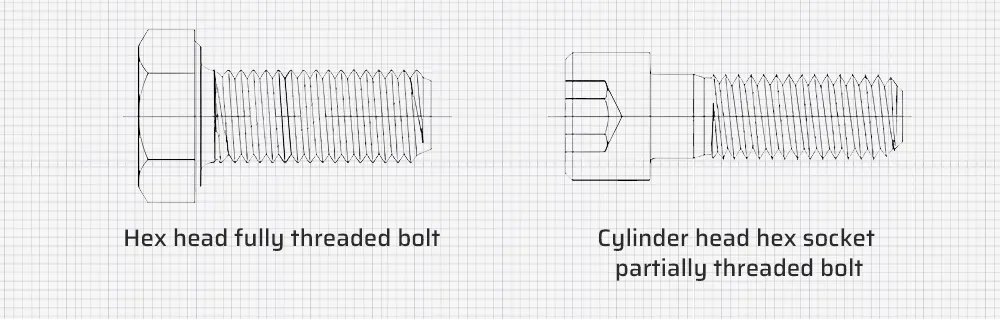
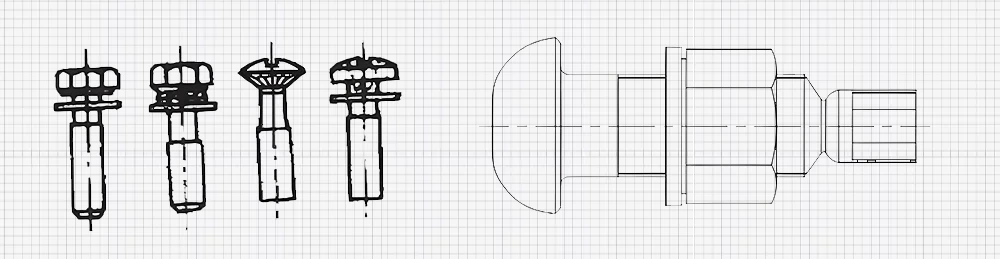
1.ボルト
ボルトは、頭部とねじ(外ねじの円筒体)で構成され、貫通穴を持つ2つの部品を固定するためにナットとともに使用される。このような接続をボルト接続と呼ぶ。ボルトからナットを外すと2つの部品が分離するため、ボルト接合は取り外し可能である。

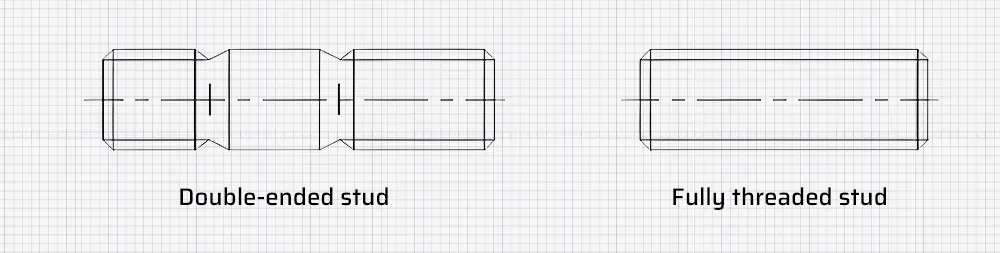
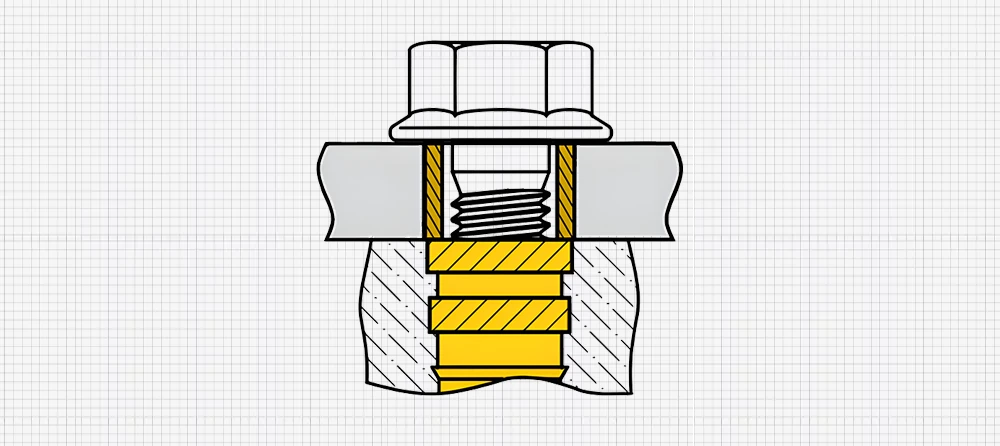
2.スタッド
頭のないタイプのファスナーで、両端に外ねじがある。一方の端は内ねじ穴のある部品にねじ込み、もう一方の端は貫通穴のある部品を貫通させてナットで固定することで、スタッド接続と呼ばれる着脱可能な接続ができる。スタッドは主に、接続される部品の厚みが大きくコンパクトな構造が必要な場合や、頻繁に分解する必要がありボルト接続が適さない場合に使用される。

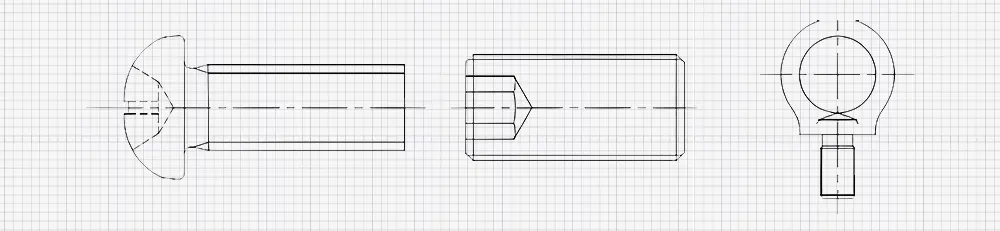
3.ネジ
これらのファスナーもまた、頭部とねじから構成されている。用途によって、機械ねじ、止めねじ、特殊用途ねじの3つに分けられる。マシン・スクリューは、内ネジを持つ部品と貫通穴を持つ部品を、ナットを使わずに締結するために使用される(これをスクリュー・コネクションと呼び、取り外しも可能である)。止めねじは、2つの部品の相対的な位置を固定するために使用される。アイボルトのような特殊用途のねじは、部品を持ち上げるために使用されます。

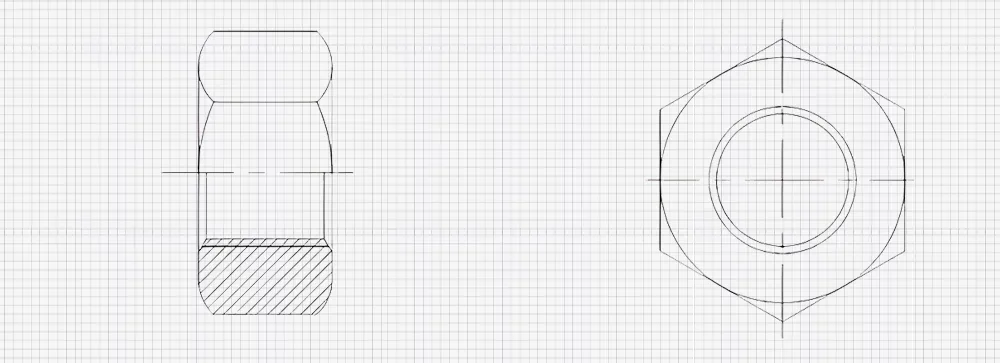
4.ナッツ
ナットは内部にねじ穴があり、一般的に六角形の形をしているが、四角形や円筒形の場合もある。ボルト、スタッド、またはマシンスクリューとともに使用され、2つの部品をしっかりと連結し、一体化させる。

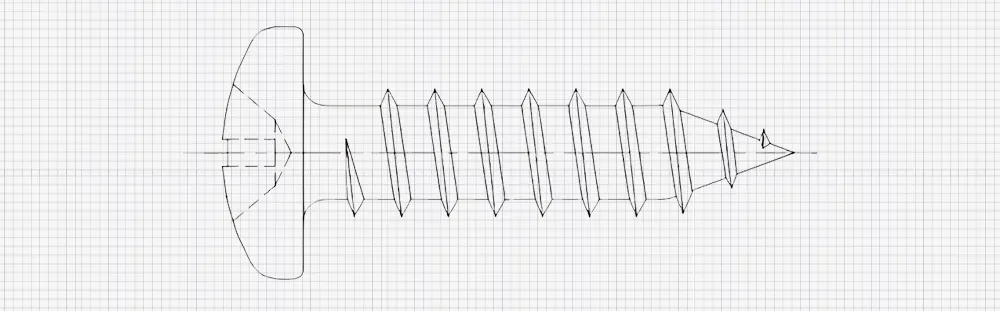
5.セルフタッピングねじ
マシン・スクリューに似ているが、セルフ・タッピング用に特別に設計されたねじ山を持つ。2つの薄い金属部品を固定し、一体化させるために使用される。部品にはあらかじめ穴が開けられている必要があるが、このねじは硬度が高いため、部品に直接ねじ込むことができ、内ねじが形成される。このタイプの接続は、取り外しも可能である。

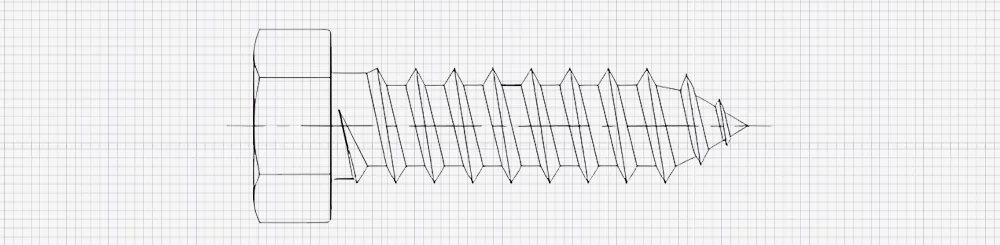
6.木ねじ
マシン・スクリューに似ているが、ねじ山が木材用に設計されている。貫通穴のある金属(または非金属)部品を木製部品に固定するために、木製部品(またはコンポーネント)に直接ねじ込むことができる。このタイプの接続も取り外し可能である。

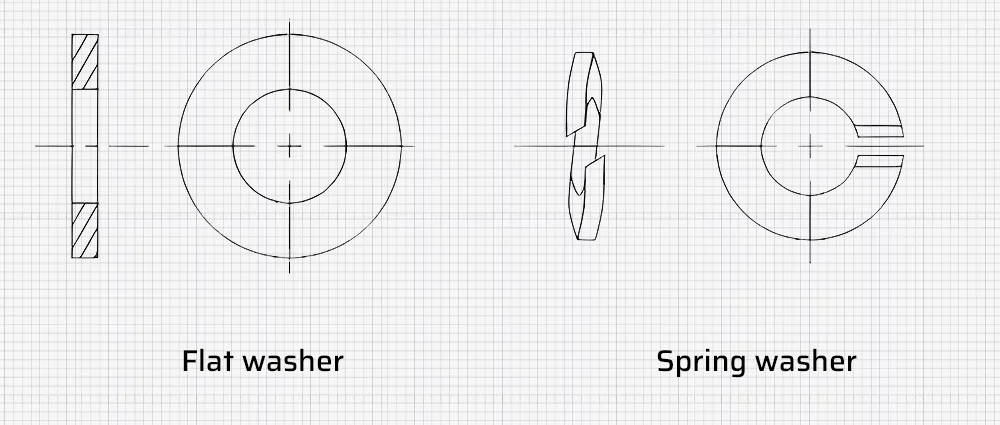
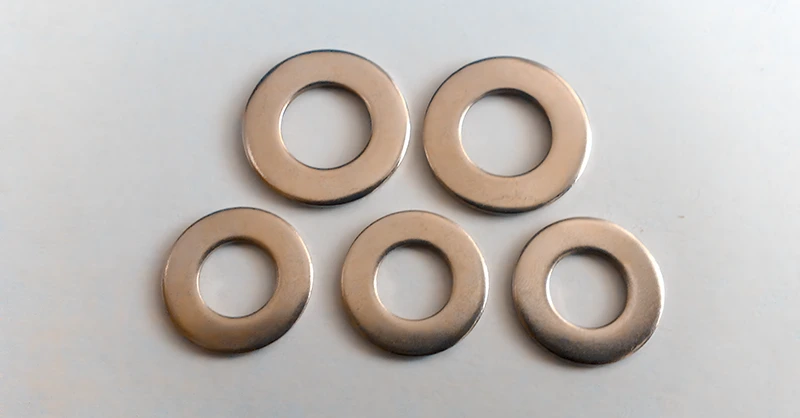
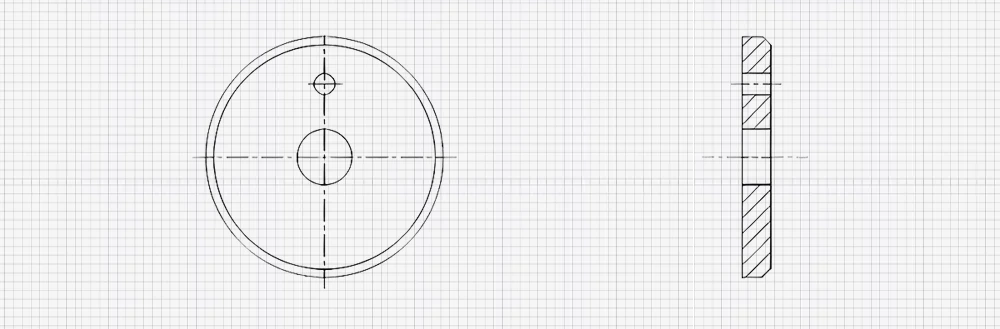
7.ワッシャー
平らな円形ファスナーは、ボルト、ねじ、ナットの軸受面と連結部品の表面の間に配置される。接触面積を増やし、単位面積当たりの圧力を減らし、接続部品の表面を損傷から保護します。弾性ワッシャーは、ナットの緩みを防止することもできる。
ヒントについてもっと知る "ワッシャーの種類“.
8.保持リング
シャフトや穴の部品が横方向に動くのを防ぐために、シャフトや穴の溝に使用される。

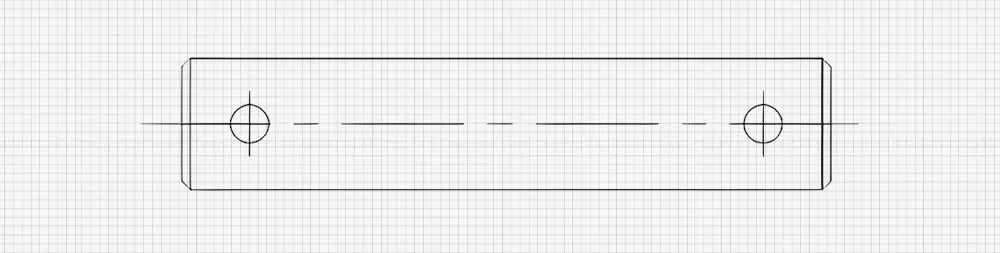
9.ピンズ
主に部品の位置決めに使用されるが、部品の連結、部品の固定、動力の伝達、他のファスナーのロックも可能なものもある。

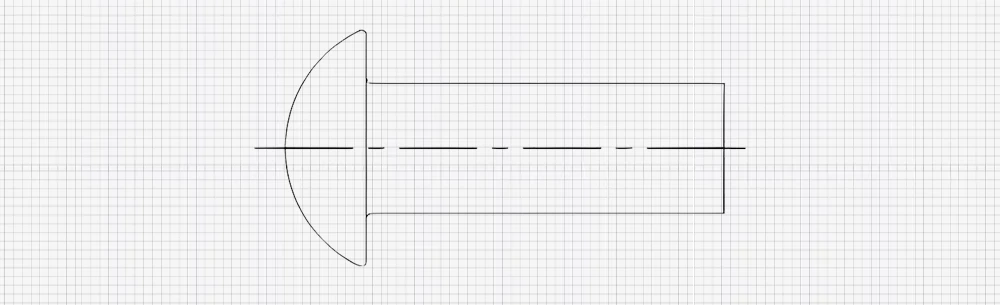
10.リベット
ヘッドとシャンクからなるリベットは、貫通穴のある2つの部品を締結し、一体化させるために使用される。このタイプの接続はリベット止めと呼ばれ、取り外しができない。連結された部品を分離するには、リベットを破壊しなければならない。
ヒントをクリックして詳細をご覧ください。リベットの種類"と"部品接続方法“.

11.アセンブリとコネクションセット
組立て品とは、機械ねじ(またはボルト、セルフタッピングねじ)と平座金(またはスプリングワッシャ、ロックワッシャ)を組み合わせたものなど、組み合わせて供給されるファスナーの一種を指す。コネクション・セットとは、一緒に供給されるボルト、ナット、ワッシャーの特定の組み合わせのことで、例えば、鋼構造用の高強度六角ボルトコネクション・セットなどがある。
ねじの異なるタイプのアプリケーションの特性:
多種多様なねじの中から、その用途の特徴をまとめると以下のようになる:
1. ナットまたはねじ穴のあるボルト、ねじ、スタッド: これらは主に、大きな荷重に耐える高強度接続に使用される。構造がシンプルで安定している。
2. 穴あけ済みセルフタッピングねじ: これらは一般に、自動車内装や小型電気部品などの軽量物を金属板に固定するために使用される。
3. クリップやクランプなどのプラスチック製ファスナー: これらは通常、ワイヤーハーネスや小径パイプを板金に固定するために使用される。
4. ホースクランプとリングクランプ: これらは低圧油圧システム、空気圧システム、冷却パイプラインなどによく使用される。

ファスナーの選択
ファスナーの在庫から適切なファスナーを選ぶ際には、ファスナーの性能だけでなく、組み立ての容易さ、アフターメンテナンスの容易さ、美観の要求、コスト効率も考慮する。
1.仕様と性能等級の決定
各ボルトの強度と摩擦係数は明確に定義されています。ボルトが提供できる予圧は、トルク戦略の違いによって異なりますが、与えられたトルク戦略に対して最小予圧を決定することができます。
接続点に必要な最小予圧を決定した後、少なくともこの最小予圧を提供できるボルトの仕様を比較し、最も経済的な仕様と性能等級を選択する。
一般的な手順は以下の通り:
1.引張荷重に耐えるのか、せん断荷重に耐えるのか、あるいはその組み合わせなのか。
2.接続のタイプに基づいて、接続セットの使用荷重を決定する。
3.ボルトにかかるアキシャル荷重とせん断荷重を計算する。
4.最小クランプ力を決定する。
5.クランプした部品がつぶれないように、面圧を確認する。
6.適切な仕様と性能等級を決定する。
2.ヘッドタイプの選択
ファスナーヘッドの形状は、さまざまな組立スペース、締め付けレベル、および接続の外観要件に対応するためにさまざまです。ヘッドの主な機能は、ベアリングと回転であり、選択はこれらの要因を考慮する必要があります。
| ヘッドタイプ図 | 名称 | 使用上の注意 |
|---|---|---|
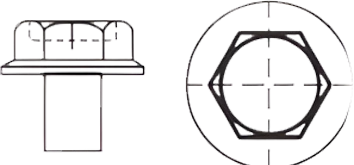 | 六角フランジ | 高強度ボルトは、六角フランジ頭を使用することが望ましく、六角頭ボルトに比べ、クランプ部品を押しつぶす危険性が減少する。 |
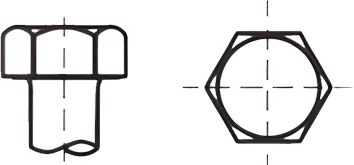 | 六角ヘッド | 一般的にはスプリングワッシャーやフラットワッシャーと併用される。 |
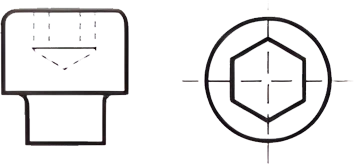 | 六角ソケットヘッド | レンチをかけるスペースが限られている高強度ボルト/スクリューにのみ選択。 |
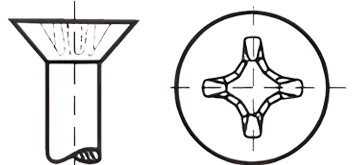 | 皿穴 | 主に引き戸のロック・ファスナーの固定など、締め付け後に平坦さが要求される位置に使用される。皿穴の寸法は、国家規格に厳格に準拠しなければならない。 |
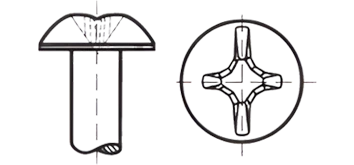 | パンヘッド | 主に、皿頭を必要としない平らな軸受面に使用され、皿頭に比べて経済的である。 |
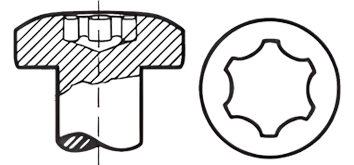 | トルクス | スリップしにくく、より大きなトルクに耐えられるため、内部スパナ作業にはプラス・ヘッドよりも好まれる。 |
3.表面処理の選択
1.ファスナーの色は、クランプする部品に合わせるのが原則です。見えない部分にはシルバーを優先的に使用する。
2.使用する部品によって、異なる防錆等級を採用することができる。
3.機械的性能等級が8.8以上の場合は、以下の使用を推奨しない。 亜鉛メッキ および表面処理のための不動態化。一般的には、無電解亜鉛フレークコーティングを推奨する。スプリングワッシャーなど硬度350HV以上のファスナーには、水素脆化故障を防ぐため、亜鉛めっきと不動態化処理の使用は避けてください。.
4.グレード適合性の選択
一般に、ナットの機械的性能等級は、次のようにボルト、スタッド、またはねじの性能等級と一致すべきである:
1.グレード8のナットは、8.8グレードのボルト、スタッド、またはネジに適合することができます。
2.等級10のナットは、10.9等級のボルト、スタッド、またはねじに適合する。
3.12等級のナットは、12.9等級のボルト、スタッド、またはねじに適合する。
一般に、高性能グレードのナットは、低グレードのナッ トと置き換えることができる。例えば、等級10のナットは、8.8等級のボルト、スタッド、またはネジに適合するように等級8のナットを置き換えることができます。
5.締結工程の選択
ファスニングプロセスを選択する前に、設計者はその製品が分解とメンテナンスを必要とするかどうかを判断しなければならない。例えば、火災探知機、テレビのリモコン、携帯情報端末のような製品は、消費者が電池を交換するために分解できなければならない。逆に、ヘアードライヤーや使い捨て医療機器のような製品は、一般的に分解やメンテナンスができるように設計する必要はありません。さらに、設計者によっては、消費者が製品を簡単に分解できないように、耐タンパー性を持つ部品を特別に設計する場合もある(電子製品など)。
取り外し可能なメンテナンスが必要な製品
ネジ、ボルト、スナップフィットジョイント(プラスチッククリップなど)は、取り外し可能なメンテナンスが必要な製品で最も一般的に使用される締結方法である。ボルトやネジは、クランプ荷重を与え、部品をアセンブリに圧縮します。ボルトやねじのトルクが、頭部と相手部品の接触点を超えると、締結要件が満たされます。スナップフィットジョイントと比較すると、ボルトとネジはより優れた保持力を提供しますが、スナップフィットジョイントはプラスチック部品自体の強度に依存します。
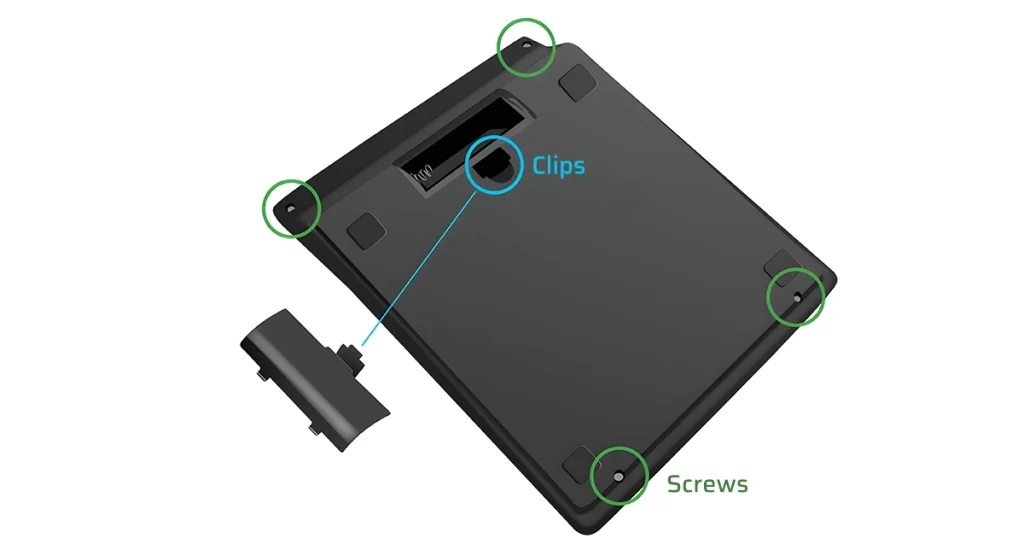
スナップフィットジョイントは、複数の部品を連結することで保持力を発揮します。スナップフィットジョイントは、迅速な組み立てを可能にし、部品表の部品点数が少ないため、全体的な組み立て工程が簡素化されます。プラスチック製品に最小限の保持力が必要な場合、スナップフィット・ジョイントが一般的に好まれます。上の写真に示すように、ほとんどのポケット電卓は、消費者による電池交換を容易にするため、電池カバーにスナップフィットジョイントを使用しています。
ヒントをクリックして詳細をご覧ください。スナップフィットの種類“.
パーマネント製品
ソリッドピン、接着剤、ねじ、ボルト、スナップフィットジョイントは、部品を恒久的に固定するための一般的な方法である。設計者は、新製品に取り外し可能な保守設計を採用することを特に要求しないことが多いが、操作者に使い方に慣れてもらうために、多くの製品では依然としてネジのような取り外し可能なファスナーを使用している。上の写真に示すように、ほとんどのポケット電卓は、消費者が製品寿命の間に部品を分解する必要がないにもかかわらず、プラスチックの筐体を接続するためにねじを使用している。
ソリッドピンと接着剤は、プラスチック素材に対して優れた保持力を発揮するため、永久部品の締結方法として好ましい。接着剤は複数の部品を接着して保持力を与えるが、ソリッドピンは母材を変形させ、干渉を生じさせて保持力を与える。保持機能を持つソリッドピン(例. ナーリングバーブ)は、プレーンピンよりも穴の公差が大きく、プラスチック部品へのストレスを軽減できるため優れています。耐タンパー性は、保証、製品損傷、環境暴露(湿気、粒子など)のリスクを軽減するのに役立ちます。
さらに、取り外し可能なメンテナンス用ファスナー(例えば、ネジ)は、子供のおもちゃのような製品に重大な安全上の危険(窒息の危険)をもたらす。取り外しのできないメンテナンス用品には、通常、固いピンや接着剤が好ましい締結方法である。
ソリッドピン
ソリッドピンは、手動でも全自動でも、プレスを使用して簡単に取り付けることができます。取り付けの際、プレスはピンが所定の停止距離に達するまで直線的な力を加えて駆動します。複数のピンホールを持つ部品の場合、プラテンプレスを使用して複数のソリッドピンを同時に取り付けることができる。そのため、ソリッドピンの組み立てサイクルは、ネジやボルトの組み立てサイクルよりも速くなる。ソリッドピンは、部品が正しく固定され、正しく方向付けされた場合、他の締結方法と比べて最も低い不良率を示す。ソリッドピンを取り付けるための設備は、最小限のメンテナンスしか必要としない。
審美的な理由から、いくつかのソリッドピンは最終的な組み立てでは隠されている。
接着剤
接着剤は、手動ガンまたは自動ディスペンサーを使用して塗布することができる。通常、ベース部品の表面処理が必要となる。組み立て時の接着剤塗布工程は非常に複雑で、熟練したオペレーターを必要とします。一つの部品に塗布する接着剤の量が少なすぎたり多すぎたりすると、現場で不具合が発生することがあります。さらに、多くの接着剤は、ベース部品と接触する前に、温度制御、圧力制御、および/または異なる流体との混合を必要とします。塗布後、接着剤は場合によっては24時間以上かかる硬化プロセスを経る!
接着剤には問題があるため、接着剤塗布装置には広範なメンテナンスと監視が必要である。汚染物質は装置の閉塞を引き起こす可能性があり、多くの接着剤は保存期間が限られています。これらの要因は、組立工程のコストと複雑さを増加させ、機械の可用性を低下させます。変動要因が多いため、最大の課題は再現性と制御かもしれない。
ネジ
ネジをホスト部品に挿入した後、ハンドヘルドトルクドライバーまたは固定式自動ドライバーを使って取り付けることができる。どちらのタイプのドライバーも、指定されたトルク値までネジを回転させる。このプロセスは、ソリッドピンの取り付けよりもはるかに複雑であることを認識することが重要です。メーカーは、ねじとドライビング・ビットの位置合わせやねじの固定で問題が発生する可能性がある。ネジの位置が完全に合っていないと、ホスト・プラスチックが剥がれ、部品がスクラップになってしまう可能性がある。プラスチックに直接ねじを取り付ける場合のもう一つの一般的な問題は、ねじが時間の経過とともに緩むことである。 プラスチッククリープ または応力緩和が必要である。ネジは安価で入手しやすく、作業者にとっては身近なものであるが、組み立ての際には困難が伴う。.
ボルト
ボルトは、プラスチック製のホストではなく、ナットや金属製のインサートにねじ込まれることを除けば、ねじと同様の機能を果たす。ここで取り上げた締結方法の中では、ボルトが最も高い保持力を発揮する。ボルトは、ナットやねじの切られたインサートと一緒に使用すると、プラスチックに損傷を与えることなく、無制限に組み立てたり分解したりすることができます。プラスチック部品の適切なボルト接続には、ボルト、制限スリーブ、ナットまたはねじインサートという3つの別々の部品が必要です。そのため、部品点数が増え、組み立て工程が複雑になり、コストも高くなります。代替の締結方法で必要なクランプ荷重を達成できない場合を除き、ボルト締結は避けるべきである。
スナップフィット・ジョイント
スナップフィット・ジョイントは通常、部品を押し付けることによって手作業で組み立てられる。組み立て工程は、インターロック部品の設計によって大きく異なります。スナップフィットジョイントには、取り外し可能なメンテナンス用に設計されたものもあれば、永久的なものもあります。スナップフィット・ジョイントを使用することで、メーカーは各アセンブリで使用する部品の総数を最小限に抑えることができます。このアプローチは、最終的にコスト、在庫、取り扱いの難しさを軽減します。しかし、他の締結方法と比較すると、スナップフィットジョイントはプラスチック部品自体の強度に依存するため、保持力は最も低い。スナップフィットジョイントは、最小限の負荷環境にさらされる部品に適しています。しかし、スナップフィット・ジョイントは故障しやすく、窒息の危険性など環境上の危険性があります。
プラスチックハウジングを設計する際、設計者は性能、簡便性、ファスナーコスト、組立コストを考慮しなければなりません。設計エンジニアは、設計の初期段階で製造エンジニアと協力し、組立工程全体を考慮することをお勧めします。ほとんどの場合、最終的な新製品の設計では、組立サイクル、スクラップ率、メンテナンスコスト、製品寿命を通しての消費者の行動が考慮されていません。
結論
異なる部品を接続する重要な工業部品として、工業生産におけるファスナーの重要性を過小評価することはできません。ファスナーが故障したり緩んだりすると、機械や装置の故障につながり、ダウンタイム、生産遅延、損失、安全上の危険が生じます。したがって、工業生産では高品質で信頼性の高いファスナーと正しい締結方法を使用することが重要です。














